
Effects of Double-Stage Annealing Parameters on Tensile Mechanical Properties of Initial Aging Deformed GH4169 Superalloy



 ,
,
Abstract
:1. Introduction
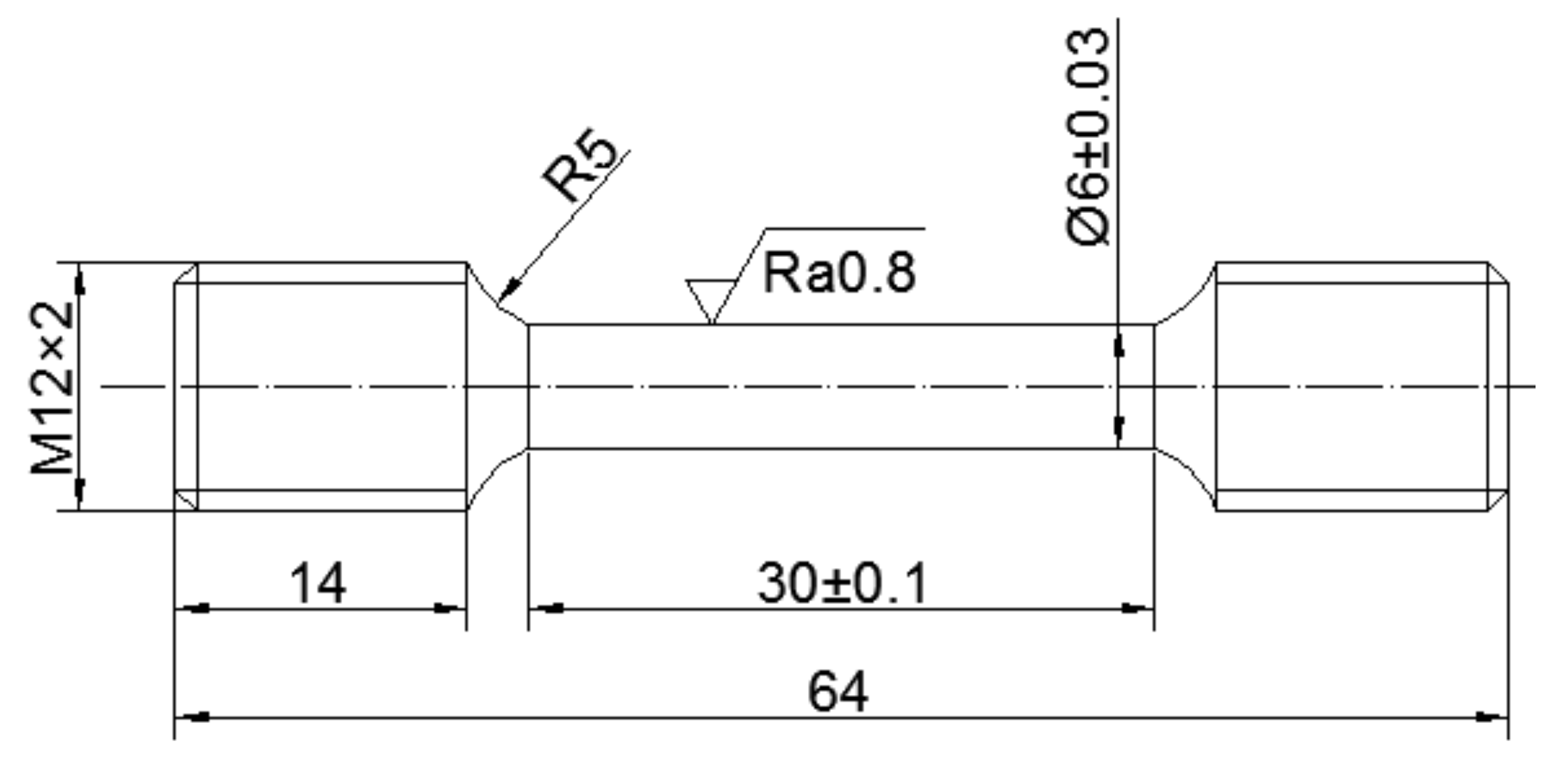
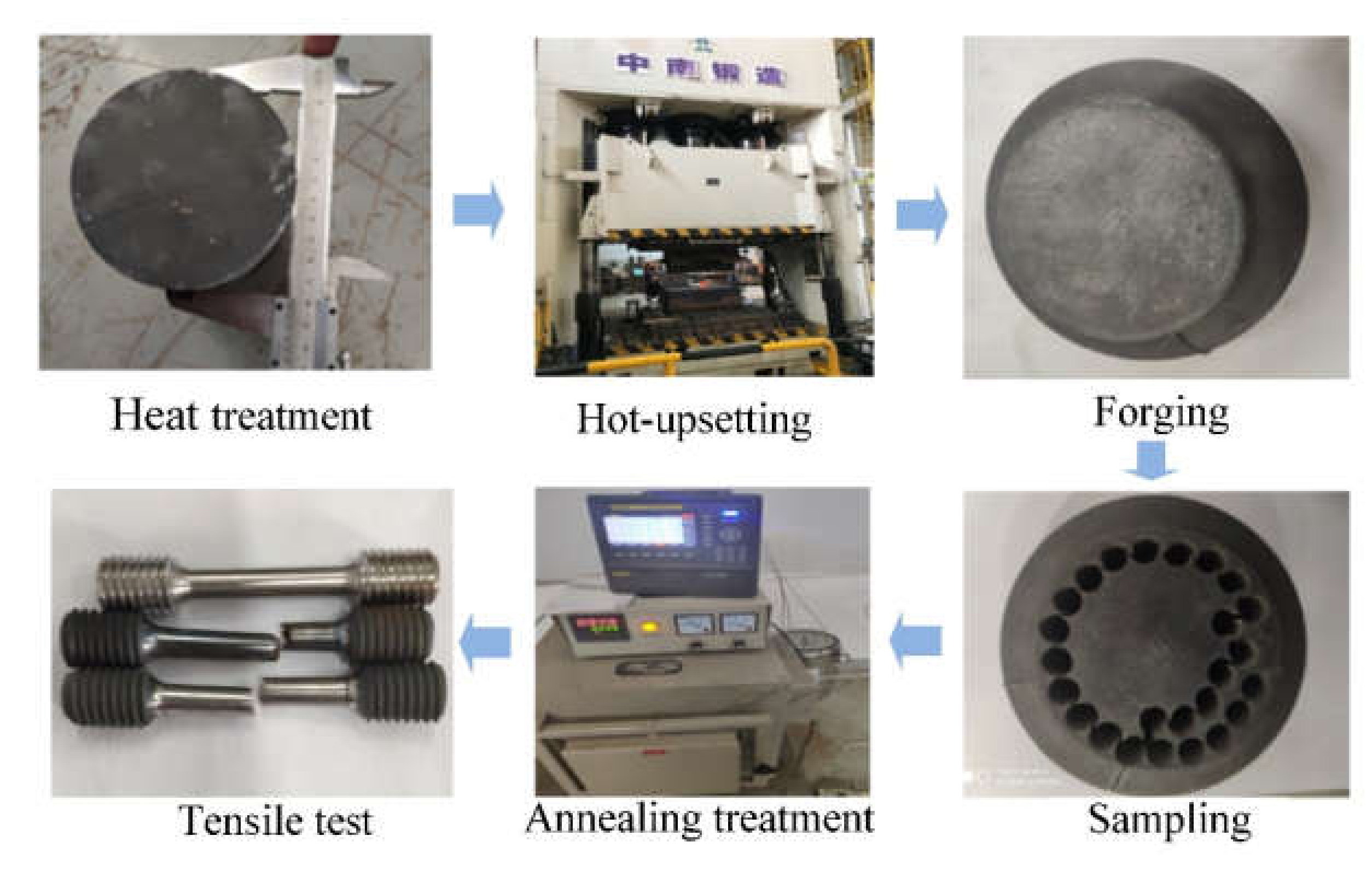
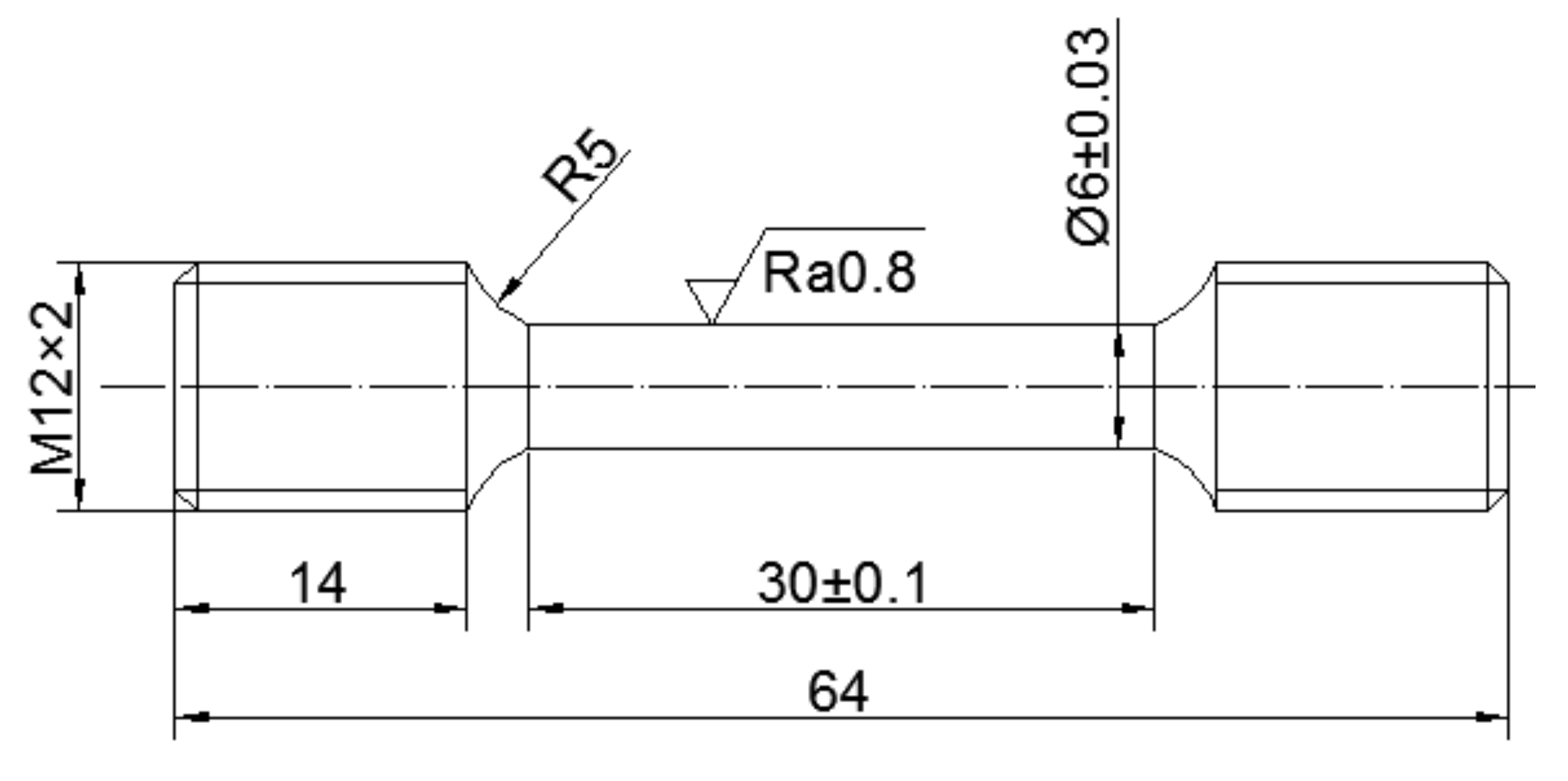
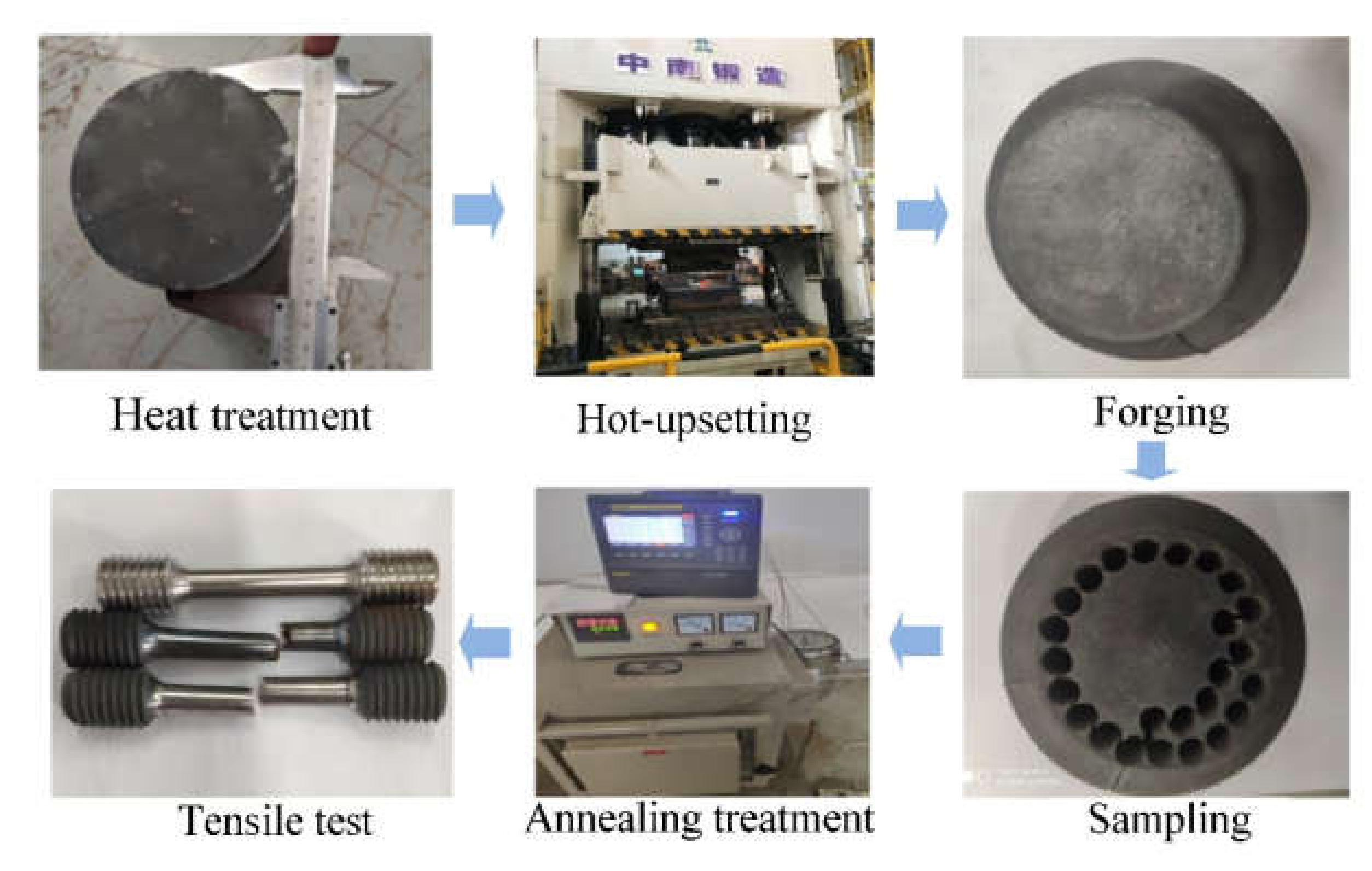
2. Materials and Experiments
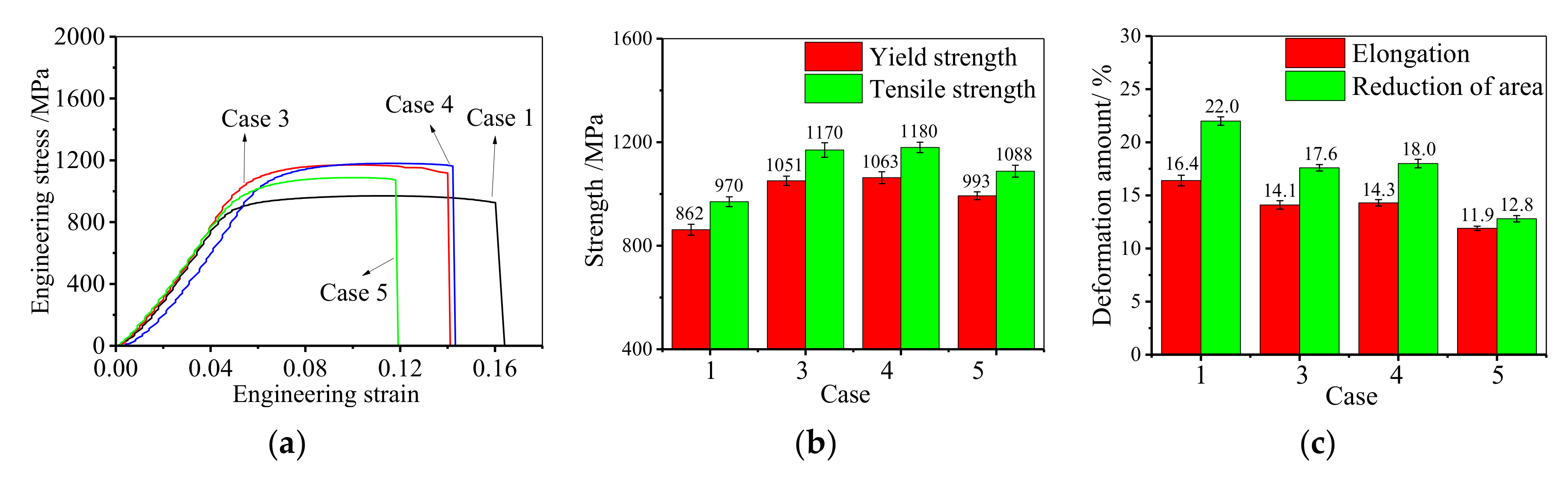
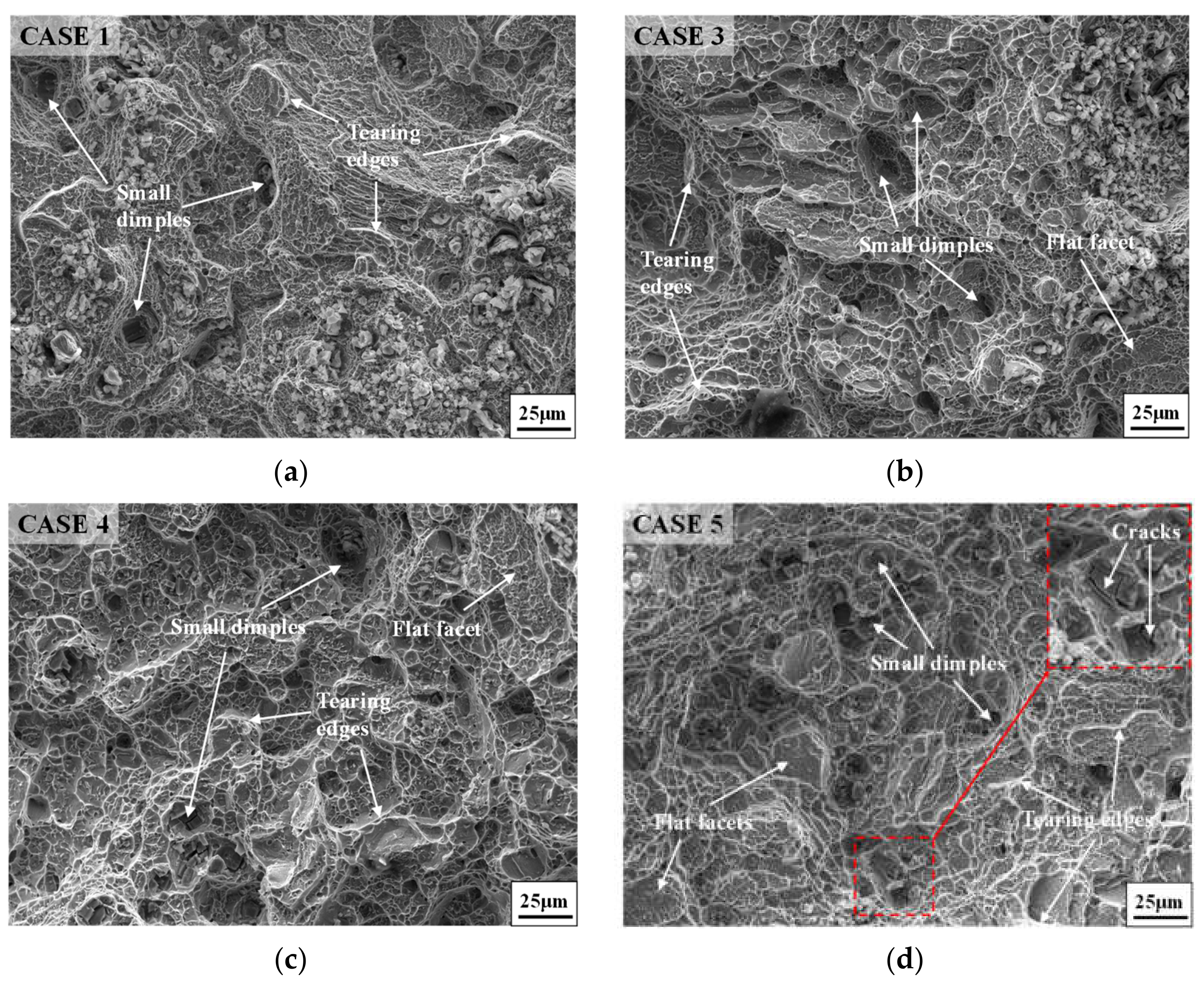
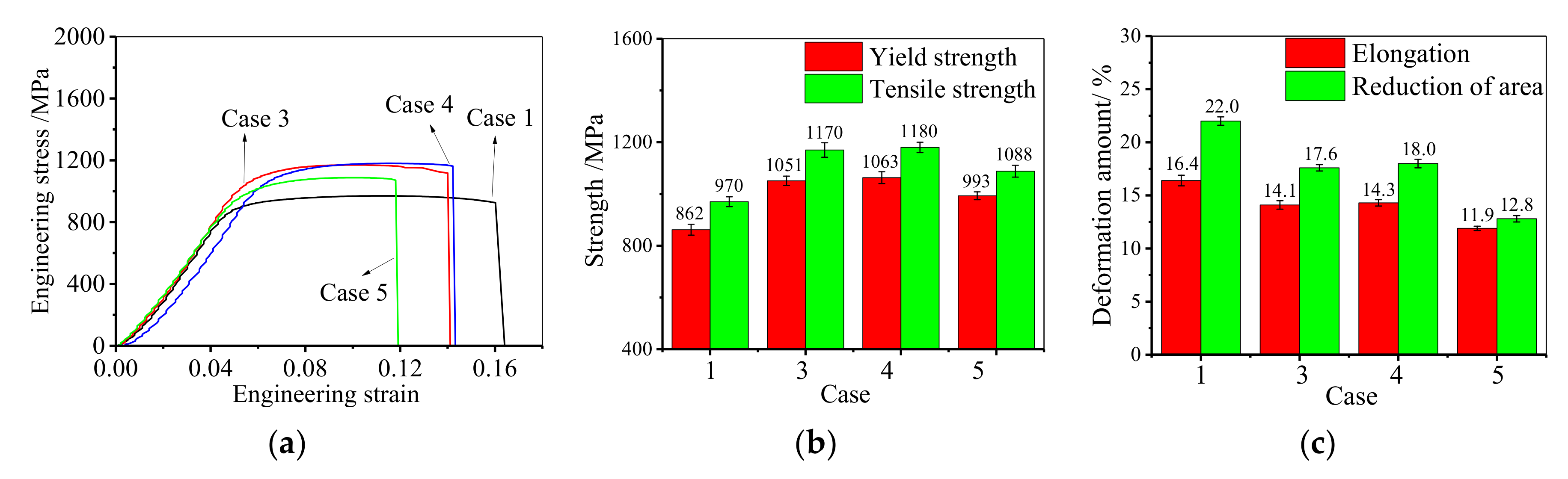
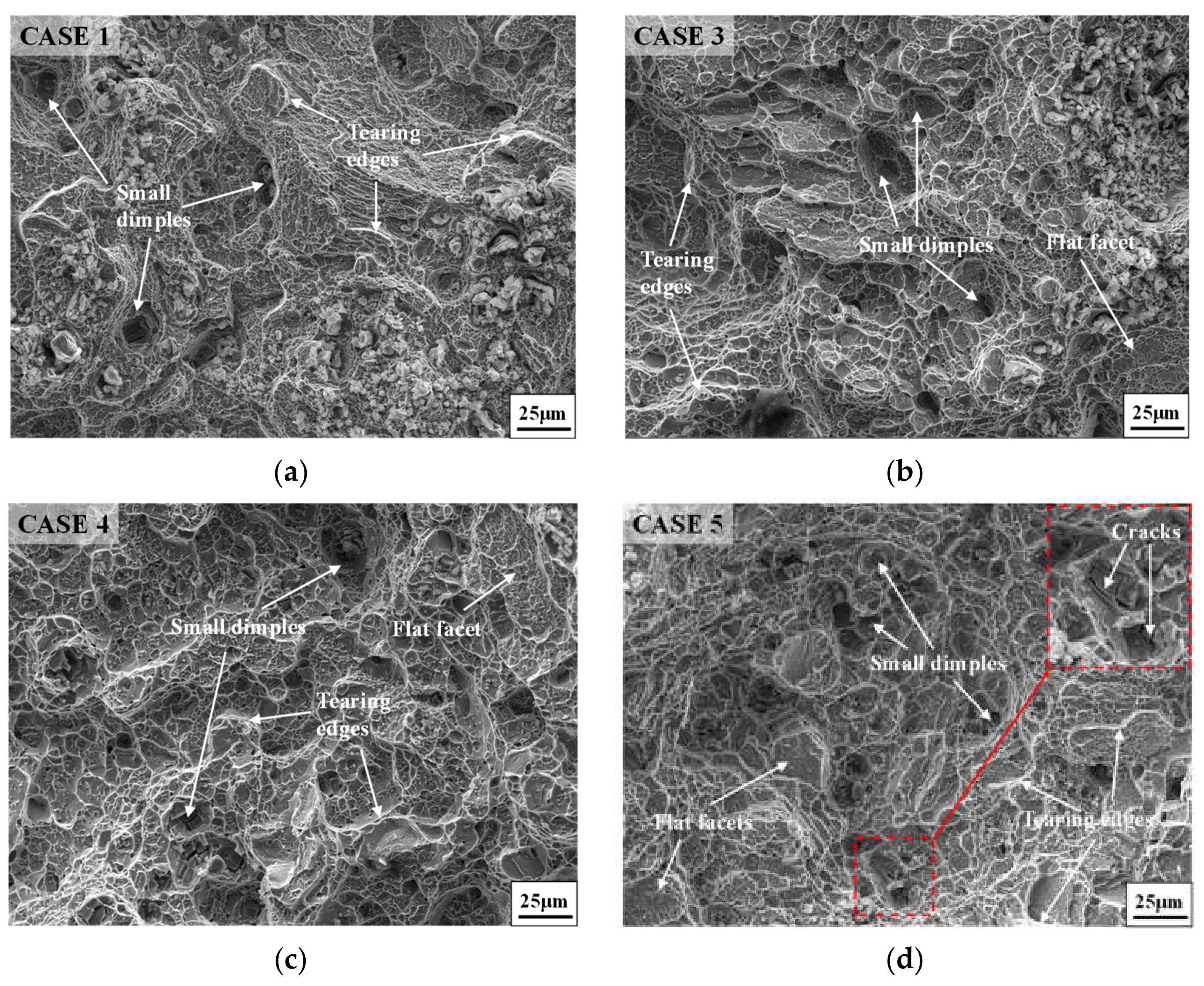
3. Results and Analysis
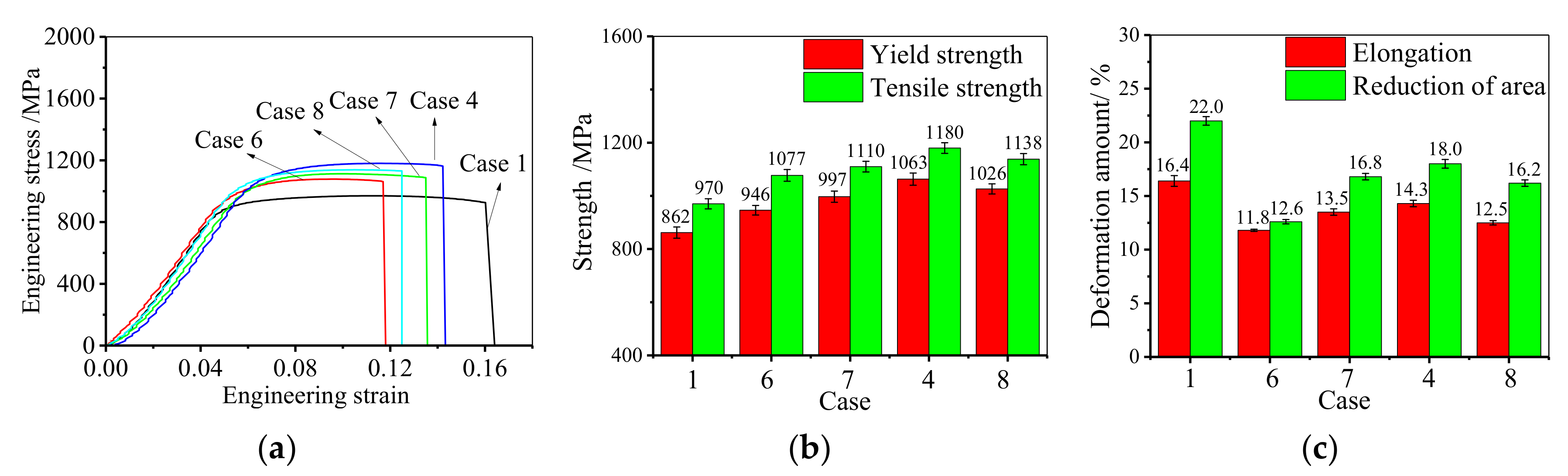
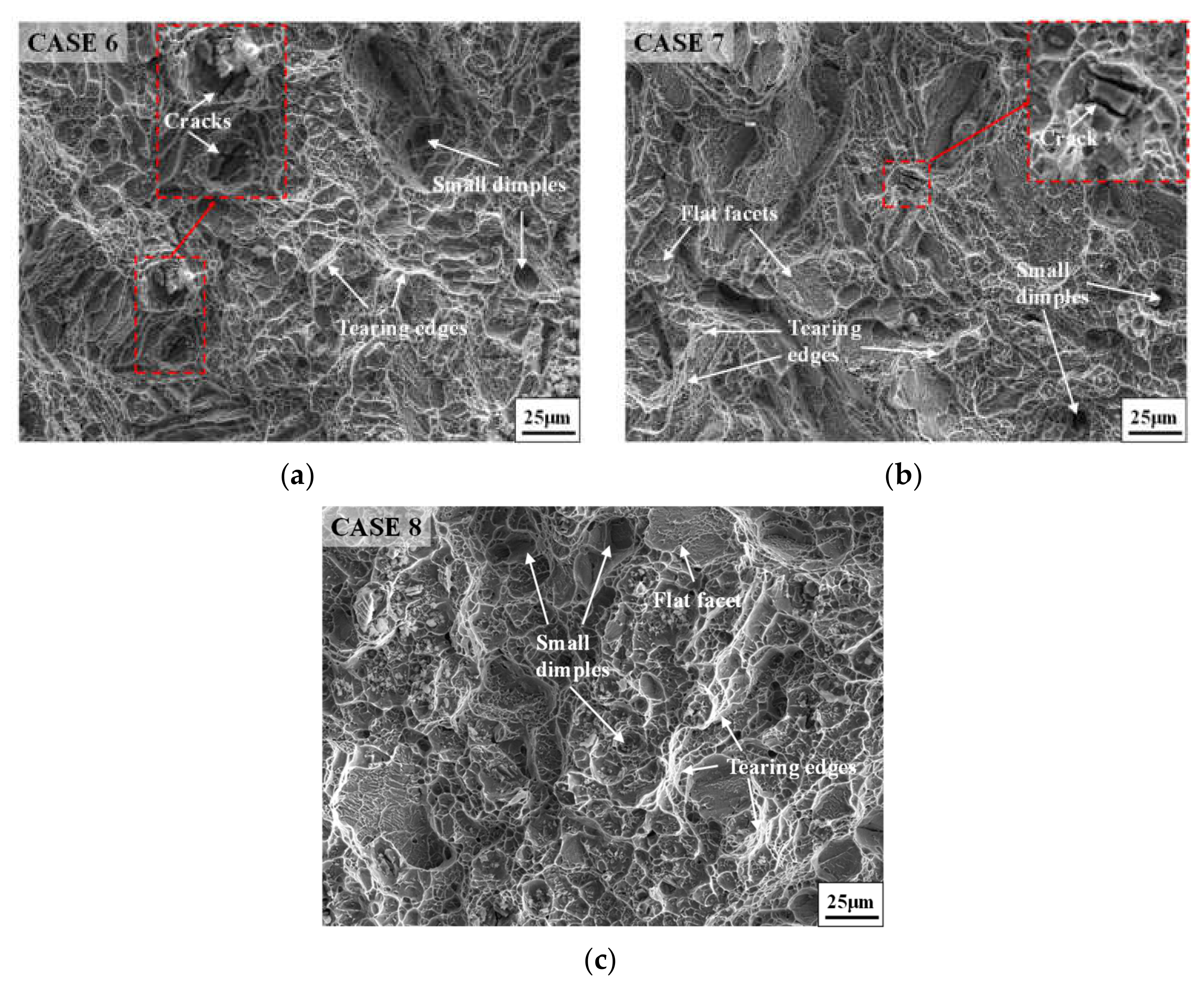
3.1. Effects of Double-Stage Annealing Parameters on High-Temperature Tensile Behaviors
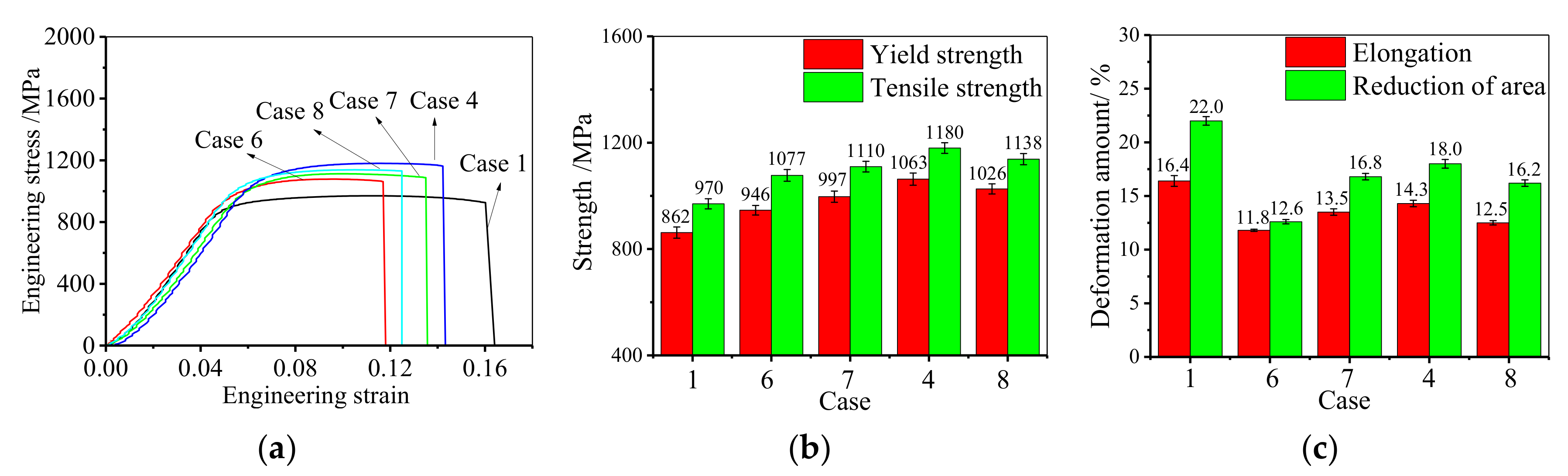
3.1.1. Effect of FSA Time on High-Temperature Tensile Behaviors
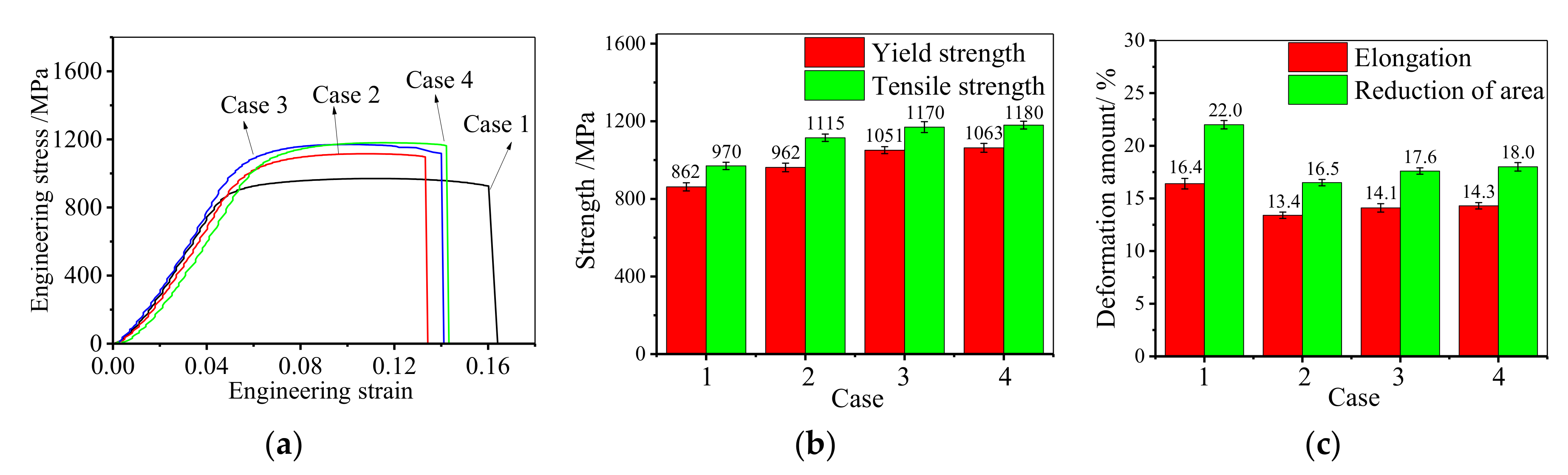
3.1.2. Effect of SSA Time on High-Temperature Tensile Behavior
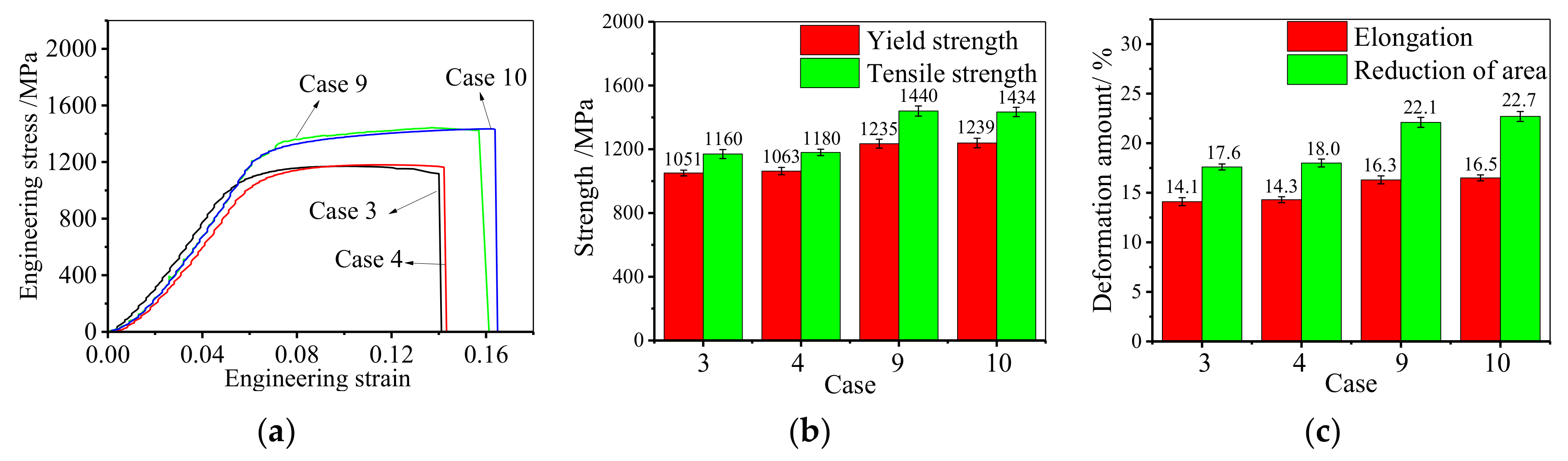
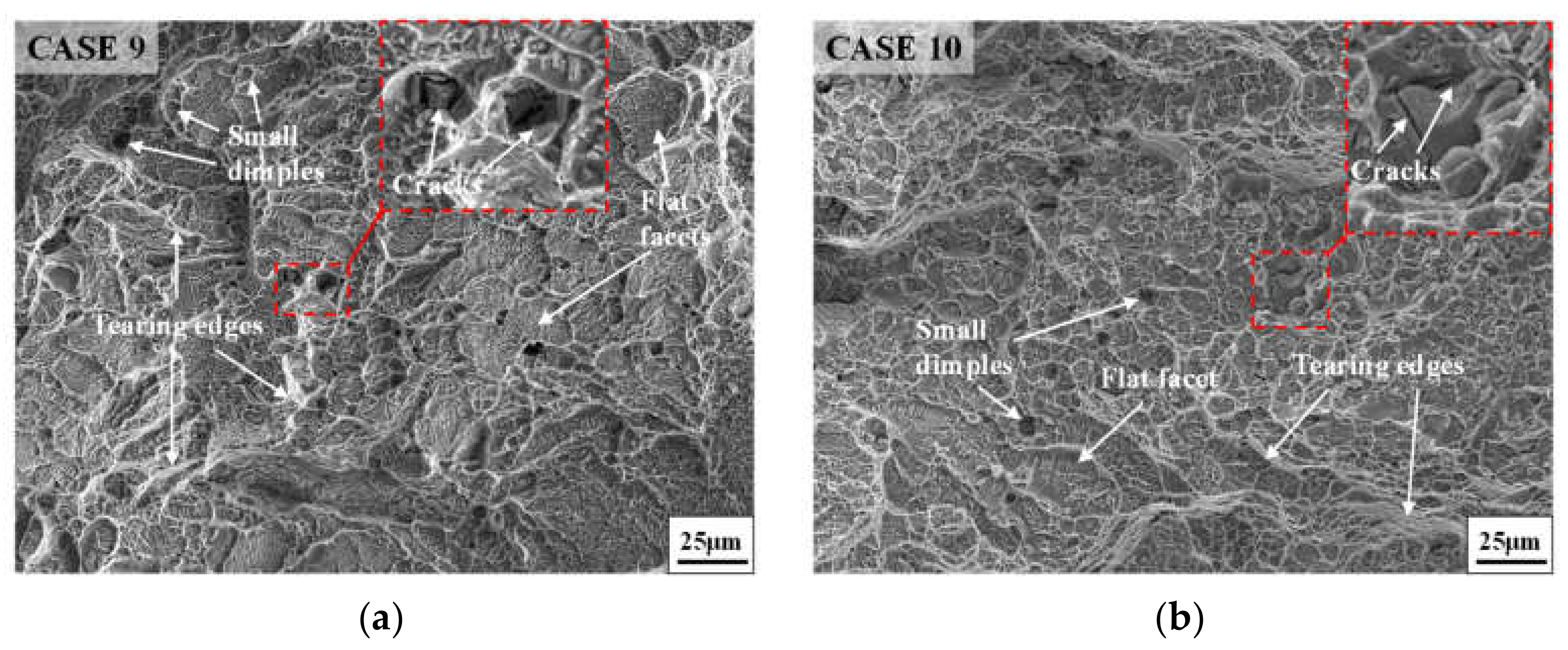
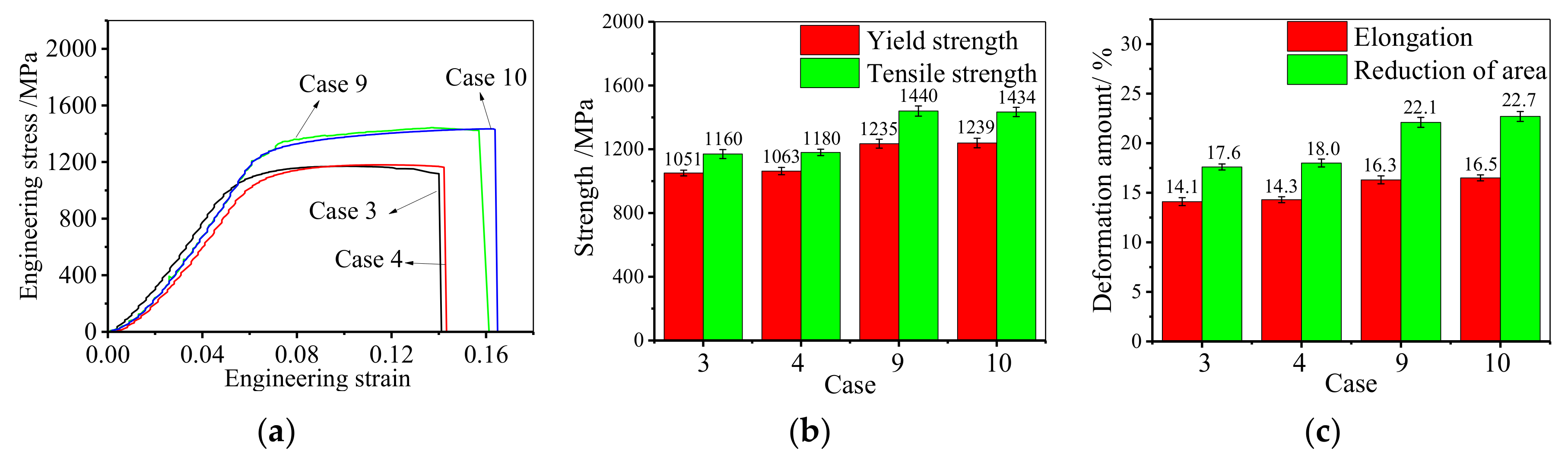
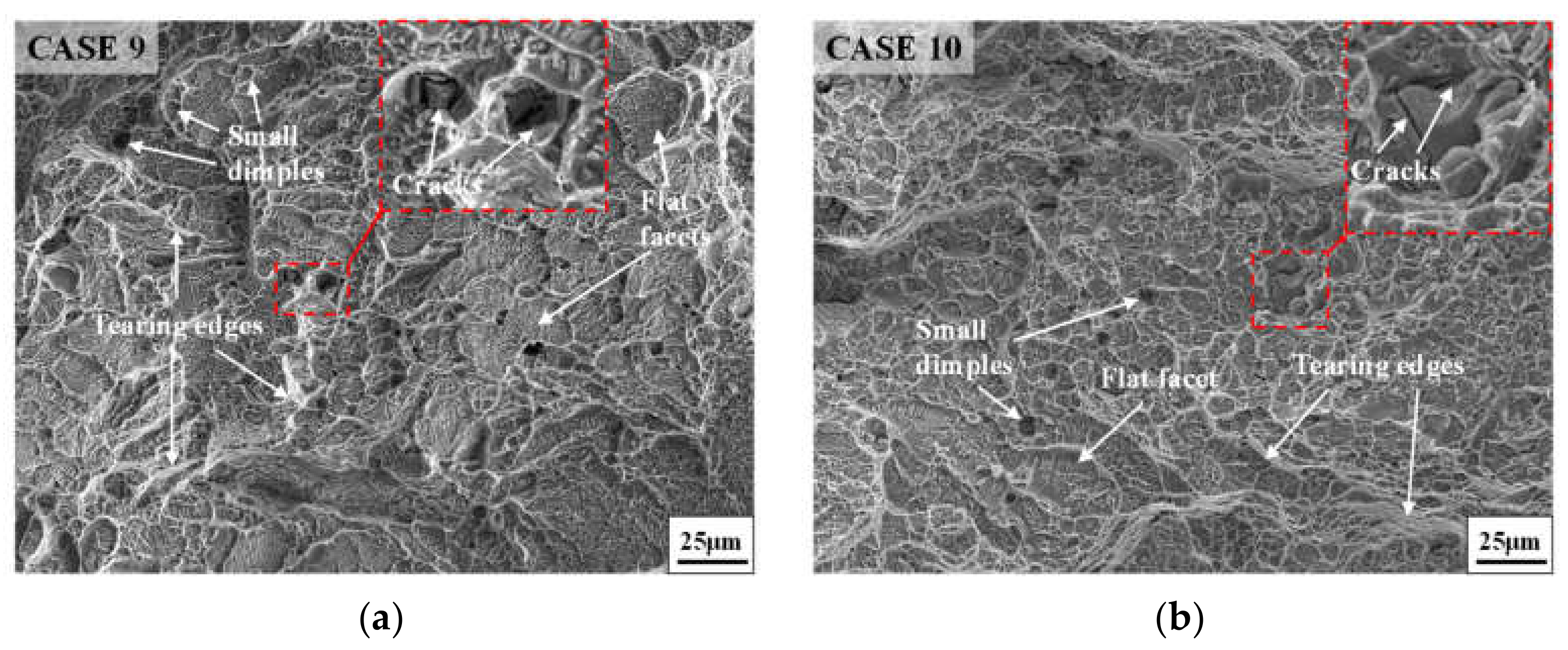
3.2. Comparison of High-Temperature and Room-Temperature Tensile Behavior
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Geng, P.; Qin, G.; Ma, H.; Zhou, J.; Ma, N. Linear friction welding of dissimilar Ni-based superalloys: Microstructure evolution and thermo-mechanical interaction. J. Mater. Res. Technol. 2021, 11, 633–649. [Google Scholar] [CrossRef]
- Kong, W.; Wang, Y.; Yuan, C.; Zhang, B. Microstructural evolution and stress rupture behaviour of a Ni-Based wrought superalloy during thermal exposure. Mater. Sci. Eng. A 2021, 822, 141659. [Google Scholar] [CrossRef]
- Chen, F.; Wang, H.; Zhu, H.; Cui, Z. Study on Dynamic Recrystallization Behaviors in a Hot-Deformed FB2 Ultra-supercritical Rotor Steel. Metallogr. Microstruct. Anal. 2019, 8, 145–158. [Google Scholar] [CrossRef]
- Bobbili, R.; Madhu, V. An investigation into hot deformation characteristics and processing maps of high-strength armor steel. J. Mater. Eng. Perform. 2015, 24, 4728–4735. [Google Scholar] [CrossRef]
- Chen, F.; Wang, H.; Zhu, H.; Zhu, H.; Ren, F.; Cui, Z. High-temperature deformation mechanisms and physical-based constitutive modeling of ultra-supercritical rotor steel. J. Manuf. Process. 2019, 38, 223–234. [Google Scholar] [CrossRef]
- Liu, X.; Fan, J.; Zhang, P.; Xie, J.; Chen, F.; Liu, D.; Yuan, R.; Tang, B.; Kou, H.; Li, J. Temperature dependence of deformation behavior, microstructure evolution and fracture mechanism of Inconel 625 superalloy. J. Alloy. Compd. 2021, 869, 159342. [Google Scholar] [CrossRef]
- Pradhan, S.K.; Mandal, S.; Athreya, C.N.; Babu, K.A.; De Boer, B.; Sarma, V.S. Influence of processing parameters on dynamic recrystallization and the associated annealing twin boundary evolution in a nickel base superalloy. Mater. Sci. Eng. A 2017, 700, 49–58. [Google Scholar] [CrossRef]
- Prithiv, T.S.; Bhuyan, P.; Pradhan, S.K.; Sarma, V.S.; Mandal, S. A critical evaluation on efficacy of recrystallization vs. strain induced boundary migration in achieving grain boundary engineered microstructure in a Ni-base superalloy. Acta Mater. 2018, 146, 187–201. [Google Scholar] [CrossRef]
- Ebrahimi, G.R.; Momeni, A.; Ezatpour, H.R.; Jahazi, M.; Bocher, P. Dynamic recrystallization in Monel400 Ni-Cu alloy: Mechanism and role of twinning. Mater. Sci. Eng. A 2019, 744, 376–385. [Google Scholar] [CrossRef]
- Zhang, C.; Zhang, L.; Shen, W.; Xu, Q.; Cui, Y. The processing map and microstructure evolution of Ni-Cr-Mo-based C276 superalloy during hot compression. J. Alloy. Compd. 2017, 728, 1269–1278. [Google Scholar] [CrossRef]
- Quan, G.Z.; Zhang, L.; Wang, X. Evolution of grain refinement degree induced by dynamic recrystallization for Nimonic 80A during hot compression process and its FEM analysis. Vacuum 2017, 139, 51–63. [Google Scholar] [CrossRef]
- Quan, G.Z.; Pan, J.; Wang, X.; Zhang, Z.; Zhang, L.; Wang, T. Correspondence between grain refinements and flow softening behaviors at Nimonic 80A superalloy under different strain rates, temperatures and strains. Mater. Sci. Eng. A 2017, 679, 358–371. [Google Scholar] [CrossRef]
- Ma, W.; Luo, H.; Yang, X. The Effects of Grain Size and Twins Density on High Temperature Oxidation Behavior of Nickel-Based Superalloy GH738. Materials 2020, 13, 4166. [Google Scholar] [CrossRef] [PubMed]
- Momeni, A.; Abbasi, S.M.; Morakabati, M.; Badri, H.; Wang, X. Dynamic recrystallization behavior and constitutive analysis of Incoloy 901 under hot working condition. Mater. Sci. Eng. A 2014, 615, 51–60. [Google Scholar] [CrossRef]
- Chen, F.; Liu, J.; Ou, H.; Lu, B.; Cui, Z.; Long, H. Flow characteristics and intrinsic workability of IN718 superalloy. Mater. Sci. Eng. A 2015, 642, 279–287. [Google Scholar] [CrossRef]
- Lin, Y.C.; Wen, D.; Deng, J.; Liu, G.; Chen, J. Constitutive models for high-temperature flow behaviors of a Ni-based superalloy. Mater. Des. 2014, 59, 115–123. [Google Scholar] [CrossRef]
- Lin, Y.C.; Chen, X.; Wen, D.; Chen, M. A physically-based constitutive model for a typical nickel-based superalloy. Comput. Mater. Sci. 2014, 83, 282–289. [Google Scholar] [CrossRef]
- Lin, Y.C.; Yang, H.; Li, L. Effects of solutionizing cooling processing on γ (Ni3Nb) phase and work hardening characteristics of a Ni-Fe-Cr-base superalloy. Vacuum 2017, 144, 86–93. [Google Scholar] [CrossRef]
- Lin, Y.C.; Deng, J.; Jiang, Y.; Wen, D.; Liu, G. Effects of initial δ phase on hot tensile deformation behaviors and fracture characteristics of a typical Ni-based superalloy. Mater. Sci. Eng. A 2014, 598, 251–262. [Google Scholar] [CrossRef]
- Wen, D.; Lin, Y.C.; Zhou, Y. A new dynamic recrystallization kinetics model for a Nb containing Ni-Fe-Cr-base superalloy considering influences of initial δ phase. Vacuum 2017, 141, 316–327. [Google Scholar] [CrossRef]
- He, D.; Lin, Y.C.; Wang, L.; Wu, Q.; Zu, Z.; Cheng, H. Influences of pre-precipitated δ phase on microstructures and hot compressive deformation features of a nickel-based superalloy. Vacuum 2019, 161, 242–250. [Google Scholar] [CrossRef]
- Wen, D.; Lin, Y.C.; Li, H.; Chen, X.; Deng, J.; Li, L. Hot deformation behavior and processing map of a typical Ni-based superalloy. Mater. Sci. Eng. A 2014, 591, 183–192. [Google Scholar] [CrossRef]
- Wen, D.X.; Lin, Y.C.; Chen, J.; Deng, J.; Chen, X.M.; Zhang, J.L.; He, M. Effects of initial aging time on processing map and microstructures of a nickel-based superalloy. Mater. Sci. Eng. A 2015, 620, 319–332. [Google Scholar] [CrossRef]
- He, D.; Lin, Y.C.; Chen, M.; Chen, J.; Wen, D.; Chen, X. Effect of pre-treatment on hot deformation behavior and processing map of an aged nickel-based superalloy. J. Alloy. Compd. 2015, 649, 1075–1084. [Google Scholar] [CrossRef]
- Zhu, H.; Chen, F.; Zhang, H.; Cui, Z. Review on modeling and simulation of microstructure evolution during dynamic recrystallization using cellular automaton method. Sci. China Technol. Sci. 2020, 63, 357–396. [Google Scholar] [CrossRef]
- Liu, Y.; Lin, Y.C.; Zhou, Y. 2D cellular automaton simulation of hot deformation behavior in a Ni-based superalloy under varying thermal-mechanical conditions. Mater. Sci. Eng. A 2017, 691, 88–99. [Google Scholar] [CrossRef]
- Chen, F.; Zhu, H.; Chen, W.; Ou, H.; Cui, Z. Multiscale modeling of discontinuous dynamic recrystallization during hot working by coupling multilevel cellular automaton and finite element method. Int. J. Plast. 2021, 145, 103064. [Google Scholar] [CrossRef]
- Chen, M.S.; Lin, Y.C.; Li, K.; Zhou, Y. A new method to establish dynamic recrystallization kinetics model of a typical solution-treated Ni-based superalloy. Comput. Mater. Sci. 2016, 122, 150–158. [Google Scholar] [CrossRef]
- Chen, M.S.; Li, K.; Lin, Y.C.; Yuan, W. An improved kinetics model to describe dynamic recrystallization behavior under inconstant deformation conditions. J. Mater. Res. 2016, 31, 2994–3003. [Google Scholar] [CrossRef]
- Chen, M.S.; Zou, Z.; Lin, Y.C.; Li, H.; Yuan, W. Effects of annealing parameters on microstructural evolution of a typical nickel-based superalloy during annealing treatment. Mater. Charact. 2018, 141, 212–222. [Google Scholar] [CrossRef]
- Chen, M.S.; Zou, Z.; Lin, Y.C.; Li, H.; Wang, G. Formation mechanism of large grains inside annealed microstructure of GH4169 superalloy by cellular automation method. J. Mater. Sci. Technol. 2019, 35, 1403–1411. [Google Scholar] [CrossRef]
- Chen, M.S.; Zou, Z.H.; Lin, Y.C.; Li, H.B.; Wang, G.Q.; Ma, Y.Y. Microstructural evolution and grain refinement mechanisms of a Ni-based superalloy during a two-stage annealing treatment. Mater. Charact. 2019, 151, 445–456. [Google Scholar] [CrossRef]
- Agnoli, A.; Bernacki, M.; Logé, R.; Franchet, J.; Laigo, J.; Bozzolo, N. Selective growth of low stored energy grains during δ sub-solvus annealing in the Inconel 718 nickel-based superalloy. Metall. Mater. Trans. A 2015, 46, 4405–4421. [Google Scholar] [CrossRef] [Green Version]
- Guo, C.; Yu, J.; Liu, J.; Sun, X.; Zhou, Y. Tensile Deformation and Fracture Behavior of Nickel-Based Superalloy DZ951G. Materials 2021, 14, 2250. [Google Scholar] [CrossRef]
- Nasiri, Z.; Ghaemifar, S.; Naghizadeh, M.; Mirzadeh, H. Thermal Mechanisms of Grain Refinement in Steels: A Review. Met. Mater. Int. 2021, 27, 2078–2094. [Google Scholar] [CrossRef]
- Najafkhani, F.; Kheiri, S.; Pourbahari, B.; Mirzadeh, H. Recent advances in the kinetics of normal/abnormal grain growth: A review. Arch. Civ. Mech. Eng. 2021, 21, 29. [Google Scholar] [CrossRef]
- ISO. ISO 6892-2, Metallic Materials–Tensile Testing–Part 2: Method of Test at Elevated Temperature; ISO: Geneva, Switzerland, 2011. [Google Scholar]
- Zhang, C.; Yu, L.; Wang, H. Kinetic Analysis for High-Temperature Coarsening of γ Phase in Ni-Based Superalloy GH4169. Materials 2019, 12, 2096. [Google Scholar] [CrossRef] [Green Version]
- Zhao, M.; Zhao, Z.; Liu, L.; Luo, G.; Chen, W. Influence of Heat Treatment on Cyclic Response of Nickel-Based Superalloy Inconel 718 up to Very-High Cycle Regime. Materials 2020, 13, 5358. [Google Scholar] [CrossRef] [PubMed]
- Chen, M.S.; Wang, G.Q.; Li, H.; Lin, Y.C.; Zou, Z.; Ma, Y.; He, D.; Zeng, W. Precipitation and dissolution behaviors of 6 phase inside a deformed nickel-based superalloy during annealing treatment. Appl. Phys. A 2019, 125, 441–447. [Google Scholar] [CrossRef]
- Wang, G.Q.; Li, H.; Chen, M.S.; Lin, Y.C.; Zeng, W.; Ma, Y.; Chen, Q.; Jiang, Y. Effect of initial mixed grain microstructure state of deformed Ni-based superalloy on its refinement behavior during two-stage annealing treatment. Mater. Charact. 2021, 176, 111130. [Google Scholar] [CrossRef]
- Zhang, H.; Li, C.; Guo, Q.; Ma, Z.; Huang, Y.; Li, H.; Liu, Y. Hot tensile behavior of cold-rolled Inconel 718 alloy at 650 °C: The role of δ phase. Mater. Sci. Eng. A 2018, 722, 136–146. [Google Scholar] [CrossRef]
- Ye, N.; Cheng, M.; Zhang, S.; Song, H.; Zhou, H.; Wang, P. Effect of δ phase on mechanical properties of GH4169 alloy at room temperature. J. Iron Steel Res. Int. 2015, 22, 752–756. [Google Scholar] [CrossRef]
- Zhu, W.; Zhao, F.; Yin, S.; Liu, Y.; Yang, R. Effect of Tensile Deformation on Residual Stress of GH4169 Alloy. Materials 2021, 14, 1773. [Google Scholar] [CrossRef]
- Zhang, S.; Lin, X.; Wang, L.; Yu, X.; Hu, Y.; Yang, H.; Lei, L.; Huang, W. Strengthening mechanisms in selective laser-melted Inconel718 superalloy. Mater. Sci. Eng. A 2021, 812, 141145. [Google Scholar] [CrossRef]
- Pelleg, J. Mechanical Properties of Materials; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2012. [Google Scholar]
- Gladman, T. Precipitation hardening in metals. Mater. Sci. Technol. 1999, 15, 30–36. [Google Scholar] [CrossRef]
- Callister, W.D. Fundamentals of Materials Science and Engineering; Wiley: London, UK, 2000. [Google Scholar]
- Wang, G.Q.; Chen, M.S.; Li, H.; Lin, Y.C.; Zeng, W.; Ma, Y. Methods and mechanisms for uniformly refining deformed mixed and coarse grains inside a solution-treated Ni-based superalloy by two-stage heat treatment. J. Mater. Sci. Technol. 2021, 77, 47–57. [Google Scholar] [CrossRef]
- Wen, D.; Gao, C.; Zheng, Z.; Wang, K.; Xiong, Y.; Wang, J.; Li, J. Hot tensile behavior of a low-alloyed ultrahigh strength steel: Fracture mechanism and physically-based constitutive model. J. Mater. Res. Technol. 2021, 13, 1684–1697. [Google Scholar] [CrossRef]
- Hasnaoui, A.; Van Swygenhoven, H.; Derlet, P.M. Dimples on nanocrystalline fracture surfaces as evidence for shear plane formation. Science 2003, 300, 1550–1552. [Google Scholar] [CrossRef] [PubMed]
- Martin, M.L.; Fenske, J.A.; Liu, G.S.; Sofronis, P.; Robertson, I.M. On the formation and nature of quasi-cleavage fracture surfaces in hydrogen embrittled steels. Acta Mater. 2011, 59, 1601–1606. [Google Scholar] [CrossRef]
- Meyers, M.A.; Chawla, K.K. Mechanical Behavior of Materials; Cambridge University Press: Cambridge, UK, 2008. [Google Scholar]
- Yoshinaka, F.; Sawaguchi, T. Characterization of crystallographic fracture surfaces in Fe–33Mn–6Si alloy. Int. J. Fatigue 2020, 130, 105271. [Google Scholar] [CrossRef]
- Zhang, S.; Wang, Y.; Zhu, M.; Zhang, Z.; Nie, P.; Li, Z. Relationships among Charpy impact toughness, microstructure and fracture behavior in 10CrNi3MoV steel weld joint. Mater. Lett. 2020, 281, 128328. [Google Scholar] [CrossRef]
- Chen, M.S.; Wang, G.Q.; Li, H.; Lin, Y.; Zou, Z.; Ma, Y. Annealing Treatment Methods and Mechanisms for Refining Mixed and Coarse Grains in a Solution Treatment Nickel-Based Superalloy. Adv. Eng. Mater. 2019, 21, 1900558. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Case | Double-Stage Annealing Treatment | Strengthening Heat Treatment | |
|---|---|---|---|
| Annealing Parameters of First-Stage Annealing (FSA) | Annealing Parameters of Second-Stage Annealing (SSA) | ||
| 1 | / | / | 720 °C × 8 h(FC) + 620 °C × 8 h(WC) |
| 2 | / | 980 °C × 10 min(WC) [30] | |
| 3 | 900 °C × 9 h(WC) | 980 °C × 60 min(WC) | |
| 4 | 900 °C × 12 h(WC) | 980 °C × 60 min(WC) | |
| 5 | 900 °C × 24 h(WC) | 980 °C × 60 min(WC) | |
| 6 | 900 °C × 12 h(WC) | 980 °C × 10 min(WC) | |
| 7 | 900 °C × 12 h(WC) | 980 °C × 30 min(WC) | |
| 8 | 900 °C × 12 h(WC) | 980 °C × 90 min(WC) | |
| 9 | 900 °C × 9 h(WC) | 980 °C × 60 min(WC) | |
| 10 | 900 °C × 12 h(WC) | 980 °C × 60 min(WC) | |
| Case | Temperature/°C | Strain Rate/s−1 |
|---|---|---|
| 1–8 | 650 (High temperature) | 0.001 |
| 9–10 | 20 (Room temperature) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, G.; Chen, M.; Lin, Y.; Lou, Y.; Li, H.; Ma, Y.; Zou, Z.; Chen, Q.; Xia, Y. Effects of Double-Stage Annealing Parameters on Tensile Mechanical Properties of Initial Aging Deformed GH4169 Superalloy. Materials 2021, 14, 4339. https://doi.org/10.3390/ma14154339
Wang G, Chen M, Lin Y, Lou Y, Li H, Ma Y, Zou Z, Chen Q, Xia Y. Effects of Double-Stage Annealing Parameters on Tensile Mechanical Properties of Initial Aging Deformed GH4169 Superalloy. Materials. 2021; 14(15):4339. https://doi.org/10.3390/ma14154339
Chicago/Turabian StyleWang, Guanqiang, Mingsong Chen, Yongcheng Lin, Yumin Lou, Hongbin Li, Yanyong Ma, Zonghuai Zou, Quan Chen, and Yuchi Xia. 2021. "Effects of Double-Stage Annealing Parameters on Tensile Mechanical Properties of Initial Aging Deformed GH4169 Superalloy" Materials 14, no. 15: 4339. https://doi.org/10.3390/ma14154339
APA StyleWang, G., Chen, M., Lin, Y., Lou, Y., Li, H., Ma, Y., Zou, Z., Chen, Q., & Xia, Y. (2021). Effects of Double-Stage Annealing Parameters on Tensile Mechanical Properties of Initial Aging Deformed GH4169 Superalloy. Materials, 14(15), 4339. https://doi.org/10.3390/ma14154339