
Nickel Wick by Continuous Freeze-Casting: Influences of the Particle Size on the Capillarity and Mechanical Properties




Abstract
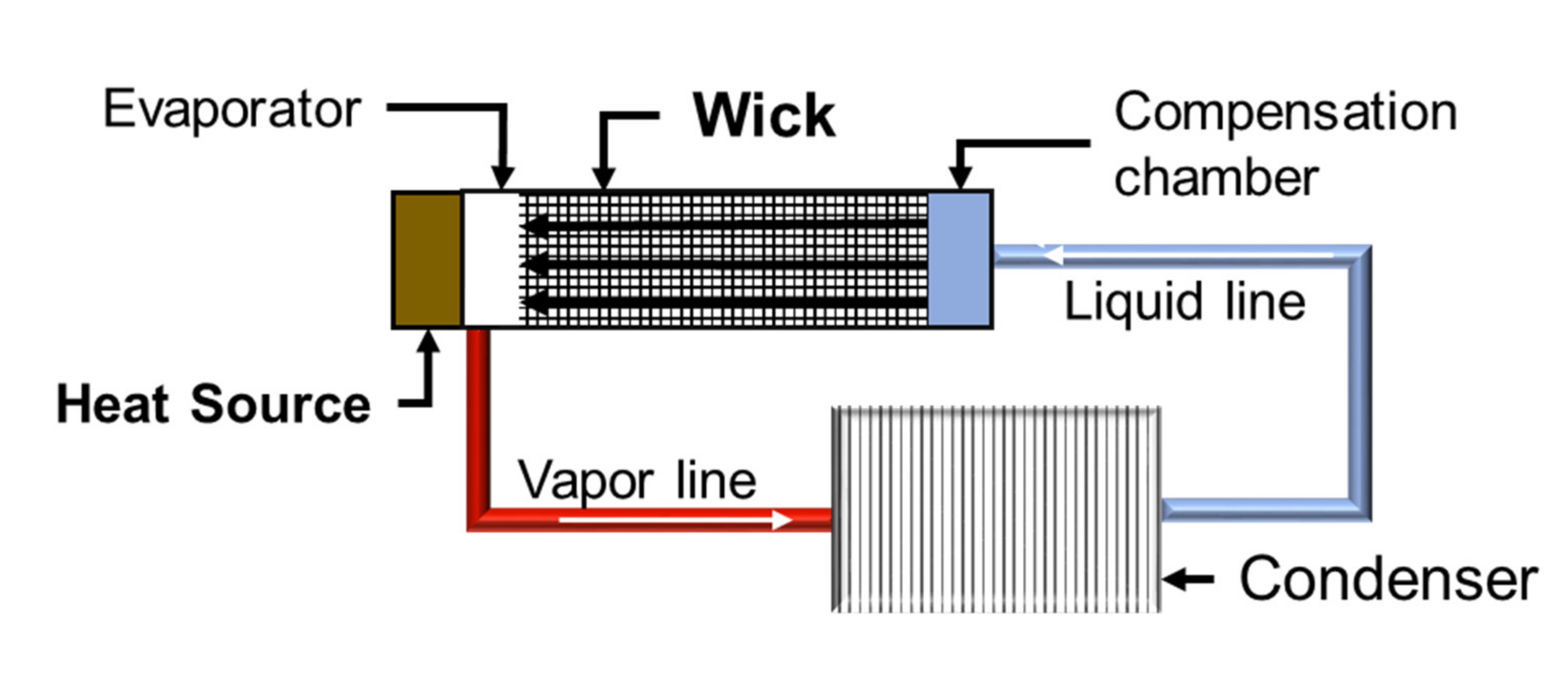
:1. Introduction
2. Experiment and Method
2.1. Wick Manufacturing
2.2. Wick Characterization
3. Results and Discussion
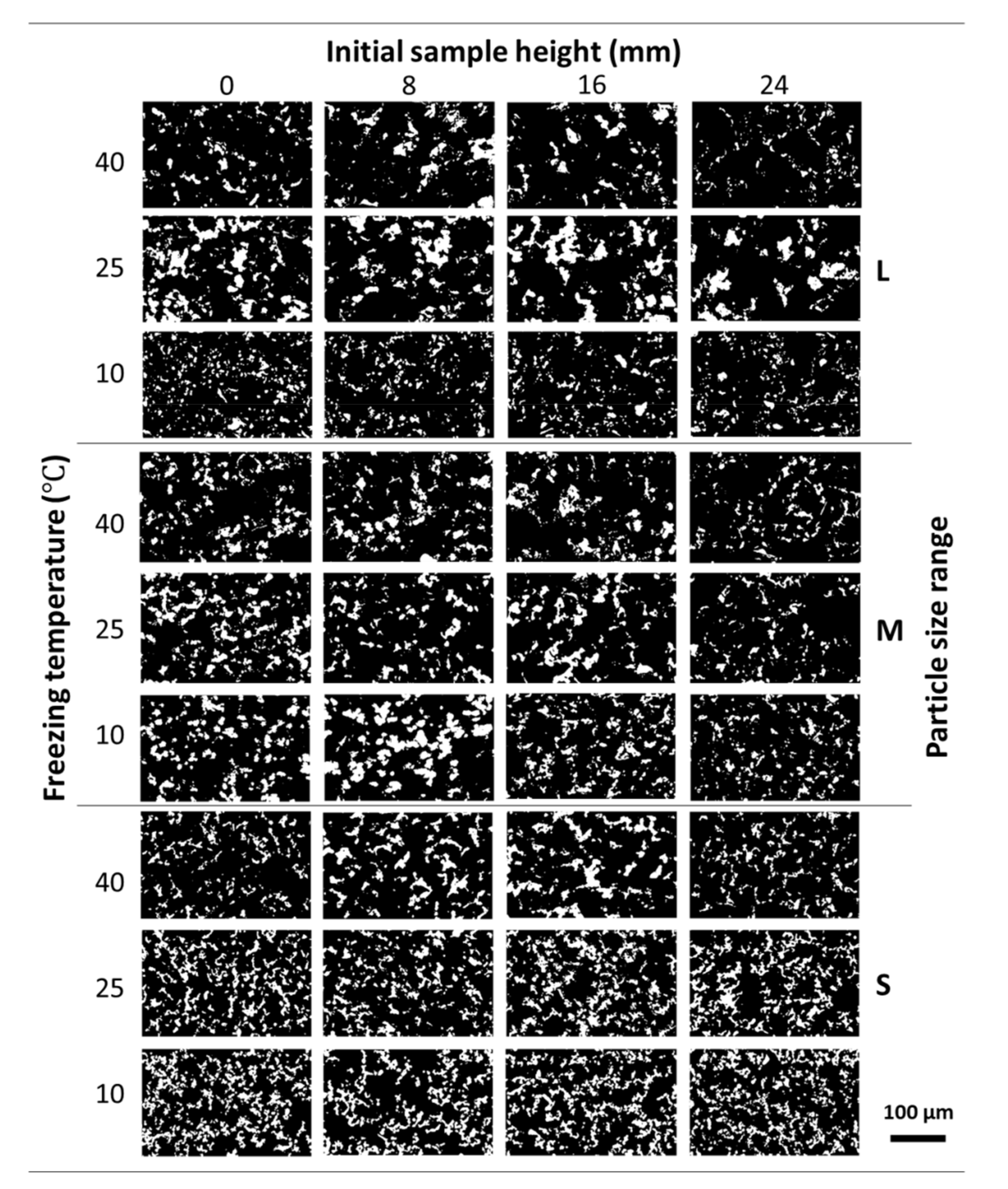
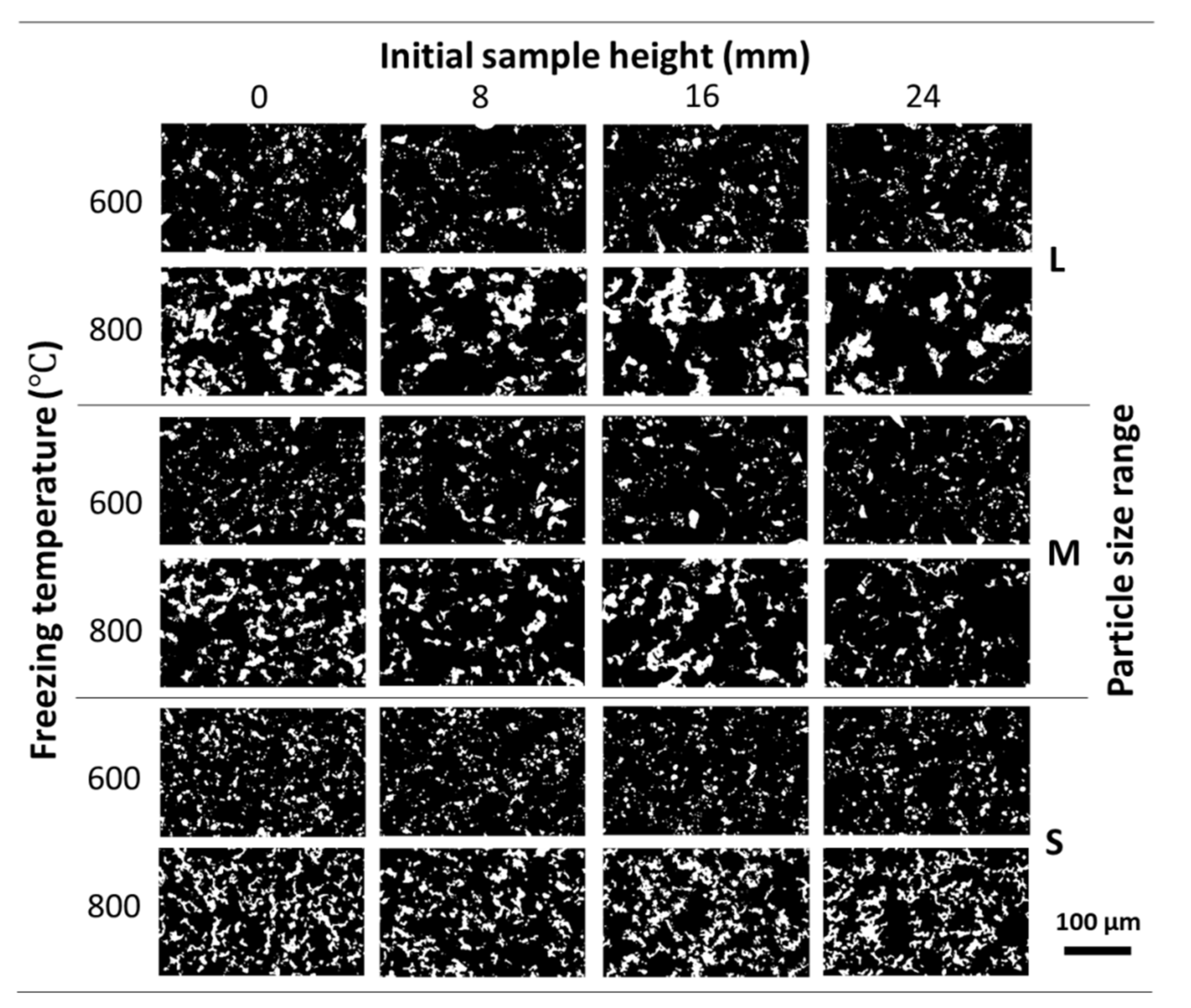
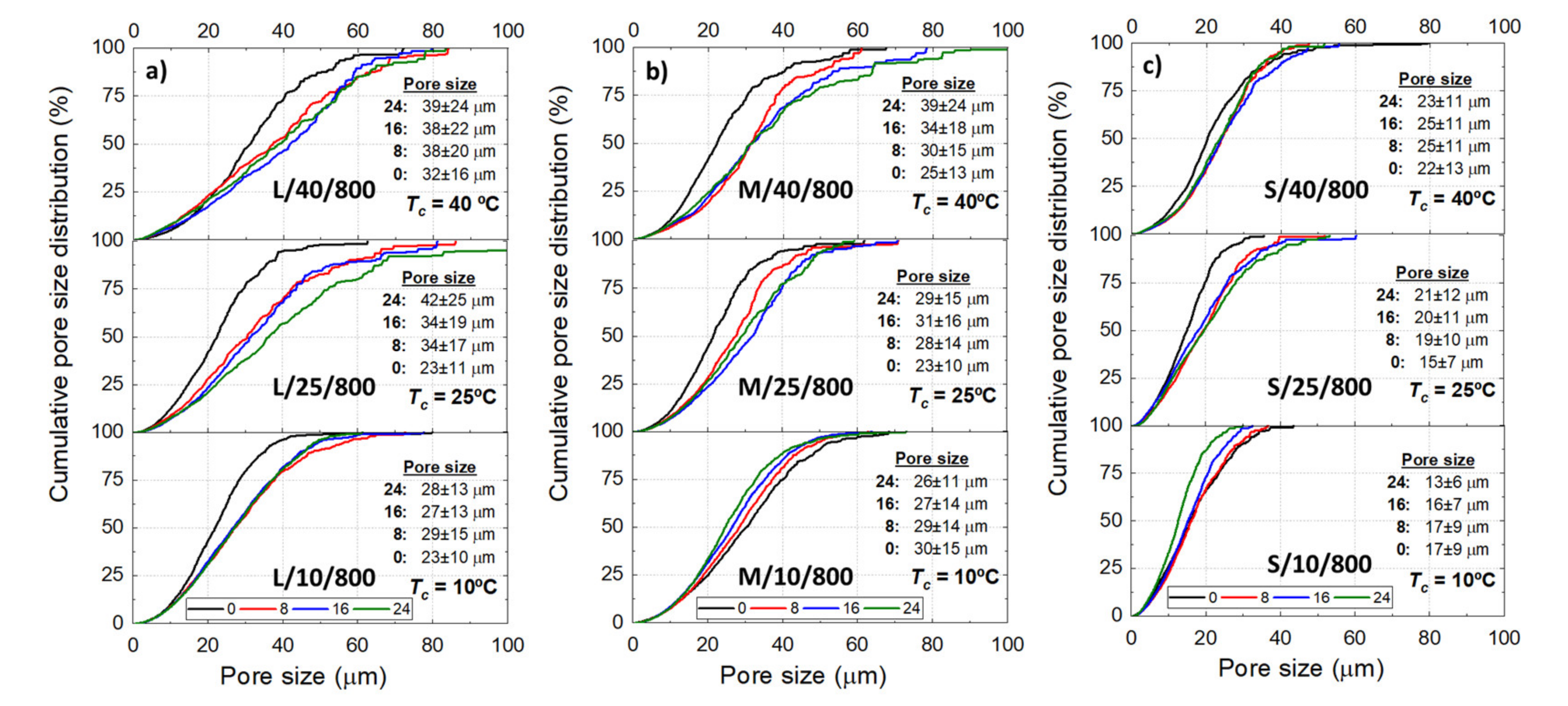
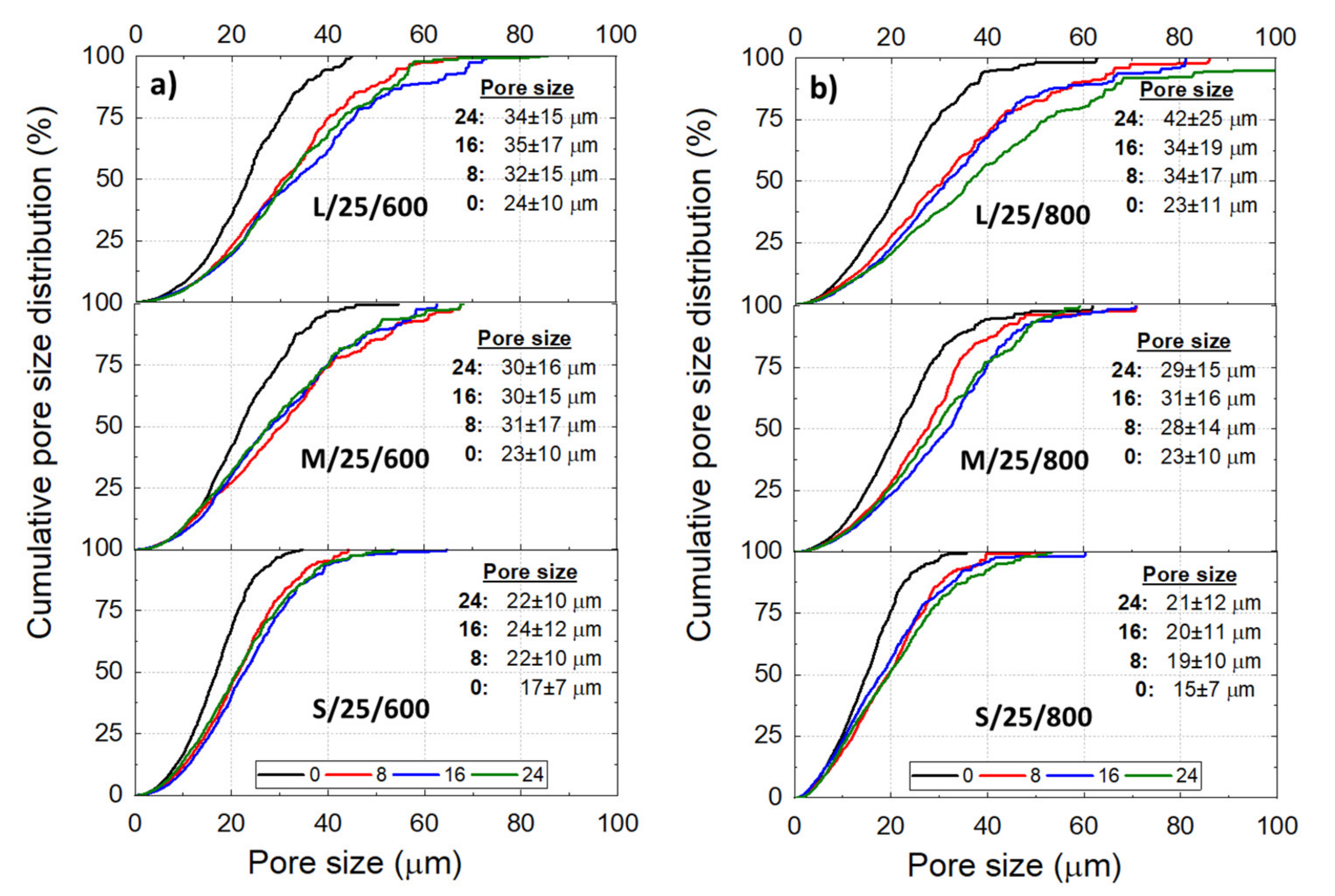
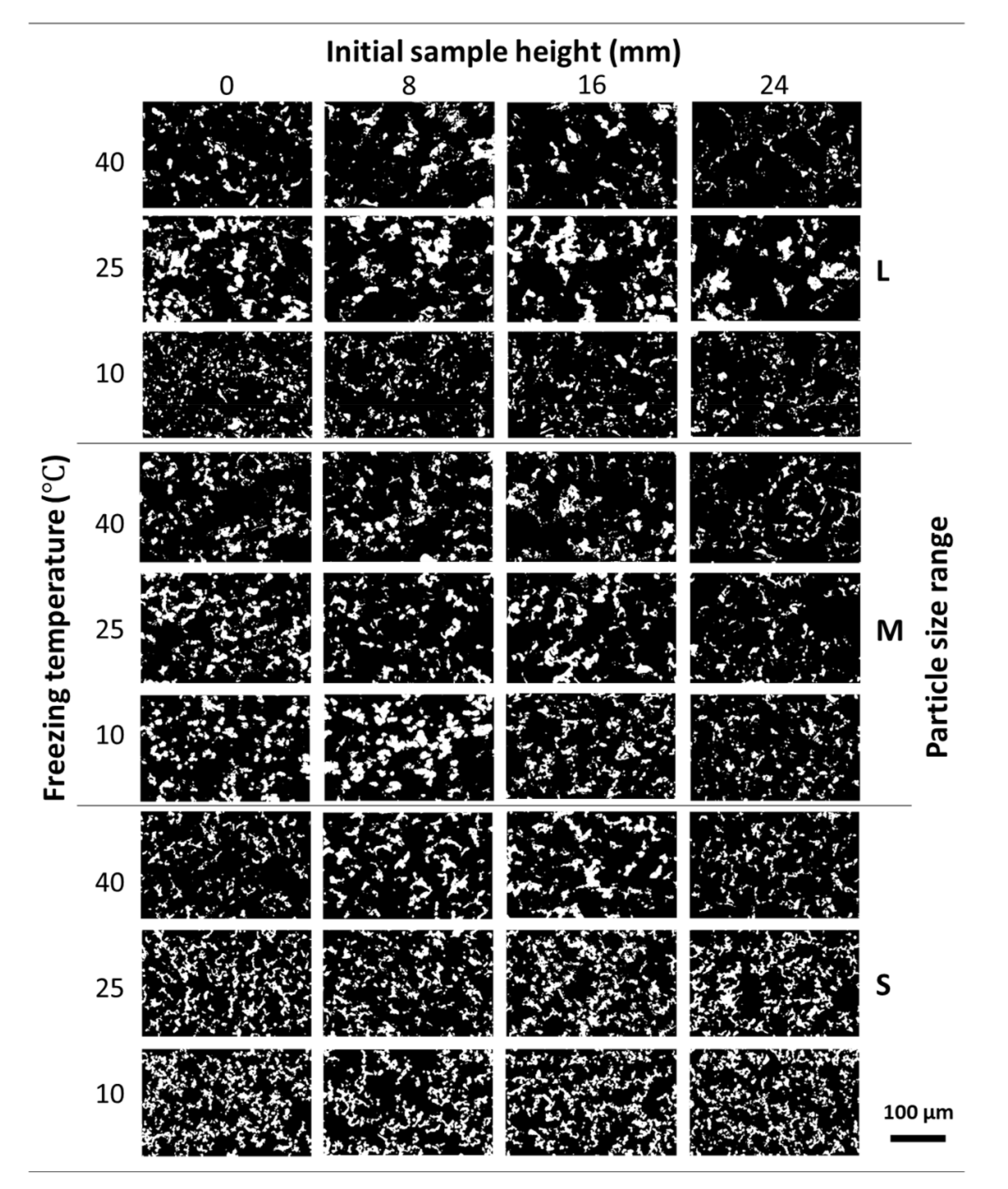
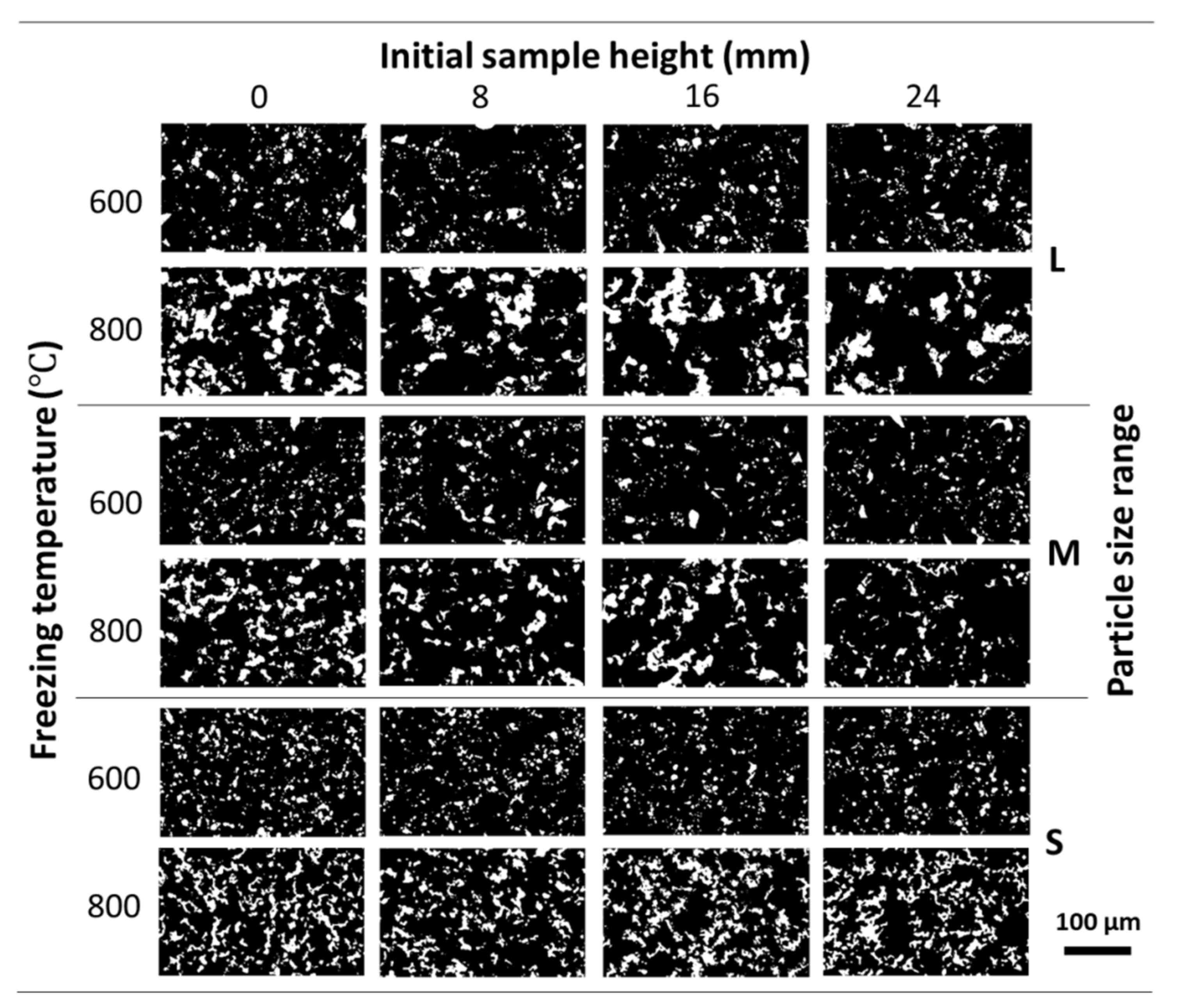
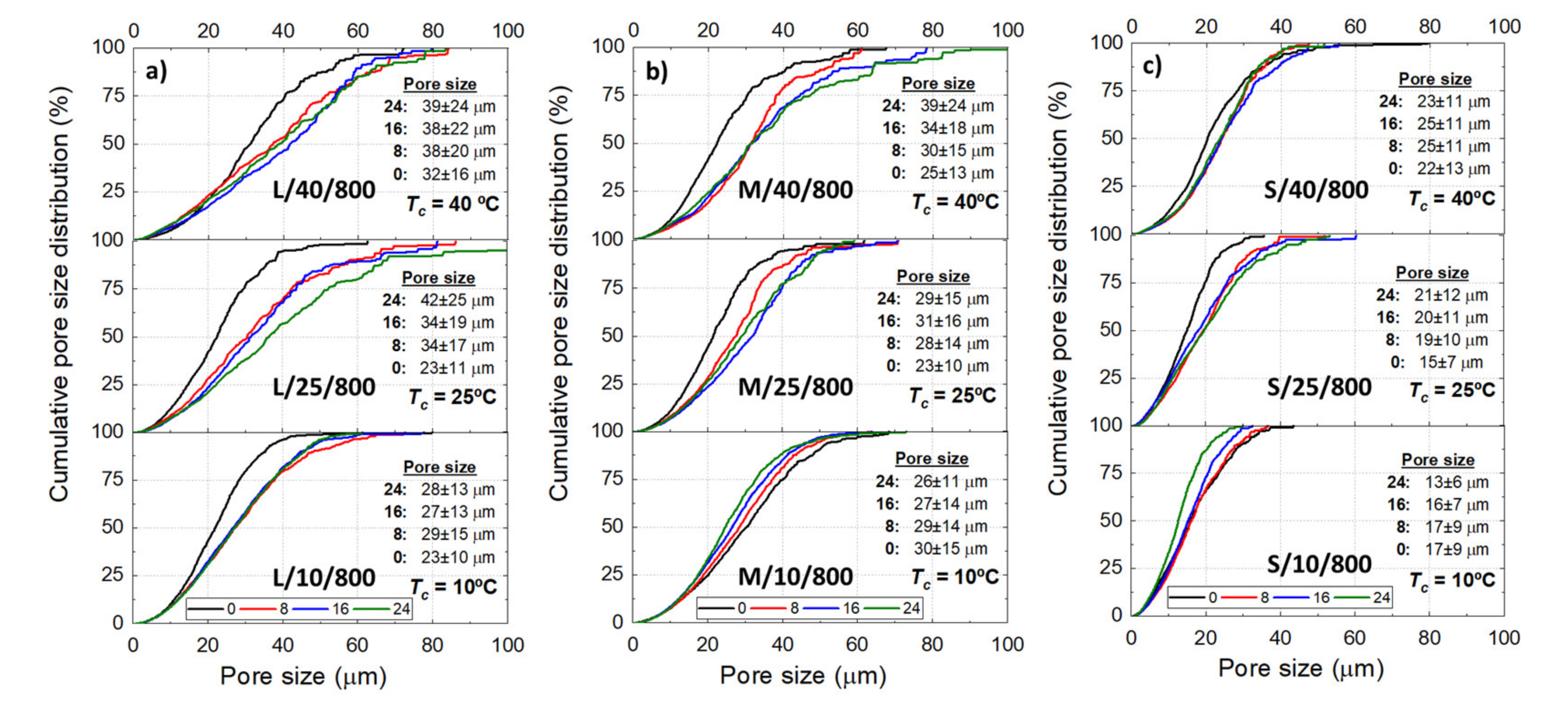
3.1. Ni Wick Microstructure
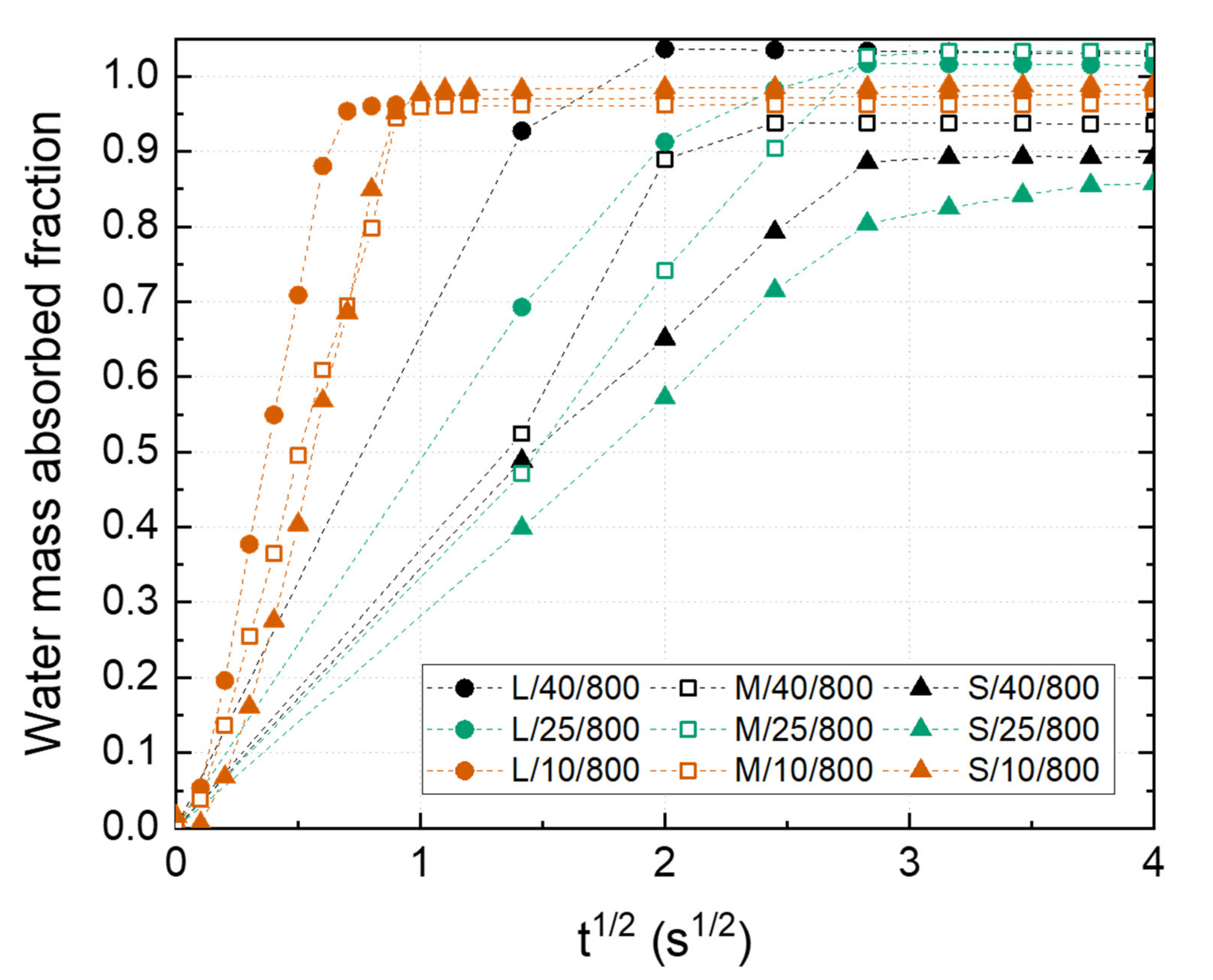
3.2. Capillary Performance () of the Ni Wicks
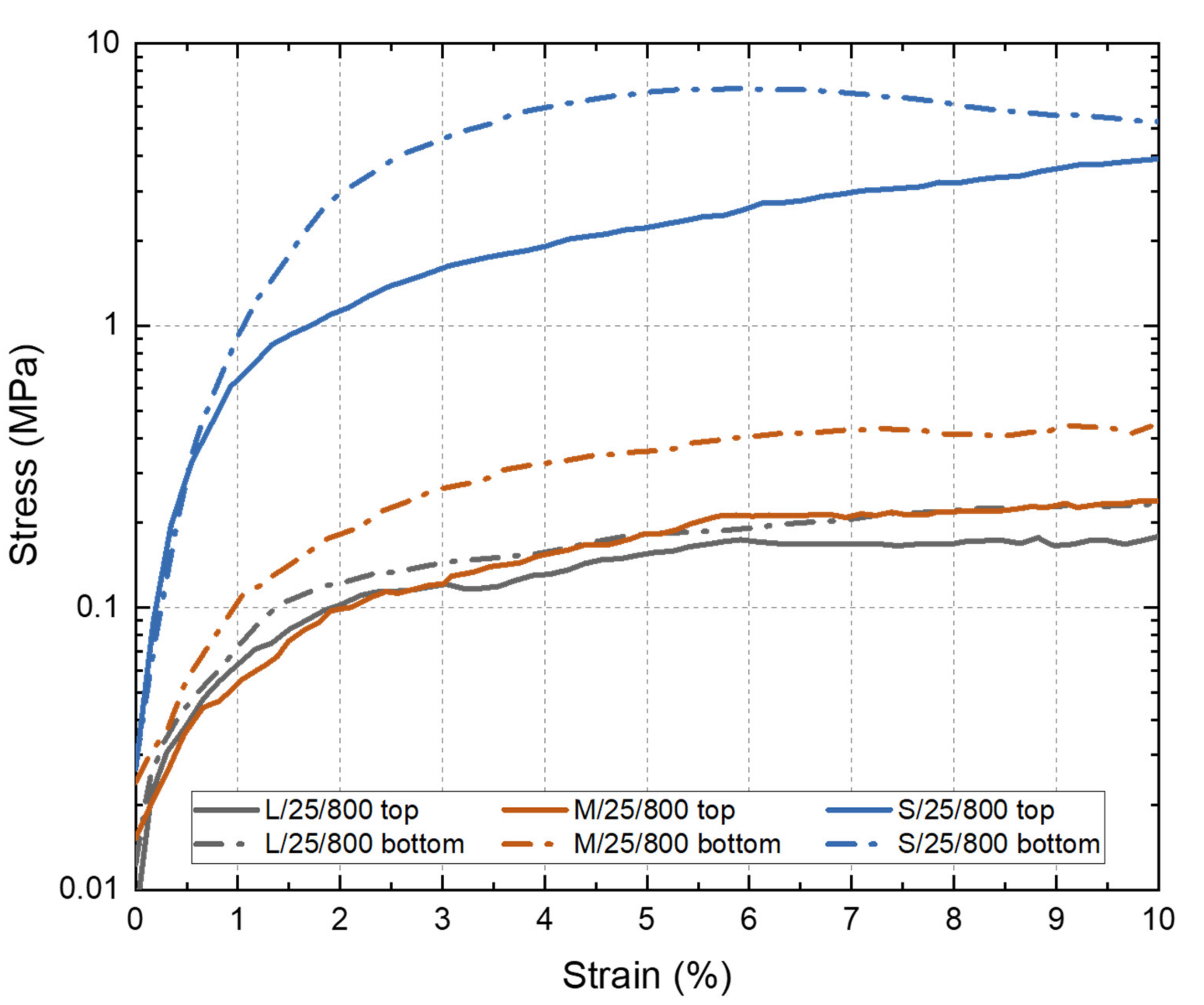
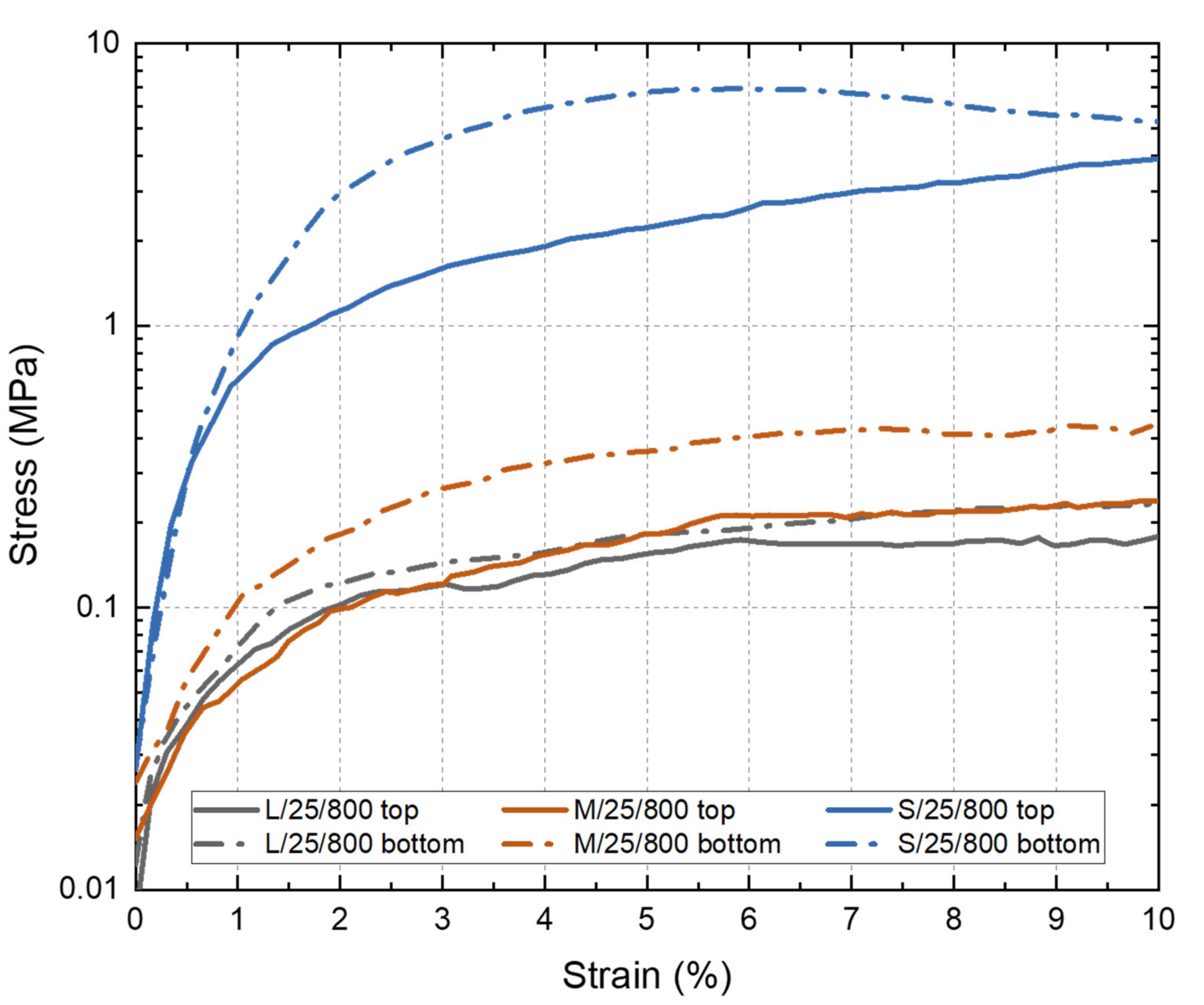
3.3. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Vainoris, M.; Cesiulis, H.; Tsyntsaru, N. Metal Foam as a cathode for copper electrowinning. Coatings 2020, 10, 822. [Google Scholar] [CrossRef]
- Li, Y.; Wang, X.; Wang, X.; Ren, Y.; Han, F.; Wen, C. Sound absorption characteristics of aluminum foam with spherical cells. J. Appl. Phys. 2011, 110, 113525. [Google Scholar] [CrossRef]
- Singh, H.; Saxena, P.; Puri, Y.M. The manufacturing and applications of the porous metal membranes: A critical review. CIRP J. Manuf. Sci. Technol. 2021, 33, 339–368. [Google Scholar] [CrossRef]
- Liu, J.; Gao, Y.; Fan, Y.; Zhou, W. Fabrication of porous metal by selective laser melting as catalyst support for hydrogen production microreactor. Int. J. Hydrogen Energy 2020, 45, 12–22. [Google Scholar] [CrossRef]
- Li, Y.; Jahr, H.; Zhou, J.; Zadpoor, A.A. Additively manufactured biodegradable porous metals. Acta Biomater. 2020, 115, 29–50. [Google Scholar] [CrossRef] [PubMed]
- Rodriguez-Contreras, A.; Punset, M.; Calero, J.A.; Gil, F.J.; Ruperez, E.; Manero, J.M. Powder metallurgy with space holder for porous titanium implants: A review. J. Mater. Sci. Technol. 2021, 76, 129–149. [Google Scholar] [CrossRef]
- Pérez, A.; Ferreño, D.; Carrascal, I.A.; Polanco, J.A.; Casado, J.A.; Diego, S. Metal cushion dampers for railway applications: A review. Constr. Build. Mater. 2020, 238, 117711. [Google Scholar] [CrossRef]
- Lin, T.; Gan, T.; Quan, X.; Cheng, P. Fabricating metal wicks by LMC-like continuous directional freeze casting. J. Mater. Process. Technol. 2020, 282, 116641. [Google Scholar] [CrossRef]
- Maydanik, Y.F.; Chernysheva, M.A.; Pastukhov, V.G. Review: Loop heat pipes with flat evaporators. Appl. Therm. Eng. 2014, 67, 294–307. [Google Scholar] [CrossRef]
- Samanta, S.K.; Das, P.; Lohar, A.K. Study of physical characteristics of nickel wicks developed by metal injection moulding. Powder Metall. 2013, 56, 221–230. [Google Scholar] [CrossRef]
- Tian, W.; He, S.; Liu, Z.; Liu, W. Experimental investigation of a miniature loop heat pipe with eccentric evaporator for cooling electronics. Appl. Therm. Eng. 2019, 159, 113982. [Google Scholar] [CrossRef]
- Zhang, S.; Chen, C.; Chen, G.; Sun, Y.; Tang, Y.; Wang, Z. Capillary performance characterization of porous sintered stainless steel powder wicks for stainless steel heat pipes. Int. Commun. Heat Mass Transf. 2020, 116, 104702. [Google Scholar] [CrossRef]
- Reay, D.A.; Kew, P.A.; McGlen, R.J. Heat pipe components and materials. In Heat Pipes Theory, 6th ed.; Reay, D.A., Kew, P.A., McGlen, R.J., Dunn, P.D., Eds.; Butterworth-Heinemann: Oxford, UK, 2014; pp. 65–94. ISBN 978-00-8098-266-3. [Google Scholar]
- Li, J.; Zou, Y.; Cheng, L.; Singh, R.; Akbarzadeh, A. Effect of fabricating parameters on properties of sintered porous wicks for loop heat pipe. Powder Technol. 2010, 204, 241–248. [Google Scholar] [CrossRef]
- Choi, J.; Sano, W.; Zhang, W.; Yuan, Y.; Lee, Y.; Borca-Tasciuc, D.A. Experimental investigation on sintered porous wicks for miniature loop heat pipe applications. Exp. Therm. Fluid Sci. 2013, 51, 271–278. [Google Scholar] [CrossRef]
- Jiang, L.; Tang, Y.; Zhou, W.; Jiang, L.; Xiao, T.; Li, Y.; Gao, J. Design and fabrication of sintered wick for miniature cylindrical heat pipe. Trans. Nonferrous Met. Soc. China 2014, 24, 292–301. [Google Scholar] [CrossRef]
- Lloreda-Jurado, P.J.; Chicardi, E.; Paúl, A.; Sepúlveda, R. Effect of processing parameters on the properties of freeze-cast Ni wick with gradient porosity. Mater. Des. 2021, 206, 109795. [Google Scholar] [CrossRef]
- Scotti, K.L.; Dunand, D.C. Freeze casting—A review of processing, microstructure and properties via the open data repository, FreezeCasting.net. Prog. Mater. Sci. 2018, 94, 243–305. [Google Scholar] [CrossRef] [Green Version]
- Lloreda-Jurado, P.J.; Pérez-Soriano, E.M.; Paúl, A.; Herguido, J.; Peña, J.A.; Sepúlveda, R. Doped iron oxide scaffolds with gradient porosity fabricated by freeze casting: Pore morphology prediction and processing parameters. Mater. Sci. Technol. 2020, 36, 1227–1237. [Google Scholar] [CrossRef]
- Wegst, U.G.K.; Schecter, M.; Donius, A.E.; Hunger, P.M. Biomaterials by freeze casting. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2010, 368, 2099–2121. [Google Scholar] [CrossRef] [Green Version]
- Felix, M.; Perez-Puyana, V.; Paúl, A.; Sepúlveda, R. Camphene/polystyrene solutions: A rheological approach for material processing industry. J. Appl. Polym. Sci. 2019, 136, 47953. [Google Scholar] [CrossRef]
- Hildebrand, T.; Rüegsegger, P. A new method for the model-independent assessment of thickness in three-dimensional images. J. Microsc. 1997, 185, 67–75. [Google Scholar] [CrossRef]
- Li, X.; Yao, D.; Zuo, K.; Xia, Y.; Zeng, Y.P. Effects of pore structures on the capillary and thermal performance of porous silicon nitride as novel loop heat pipe wicks. Int. J. Heat Mass Transf. 2021, 169, 120985. [Google Scholar] [CrossRef]
- Grebenyuk, Y.; Zhang, H.X.; Wilhelm, M.; Rezwan, K.; Dreyer, M.E. Wicking into porous polymer-derived ceramic monoliths fabricated by freeze-casting. J. Eur. Ceram. Soc. 2017, 37, 1993–2000. [Google Scholar] [CrossRef]
- Wang, D.; Wang, X.; Zhou, P.; Wu, Z.; Duan, B.; Wang, C. Influence of packing density on performance of porous wick for LHP. Powder Technol. 2014, 258, 6–10. [Google Scholar] [CrossRef]
- Sen, S.; Kaukler, W.F.; Curreri, P.; Stefanescu, D.M. Dynamics of solid/liquid interface shape evolution near an insoluble particle—An X-ray transmission microscopy investigation. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 1997, 28, 2129–2135. [Google Scholar] [CrossRef]
- Park, H.; Um, T.; Hong, K.; Kang, J.S.; Nam, H.S.; Kwon, K.; Sung, Y.E.; Choe, H. Effects of Powder Carrier on the Morphology and Compressive Strength of Iron Foams: Water vs Camphene. Metall. Mater. Trans. B 2018, 49, 2182–2190. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | |||
|---|---|---|---|
| L/40/800 | 1.09 | 81 | 7 |
| L/25/800 | 1.22 | 81 | 5 |
| L/10/800 | 1.48 | 78 | 5 |
| M/40/800 | 1.24 | 83 | 3 |
| M/25/800 | 1.29 | 81 | 4 |
| M/10/800 | 1.51 | 79 | 4 |
| S/40/800 | 1.65 | 72 | 9 |
| S/25/800 | 2.01 | 75 | 2 |
| S/10/800 | 2.09 | 75 | 1 |
| L/25/600 | 1.11 | 83 | 4 |
| M/25/600 | 1.16 | 84 | 3 |
| S/25/600 | 1.38 | 83 | 1 |
| Sample | ||||
|---|---|---|---|---|
| 0 | 8 | 16 | 24 | |
| L/40/800 | 86 | 85 | 85 | 86 |
| L/25/800 | 83 | 84 | 84 | 85 |
| L/10/800 | 87 | 89 | 89 | 88 |
| M/40/800 | 89 | 89 | 89 | 93 |
| M/25/800 | 85 | 86 | 87 | 89 |
| M/10/800 | 83 | 85 | 86 | 88 |
| S/40/800 | 86 | 84 | 82 | 86 |
| S/25/800 | 79 | 80 | 80 | 81 |
| S/10/800 | 77 | 77 | 77 | 76 |
| L/25/600 | 90 | 94 | 93 | 93 |
| M/25/600 | 92 | 92 | 93 | 93 |
| S/25/600 | 87 | 91 | 93 | 92 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lloreda-Jurado, P.J.; Chicote, L.; Chicardi, E.; Sepúlveda, R. Nickel Wick by Continuous Freeze-Casting: Influences of the Particle Size on the Capillarity and Mechanical Properties. Materials 2021, 14, 4340. https://doi.org/10.3390/ma14154340
Lloreda-Jurado PJ, Chicote L, Chicardi E, Sepúlveda R. Nickel Wick by Continuous Freeze-Casting: Influences of the Particle Size on the Capillarity and Mechanical Properties. Materials. 2021; 14(15):4340. https://doi.org/10.3390/ma14154340
Chicago/Turabian StyleLloreda-Jurado, Pedro Javier, Laura Chicote, Ernesto Chicardi, and Ranier Sepúlveda. 2021. "Nickel Wick by Continuous Freeze-Casting: Influences of the Particle Size on the Capillarity and Mechanical Properties" Materials 14, no. 15: 4340. https://doi.org/10.3390/ma14154340
APA StyleLloreda-Jurado, P. J., Chicote, L., Chicardi, E., & Sepúlveda, R. (2021). Nickel Wick by Continuous Freeze-Casting: Influences of the Particle Size on the Capillarity and Mechanical Properties. Materials, 14(15), 4340. https://doi.org/10.3390/ma14154340