Abstract
Spring harvested corn stover was used for direct combustion in a 146 kW dual chamber boiler designed for wood logs. Stover had a very low moisture content (6.83 ± 0.17%), a gross calorific value (GCV) of 18.57 MJ/kg of dry matter (±0.32 MJ/kg DM) and an ash content of 5.88% (±1.15%). Small stover bales (8.83 ± 0.90 kg) were placed manually in the upper combustion chamber at a rate of 10.5 to 12.8 kg/h over a 24-h period, with three replications, and compared to a control wood combustion trial (12.1 kg/h during 24 h). The overall heat transfer efficiency for stover was lower than for wood (57% vs. 77%). Stover bales produced on average 7.5% ash which included about 2% of unburned residues while wood produced 1.7% ash. CO gas emissions averaged 1324 mg/m3 for stover (118 mg/m3 for wood). The corn stover showed a good calorific potential, but it would have to be densified and the boiler should be modified to improve airflow, completeness of combustion and handling of the large amount of ash formed.
1. Introduction
Corn grain is an important field crop in Canada and the United States (U.S.) with more than 1.22 and 34.4 Mha harvested, respectively, on a yearly basis [1]. Corn produces a large amount of stover which is defined as the above-ground residue left after grain harvesting. Stover consists of approximately 50% stalks, 22% leaves, 15% cobs and 13% husks on a dry matter (DM) basis [2]. According to D’Amours et al. [3], the amount of stover left on the ground each year in Eastern Canada is at least 6 to 8 t DM/ha. Graham et al. [4] estimated that 30 to 50% of the stover may be collected sustainably, depending on cultural practices, ground slope and soil type. Harvesting stover in the spring, about six months after grain harvest, may offer good soil protection throughout the winter. In a recent study, spring harvest resulted in relatively good yields of 4 t DM/ha, i.e., about 50% of the original stover, with a very low moisture content ranging from 5 to 18% [5]. This very dry product is particularly interesting for applications such as animal bedding, solid fuel for heat production, filling material for fibreboard, and cellulose for hydrolysis.
In an economic analysis, Bennett et al. [6] estimated that corn stover combustion could replace a considerable amount of fossil fuel traditionally used to dry corn grain in the U.S. Mid-West. According to their analysis, the use of corn stover as the main source of energy for grain drying would be profitable both on a small scale (8.9 t/h-dryer, average of 690 kW heating power) and on a large scale (73 t/h dryer, average 6310 kW). Based on 2004 prices, the authors estimated that small-scale drying would have a payback period of 14 years with stover harvest and transport prices at $25/t DM. The payback period would be shorter (8 years) for large scale drying due to economies of scale even with higher stover prices of $45/t DM due to greater transportation cost to a distant facility.
Other studies have reported gross calorific values of corn stover ranging from 17.7 to 18.5 MJ/kg DM [7,8,9,10] and ash contents between 4 and 6% [7,8,9]. Corn stover contains high levels of nitrogen (0.6% N), sulfur (0.09% S) and chlorine (0.36% Cl) [9] compared to premium wood pellets which must contain less than 0.3% N, 0.05% S and 0.03% Cl [11]. Research has established logarithmic dependence between the concentrations of NOx emitted and the concentration of N in the biomass. S can form SOx and alkali sulphates while Cl can form HCl, Cl2 and alkali chlorides that accelerate boiler corrosion [12]. Ash analysis shows a high concentration of silica (Si) and potassium (K) compounds (34 and 30%, respectively) [7] that can lead to slagging when combustion temperature is low, causing a reduction of the heat transfer efficiency [12]. However, water washing of stover has shown dramatic improvements with alkali reductions of 80% and chlorine removal of 90% or more. Washing can be performed mechanically or by natural rain water and snow fall [13].
The use of wood biomass for small boilers (<300 kW) is common, especially in cold-winter countries like Canada [14]. As the price for wood fuel increases, other potentially less expensive solid biomasses are being considered for combustion in small boilers, such as grasses [15] and corn stover [9]. Small boilers fed with non traditional biomasses may produce higher levels of gaseous and particulate emissions than levels allowed for clean air combustion [16]. It is important to document the potential and limitations of such biomasses, especially in small boilers.
The paper reports on combustion trials performed with corn stover in a small wood log boiler without any modification. The main objectives of the study were to characterize corn stover harvested at spring time (calorific value and ash content), to evaluate the boiler’s performance (heat transfer to a water jacket and a water-air exchanger), to assess fuel feeding requirements, and to measure combustion gas emissions.
2. Material and Method
2.1. Corn Stover Harvest and Characterization
Corn stover is very difficult to harvest as a dry product in the fall because of cool and rainy conditions that prevail after grain harvest in many areas of North America [17]. A sequence of operations in the spring time has been developed to harvest very dry stover after winter dehydration [5]. In the region where the corn stover was harvested in the spring, target planting dates are early May for corn and early June for soybean. Therefore, a one-month window is available to harvest stover on fields rotating from corn to soybean without causing excess planting delay. A potential advantage with a six-month field exposure of crop residue, between grain harvest in November and stover harvest in May of the following year, is the improvement of biomass combustion quality following leaching of less desirable minerals such as chlorine and potassium, as observed in grass windrows left under rain [15].
For the purpose of this experiment, small square bales of corn stover were harvested during spring 2009 in south-eastern Canada (Saint-Philippe de Laprairie, QC). A flail windrower (Hiniker, model 5610) was used to shred and swath corn residue in a single operation; bales were harvested soon after, on the same day, with a New Holland Hayliner 315 baler and stored under shelter. More details on the field operations are provided by Lizotte and Savoie [5]. Small bales were chosen to allow manual-feeding in a small-scale boiler located in Neuville (Quebec, Canada).
Corn stover bales were measured (length, width and height), weighed and sampled to determine moisture content (m.c.) by a standard method [18]. Samples were taken to determine the gross calorific value with a calorimeter (Parr 6100 Oxygen Bomb Calorimeter with 1108P Oxygen Combustion Bomb) to meet standard EN 14918:2009 [19]. Ash content was measured with an ash analyzer (LECO TGA701 Thermogravimetric Analyzer), complying with standard ASTM D7582-10 [20].
2.2. Corn Stover Combustion in a Small-Scale Boiler
Three combustion trials with small bales of corn stover were conducted in a small-scale boiler in fall 2009 (Figure 1). The 146-kW rated boiler (Central Boiler, model E-Classic 2300) was designed to use wood logs. It supplied hot water (without glycol) to either one or two 64-kW capacity heat exchangers at a time; a total of four heat exchangers were mounted on independent fans that were operated as required and located in an adjacent small hay bale dryer [21]. The boiler was surrounded by a non-pressurized 1700-L water jacket maintained at 80 °C. The boiler included two combustion chambers: a first chamber for primary combustion at moderate temperatures (600 to 800 °C) and a second chamber just below which burned flue gases by injecting air on embers to raise temperature up to 1200 °C. The boiler was batch-fired and biomass was manually loaded in the primary combustion chamber. Combustion was automatically controlled by high or low flow air injection in both chambers depending on heat demand (driven by water temperature). Inside the boiler, ashes were naturally transported by flue gas flow and trapped in the ash tray as flue gas traveled towards the exhaust chimney. Ashes are normally removed with a shovel once per week by opening the secondary chamber’s external door after the boiler is turned off. During the combustion trials, ashes were removed at the end of each 24-h period.
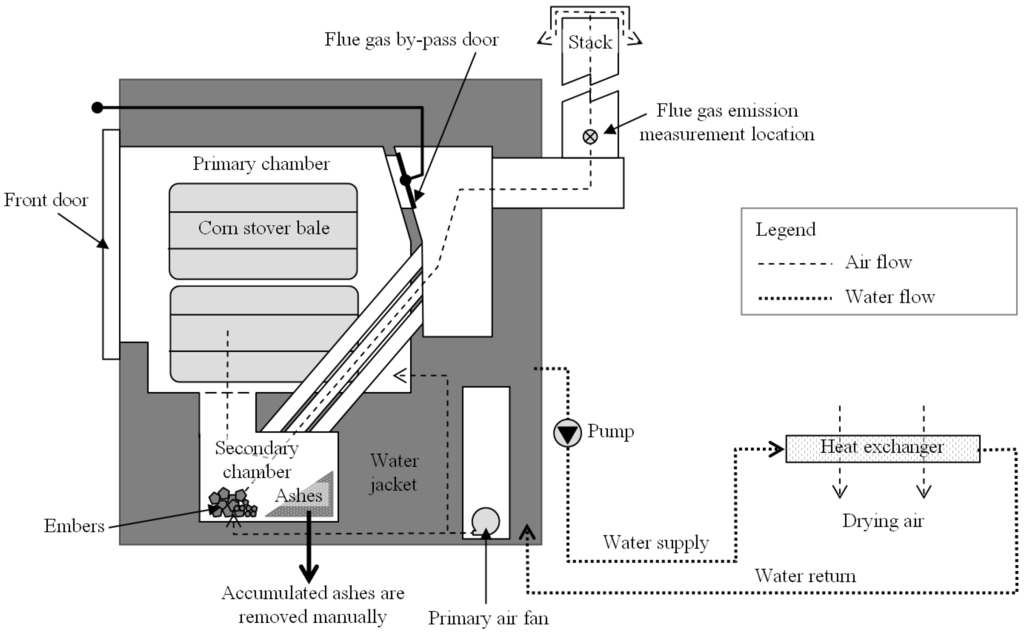
Figure 1.
Schematic of the 146-kW boiler with heat exchanger arrangement.
Several parameters were monitored during the experiment. Water temperature was recorded at the boiler exit and at the heat exchanger’s inlet and outlet with type T thermocouples. The heated air temperature was monitored on both sides of each heat exchanger with type T thermocouples. These data were automatically logged every minute by Field Point devices linked to a computer running a LabVIEW software interface (National Instruments, www.ni.com). Airflow through heat exchangers was manually measured with a hot-wire anemometer (TSI model 8330) using an airflow rectifier. A combustion, environmental & emissions analyzer (Bacharach model ECA 450) measured flue gas composition with the following accuracy: CO (±5%), O2 (±0.3% of O2), NO (±5%), NO2 (±5%), primary air temperature (±1 °C) and stack temperature (±3 °C between 125 and 249 °C). The measurement probe was inserted at the bottom of the stack and the primary air temperature was monitored at the upstream primary air fan (Figure 1). The analyzer calculates other variables such as CO2, NOx, excess air ratio and combustion efficiency. These data were monitored and recorded every 10 min. Finally a log book was used to report loaded biomass weight, loading times, and ash weight removed from the boiler.
The experimental design consisted of three 24-h trials of continuous operation, each using a single heat exchanger as a heat sink. Prior to each trial, the boiler’s water temperature was raised up to 82 °C by burning wood in order to reach steady state conditions. All unburned wood in the primary chamber, except for a small quantity of embers and ashes, was then removed. A trial started by loading two corn stover bales (about 10 kg each) that were ignited with the remaining embers. The operator manually loaded stover in the boiler when free space was available to contain a complete bale. Manual mixing of the burning biomass between bale feeding was required to break up bales and ensure proper combustion. Each trial ended after a continuous 24-h period. When the boiler’s water temperature became abnormally low (less than 65 °C) during a trial due to incomplete combustion, the boiler control was turned off temporarily to remove and weigh ash from the secondary combustion chamber. At the end of each trial, all remaining ash and unburned residues were removed and weighed from both chambers.
3. Results and Discussion
3.1. Corn Stover Characteristics
Corn stover bale characteristics are reported in Table 1. A group of 455 small bales was harvested on May 25th, 2009 and stored in a barn until combustion trials in September 2009; remaining bales were conserved in the same barn for subsequent ash and calorific analysis. At harvest, bales measured 0.35 m × 0.45 m × 0.59 m and had an average mass of 8.83 kg based on 20 samples. The average moisture content at harvest was 5.33% w.b. (wet basis) and the fresh density was 92.1 kg/m3. In April 2011, 20 other samples were used to measure gross calorific value (GCV) and ash content; at this time, average m.c. was 6.83%. The average GCV measured of 18.57 MJ/kg DM was found to be slightly higher than values reported in the literature (18.47 [7], 17.7 [8] and 17.65 MJ/kg DM [10]). Such differences could be explained by the corn stover elemental composition. The stover was harvested in spring when Cl and K would be lower; these elements are negative contributors to the overall GCV. The ash content was 5.88% d.b. with a standard deviation of 1.15%. The average value was found to be within the range reported in the literature (3.99 [7] and 6.1 [8] % d.b.). Depending on the harvesting method, soil contamination may lead to higher ash content and lower GCV.

Table 1.
Characteristics of corn stover bales at harvest, and at ash and GCV measurement.
| Characteristic | Units | Average | Standard Deviation | Minimum | Maximum |
|---|---|---|---|---|---|
| Bale length | m | 0.59 | 0.03 | 0.55 | 0.64 |
| Bale mass | kg | 8.83 | 0.90 | 7.47 | 10.53 |
| MC at harvest | % w.b. | 5.33 | 0.61 | 4.26 | 6.54 |
| MC at ash measurement | % w.b. | 6.83 | 0.17 | 6.40 | 7.07 |
| Density at harvest (wet basis) | kg/m3 | 92.1 | 7.1 | 81.3 | 102.3 |
| Density at harvest (dry basis) | kg DM/m3 | 87.2 | 6.9 | 76.0 | 97.1 |
| Gross calorific value (GCV) | MJ/kg DM | 18.57 | 0.32 | 17.57 | 19.02 |
| Ash content | % of DM | 5.88 | 1.15 | 4.73 | 9.25 |
3.2. Combustion Results
Table 2 reports average data for all three corn stover combustion trials performed in the boiler. A wood log combustion trial performed under similar conditions was added for comparison. Figure 2 shows biomass loads, boiler water and heat exchanger temperatures (inlet and exit air) for corn stover combustion trial 2 and the control wood log combustion trial over time. The trial durations varied between 24 and 27 h and started at 8 AM. The boiler’s water temperature was controlled by a built-in PID device with a normal variation between 76 and 82 °C. For stover combustion trials 1, 2 and 3, the average temperatures were 66.2, 73.3 and 70.5 °C respectively. As reported on Figure 2, the water temperature during corn stover combustion had a tendency to decrease over time due to partial obstruction of air flow by ashes and unburned residues in both combustion chambers. For trials 1, 2 and 3 air temperature gains of 27.3, 33.4 and 31.1 °C respectively, were obtained by heat transfer from water to air and are closely related to the heat exchangers inlet water and air temperatures. Water and air flow through the heat exchanger remained constant for the entire duration of the trials (0.47 L/s and 0.70 m3/s, respectively).
Table 2.
Average and standard deviations (SD) of process conditions, mass and energy balances and flue gas emissions for three corn stover combustion trials compared with wood log combustion.
| Units | Corn Stover | Wood Log | ||
|---|---|---|---|---|
| Average | SD | Control | ||
| Process conditions | ||||
| Trial duration | h | 25.0 | 1.6 | 24.0 |
| Boiler water temperature | °C | 70.0 | 3.6 | 78.4 |
| Inlet water temperature at exchanger | °C | 66.8 | 3.6 | 75.6 |
| Exit water temperature at exchanger | °C | 49.5 | 1.8 | 32.1 |
| Water flow rate in exchanger | L/s | 0.47 | 0.0 | 0.47 |
| Inlet air temperature at exchanger | °C | 12.1 | 3.4 | 12.8 |
| Exit air temperature at exchanger | °C | 42.7 | 2.3 | 44.8 |
| Air temperature gain | °C | 30.6 | 3.1 | 31.9 |
| Air flow rate through exchanger | m3/s | 0.70 | 0.0 | 0.70 |
| Mass balance | ||||
| Corn stover mass | kg, w.b. | 278.0 | 29.3 | - |
| Corn stover m.c. | %, w.b. | 8.7 | 0.0 | - |
| Hard wood mass | kg, w.b. | 18.7 | 24.2 | 291.6 |
| Hard wood m.c. | %, w.b. | 14.0 | 0.0 | 21.0 |
| Total biomass consumption | kg, w.b. | 296.7 | 44.2 | 291.6 |
| kg, d.b. | 269.9 | 39.3 | 230.3 | |
| Biomass consumption rate | kg/h, w.b. | 11.8 | 1.2 | 12.1 |
| Ash and unburned residues | %, d.b. | 7.5 | 1.4 | 1.7 |
| Energy balance | ||||
| Corn stover GCV | MJ/kg, w.b. | 17.0 | 0.0 | - |
| Hard wood GCV | MJ/kg, w.b. | 16.8 | 0.0 | 15.5 |
| Gross energy available in biomass | MJ | 5029 | 747 | 4511 |
| Net energy available in process water | MJ | 2856 | 461 | 3479 |
| Net energy transferred to process air | MJ | 2295 | 299 | 2888 |
| Efficiency, biomass to process water | % | 56.8 | 4.1 | 77.1 |
| Efficiency, process water to process air | % | 80.7 | 2.9 | 83.0 |
| Global efficiency of heat transfer | % | 45.7 | 2.5 | 64.0 |
| Flue gas emission | ||||
| CO | mg/m3 | 1324 | 216 | 118 |
| CO2 | % | 9.7 | 0.9 | 6.3 |
| NO | mg/m3 | 97.9 | 27.2 | 50.0 |
| NO2 | mg/m3 | 1.2 | 1.0 | 0.6 |
| NOx | mg/m3 | 99.1 | 26.3 | 50.6 |
| Excess air ratio | 1.4 | 0.2 | 2.3 | |
| Stack temperature | °C | 205.2 | 34.7 | 161.6 |
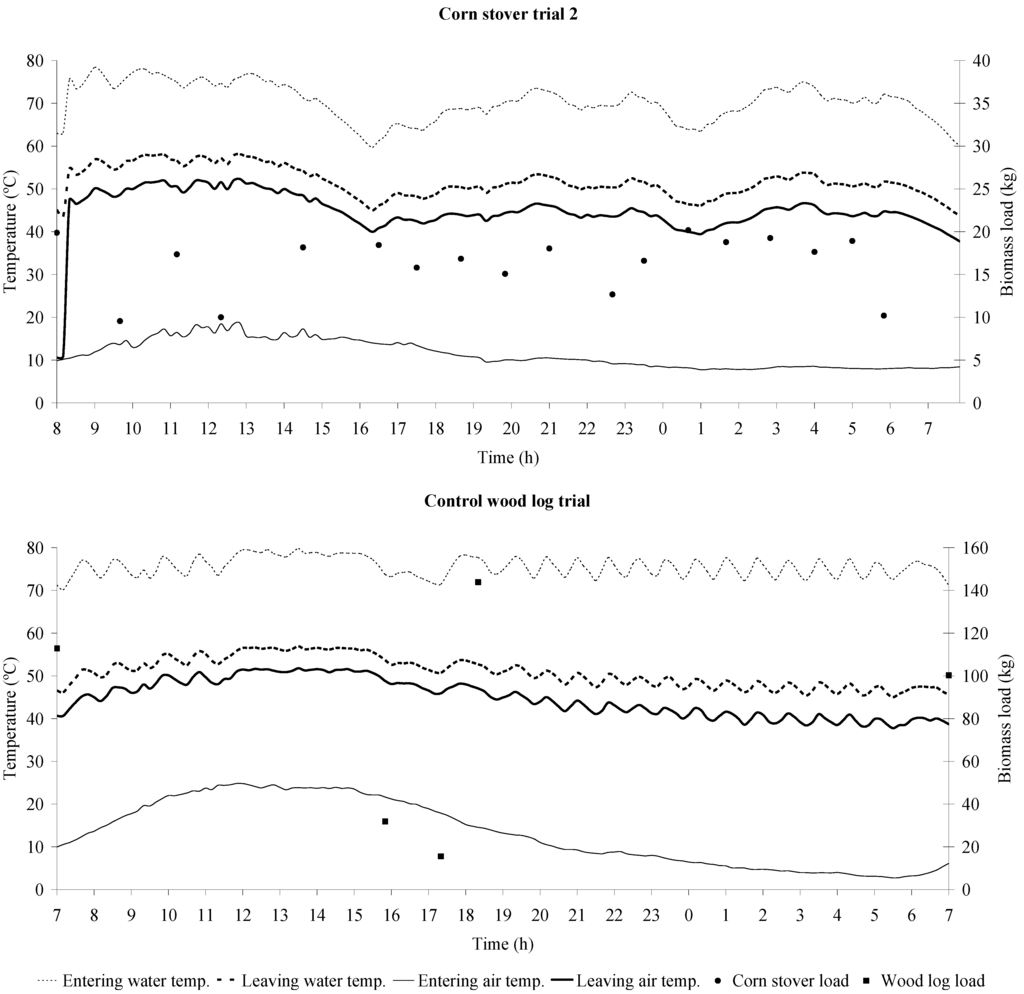
Figure 2.
Discrete biomass loads and temperatures of water and air entering and exiting the heat exchanger for corn stover combustion trial 2 and control (wood combustion trial).
Total corn stover consumed over a trial period varied from 244 to 296 kg w.b. In trials 1 and 3, additional wood was burnt to raise the boiler’s water temperature up to the set point at the beginning of each trial. The corn stover consumption rate varied from 10.5 to 12.8 kg/h and was similar to the control wood combustion trial (12.1 kg/h). However, the ash content including unburned residues was higher (average at 7.5% d.b.) with corn stover compared to wood (1.7% d.b.). The value obtained with the ash analyzer for corn stover (5.88% d.b.) suggests that there was approximately 2% of unburned stover in the residue.
A GCV for corn stover of 17 MJ/kg at 8.7% m.c. and an estimate for wood of 16.8 MJ/kg at 14% m.c. and of 15.5 MJ/kg at 21% m.c. were used to calculate total available energy [12]. The average heat transfer efficiency from heat generated by corn stover combustion to water was lower than for the wood-only batch (56.8 vs. 77.1%). The water-to-air efficiencies were higher and ranged between 78.8 and 84.0%. The average global efficiency was 45.7% for corn stover trials and 64% for wood. The lower efficiency obtained from corn stover combustion could be caused by several factors such as incomplete combustion of stover, no mechanical device to move or extract ashes that caused air flow obstruction and frequent door openings to feed the boiler. Also, as the corn stover had a lower inherent density, apparently no ember was generated. This lead to a lower combustion temperature in the secondary chamber and, eventually, to an incomplete combustion of flue gases.
As expected, flue gas emissions were higher for corn stover than for wood. Considerable amounts of CO and NOx were released during combustion. CO concentration averaged 1324 mg/m3 compared to wood at 118 mg/m3. NOx emissions averaged 99 mg/m3 compared to wood at 51 mg/m3. In small-scale biomass combustion applications, an excess air ratio over 1.5 is recommended to ensure an adequate mixing of inlet air and flue gas [12]. In Quebec (Canada), there are no emission limits with regards to carbon monoxide (CO) and nitrogen oxides (NOx) when using clean wood in a small (<3 MW) boiler. However, a CO limit of 114 mg/m3 is applicable to combustion of contaminated wood in large boilers (≥3 MW) [22]. The boiler used for the experiment had two air mixing settings, low burn and high burn that were automatically programmed in the boiler control settings and could not be modified. For corn stover trials, the measured excess air ratio ranged from 1.2 to 1.6. These low excess air ratios help explain the incomplete combustion of corn stover resulting in high emissions of CO. It is recommended to keep the primary air inlet holes free to allow proper air flow. When burning corn stover, this was not possible as the stover would partially cover the inlet air holes thus restricting air flow, reducing combustion temperature and increasing emissions. This was not observed during the wood fuel combustion trial as the measured excess air ratio was 2.3. This is an expected value for an adiabatic combustion temperature in the vicinity of 1100 °C according to Van Loo and Koppejan [12] and the boiler manufacturer (Central Boiler). For wood, an average combustion efficiency of 74.9% was measured by the gas analyzer. The combustion efficiency is defined as 100 percent minus the percentage of heat lost up the vent (called “flue loss”). Meanwhile, the combustion efficiency was not calculated for corn stover by the gas analyzer because no other biomass setting than wood was programmed in the equipment.
4. Conclusions
When considering only calorific values, spring harvested corn stover had a high potential as a biomass fuel because of its very low moisture content, thereby requiring no artificial drying prior to combustion. However, for the same biomass consumption rate in the boiler, the net energy transferred to water was lower for corn stover than for wood logs. The corn stover combustion resulted in higher CO and NOx emissions and higher ash production compared to wood. The low density of baled corn stover may explain partly its incomplete combustion in an existing equipment designed for denser wood logs. Corn stover may nonetheless represent a good biomass to produce densified fuel such as pellets, briquettes and energy logs that require dry biomass. The conditioning of stover in this form should enable the fuel to have similar handling properties to woody type biomasses thus facilitating its use in existing systems. This study demonstrated that corn stover has the potential to produce combustion energy but the biomass may need to be densified or the boiler should be modified to improve airflow, enhance combustion completeness and facilitate ash removal.
Acknowledgments
The authors would like to thank Pierre-Luc Lizotte, Andrée-Dominique Baillargeon, Héloïse Bastien and François-Simon Robert for their assistance with data collection and analysis. Special thanks go to Richard Matte, hay producer in Neuville, for collaboration with the project.
References
- Corn: Situation and Outlook, 2009; Agriculture and Agri-Food Canada: Ottawa, Canada. Available online: http://www.agr.gc.ca/pol/mad-dam/pubs/rmar/pdf/rmar_01_02_2009-06-19_eng.pdf (accessed on 16 May 2011).
- Corn Stover, 2010; Agriculture and Agri-Food Canada: Ottawa, Canada. Available online: www4.agr.gc.ca/AAFC-AAC/display-afficher.do?id=1226595533096&lang=eng (accessed on 13 May 2011).
- D’Amours, L.; Savoie, P.; Lavoie, F.; Lefsrud, M. Vertical Partition of Corn Stover Fractions Prior to Harvest; ASABE Paper No. 083592; American Society of Agricultural and Biological Engineers: St. Joseph, MI, USA, 2008. [Google Scholar]
- Graham, R.L.; Nelson, R.; Sheehan, J.; Perlack, R.D.; Wright, L.L. Current and potential U.S. corn stover supplies. Agron. J. 2007, 99, 1–11. [Google Scholar]
- Lizotte, P.-L.; Savoie, P. Spring Harvest of Corn Stover. In Proceedings of the ASABE Annual International Meeting, Pittsburg, CA, USA, 20–23 June 2010.
- Bennett, A.S.; Bern, C.J.; Richard, T.L.; Anex, R.P. Corn grain drying using corn stover combustion and CHP systems. Trans. ASABE 2007, 50, 2161–2170. [Google Scholar] [CrossRef]
- Schmidt, A.; Zschetzsche, A.; Hantsch-Linhart, W. Analyse von biogenen Brennstoffen. TU Wien, Institut für Verfahrens-, Brennstoff- und Umwelttechnik: Vienna, Austria, 1993. Available online: http://www.citeulike.org/user/tunheim/article/1026508 (accessed on 28 June 2011).
- Sumner, H.R.; Sumner, P.E.; Hammond, W.C.; Monroe, G.E. Indirect-fired biomass furnace test and bomb calorimeter determinations. Trans. ASAE 1983, 26, 238–241. [Google Scholar] [CrossRef]
- Xiong, S.; Burvall, J.; Örberg, H.; Kalen, G.; Thyrel, M.; Öhman, M.; Boström, D. Slagging characteristics during combustion of corn stovers with and without kaolin and calcite. Energy Fuels 2008, 22, 3465–3470. [Google Scholar] [CrossRef]
- Pordesimo, L.O.; Hames, B.R.; Sokhansanj, S.; Edens, W.C. Variation in corn stover composition and energy content with crop maturity. Biomass Bioenergy 2005, 28, 366–374. [Google Scholar] [CrossRef]
- Sustainable Energy Authority of Ireland. Greener Home Scheme–Wood Pellet Fuel. 2-page leaflet. Available online: http://www.seai.ie/ (accessed on 28 June 2011).
- Van Loo, S.; Koppejan, J. The Handbook of Biomass Combustion and Co-Firing; Earthscan Publications Ltd.: London, UK, 2008. [Google Scholar]
- Jenkins, B.M.; Baxter, L.L.; Miles, T.R., Jr.; Miles, T.R. Combustion properties of biomass. Fuel Process. Technol. 1998, 54, 17–46. [Google Scholar] [CrossRef]
- Canada Mortgage and Housing Corporation. A Guide to Residential Wood Heating; Library and Archives Canada Cataloguing: Ottawa, Canada, 2008; Available online: http://www.cmhc.ca (accessed on 27 June 2011).
- Cherney, J.H. Grass Combustion Update, July 2010; Cornell Cooperative Extension: Ithaca, NY, USA. Available online: http://cce.cornell.edu/EnergyClimateChange/Documents/Cherney%20Grass%20for%20Combustion%202010%20update%20_3_%20_3_.pdf (accessed on 18 July 2011).
- Villeneuve, J.; Savoie, P. A Review of Standards Related to Biomass Combustion. Presented at the XVIIth World Congress of CIGR, Quebec City, Canada, 13–17 June 2010; Paper CSBE 100457. Available online: http://www.bioeng.ca/ (accessed on 28 June 2011).
- Shinners, K.J.; Binversie, B.N.; Muck, R.E.; Weimer, P.J. Comparison of wet and dry corn stover harvest and storage. Biomass Bioenergy 2007, 31, 211–221. [Google Scholar] [CrossRef]
- ASABE. S358.2: Moisture Measurement–Forages. In ASABE Standards, 57th ed.; American Society of Agricultural and Biological Engineers: St. Joseph, MI, USA, 2010. [Google Scholar]
- British Standards Institution. Solid Biofuels. Determination of Calorific Value; Standard Number BS EN 14918:2009. British Standards Institution: London, UK, March 2010. Available online: http://www.bsigroup.com/ (accessed on 28 June 2011).
- ASTM Standard D7582–10. Standard Test Methods for Proximate Analysis of Coal and Coke by Macro Thermogravimetric Analysis; ASTM International: West Conshohocken, PA, USA. Available online: http://www.astm.org/ (accessed on 28 June 2011).
- Morissette, R.; Savoie, P.; Lizotte, P.-L. Drying Baled Hay with Combined Solar and Biomass Heat Sources. In Proceedigns of the 33rd International Symposium of the Section IV of CIGR, Bucharest, Romania, 23–25 June 2011.
- MDDEP. Règlement sur l’assainissement de l’atmosphère; Gazette officielle du Québec, 15 June 2011. 143e année, no. 24. Available online: http://guidedesodeurs.reseau-environnement.com/Ndf_Quebec_RAA.pdf (accessed on 18 July 2011).
© 2011 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license ( http://creativecommons.org/licenses/by/3.0/).