Figure 1.
Geometries utilized to conduct tensile tests (
a), simple shear tests [
17] (
b), and intermediate and high-rate tensile tests [
18] (
c). Note that all units are in mm and that the shaded area corresponds to the material section that was clamped during testing.
Figure 1.
Geometries utilized to conduct tensile tests (
a), simple shear tests [
17] (
b), and intermediate and high-rate tensile tests [
18] (
c). Note that all units are in mm and that the shaded area corresponds to the material section that was clamped during testing.
Figure 2.
Engineering stress–strain response (a) and hardening rate obtained from the calibrated hardening model (b).
Figure 2.
Engineering stress–strain response (a) and hardening rate obtained from the calibrated hardening model (b).
Figure 3.
True stress versus plastic work (a) and converted equivalent stress-strain response for the 3rd Gen 1180 V2 (b).
Figure 3.
True stress versus plastic work (a) and converted equivalent stress-strain response for the 3rd Gen 1180 V2 (b).
Figure 4.
Interrupted tensile tests with a total of 8 unloading cycles for the 3rd Gen 980 (a) and close-up view of the non-linear unloading behavior, schematically shown for the seventh unloading cycle (b).
Figure 4.
Interrupted tensile tests with a total of 8 unloading cycles for the 3rd Gen 980 (a) and close-up view of the non-linear unloading behavior, schematically shown for the seventh unloading cycle (b).
Figure 5.
Measured and calibrated chord modulus evolution using the Yoshida model [
29] for the 1180 MPa ultimate tensile strength steels (
a) and the 590 MPa and 980 MPa strength steels (
b). Note that the data for the DP980 and the DP1180 was digitized from the study of Cobo et al. [
31].
Figure 5.
Measured and calibrated chord modulus evolution using the Yoshida model [
29] for the 1180 MPa ultimate tensile strength steels (
a) and the 590 MPa and 980 MPa strength steels (
b). Note that the data for the DP980 and the DP1180 was digitized from the study of Cobo et al. [
31].
Figure 6.
Comparison of R-value (a) and stress anisotropy (b) for the studied steel grades.
Figure 6.
Comparison of R-value (a) and stress anisotropy (b) for the studied steel grades.
Figure 7.
Calibrated Barlat Yld2000 yield surface for the 590R (a) and predicted stress ratios (b).
Figure 7.
Calibrated Barlat Yld2000 yield surface for the 590R (a) and predicted stress ratios (b).
Figure 8.
Calibrated Barlat Yld2000 yield surface for the DP980 (a) and predicted stress ratios (b).
Figure 8.
Calibrated Barlat Yld2000 yield surface for the DP980 (a) and predicted stress ratios (b).
Figure 9.
Calibrated Barlat Yld2000 yield surface for the 3rd Gen 1180 V2 (a) and predicted stress ratios (b).
Figure 9.
Calibrated Barlat Yld2000 yield surface for the 3rd Gen 1180 V2 (a) and predicted stress ratios (b).
Figure 10.
Calibrated quadratic Johnson Cook rate-dependent constitutive model for the 590R AHSS.
Figure 10.
Calibrated quadratic Johnson Cook rate-dependent constitutive model for the 590R AHSS.
Figure 11.
Calibrated quadratic Johnson-Cook rate-dependent constitutive model for the 3rd Gen 980.
Figure 11.
Calibrated quadratic Johnson-Cook rate-dependent constitutive model for the 3rd Gen 980.
Figure 12.
Calibrated quadratic Johnson-Cook rate-dependent constitutive model for the 3rd Gen 1180 V1.
Figure 12.
Calibrated quadratic Johnson-Cook rate-dependent constitutive model for the 3rd Gen 1180 V1.
Figure 13.
Calibrated modified Cowper Symonds rate-dependent constitutive model for the 3rd Gen 1180 V2.
Figure 13.
Calibrated modified Cowper Symonds rate-dependent constitutive model for the 3rd Gen 1180 V2.
Figure 14.
Comparison of the strain-rate induced increase in the flow stress at higher strain rates with respect to the stress level at the reference strain rate of 0.001 s−1 at a plastic strain of 5% for one representative repeat.
Figure 14.
Comparison of the strain-rate induced increase in the flow stress at higher strain rates with respect to the stress level at the reference strain rate of 0.001 s−1 at a plastic strain of 5% for one representative repeat.
Figure 15.
Comparison of the global and local response in 3D tensile simulations for the 590R.
Figure 15.
Comparison of the global and local response in 3D tensile simulations for the 590R.
Figure 16.
Comparison of the global and local response in 3D tensile simulations for the 3rd Gen 980.
Figure 16.
Comparison of the global and local response in 3D tensile simulations for the 3rd Gen 980.
Figure 17.
Comparison of the global and local response in 3D tensile simulations for the 3rd Gen 1180 V1.
Figure 17.
Comparison of the global and local response in 3D tensile simulations for the 3rd Gen 1180 V1.
Figure 18.
Comparison of the global and local response in 3D tensile simulations for the 3rd Gen 1180 V2.
Figure 18.
Comparison of the global and local response in 3D tensile simulations for the 3rd Gen 1180 V2.
Figure 19.
Schematic of the test methodology. Units are in mm. (a) and experimental set-up of the TCT. Units are in mm. (b).
Figure 19.
Schematic of the test methodology. Units are in mm. (a) and experimental set-up of the TCT. Units are in mm. (b).
Figure 20.
Evolution of the frictional response over the 75 mm sliding distance for the 590R (a), 3rd Gen 980 (b), 3rd Gen 1180 V1 (c) and 3rd Gen 1180 V2 (d).
Figure 20.
Evolution of the frictional response over the 75 mm sliding distance for the 590R (a), 3rd Gen 980 (b), 3rd Gen 1180 V1 (c) and 3rd Gen 1180 V2 (d).
Figure 21.
Schematic of methodology of Marciniak tests to characterize the limit strain under in-plane loading (
a) and geometric dimensions of the tool set corresponding to the ISO12004-2 standard adapted from Gutierrez et al. [
12]. All units are in mm (
b).
Figure 21.
Schematic of methodology of Marciniak tests to characterize the limit strain under in-plane loading (
a) and geometric dimensions of the tool set corresponding to the ISO12004-2 standard adapted from Gutierrez et al. [
12]. All units are in mm (
b).
Figure 22.
In-plane forming limit using the ISO12004-2 standard for the 590R, DP980, and 3rd Gen 980 (a) and the 3rd Gen 1180 V1, V2, and the DP1180 (b).
Figure 22.
In-plane forming limit using the ISO12004-2 standard for the 590R, DP980, and 3rd Gen 980 (a) and the 3rd Gen 1180 V1, V2, and the DP1180 (b).
Figure 23.
Formability prediction for in-plane stretching using the linearized MMFC (a) and the BWx model (b) for the 590R, DP1180, and the 3rd Gen 1180 V2.
Figure 23.
Formability prediction for in-plane stretching using the linearized MMFC (a) and the BWx model (b) for the 590R, DP1180, and the 3rd Gen 1180 V2.
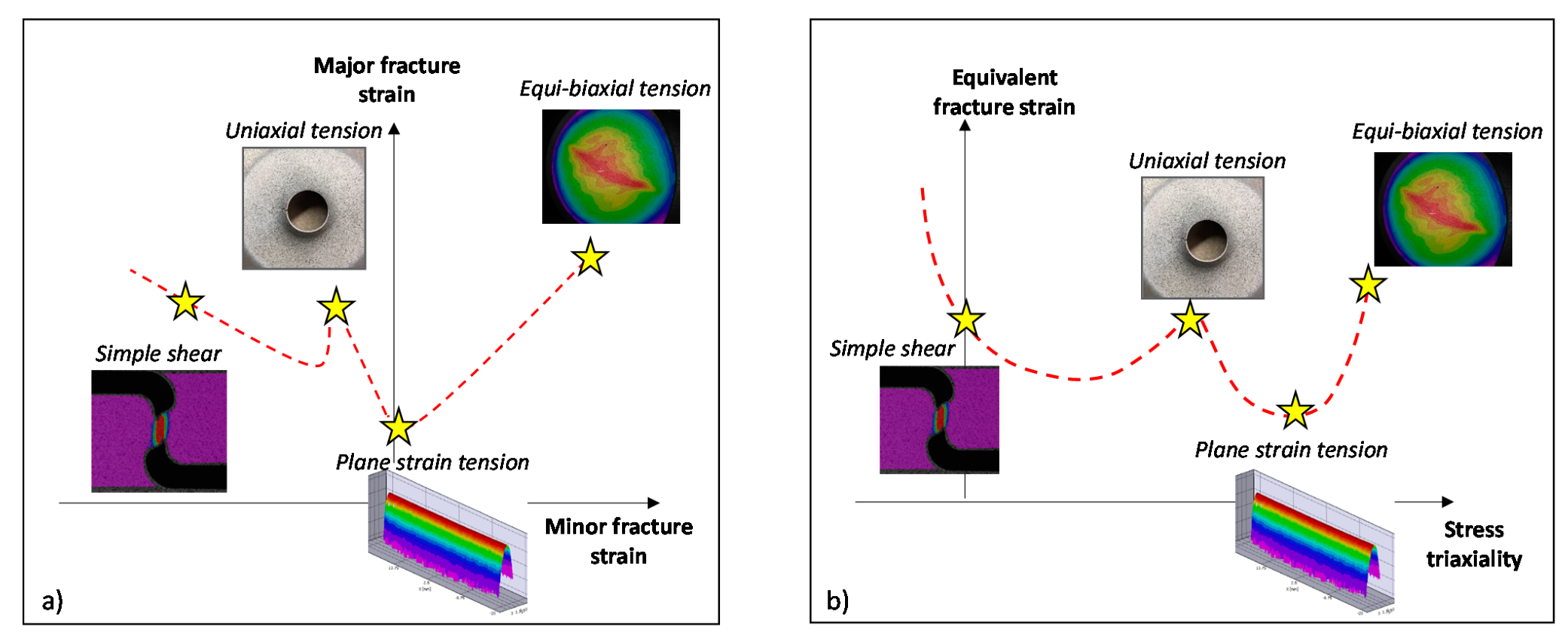
Figure 24.
Overview of selected experimental program to characterize stress states ranging from simple shear to equi-biaxial tension, schematically illustrated in strain space (a) and stress space (b).
Figure 24.
Overview of selected experimental program to characterize stress states ranging from simple shear to equi-biaxial tension, schematically illustrated in strain space (a) and stress space (b).
Figure 25.
Schematic of the V-Bend frame utilized for characterizing the fracture strain under plane strain tension (a) and die set utilized to perform miniature dome tests and hole expansion tests to characterize the fracture limit under equi-biaxial tension and uniaxial tension. Units are in mm (b).
Figure 25.
Schematic of the V-Bend frame utilized for characterizing the fracture strain under plane strain tension (a) and die set utilized to perform miniature dome tests and hole expansion tests to characterize the fracture limit under equi-biaxial tension and uniaxial tension. Units are in mm (b).
Figure 26.
Failure bend angles (
a) and equivalent strains (
b) under plane strain tension. Note that the data for the plane strain fracture strain of the same lot of the DP1180 was reported in Noder et al. [
13] for a von Mises material and was integrated using the Barlat Yld2000 plasticity model as part of this study.
Figure 26.
Failure bend angles (
a) and equivalent strains (
b) under plane strain tension. Note that the data for the plane strain fracture strain of the same lot of the DP1180 was reported in Noder et al. [
13] for a von Mises material and was integrated using the Barlat Yld2000 plasticity model as part of this study.
Figure 27.
The effect of punch size on the linearity of strain path and the failure strain representatively shown for the 3rd Gen 980 (
a) and integrated failure strains under equi-biaxial stretching (
b). Note that the data for the DP980 was retrieved from Cheong [
56] and the DP1180 from the Numisheet 2022 Benchmark [
16] using the same test frame.
Figure 27.
The effect of punch size on the linearity of strain path and the failure strain representatively shown for the 3rd Gen 980 (
a) and integrated failure strains under equi-biaxial stretching (
b). Note that the data for the DP980 was retrieved from Cheong [
56] and the DP1180 from the Numisheet 2022 Benchmark [
16] using the same test frame.
Figure 28.
Integrated failure strains under simple shear loading. Note that the data for the DP1180 was retrieved from the Numisheet 2022 Benchmark [
16].
Figure 28.
Integrated failure strains under simple shear loading. Note that the data for the DP1180 was retrieved from the Numisheet 2022 Benchmark [
16].
Figure 29.
Schematic of hole expansion test (
a), fracture initiation through the presence of a through-thickness crack for the 3rd Gen 1180 V1 (10 mm initial hole diameter) (
b), schematic of the through-thickness strain gradient to suppress necking (
c), and effect of the initial hole size (5 mm versus 10 mm diameter) for different steel grades (
d). Note that the data for the DP1180 was retrieved from the Numisheet 2022 Benchmark [
16] and the DP980 (10 mm hole size from Cheong [
56], with both materials tested on the same equipment.
Figure 29.
Schematic of hole expansion test (
a), fracture initiation through the presence of a through-thickness crack for the 3rd Gen 1180 V1 (10 mm initial hole diameter) (
b), schematic of the through-thickness strain gradient to suppress necking (
c), and effect of the initial hole size (5 mm versus 10 mm diameter) for different steel grades (
d). Note that the data for the DP1180 was retrieved from the Numisheet 2022 Benchmark [
16] and the DP980 (10 mm hole size from Cheong [
56], with both materials tested on the same equipment.
Figure 30.
Comparison of the local and global formability in strain space for the 1180 MPa ultimate tensile strength (a) and the 590 MPa and 980 MPa strength steels (b).
Figure 30.
Comparison of the local and global formability in strain space for the 1180 MPa ultimate tensile strength (a) and the 590 MPa and 980 MPa strength steels (b).
Figure 31.
Comparison of the local and global formability in strain space for the 3rd Gen 1180 V2 and the DP980.
Figure 31.
Comparison of the local and global formability in strain space for the 3rd Gen 1180 V2 and the DP980.
Figure 32.
Calibrated fracture
loci using the Generalized Drucker–Prager fracture model of Rahmaan et al. [
66] for the 1180 MPa strength steels (
a) and the 590 MPa and 980 MPa strength steels (
b).
Figure 32.
Calibrated fracture
loci using the Generalized Drucker–Prager fracture model of Rahmaan et al. [
66] for the 1180 MPa strength steels (
a) and the 590 MPa and 980 MPa strength steels (
b).
Table 1.
Settings related to data/image acquisition and DIC for the 590R 1, DP980 2, 3rd Gen 980 3, 3rd Gen 1180 V1 4, and 3rd Gen 1180 V2 5. Note that the VSGL was computed from the product of the image resolution, steps size, and strain filter.
Table 1.
Settings related to data/image acquisition and DIC for the 590R 1, DP980 2, 3rd Gen 980 3, 3rd Gen 1180 V1 4, and 3rd Gen 1180 V2 5. Note that the VSGL was computed from the product of the image resolution, steps size, and strain filter.
| Test Method | Data/Image Acquisition Rate (Frames Per Second) | DIC Settings |
|---|
| Subset | Image Resolution (Pixel) | Step Size (Pixel) | Strain Filter | VSGL (Mm) |
|---|
| Tensile (0.001 s−1) | 1.25 1, 3.33 2, 1.33 3, 2 4, 2 5 | 29 | 0.073 | 3 | 5 | ~1 |
| Tensile (1 s−1) | 1000 1, 2000 2,3,4,5 | 13 | 0.026 | 3 | 7 | ~0.5 |
| Tensile (100 s−1) | 7 × 104 2, 8.4 × 104 1,3,4,5 | 13 | 0.051 | 2 | 5 | ~0.5 |
| Tensile (1000 s−1) | 9.52 × 105 1, 1.25 × 106 2,3,4, 1.11 × 106 5 | - | - | - | - | - |
| Interrupted tensile tests | 2 1,4,5, 0.5 3 | 29 | 0.045 | 3 | 7 | ~1 |
| Shear (quasi-static) | 1 1,2,3,4,5 | 37 | 0.011 | 7 | 5 | ~0.3 |
| Marciniak tests | 3–5 2, 5–6 1,3,4,5 | 35 | 0.057 | 2 | 9 | ~1 |
| V-Bend | 5 1, 13 4, 10 2,3,5 | 29 | 0.041 | 3 | 5 | ~0.5 |
| Miniature domes | 7 1,3, 7 2, 4 4, 5 5 | 41 | 0.025 | 3 | 7 | ~0.5 |
| Hole expansion | 4 2, 7 1,3,4,5 | - | - | - | - | - |
Table 2.
Mechanical properties obtained in quasi-static tensile tests in the TD. A 50 mm virtual extensometer was adopted for strain measurements and the uniform elongation was determined from the Considère Criterion.
Table 2.
Mechanical properties obtained in quasi-static tensile tests in the TD. A 50 mm virtual extensometer was adopted for strain measurements and the uniform elongation was determined from the Considère Criterion.
| Grade | Nominal Sheet Thickness (Mm) | Surface Condition | Yield Strength (Mpa) | Ultimate Tensile Strength (Mpa) | Yield-to-UTS Ratio | Uniform Elongation UE (%) | Total Elongation TE (%) |
|---|
| 590R | 1.4 | uncoated | 490 (±2) | 671 (±1) | 0.73 | 14.4 (±0.1) | 23.7 (±0.4) |
| DP980 | 1.2 | uncoated | 735 (±2) | 1065 (±3) | 0.69 | 7.8 (±0.2) | 13.7 (±0.5) |
| 3rd Gen 980 | 1.4 | uncoated | 681 (±8) | 1034 (±10) | 0.66 | 18 (±0.5) | 24.9 (±0.6) |
| DP1180 | 1.0 | uncoated | 843 (±0) | 1216 (±8) | 0.69 | 6.5 (±0.4) | 11.5 (±0.2) |
| 3rd Gen 1180 V1 | 1.4 | electro-galvanized coating | 950 (±12) | 1251 (±8) | 0.76 | 8.4 (±0.2) | 14.1 (±0.6) |
| 3rd Gen 1180 V2 | 1.4 | electro-galvanized coating | 1043 (±4) | 1225 (±8) | 0.85 | 10.7 (±0.4) | 16.4 (±0.3) |
Table 3.
Calibrated coefficients for the MHS hardening model in the RD. Note that the data for the DP1180 was published in Butcher et al. [
14], for the DP980 in Noder and Butcher [
21], and for the 3rd Gen 1180 V1 and 3rd Gen 980 in Gutierrez et al. [
12]. The conversion factor from RD to TD was obtained using the measured stress ratios.
Table 3.
Calibrated coefficients for the MHS hardening model in the RD. Note that the data for the DP1180 was published in Butcher et al. [
14], for the DP980 in Noder and Butcher [
21], and for the 3rd Gen 1180 V1 and 3rd Gen 980 in Gutierrez et al. [
12]. The conversion factor from RD to TD was obtained using the measured stress ratios.
| Steel Grade | Modified Hockett-Sherby Model Parameters |
|---|
G
(MPa) | H
(MPa) | I | J | K
(MPa) | Plastic Strain at Uniform Elongation |
|---|
| 590R | 743.93 | 448.09 | 4.53 | 0.58 | 217.71 | 0.131 |
| DP980 | 1072.87 | 604.90 | 11.54 | 0.50 | 327.25 | 0.069 |
| 3rd Gen 980 | 985.73 | 664.79 | 20.34 | 1.103 | 634.69 | 0.158 |
| DP1180 | 1207.31 | 751.52 | 29.22 | 0.729 | 333.79 | 0.057 |
| 3rd Gen 1180 V1 | 1323.56 | 785.18 | 5.29 | 0.395 | 281.46 | 0.075 |
| 3rd Gen 1180 V2 | 1288.99 | 1063.62 | 28.40 | 1.260 | 355.90 | 0.093 |
Table 4.
Calibrated coefficients for the empirical Yoshida model [
29] to capture the chord modulus evolution with pre-strain. Note that interrupted tensile tests were not performed for the DP980 and DP1180. The DP980 and DP1180 data below was digitized from the study of Cobo et al. [
31] and calibrated to Equation (6).
Table 4.
Calibrated coefficients for the empirical Yoshida model [
29] to capture the chord modulus evolution with pre-strain. Note that interrupted tensile tests were not performed for the DP980 and DP1180. The DP980 and DP1180 data below was digitized from the study of Cobo et al. [
31] and calibrated to Equation (6).
| Steel Grade | E0 (GPa) | ES (GPa) | ξ |
|---|
| 590R | 206.6 | 162.6 | 31.9 |
| DP980 | 209.9 | 174.7 | 129.3 |
| 3rd Gen 980 | 208.3 | 167.3 | 31.3 |
| DP1180 | 209.6 | 181.7 | 346.7 |
| 3rd Gen 1180 V1 | 205.2 | 169.7 | 131.0 |
| 3rd Gen 1180 V2 | 209.0 | 176.1 | 145.9 |
Table 5.
R-value and stress ratios of the studied 3rd Gen AHSS grades. Note that refers to the normal anisotropy.
Table 5.
R-value and stress ratios of the studied 3rd Gen AHSS grades. Note that refers to the normal anisotropy.
| 590R | wpl [MJ/m3] | σ0/σ0 | σ15/σ0 | σ22.5/σ0 | σ30/σ0 | σ45/σ0 | σ60/σ0 | σ67.5/σ0 | σ75/σ0 | σ90/σ0 | τ0/σ0 | τ22.5/σ0 | τ45/σ0 |
| 84.4 | 1.000 (±0.003) | - | 0.996 (±0.004) | - | 0.995 (±0.003) | - | 1.006 (±0.005) | - | 1.019 (±0.002) | - | - | 0.580 |
| Range plastic strain (R-value) | R0 | R15 | R22.5 | R30 | R45 | R60 | R67.5 | R75 | R90 | RB | | |
| 0.02–0.10 | 0.67 (±0.01) | - | 0.82 (±0.01) | - | 1.08 (±0.01) | - | 1.00 (±0.01) | - | 0.90 (±0.02) | - | 0.93 (±0.01) | |
| DP980 | wpl [MJ/m3] | σ0/σ0 | σ15/σ0 | σ22.5/σ0 | σ30/σ0 | σ45/σ0 | σ60/σ0 | σ67.5/σ0 | σ75/σ0 | σ90/σ0 | τ0/σ0 | τ22.5/σ0 | τ45/σ0 |
| 70.00 | 1.000 (±0.013) | 1.012 (±0.007) | - | 0.995 (±0.003) | 0.988 (±0.005) | 1.009 (±0.004) | - | 1.018 (±0.004) | 1.018 (±0.003) | 0.591 | 0.581 | 0.608 |
| Range plastic strain (R-value) | R0 | R15 | | R30 | R45 | R60 | R67.5 | R75 | R90 | RB | | |
| 0.01–0.05 | 0.78 (±0.02) | 0.79 (±0.02) | - | 0.86 (±0.03) | 1.03 (±0.01) | 0.96 (±0.01) | - | 0.87 (±0.03) | 0.95 (±0.01) | 0.84 (±0.06) | 0.95 (±0.01) | |
| 3rd Gen 980 | wpl [MJ/m3] | σ0/σ0 | σ15/σ0 | σ22.5/σ0 | σ30/σ0 | σ45/σ0 | σ60/σ0 | σ67.5/σ0 | σ75/σ0 | σ90/σ0 | τ0/σ0 | τ22.5/σ0 | τ45/σ0 |
| 164.7 | 1.000 (±0.013) | - | 0.981 (±0.001) | - | 0.971 (±0.006) | - | 0.979 (±0.003) | - | 0.998 (±0.008) | - | - | 0.585 |
| Range plastic strain (R-value) | R0 | R15 | R22.5 | R30 | R45 | R60 | R67.5 | R75 | R90 | RB | | |
| 0.05–0.15 | 0.86 (±0.01) | - | 0.86 (±0.01) | - | 0.93 (±0.01) | - | 0.91 (±0.01) | - | 0.90 (±0.00) | 1.00 (±0.05) | 0.90 (±0.00) | |
| DP1180 | wpl [MJ/m3] | σ0/σ0 | σ15/σ0 | σ22.5/σ0 | σ30/σ0 | σ45/σ0 | σ60/σ0 | σ67.5/σ0 | σ75/σ0 | σ90/σ0 | τ0/σ0 | τ22.5/σ0 | τ45/σ0 |
| 61.11 | 1.000 (±0.006) | 0.995 (±0.003) | - | 0.996 (±0.003) | 1.004 (±0.007) | 1.008 (±0.008) | - | 1.013 (±0.003) | 1.025 (±0.007) | 0.600 | 0.600 | 0.612 |
| Range plastic strain (R-value) | R0 | R15 | | R30 | R45 | R60 | R67.5 | R75 | R90 | RB | | |
| 0.01–0.05 | 0.82 (±0.01) | 0.84 (±0.01) | - | 0.90 (±0.01) | 0.95 (±0.01) | 0.98 (±0.01) | - | 1.00 (±0.00) | 0.98 (±0.01) | 0.94 (±0.03) | 0.93 (±0.01) | |
| 3rd Gen 1180 V1 | wpl [MJ/m3] | σ0/σ0 | σ15/σ0 | σ22.5/σ0 | σ30/σ0 | σ45/σ0 | σ60/σ0 | σ67.5/σ0 | σ75/σ0 | σ90/σ0 | τ0/σ0 | τ22.5/σ0 | τ45/σ0 |
| 88.4 | 1.000 (±0.015) | - | 0.996 (±0.010) | - | 1.001 (±0.004) | - | 1.010 (±0.007) | - | 1.022 (±0.006) | - | - | 0.618 |
| Range plastic strain (R-value) | R0 | R15 | R22.5 | R30 | R45 | R60 | R67.5 | R75 | R90 | RB | | |
| 0.03–0.08 | 0.76 (±0.01) | - | 0.83 (±0.00) | - | 0.93 (±0.00) | - | 0.90 (±0.02) | - | 0.90 (±0.01) | 0.92 (±0.03) | 0.88 (±0.01) | |
| 3rd Gen 1180 V2 | wpl [MJ/m3] | σ0/σ0 | σ15/σ0 | σ22.5/σ0 | σ30/σ0 | σ45/σ0 | σ60/σ0 | σ67.5/σ0 | σ75/σ0 | σ90/σ0 | τ0/σ0 | τ22.5/σ0 | τ45/σ0 |
| 107.8 | 1.000 (±0.002) | - | 0.993 (±0.001) | - | 0.989 (±0.003) | - | 0.993 (±0.006) | - | 0.998 (±0.006) | - | - | 0.557 |
| Range plastic strain (R-value) | R0 | R15 | R22.5 | R30 | R45 | R60 | R67.5 | R75 | R90 | RB | | |
| 0.03–0.08 | 0.89 (±0.00) | - | 0.91 (±0.00) | - | 0.94 (±0.01) | - | 0.93 (±0.00) | - | 0.89 (±0.00) | - | 0.92 (±0.00) | |
Table 6.
Calibration coefficients of the Barlat Yld2000 yield function. Note that the data for the DP1180 was retrieved from the study of Butcher et al. [
14] and the 3rd Gen 980 and 1180 V1 from Gutierrez et al. [
12].
Table 6.
Calibration coefficients of the Barlat Yld2000 yield function. Note that the data for the DP1180 was retrieved from the study of Butcher et al. [
14] and the 3rd Gen 980 and 1180 V1 from Gutierrez et al. [
12].
| Steel Grade | Barlat Yld2000 Calibration Coefficients |
|---|
| α1 | α2 | α3 | α4 | α5 | α6 | α7 | α8 | m |
|---|
| 590R | 0.792 | 1.119 | 1.105 | 0.989 | 1.0143 | 0.842 | 0.999 | 0.995 | 4.8 |
| DP980 | 0.955 | 0.992 | 0.989 | 0.987 | 1.026 | 1.016 | 1.002 | 1.037 | 4.8 |
| 3rd Gen 980 | 0.970 | 1.005 | 1.000 | 1.007 | 1.011 | 0.992 | 1.015 | 1.077 | 6 |
| DP1180 | 0.966 | 0.982 | 0.998 | 0.979 | 1.000 | 0.927 | 0.990 | 1.036 | 6 |
| 3rd Gen 1180 V1 | 0.969 | 0.946 | 0.978 | 0.998 | 1.016 | 0.964 | 0.993 | 1.066 | 4.7 |
| 3rd Gen 1180 V2 | 0.995 | 0.987 | 0.976 | 1.004 | 1.009 | 1.015 | 1.004 | 1.037 | 5.6 |
Table 7.
Calibrated coefficients for the rate-dependent constitutive model in Equations (7) and (8). Note that a reference strain rate of 0.001 s−1 was adopted.
Table 7.
Calibrated coefficients for the rate-dependent constitutive model in Equations (7) and (8). Note that a reference strain rate of 0.001 s−1 was adopted.
| | Model Parameters: Quadratic Johnson Cook or Modified Cowper–Symonds |
|---|
| Steel Grade | X | Y | C | p |
|---|
| 590R | 4.5 × 10−3 | 4.66 × 10−4 | - | - |
| DP980 | - | - | 49.31 | 0.521 |
| 3rd Gen 980 | 3.38 × 10−3 | 4.55 × 10−4 | - | - |
| 3rd Gen 1180 V1 | −5.00 × 10−4 | 9.27 × 10−4 | - | - |
| 3rd Gen 1180 V2 | - | - | 55.92 | 0.485 |
Table 8.
Surface roughness and coefficient of friction for different steel grades. Note that the friction coefficient was obtained using the lubricant CommDrawTM 220. The numbers in brackets correspond to the standard deviation.
Table 8.
Surface roughness and coefficient of friction for different steel grades. Note that the friction coefficient was obtained using the lubricant CommDrawTM 220. The numbers in brackets correspond to the standard deviation.
| Process Parameter | 590R | 3rd Gen 980 | 3rd Gen 1180 V1 | 3rd Gen 1180 V2 |
|---|
| COF | 0.11 (±0.01) | 0.13 (±0.01) | 0.19 (±0.01) | 0.15 (±0.01) |
| Mean surface roughness Ra (µm) | 1.02 (±0.1) | 1.07 (±0.07) | 1.08 (±0.08) | 0.58 (±0.05) |
| Total height of roughness Rt (µm) | 8.28 (±1.61) | 7.97 (±0.90) | 9.16 (±1.97) | 4.97 (±1.31) |
Table 9.
Calibration coefficients for the GDP fracture loci for the studied steel grades.
Table 9.
Calibration coefficients for the GDP fracture loci for the studied steel grades.
| Steel Grades | a | b | c | β |
|---|
| 590R | 0.6553 | −0.4043 | 0.2729 | 1.2691 |
| DP980 | 0.3625 | −0.4864 | 0.8645 | 1.6166 |
| 3rd Gen 980 | 0.4308 | −0.6587 | 1.0323 | 1.2926 |
| DP1180 | 0.2162 | −1.5997 | 3.8744 | 3.1733 |
| 3rd Gen 1180 V1 | 0.2166 | 0.2858 | 3.6450 | 3.2050 |
| 3rd Gen 1180 V2 | 0.3646 | −0.7119 | 0.9778 | 1.5229 |



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}