Effect of Particle Size on Microstructure and Element Diffusion at the Interface of Tungsten Carbide/High Strength Steel Composites


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
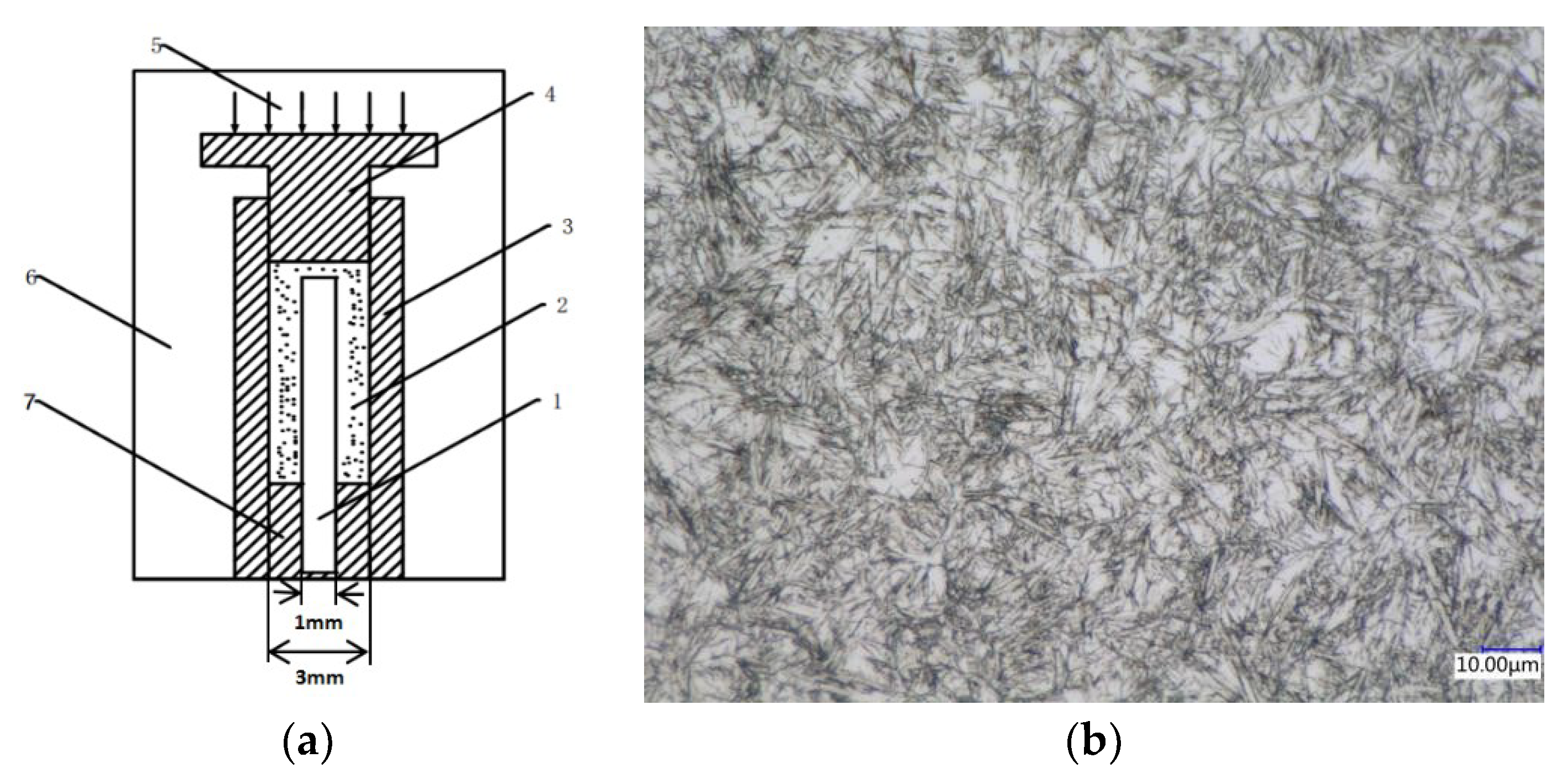
2. Experimental Materials and Methods
3. Results and Analysis
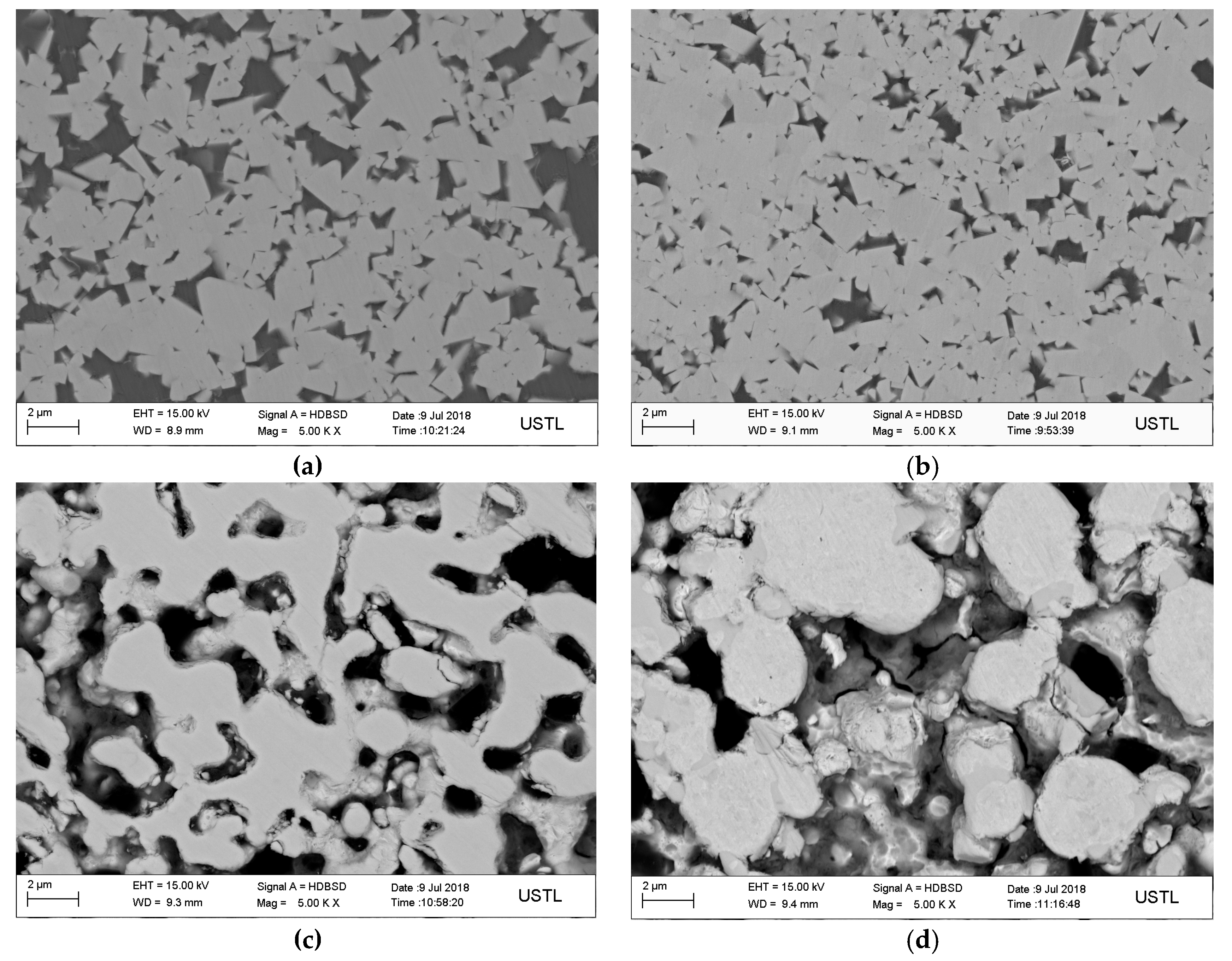
3.1. WC Microstructure Analysis
3.2. Effect of Particle Size of Tungsten Carbide Particles on Micro-Hardness of Tungsten Carbide/High Strength Steel Composites
3.3. Composite Interface Microstructure and Element Diffusion
3.4. Analysis of Experimental Results of High Temperature Laser Confocal Microscopy (CLSM)
4. Conclusions
- (1)
- Ultrafine tungsten carbide/high-strength steel composites for micro-components were successfully fabricated using the cold pressing-vacuum sintering method with special dies, and the combination of powder and solid was realized.
- (2)
- With the decrease of WC particle size, the average grain size of WC decreases. Meanwhile, WC density tended to increase, when the particle size of WC powder was 100 nm, the density reached 91.22%.
- (3)
- The hardness of the WC side of the composite increases with the decrease of WC particle size. When the particle size of WC powder is 100 nm and sintering temperature is 1320 °C, the hardness of WC reaches about 1680 HV0.1. The hardness of WC near the bonding interface is higher than that at other locations. The high-speed steel material in the core changes little with the WC particle size, which is about 500 HV0.1.
- (4)
- When the particle size of the WC powder particles is 200 nm, the tungsten carbide and the high-strength steel form a transition layer of a certain width at the interface, and the combination of the composite materials represents metallurgical bonding. The iron (Fe) in the high-strength steel matrix diffuses into the contacted tungsten carbide structure, which produces a certain width of the fusion layer, and the composite interface is relatively well bonded.
- (5)
- When the average particle size of the WC powder is 200 nm, in the transition region, the diffusion of the W, Fe and Co elements is significant at the interface. When the particle size of the tungsten carbide particles increases, the tendency towards element diffusion decreases. When the particle size of the WC powder particles is 500 nm, no significant diffusion of Fe and W elements occurs at the interface of the composite, and only a certain degree of diffusion of the Co element occurs.
Author Contributions
Funding
Conflicts of Interest
References
- Kumar, V.; Fang, Z.G.; Wright, S.I.; Nowell, M.M. An analysis of grain boundaries and grain growth in cemented tungsten carbide using orientation imaging microscopy. Met. Mater. Trans A 2006, 37, 599–607. [Google Scholar] [CrossRef]
- Goren-Muginstein, G.R.; Berger, S.; Rosen, A. Sintering study of nanocrystalline tungsten carbide powders. Nanostruct. Mater. 1998, 10, 795–804. [Google Scholar] [CrossRef]
- Matějíček, J.; Boldyryeva, H.; Brožek, V.; Sachr, P.; Chráska, T.; Pala, Z. W–steel and W–WC–steel composites and FGMs produced by hot pressing. Fusion Eng. Des. 2015, 100, 364–370. [Google Scholar]
- Gao, Y.; Luo, B.H.; Jing, H.B.; Bai, Z.H.; Chen, W.; Zhang, W.W. Vacuum Sintering of WC-Fe-Ni-Co Cemented Carbides. Chin. J. Raremetals 2018, 42, 477–484. [Google Scholar]
- Zhou, X.H.; Wang, L.M.; Peng, Y.J. Status and Development of Cemented Carbide Recycling Industry in China. Cem. Carbide 2016, 33, 356–364. [Google Scholar]
- Norajitra, P.; Boccaccini, L.V.; Gervash, A.; Giniyatulin, R.; Holstein, N.; Lili, T.; Janeschitz, G.; Krauss, W.; Kruessmann, R.; Kuznetsov, V.; et al. Development of a helium-cooled divertor: Material choice and technological studies. J. Nucl. Mater. 2007, 367, 1416–1421. [Google Scholar] [CrossRef]
- Basuki, W.W.; Aktaa, J. Diffusion bonding between W and EUROFER97 using V interlayer. J. Nucl. Mater. 2012, 429, 335–340. [Google Scholar] [CrossRef]
- Zhao, M.H.; Liu, A.G.; Guo, M.H. Research on WC reinforced metal matrix composite. Weld. Join. Harbin 2006, 11, 26–29. [Google Scholar]
- Cheng, S.L.; Zhong, L.S.; Fu, Y.H. Development of tungsten carbide particulate reinforced steel matrix composite. Hot Work. Technol. 2014, 43, 9–12. [Google Scholar]
- Chen, Z.H.; Li, Z.L.; Jiang, Y.H.; Song, Q.L. Influence of addition of tungsten-iron powder on interface and hardness of WC /steel composite coatings. Trans. Mater. Heat Treat. 2011, 32, 38–42. [Google Scholar]
- Sui, Y.D.; Jiang, Y.H.; Li, Z.L.; Zhou, R.; Shan, Q. Effects of nickel powder on microstructure and interface of WC/steel matrix surface composites. Spec. Cast. Nonferrous Alloy. 2011, 31, 565–567. [Google Scholar]
- Feng, Z.Y.; Li, Z.L.; Shan, Q.; Jiang, Y.H.; Zhou, R. Effect of particles size on interface of tungsten carbide particles reinforced iron matrix composites. J. Mater. Eng. 2016, 44, 83–88. [Google Scholar]
- Fernandes, C.M.; Rocha, A.; Cardoso, J.P.; Bastos, A.C.; Soares, E.; Sacramento, J. Ferreira, M.G.S.; Senos, A.M.R. WC-stainless steel hardmetals. Met. Hard Mater. 2018, 72, 21–26. [Google Scholar] [CrossRef]
- Lin, C.M. Functional composite metal for WC-dispersed 304L stainless steel matrix composite with alloying by direct laser: Microstructure, hardness and fracture toughnes. Vacuum 2015, 121, 96–104. [Google Scholar] [CrossRef]
- Mahadi, H.; Zhao, J.W.; Huang, Z.Y. Analysis of sintering and bonding of ultrafine wc powder and stainless steel by hot compaction diffusion bonding. Fusion Eng. Des. 2018, 133, 39–50. [Google Scholar]
- Zhu, J.F.; Zhang, L.; Xu, T.; Zhang, Z.J.; Liu, X.D.; Wang, J. Quantitative analysis of cemented carbide microstructure parameters based on Image J software. Mater. Sci. Eng. Powder Metall. 2015, 20, 26–31. [Google Scholar]
- Wei, C.W.; Song, X.Y.; Zhao, S.X.; Zhang, L.; Liu, X.M.; Liu, W.B. Synthesis of WC-Co composite powder by reduction and carbonization reactions and its densification. Mater. Sci. Eng. Powder Metall. 2010, 15, 145–150. [Google Scholar]
- Zhou, S.Z. Cemented Carbide Production Principle and Quality Control; Metallurgical Industry Press: Beijing, China, 2014. [Google Scholar]
- Srivatsan, T.S.; Woods, R.; Petraroli, M.; Sudarshan, T.S. An investigation of the influence of powder particle size on microstructure and hardness of bulk samples of tungsten carbide. Power Technol. 2002, 122, 54–60. [Google Scholar] [CrossRef]
- Shan, Q. Study of Thermal Fatigue Behavior of Tungsten Carbide Particle Reinforced Steel Substrate Surface Composite; Kunming University of Science and Technology: Kunming, China, 2013. [Google Scholar]













© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Li, H.; Yan, L.; Wang, C.; Ai, F.; Li, Y.; Li, N.; Jiang, Z. Effect of Particle Size on Microstructure and Element Diffusion at the Interface of Tungsten Carbide/High Strength Steel Composites. Materials 2019, 12, 4164. https://doi.org/10.3390/ma12244164
Zhang H, Li H, Yan L, Wang C, Ai F, Li Y, Li N, Jiang Z. Effect of Particle Size on Microstructure and Element Diffusion at the Interface of Tungsten Carbide/High Strength Steel Composites. Materials. 2019; 12(24):4164. https://doi.org/10.3390/ma12244164
Chicago/Turabian StyleZhang, Hongmei, Hongnan Li, Ling Yan, Chao Wang, Fangfang Ai, Yan Li, Na Li, and Zhengyi Jiang. 2019. "Effect of Particle Size on Microstructure and Element Diffusion at the Interface of Tungsten Carbide/High Strength Steel Composites" Materials 12, no. 24: 4164. https://doi.org/10.3390/ma12244164
APA StyleZhang, H., Li, H., Yan, L., Wang, C., Ai, F., Li, Y., Li, N., & Jiang, Z. (2019). Effect of Particle Size on Microstructure and Element Diffusion at the Interface of Tungsten Carbide/High Strength Steel Composites. Materials, 12(24), 4164. https://doi.org/10.3390/ma12244164