
An Experimental Study on Processing TC4 with Nano Particle Surfactant Mixed Micro EDM

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussions
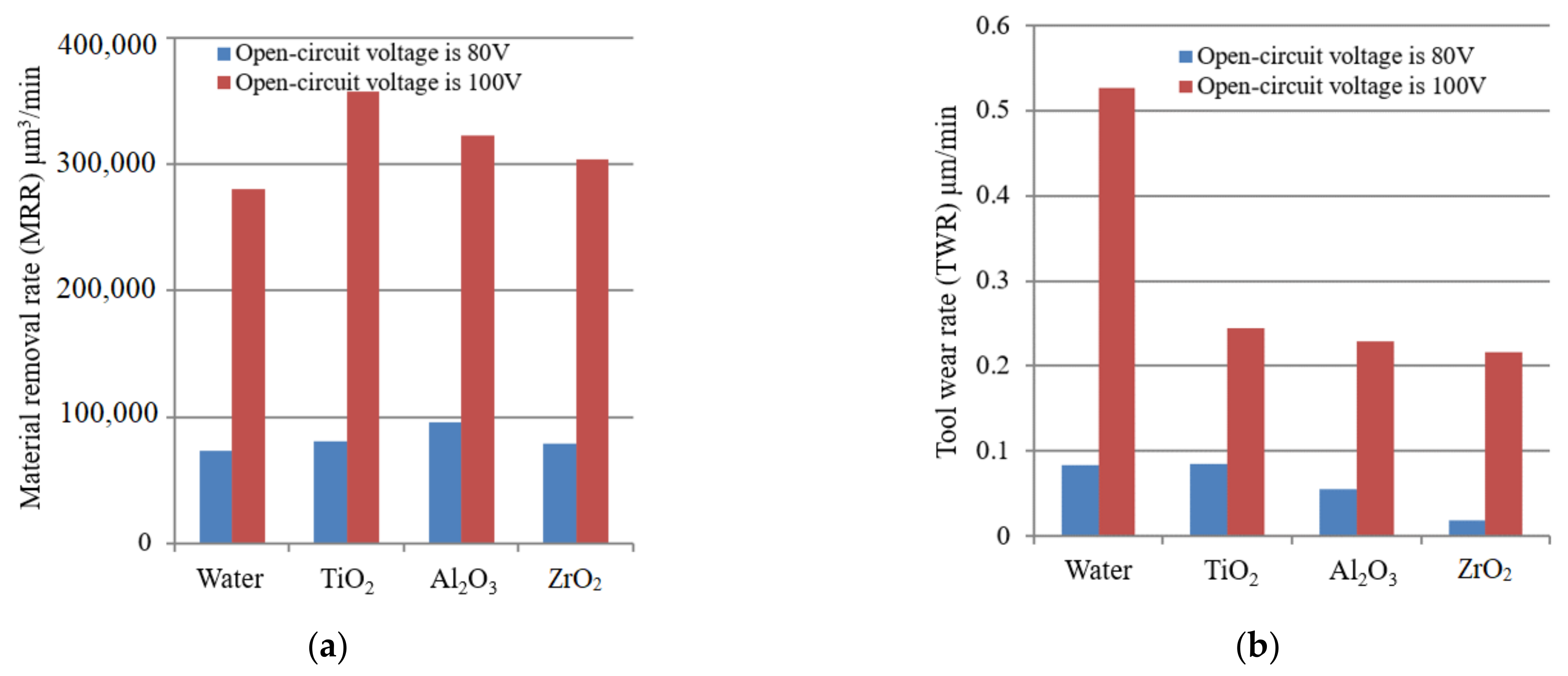
3.1. The Effect of Nano Particle Surfactant on MRR and TWR
3.2. The Effect of Nano Particle Surfactant on TR
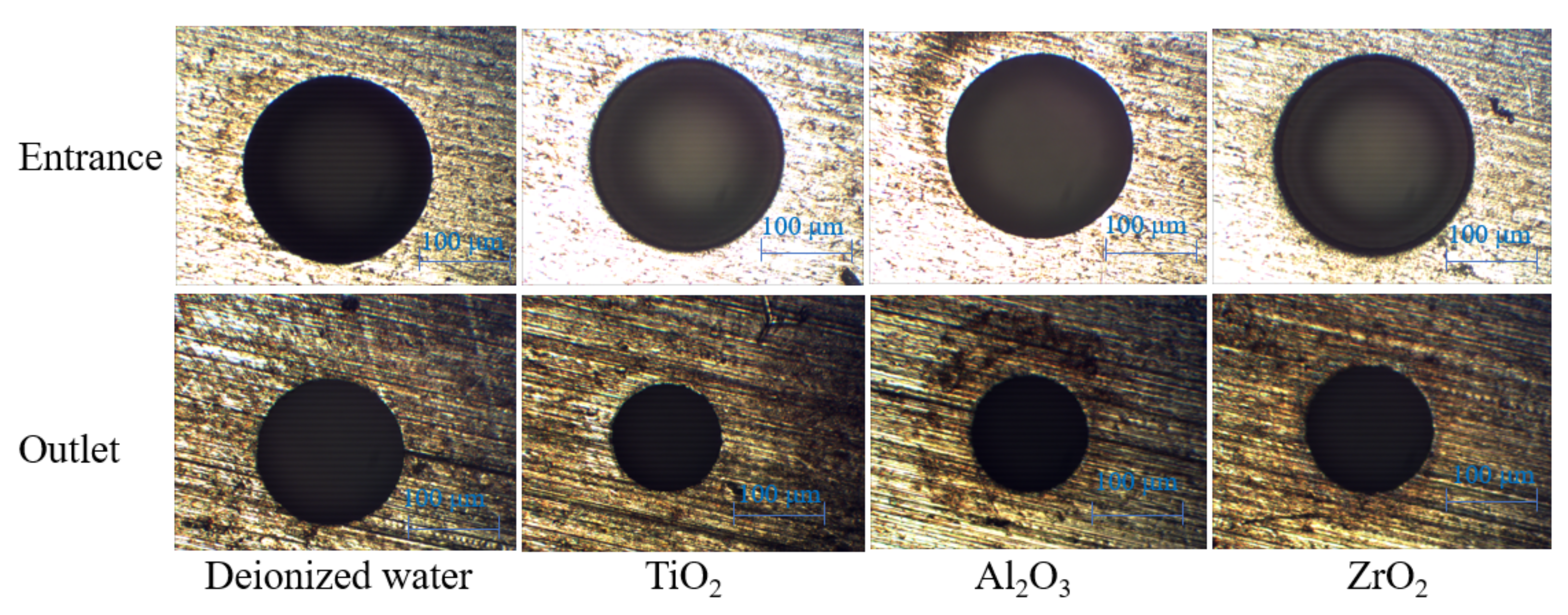
3.3. The Effect of Nano Particle Surfactant on Surface Topography
4. Conclusions
- The MRR of micro EDM in dielectric mixed with TiO2 is the highest when open-circuit voltage is 100 V, followed by Al2O3 and ZrO2. The MRR of micro EDM in dielectric mixed with TiO2 is 27.5% higher than that in the dielectric without nano particle.
- The TWR of micro EDM in dielectric mixed with nano particle surfactant is lower than that in deionized water, especially when open circuit voltage is larger.
- The TR of micro EDM in dielectric mixed with nano particle surfactant is higher than that in deionized water, the TR of micro EDM in dielectric mixed with TiO2 is the highest, followed by ZrO2 and Al2O3.
- The surface roughness Ra of micro EDM in dielectric mixed with nano particle surfactant is significantly lower than that in deionized water, especially when the open-circuit voltage is higher. The surface roughness Ra of micro EDM in dielectric mixed with TiO2 can be 50% lower than that in deionized water.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ishfaq, K.; Asad, M.; Anwar, S.; Pruncu, C.I.; Saleh, M.; Ahmad, S. A Comprehensive Analysis of the Effect of Graphene-Based Dielectric for Sustainable Electric Discharge Machining of Ti-6Al-4V. Materials 2021, 14, 23. [Google Scholar]
- Xing, Q.; Yao, Z.; Zhang, Q. Effects of processing parameters on processing performances of ultrasonic vibration-assisted micro-EDM. Int. J. Adv. Manuf. Technol. 2021, 112, 1–16. [Google Scholar]
- Sahu, A.K.; Mahapatra, S.S. Performance analysis of tool electrode prepared through laser sintering process during electrical discharge machining of titanium. Int. J. Adv. Manuf. Technol. 2020, 106, 1017–1041. [Google Scholar]
- Machno, M. Investigation of the Machinability of the Inconel 718 Superalloy during the Electrical Discharge Drilling Process. Materials 2020, 13, 3392. [Google Scholar]
- Li, G.; Natsu, W. Realization of micro EDM drilling with high machining speed and accuracy by using mist deionized water jet-ScienceDirect. Precis. Eng. 2020, 61, 136–146. [Google Scholar]
- Shah, M.S.; Saha, P. Assessment of vibration-assisted micro-EDM dressing process-stability by monitoring and analyzing debris evacuation during Ti-6Al-7Nb machining. J. Manuf. Proc. 2021, 66, 250–268. [Google Scholar]
- Bui, V.D.; Mwangi, J.W.; Schubert, A. Powder mixed electrical discharge machining for antibacterial coating on titanium implant surfaces. J. Manuf. Proc. 2019, 44, 261–270. [Google Scholar]
- Sharma, D.; Mohanty, S.; Das, A.K. Surface modification of titanium alloy using hBN powder mixed dielectric through micro-electric discharge machining. Surf. Coat. Tech. 2020, 381, 125157. [Google Scholar]
- Opoz, T.T.; Yasar, H.; Ekmekci, N.; Ekmekci, B. Particle migration and surface modification on Ti6Al4V in SiC powder mixed electrical discharge machining. J. Manuf. Proc. 2018, 31, 744–758. [Google Scholar]
- Mohanty, S.; Kumar, V.; Das, A.K.; Dixit, A.R. Surface modification of ti-alloy by micro-electrical discharge process using tungsten disulphide powder suspension. J. Manuf. Proc. 2019, 37, 28–41. [Google Scholar]
- Jawahar, M.; Reddy, C.S.; Srinivas, C. A review of performance optimization and current research in PMEDM. Mater. Today Proceed. 2019, 19, 742–747. [Google Scholar]
- Marashi, H.; Jafarlou, D.M.; Sarhan, A.A.D.; Hamdi, M. State of the art in powder mixed dielectric for EDM applications. Precis. Eng. 2016, 46, 11–33. [Google Scholar]
- Chakraborty, S.; Dey, V.; Ghosh, S.K. A review on the use of dielectric fluids and their effects in electrical discharge machining characteristics. Precis. Eng. 2015, 40, 1–6. [Google Scholar]
- Wang, X.; Yi, S.; Guo, H.; Li, C.; Ding, S. Erosion characteristics of electrical discharge machining using graphene powder in deionized water as dielectric. Int. J. Adv. Manuf. Technol. 2020, 108, 357–368. [Google Scholar]
- Philip, J.T.; Mathew, J.; Kuriachen, B. Transition from edm to pmedm—impact of suspended particulates in the dielectric on ti6al4v and other distinct material surfaces: A review. J. Manuf. Proc. 2021, 64, 1105–1142. [Google Scholar]
- Joshi, A.Y.; Joshi, A.Y. A systematic review on powder mixed electrical discharge machining. Heliyon 2019, 5, e02963. [Google Scholar]
- Tiwary, A.P.; Pradhan, B.B.; Bhattacharyya, B. Influence of various metal powder mixed dielectric on micro-EDM characteristics of Ti-6Al-4V. Mater. Manuf. Proc. 2019, 34, 1–17. [Google Scholar]
- Kim, Y.S.; Chu, C.N. The Effects of Graphite Powder on Tool Wear in Micro Electrical Discharge Machining. Procedia CIRP 2018, 68, 553–558. [Google Scholar]
- Yu, Y.T.; Hsieh, S.F.; Lin, M.H.; Huang, J.W.; Ou, S.F. Effects of gas-assisted perforated electrode with rotation on the machining efficiency of PMEDM of titanium. Int. J. Adv. Manuf. Tech. 2020, 107, 1377–1386. [Google Scholar]
- Shah, A.; Kumar, A.; Ramkumar, J. Analysis of transient thermo-fluidic behavior of melt pool during spot laser welding of 304 stainless-steel. J. Mater. Proc. Technol. 2018, 256, 109–120. [Google Scholar]
- Suthakar, T.; Balasubramanian, K.R.; Sankaranarayanasamy, K.; Buvanashekaran, G. Studies on weld shape formation and Marangoni convection in Nd:YAG laser welding. Int. J. Mechatron. Manuf. Syst. 2012, 5, 226–246. [Google Scholar]
- Ramkumar, K.D.; Goutham, P.S.; Radhakrishna, V.S.; Tiwari, A.; Anirudh, S. Studies on the structure–property relationships and corrosion behaviour of the activated flux TIG welding of UNS S32750. J. Manuf. Proc. 2016, 23, 231–241. [Google Scholar]
- Ruehl, C.R.; Davies, J.F.; Wilson, K.R. An interfacial mechanism for cloud droplet formation on organic aerosols. Science 2016, 351, 1447–1450. [Google Scholar]
- Kitahata, H.; Yoshinaga, N. Effective diffusion coefficient including the Marangoni effect. J. Chem. Phys. 2018, 148, 134906. [Google Scholar]
- Witz, G. Heat transfer and Marangoni effect in the electron discharge machining (EDM) process. In Proceedings of the COMSOL Multiphysics User’s Conference, Paris, France, 4–6 November 2005. [Google Scholar]
- Revaz, B.; Witz, G.; Flukiger, R. Effect of thermo-capillary (Marangoni) convection in Electronic Discharge Machining (EDM). High Temp. Mater. Process. 2007, 11, 115–124. [Google Scholar]
- Bai, S.; Rajurkar, K.P. Modelling and Simulation of the Crater Formation Process in Micro-EDM. In Proceedings of the 9th International Conference on MicroManufacturing, Milan, Italy, 31 March–2 April 2015. ICOMM 2015. [Google Scholar] [CrossRef]
- Ilani, M.A.; Khoshnevisan, M. Study of surfactant effects on intermolecular forces (IMF) in powder-mixed electrical discharge machining (EDM) of Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2021, 116, 1763–1782. [Google Scholar]
- Bui, V.D.; Mwangi, J.W.; Meinshausen, A.K.; Mueller, A.J.; Schubert, A. Antibacterial coating of ti-6al-4 v surfaces using silver nano-powder mixed electrical discharge machining. Surf. Coat. Tech. 2020, 383, 125254. [Google Scholar]
- Wong, Y.S.; Lim, L.C.; Rahuman, I.; Tee, W.M. Near-mirror-finish phenomenon in EDM using powder-mixed dielectric. J. Mater. Process. Technol. 1998, 79, 30–40. [Google Scholar]
- Sonawane, H.A.; Pawade, R.S. Effects of powder mixed dielectric on electro discharge machining (PMEDM) of HSS tool steel. Int. J. Mechatron. Manuf. Syst. 2012, 5, 431–454. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Thermo-Physical Properties | Size/nm | Density/g·cm−3 | Electrical Conductivity/s·cm−1 | Thermal Conductivity/W·m−1K−1 | |
|---|---|---|---|---|---|
| Powder Type | |||||
| TiO2 | 10–20 | 4.26 | <10−10 | 1.7 | |
| Al2O3 | 30–40 | 3.9 | <10−10 | 7.2 | |
| ZrO2 | 30 | 5.89 | 6.0 × 10−4–3.3 × 10−2 | 2.09 | |
| Elements | Ti | Fe | C | N | H | O | Al | V |
|---|---|---|---|---|---|---|---|---|
| Composition (%) | Allowance | ≤0.30 | ≤0.10 | ≤0.05 | ≤0.015 | ≤0.20 | 5.5–6.8 | 3.5–4.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ni, T.; Liu, Q.; Chen, Z.; Jiang, D.; Sun, S. An Experimental Study on Processing TC4 with Nano Particle Surfactant Mixed Micro EDM. Materials 2021, 14, 6074. https://doi.org/10.3390/ma14206074
Ni T, Liu Q, Chen Z, Jiang D, Sun S. An Experimental Study on Processing TC4 with Nano Particle Surfactant Mixed Micro EDM. Materials. 2021; 14(20):6074. https://doi.org/10.3390/ma14206074
Chicago/Turabian StyleNi, Tingting, Qingyu Liu, Zhiheng Chen, Dongsheng Jiang, and Shufeng Sun. 2021. "An Experimental Study on Processing TC4 with Nano Particle Surfactant Mixed Micro EDM" Materials 14, no. 20: 6074. https://doi.org/10.3390/ma14206074
APA StyleNi, T., Liu, Q., Chen, Z., Jiang, D., & Sun, S. (2021). An Experimental Study on Processing TC4 with Nano Particle Surfactant Mixed Micro EDM. Materials, 14(20), 6074. https://doi.org/10.3390/ma14206074