
A Review of Research on Advanced Control Methods for Underground Coal Gasification Processes






Abstract
1. Introduction
2. Overview of UCG Advanced Control Techniques
2.1. Adaptive Feedback Control
- Over-pressure control—the flow of the injected oxidizer is adjusted to stabilize underground temperature, syngas composition, or its calorific value. Increasing the amount of gasification agent can increase the calorific value of the syngas. The disadvantage of this type of control is a possible gas leak to the surrounding strata or cooling of the reduction zone with too much gasification agent [28,67,68].
- Under-pressure control (also called burning control)—the exhaust ventilator adjusts under pressure. Air enters the georeactor under negative pressure (i.e., through an injection well or various cracks) and supports the smoldering of the coal. There are no syngas leaks into the surrounding strata. At the same time, the ventilator sucks the syngas to the surface for further processing [28,69,70].
- Combined control—those as mentioned above are used.
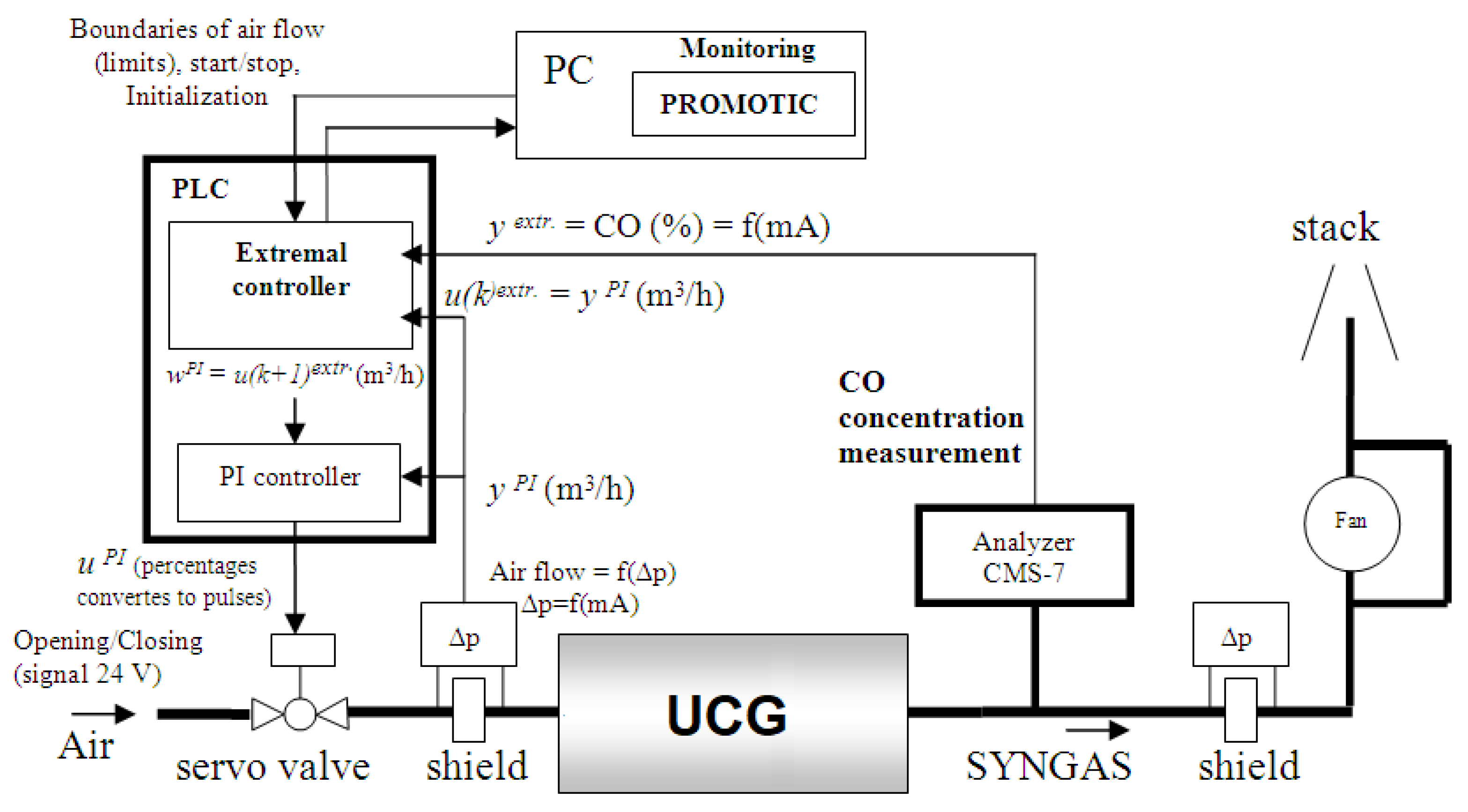
2.2. Extremum Seeking Control
2.2.1. Model-Free ESC
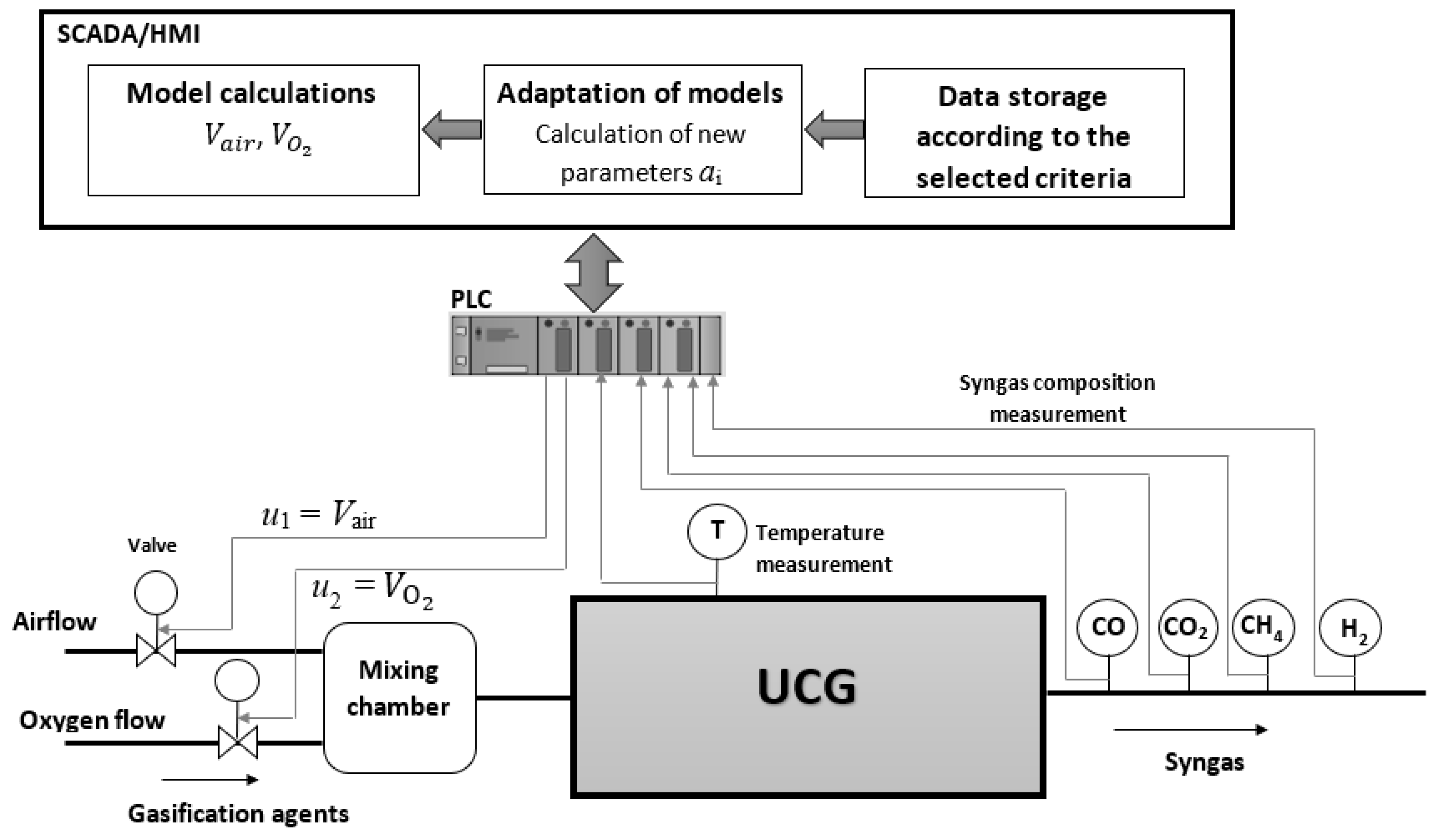
2.2.2. Model-Based ESC
- Reaching high temperatures—circa 1000 C,
- The production of syngas with the highest possible calorific value—i.e., an almost zero concentration of O and the highest possible concentration of CO, CH, and H in the syngas.
- Recording measured data to the dataset according to the selected criteria or the stage of the gasification process,
- Estimation of new model parameters for manipulation variables (i.e., adaptation).
- The calorific value of syngas (: 1 < < 3 MJ/m,
- The calorific value of syngas (): 3 < < 6 MJ/m,
- The calorific value of syngas (): > 6 MJ/m,
- The maximum temperature in the coal channel (): > 900 C.
2.3. Robust Control
2.3.1. Sliding Mode Control
2.3.2. Multivariable Robust Control
2.4. Model Predictive Control
3. Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Method | Advantages | Disadvantages | UCG Applications |
|---|---|---|---|
| Adaptive Control (AC) | Improved performance: Adaptive control can improve the performance of a system by adjusting its parameters in real-time to compensate for changes or disturbances in the system or disturbances. Robustness: Adaptive control can be more robust to changes in the system and disturbances than non-adaptive control, as it can adjust its behavior to compensate for these changes. Reduced reliance on accurate models: Adaptive control can work effectively even if the system being controlled has uncertain or unknown parameters, as it can adapt to changes in the system without relying on a detailed model. Increased flexibility: Adaptive control can be applied to many systems and processes, including those with highly nonlinear and dynamic behaviors. Improved efficiency: Adaptive control can improve a system’s energy efficiency by adjusting its behavior to minimize energy consumption and waste. | Complexity: Adaptive control systems can be more complex than non-adaptive control systems, as they may require additional sensors, algorithms, and controllers to adjust their behavior in real-time. Tuning difficulties: Adaptive control systems can be difficult to tune and optimize, as they require a careful selection of control parameters and adaptation algorithms to achieve optimal performance. Computational requirements: Adaptive control systems may have higher computational requirements than non-adaptive control systems, requiring real-time sensor data processing and adaptation algorithms. Stability issues: Adaptive control systems may be prone to stability issues, such as oscillations or instability, if not designed and implemented correctly. Sensitivity to noise: Adaptive control systems may be sensitive to measurement noise and other disturbances, affecting their accuracy and stability. | [28,68,71] |
| Model-free extremum seeking control | Simplicity: Model-free ESC is generally simpler to implement than model-based ESC, as it does not require the development and validation of a mathematical model of the system. Robustness: Model-free ESC can be more robust to model uncertainties and discrepancies between the model and the actual system behavior, as it does not rely on an optimization model. Flexibility: Model-free ESC can be applied to many systems and processes, including those with highly nonlinear and dynamic behaviors. Reduced computational requirements: Model-free ESC may require less computational power than model-based ESC, as it does not require the computation of model-based optimization algorithms. Reduced design effort: Model-free ESC can require less design effort than model-based ESC, particularly for complex systems where developing an accurate model may be challenging. | Reduced accuracy: Model-free ESC may not achieve the same level of accuracy as model-based ESC, as it does not use a mathematical model of the system to optimize performance. Sensitivity to noise: Model-free ESC may be more sensitive to measurement noise and other disturbances in the system, which can affect the accuracy of the optimization results. Difficulty in tuning: Model-free ESC may require more effort in tuning its parameters than model-based ESC, as it relies on heuristics and empirical data to optimize performance. Limited insight: Model-free ESC may not provide the same level of insight into the underlying behavior of the system as model-based ESC, as it does not use a mathematical model to capture the system dynamics. Limited applicability: Model-free ESC may not be suitable for all systems and processes, particularly those with highly complex and nonlinear dynamics. | [25,31,32,67,68,80,83] |
| Model-based extremum seeking control (ESC) | Improved accuracy: By using a model of the system, model-based ESC can achieve higher accuracy in finding the optimal control input, leading to better performance. Better adaptability: Model-based ESC can adapt to changes in the system or process being controlled by updating the model parameters, leading to more robust control. Reduced complexity: Model-based ESC can simplify the control design by using a mathematical model of the system to capture its behavior rather than relying on empirical data. Increased flexibility: Model-based ESC can be applied to various systems and processes, including those with nonlinear and time-varying dynamics. Increased insight: By using a model of the system, model-based ESC can provide insights into the underlying dynamics and behaviors of the system, which can inform future design and optimization efforts. | Model uncertainty: The accuracy of the optimization results in model-based ESC depends on the accuracy of the mathematical model of the system, which may not always be completely accurate. Model uncertainty can lead to suboptimal performance or even instability in the control system. Model complexity: Developing a mathematical model of the system can be a complex task, particularly for systems with highly nonlinear and dynamic behaviors. Model complexity can lead to increased computational requirements and increased design effort. Model validation: The accuracy of the model used for optimization must be validated through experimentation or other means. Model validation can be time-consuming and costly. Model mismatch: Even with accurate models, there may be discrepancies between the model and the system’s actual behavior, which can lead to suboptimal performance. Implementation challenges: Implementing model-based ESC may require specialized hardware or software, leading to increased costs or design effort. | [25,33,83] |
| Sliding mode control (SMC) | Robustness: SMC is a robust control technique that can handle uncertainties and disturbances in the system. This means that it can maintain control even when there are changes in the system or external factors affecting the process. Fast response: SMC has a fast response time due to the sliding mode motion, which allows it to track reference signals quickly and accurately. High accuracy: SMC has high accuracy because it eliminates the steady-state error that is common in other control techniques. This means that it can achieve a high level of precision in controlling the system. Low sensitivity: SMC is insensitive to modeling errors and uncertainties in the system. This makes it a suitable technique for controlling systems with significant uncertainties or disturbances. Simple implementation: SMC can be implemented easily and with a relatively simple design, making it a practical choice for many applications. Energy efficiency: SMC can reduce energy consumption by minimizing overshoots and improving the transient response of the system. | Chattering: One of the most significant drawbacks of SMC is the possibility of chattering, which is a high-frequency oscillation that can occur around the sliding surface. Chattering can cause excessive wear and tear on the system and can be audible, making it unsuitable for certain applications. High control effort: SMC can require a high control effort, which can lead to increased energy consumption and wear on the system components. Dependence on model accuracy: SMC is dependent on an accurate model of the system, and any modeling errors can lead to poor performance or instability. This means that modeling and identification are critical for the success of SMC. Parameter tuning: The design of the sliding mode controller requires the selection of appropriate control parameters, which can be challenging and time-consuming. Additionally, the parameters may need to be adjusted based on changes in the system or operating conditions. Implementation complexity: SMC requires the implementation of a sliding mode motion, which can be more complex than other control techniques. This can require additional hardware and software components, increasing the overall complexity of the system. Sensitivity to noise: SMC can be sensitive to noise in the system, which can lead to instability or poor performance. This means that noise filtering and signal conditioning are critical for the success of SMC in noisy environments. | [36,37,39,84,88,89,90,91,92] |
| Model predictive control (MPC) | Handling of constraints: MPC can handle input and output constraints in a natural way. This means that the controller can take into account physical and safety constraints when generating control inputs, ensuring that the system operates within safe and feasible limits. Predictive ability: MPC uses a model of the system to predict future behavior and optimize the control input accordingly. This means that the controller can anticipate future changes in the system and take appropriate action to maintain desired performance. Optimization: MPC optimizes a performance criterion over a finite time horizon. This means that the controller can generate control inputs that not only maintain stability but also optimize a desired performance criterion, such as energy efficiency or production rate. Flexibility: MPC can handle multivariable systems with complex dynamics, making it a flexible control technique. It can also handle systems with time-varying parameters and nonlinear dynamics. Adaptability: MPC can be adapted to handle changing operating conditions or to account for model uncertainty. This means that the controller can be updated or re-tuned as needed to maintain performance. | Computational complexity: MPC requires the solution of an optimization problem at each time step, which can be computationally intensive. This means that the controller may require significant computational resources and may not be suitable for real-time control applications. Model accuracy: MPC relies on an accurate model of the system, which can be challenging to develop and maintain. If the model is inaccurate, the controller may generate suboptimal control inputs or even destabilize the system. Sensitivity to model errors: MPC is sensitive to errors in the system model. Small errors in the model can result in significant differences between predicted and actual system behavior, leading to suboptimal control inputs or even instability. Need for tuning: MPC requires the tuning of several parameters, including the prediction horizon, control horizon, and weighting factors. Tuning these parameters can be time-consuming and requires expertise. Limited disturbance rejection: MPC is designed to optimize the system’s behavior over a finite time horizon. This means that it may not be able to handle unforeseen disturbances that occur outside the prediction horizon. Lack of transparency: MPC is a black-box control technique, which means that it may be difficult to understand how the controller is generating control inputs or why it is making certain decisions. | [41,42] in UCG and [93,94,95,96,97] in gasification industry. |
References
- Maev, S.; Blinderman, M.S.; Gruber, G.P. Underground coal gasification (UCG) to products: Designs, efficiencies, and economics. In Underground Coal Gasification and Combustion; Elsevier: Amsterdam, The Netherlands, 2018; pp. 435–468. [Google Scholar] [CrossRef]
- Martirosyan, A.V.; Ilyushin, Y.V. The Development of the Toxic and Flammable Gases Concentration Monitoring System for Coalmines. Energies 2022, 15, 8917. [Google Scholar] [CrossRef]
- Aghalayam, P. Underground Coal Gasification: A Clean Coal Technology. In Handbook of Combustion; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2010. [Google Scholar] [CrossRef]
- Olness, D.U. The Podmoskovnaya Underground Coal Gasification Station; Technical Report; Lawrence Livermore National Laboratory, University of California: Livermore, CA, USA, 1981. [Google Scholar]
- Gregg, D.W.; Hill, R.W.; Olness, D.U. An Overview of the Soviet Effort in Underground Coal Gasification; Technical Report UCRL-52004; Technical Report; Lawrence Livermore Laboratory, University of California: Berkeley, CA, USA, 1976. [Google Scholar]
- Saptikov, I.M. History of UCG development in the USSR. In Underground Coal Gasification and Combustion; Elsevier: Amsterdam, The Netherlands, 2018; pp. 25–58. [Google Scholar] [CrossRef]
- Lindblom, S.R. Sampling and Analyses Report for December 1991 Semiannual Postburn Sampling at the RM1 UCG Site, Hanna, Wyoming. [Quarterly Report, January–March 1992]; Technical Report; Office of Scientific and Technical Information (OSTI): Oak Ridge, TN, USA, 1992. [CrossRef]
- Boysen, J.E.; Canfield, M.T.; Covell, J.R.; Schmit, C.R. Detailed Evaluation of Process and Environmental Data from the Rocky Mountain I Underground Coal Gasification Field Test; Technical Report No. GRI-97/0331; Technical Report; Gas Research Institute: Chicago, IL, USA, 1998. [Google Scholar]
- Cena, R.J.; Thorsness, C.B. Underground Coal Gasification Database; Technical Report UCID-19169; Technical Report; Lawrence Livermore National Laboratory, University of California: Berkeley, CA, USA, 1981. [Google Scholar]
- Chandelle, V.; Li, T.K.; Ledent, P. Belgo-German Experiment on Underground Gasification Demonstration Project; Technical Report; Commission of the European Communities: Brussels, Belgium, 1989; ISBN 92-825-9673-7. [Google Scholar]
- Walker, L.K.; Blinderman, M.S.; Brun, K. An IGCC Project at Chinchilla, Australia Based on Underground Coal Gasification UCG. In Proceedings of the 2001 Gasification Technologies Conference, San Francisco, CA, USA, 8–10 October 2001; pp. 1–6. [Google Scholar]
- Khan, M.M.; Mmbaga, J.P.; Shirazi, A.S.; Trivedi, J.; Liu, Q.; Gupta, R. Modelling Underground Coal Gasification—A Review. Energies 2015, 8, 12603–12668. [Google Scholar] [CrossRef]
- Bhutto, A.W.; Bazmi, A.A.; Zahedi, G. Underground coal gasification: From fundamentals to applications. Prog. Energy Combust. Sci. 2013, 39, 189–214. [Google Scholar] [CrossRef]
- Blinderman, M.S.; Blinderman, A.; Taskaev, A. What makes a UCG technology ready for commercial application? In Underground Coal Gasification and Combustion; Elsevier: Amsterdam, The Netherlands, 2018; pp. 403–434. [Google Scholar] [CrossRef]
- Eftekhari, A.A.; Kooi, H.V.D.; Bruining, H. Exergy analysis of underground coal gasification with simultaneous storage of carbon dioxide. Energy 2012, 45, 729–745. [Google Scholar] [CrossRef]
- Duan, T.; Lu, C.; Xiong, S.; Fu, Z.; Zhang, B. Evaluation method of the energy conversion efficiency of coal gasification and related applications. Int. J. Energy Res. 2015, 40, 168–180. [Google Scholar] [CrossRef]
- Seifi, M.; Abedi, J.; Chen, Z. Application of porous medium approach to simulate UCG process. Fuel 2014, 116, 191–200. [Google Scholar] [CrossRef]
- Perkins, G.M.P. Mathematical Modelling of Underground Coal Gasification. Ph.D Thesis, School of Materials Science and Engineering, The University of New South Wales, Kensington, Australia, 2005. [Google Scholar] [CrossRef]
- Blinderman, M.S.; Saulov, D.N.; Klimenko, A.Y. Forward and reverse combustion linking in underground coal gasification. Energy 2008, 33, 446–454. [Google Scholar] [CrossRef]
- Wall, T.F.; Liu, G.; Wua, H.; Roberts, D.G.; Benfell, K.E.; Gupta, S.; Lucas, J.A.; Harris, D.J. The effects of pressure on coal reactions during pulverised coal combustion and gastification. Fuel Energy Abstr. 2003, 44, 133–134. [Google Scholar] [CrossRef]
- Perkins, G.; Sahajwalla, V. A Numerical Study of the Effects of Operating Conditions and Coal Properties on Cavity Growth in Underground Coal Gasification. Energy Fuels 2006, 20, 596–608. [Google Scholar] [CrossRef]
- Fang, H.; Liu, Y.; Ge, T.; Zheng, T.; Yu, Y.; Liu, D.; Ding, J.; Li, L. A Review of Research on Cavity Growth in the Context of Underground Coal Gasification. Energies 2022, 15, 9252. [Google Scholar] [CrossRef]
- Tianhong, D.; Zuotang, W.; Limin, Z.; Dongdong, L. Gas Production Strategy of Underground Coal Gasification Based on Multiple Gas Sources. Sci. World J. 2014, 2014, 1–9. [Google Scholar] [CrossRef]
- Garner, K.R.; Walker, L.K. Underground Coal Gasification. The Final Frontier—Developing a Regulatory Framework. Energy Environ. 2015, 26, 965–983. [Google Scholar] [CrossRef]
- Kačur, J. Riadenie Procesov Podzemného Splyňovania Uhlia (en: Control of Underground Coal Gasification Processes). Habilitation Thesis, Technical University of Košice, Faculty BERG, Košice, Slovak Republic, 2016. [Google Scholar]
- Khadse, A.; Qayyumi, M.; Mahajani, S.; Aghalayam, P. Underground coal gasification: A new clean coal utilization technique for India. Energy 2007, 32, 2061–2071. [Google Scholar] [CrossRef]
- Kačur, J.; Durdán, M.; Laciak, M.; Flegner, P. Impact analysis of the oxidant in the process of underground coal gasification. Measurement 2014, 51, 147–155. [Google Scholar] [CrossRef]
- Kačur, J.; Kostúr, K. Approaches to the Gas Control in UCG. Acta Polytech. 2017, 57, 182–200. [Google Scholar] [CrossRef]
- Thorsness, C.B.; Rozsa, R.B. In-Situ Coal Gasification: Model Calculations and Laboratory Experiments. Soc. Pet. Eng. J. 1978, 18, 105–116. [Google Scholar] [CrossRef]
- Benosman, M. Adaptive Control. In Learning-Based Adaptive Control; Elsevier: Amsterdam, The Netherlands, 2016; pp. 19–53. [Google Scholar] [CrossRef]
- Kačur, J.; Laciak, M.; Durdán, M.; Flegner, P. Model-Free Control of UCG Based on Continual Optimization of Operating Variables: An Experimental Study. Energies 2021, 14, 4323. [Google Scholar] [CrossRef]
- Kostúr, K.; Kačur, J. Extremum Seeking Control of Carbon Monoxide Concentration in Underground Coal Gasification. IFAC-PapersOnLine 2017, 50, 13772–13777. [Google Scholar] [CrossRef]
- Kačur, J.; Laciak, M.; Durdán, M.; Flegner, P. Application of multivariate adaptive regression in soft-sensing and control of UCG. Int. J. Model. Identif. Control 2019, 33, 246–260. [Google Scholar] [CrossRef]
- Wei, Q.; Liu, D. Adaptive dynamic programming for optimal tracking control of unknown nonlinear systems with application to coal gasification. Trans. Autom. Sci. Eng. IEEE 2014, 11, 1020–1036. [Google Scholar] [CrossRef]
- Liu, S.; Hou, Z.; Yin, C. Data-driven modeling for fixed-bed intermittent gasification processes by enhanced lazy learning incorporated with relevance vector machine. In Proceedings of the 11th IEEE International Conference on Control & Automation (ICCA), Taichung, Taiwan, 18–20 June 2014; IEEE: Piscataway, NJ, USA, 2014; pp. 1019–1024. [Google Scholar] [CrossRef]
- Uppal, A.A.; Bhatti, A.I.; Aamir, E.; Samar, R.; Khan, S.A. Control oriented modeling and optimization of one dimensional packed bed model of underground coal gasification. J. Process Control 2014, 24, 269–277. [Google Scholar] [CrossRef]
- Arshad, A.; Bhatti, A.I.; Samar, R.; Ahmed, Q.; Aamir, E. Model development of UCG and calorific value maintenance via sliding mode control. In Proceedings of the 2012 International Conference on Emerging Technologies, Islamabad, Pakistan, 8–9 October 2012; IEEE: Piscataway, NJ, USA, 2012; pp. 1–6. [Google Scholar] [CrossRef]
- Arshad, A. Modeling and Control of Underground Coal Gasification. Ph.D. Thesis, COMSATS Institute of Information Technology, Islamabad, Pakistan, 2016. [Google Scholar]
- Javed, S.B.; Uppal, A.A.; Samar, R.; Bhatti, A.I. Design and implementation of multi-variable H∞ robust control for the underground coal gasification project Thar. Energy 2021, 216, 1–11. [Google Scholar] [CrossRef]
- Chaudhry, A.M.; Uppal, A.A.; Alsmadi, Y.M.; Bhatti, A.I.; Utkin, V.I. Robust multi-objective control design for underground coal gasification energy conversion process. Int. J. Control 2018, 93, 328–335. [Google Scholar] [CrossRef]
- Kačur, J.; Flegner, P.; Durdán, M.; Laciak, M. Model Predictive Control of UCG: An Experiment and Simulation Study. Inf. Technol. Control 2019, 48, 557–578. [Google Scholar] [CrossRef]
- Chaudhry, A.M.; Uppal, A.A.; Bram, S. Model Predictive Control and Adaptive Kalman Filter Design for an Underground Coal Gasification Process. IEEE Access 2021, 9, 130737–130750. [Google Scholar] [CrossRef]
- Perkins, G.; Sahajwalla, V. Modelling of Heat and Mass Transport Phenomena and Chemical Reaction in Underground Coal Gasification. Chem. Eng. Res. Des. 2007, 85, 329–343. [Google Scholar] [CrossRef]
- Perkins, G.; Sahajwalla, V. Steady-State Model for Estimating Gas Production from Underground Coal Gasification. Energy Fuels 2008, 22, 3902–3914. [Google Scholar] [CrossRef]
- Rosen, M.A.; Reddy, B.V.; Self, S.J. Underground coal gasification (UCG) modeling and analysis. In Underground Coal Gasification and Combustion; Elsevier: Amsterdam, The Netherlands, 2018; pp. 329–362. [Google Scholar] [CrossRef]
- Magnani, C.F.; Farouq Ali, S.M. A Two-Dimensional Mathematical Model of the Underground Coal Gasification Process. In Proceedings of the Fall Meeting of the Society of Petroleum Engineers of AIME, Dallas, TX, USA, 28 September–1 October 1975. [Google Scholar] [CrossRef]
- Khadse, A.N.; Qayyumi, M.; Mahajani, S.M.; Aghalayam, P. Reactor Model for the Underground Coal Gasification (UCG) Channel. Int. J. Chem. React. Eng. 2006, 4, 1–25. [Google Scholar] [CrossRef]
- Winslow, A.M. Numerical model of coal gasification in a packed bed. Symp. Int. Combust. 1977, 16, 503–513. [Google Scholar] [CrossRef]
- Nourozieh, H.; Kariznovi, M.; Chen, Z.; Abedi, J. Simulation Study of Underground Coal Gasification in Alberta Reservoirs: Geological Structure and Process Modeling. Energy Fuels 2010, 24, 3540–3550. [Google Scholar] [CrossRef]
- Ji, P.; Gao, X.; Huang, D.; Yang, Y. Prediction of Syngas Compositions in Shell Coal Gasification Process via Dynamic Soft-sensing Method. In Proceedings of the 10th IEEE International Conference on Control and Automation (ICCA), Hangzhou, China, 12–14 June 2013; pp. 244–249. [Google Scholar] [CrossRef]
- Kačur, J.; Durdán, M.; Laciak, M.; Flegner, P. A Comparative Study of Data-Driven Modeling Methods for Soft-Sensing in Underground Coal Gasification. Acta Polytech. 2019, 59, 322–351. [Google Scholar] [CrossRef]
- Laciak, M.; Kačur, J.; Kostúr, K. Simulation Analysis for UCG with Thermodynamical Model. In Proceedings of the 9th International Carpathian Control Conference ICCC’2008, Sinaia, Romania, 25–28 May 2008; University of Craiova, Faculty of Automation, Computers and Electronics: Craiova, Romania, 2008; pp. 358–361. [Google Scholar]
- Laciak, M.; Kačur, J.; Kostúr, K. The verification of thermodynamic model for UCG process. In Proceedings of the ICCC 2016: 17th International Carpathian Control Conference, High Tatras, Slovakia, 29 May–1 June 2016; pp. 424–428. [Google Scholar] [CrossRef]
- Laciak, M.; Ráškayová, D. The using of thermodynamic model for the optimal setting of input parameters in the UCG process. In Proceedings of the ICCC 2016: 17th International Carpathian Control Conference, High Tatras, Slovakia, 29 May–1 June 2016; IEEE: Piscataway, NJ, USA, 2016; pp. 418–423. [Google Scholar] [CrossRef]
- Ráškayová, D.; Laciak, M.; Mudarri, T. The System of Optimization Quantity of Oxidizers in UCG Process with Thermodynamic Model. In Proceedings of the 2017 18th International Carpathian Control Conference (ICCC), Sinaia, Romania, 28–31 May 2017; IEEE: Piscataway, NJ, USA, 2017; pp. 76–80. [Google Scholar] [CrossRef]
- Brasseur, A.; Antenucci, D.; Bouquegneau, J.M.; Coëme, A.; Dauby, P.; Létolle, R.; Mostade, M.; Pirlot, P.; Pirard, J.P. Carbon stable isotope analysis as a tool for tracing temperature during the El Tremedal underground coal gasification at great depth. Fuel 2002, 81, 109–117. [Google Scholar] [CrossRef]
- Kačur, J.; Durdán, M.; Bogdanovská, G. Monitoring and Measurement of the Process variable in UCG. In Proceedings of the SGEM 2016: 16th International Multidisciplinary Scientific GeoConference, Albena, Bulgaria, 30 June–6 July 2016; pp. 295–302. [Google Scholar]
- Durdán, M.; Kačur, J. Indirect temperatures measurement in the UCG process. In Proceedings of the Proceedings of the 14th International Carpathian Control Conference (ICCC), Rytro, Poland, 26–29 May 2013; IEEE: Piscataway, NJ, USA, 2013; pp. 1–6. [Google Scholar] [CrossRef]
- Durdán, M.; Kostúr, K. Modeling of temperatures by using the algorithm of queue burning movement in the UCG Process. Acta Montan. Slovaca 2015, 20, 181–191. Available online: http://actamont.tuke.sk/pdf/2015/n3/3durdan.pdf (accessed on 24 February 2023).
- Liu, H.; Liu, S.; Chen, F.; Zhao, J.; Qi, K.; Yao, H. Mathematical Modeling of the Underground Coal Gasification Process in One Gasification Cycle. Energy Fuels 2019, 33, 979–989. [Google Scholar] [CrossRef]
- Kostúr, K. Mathematical modeling temperature’s fields in overburden during underground coal gasification. In Proceedings of the ICCC 2014: Proceedings of the 2014 15th International Carpathian Control Conference (ICCC), Velke Karlovice, Czech Republic, 28–30 May 2014; IEEE: Piscataway, NJ, USA, 2014; Volume 1, pp. 248–253. [Google Scholar] [CrossRef]
- Martirosyan, A.V.; Ilyushin, Y.V. Modeling of the Natural Objects’ Temperature Field Distribution Using a Supercomputer. Informatics 2022, 9, 62. [Google Scholar] [CrossRef]
- Fortuna, L.; Graziani, S.; Rizzo, A.; Xibilia, G.M. Soft Sensors for Monitoring and Control of Industrial Processes; Springer: London, UK, 2007. [Google Scholar] [CrossRef]
- Ji, T.; Shi, H. Soft Sensor Modeling for Temperature Measurement of Texaco Gasifier Based on an Improved RBF Neural Network. In Proceedings of the 2006 IEEE International Conference on Information Acquisition, Veihai, China, 20–23 August 2006; IEEE: Piscataway, NJ, USA, 2006; pp. 1147–1151. [Google Scholar] [CrossRef]
- Guo, R.; Cheng, G.X.; Wang, Y. Texaco Coal Gasification Quality Prediction by Neural Estimator Based on Dynamic PCA. In Proceedings of the 2006 IEEE International Conference on Mechatronics and Automation, Luoyang, China, 25–28 June 2006; pp. 1298–1302. [Google Scholar] [CrossRef]
- Perkins, G.; Saghafi, A.; Sahajwalla, W. Numerical Modelling of Underground Coal Gasification and Its Application to Australian Coal Seam Conditions; School of Materials Science and Engineering, University of New South Wales: Sydney, Australia, 2001. [Google Scholar]
- Kačur, J. Optimálne Riadenie Procesov Splyňovania uhlia v Podzemí (en: Optimal Control of Coal Gasification Processes in Underground). Ph.D. Thesis, Technical University of Košice, Faculty BERG, Košice, Slovakia, 2009. [Google Scholar]
- Kačur, J. Optimal Control of Underground Coal Gasification Processes; VSB—Technical University of Ostrava: Ostrava, Czech Republic, 2012; pp. 1–95. ISBN 978-80-248-3218-0. [Google Scholar]
- Gibb, A. The Underground Gasification of Coal; Sir Isaac Pitman & Sons Ltd.: London, UK, 1964. [Google Scholar]
- Chaiken, R.F.; Martin, J.W. In Situ Gasification and Combustion of Coal. In SME Mining Engineering Handbook; Society for Mining, Metallurgy and Exploration Inc. (SME): Littleton, CO, USA, 1998; pp. 1954–1970. [Google Scholar]
- Kačur, J.; Durdán, M.; Flegner, P.; Laciak, M. Application of Adaptive Control Methods in Coal Processing Idustry. In Proceedings of the SGEM International Multidisciplinary Scientific GeoConference EXPO Proceedings, SGEM 2017, Sofia, Bulgaria, 29 June–5 July 2017; pp. 103–110. [Google Scholar] [CrossRef]
- Bobál, V.; Böhm, J.; Fessl, J.; Macháček, J. Process Modelling and Identification for Use in Self-tuning Controllers. In Digital Self-tuning Controllers: Algorithms, Implementation and Applications (Advanced Textbooks in Control and Signal Processing); Springer: Berlin/Heidelberg, Germany, 2005; pp. 21–52. [Google Scholar] [CrossRef]
- Trollberg, O.; Jacobsen, E.W. Greedy Extremum Seeking Control with Applications to Biochemical Processes. IFAC-PapersOnLine 2016, 49, 109–114. [Google Scholar] [CrossRef]
- Dewasme, L.; Wouwer, A.V. Model-Free Extremum Seeking Control of Bioprocesses: A Review with a Worked Example. Processes 2020, 8, 120. [Google Scholar] [CrossRef]
- Ariyur, K.B.; Krstić, M. Real-Time Optimization by Extremum-Seeking Control; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2003. [Google Scholar] [CrossRef]
- Krstić, M.; Wang, H.H. Stability of extremum seeking feedback for general nonlinear dynamic systems. Automatica 2000, 36, 595–601. [Google Scholar] [CrossRef]
- Leblanc, M. Sur l’électrification des chemins de fer au moyen de courants alternatifs de fréquence élevée. Rev. Générale L’Électricité 1922, 12, 275–277. [Google Scholar]
- Zhang, C.; Ordóñez, R. Robust and adaptive design of numerical optimization-based extremum seeking control. Automatica 2009, 45, 634–646. [Google Scholar] [CrossRef]
- Zhang, C.; Ordóñez, R. Design of Extremum Seeking Control. In Extremum-Seeking Control and Applications; Springer: London, UK, 2012; pp. 47–66. [Google Scholar] [CrossRef]
- Laciak, M.; Kačur, J. Optimálne riadenie procesu splyňovania uhlia v laboratórnych podmienkach (en: Optimal Control of Coal Gasification Process in Laboratory Conditions. ATP J. 2010, 4, 47–50. [Google Scholar]
- Kostúr, K. Optimalizácia Procesov; Edičné stredisko TU v Košiciach: Košice, Slovakia, 1991. [Google Scholar]
- Stengel, R.F. Optimal Control and Estimation; Dover, Inc.: New York, NY, USA, 1994. [Google Scholar]
- Laciak, M.; Kačur, J. Automatizovaný systém riadenia podzemného splyňovania uhlia v laboratórnych podmienkach (en: Automated control system of underground coal gasification in laboratory conditions). ATP J. 2009, 8, 47–52. [Google Scholar]
- Uppal, A.A.; Alsmadi, Y.M.; Utkin, V.I.; Bhatti, A.I.; Khan, S.A. Sliding Mode Control of Underground Coal Gasification Energy Conversion Process. IEEE Trans. Control Syst. Technol. 2018, 26, 587–598. [Google Scholar] [CrossRef]
- Perruquetti, W.; Barbot, J.P. Sliding Mode Control In Engineering; Marcel Dekker, Inc.: New York, NY, USA; CRC Press: Basel, Switzerland, 2002. [Google Scholar] [CrossRef]
- Drakunov, S.V.; Utkin, V.I. Sliding mode control in dynamic systems. Int. J. Control 1992, 55, 1029–1037. [Google Scholar] [CrossRef]
- Dursun, E.H.; Durdu, A. Speed Control of a DC Motor with Variable Load Using Sliding Mode Control. Int. J. Comput. Electr. Eng. 2016, 8, 219–226. [Google Scholar] [CrossRef]
- Uppal, A.A.; Bhatti, A.I.; Aamir, E.; Samar, R.; Khan, S.A. Optimization and control of one dimensional packed bed model of underground coal gasification. J. Process Control 2015, 35, 11–20. [Google Scholar] [CrossRef]
- Uppal, A.A.; Butt, S.S.; Khan, Q.; Aschemann, H. Robust tracking of the heating value in an underground coal gasification process using dynamic integral sliding mode control and a gain-scheduled modified Utkin observer. J. Process Control 2019, 73, 113–122. [Google Scholar] [CrossRef]
- Uppal, A.A.; Butt, S.S.; Bhatti, A.I.; Aschemann, H. Integral Sliding Mode Control and Gain-Scheduled Modified Utkin Observer for an Underground Coal Gasification Energy Conversion Process. In Proceedings of the 2018 23rd International Conference on Methods & Models in Automation & Robotics (MMAR), Miedzyzdroje, Poland, 27–30 August 2018; IEEE: Piscataway, NJ, USA, 2018; pp. 357–362. [Google Scholar] [CrossRef]
- Khattak, M.; Uppal, A.A.; Khan, Q.; Bhatti, A.I.; Alsmadi, Y.M.; Utkin, V.I.; Chairez, I. Neuro-adaptive sliding mode control for underground coal gasification energy conversion process. Int. J. Control 2021, 95, 2337–2348. [Google Scholar] [CrossRef]
- Javed, S.B.; Utkin, V.I.; Uppal, A.A.; Samar, R.; Bhatti, A.I. Data-Driven Modeling and Design of Multivariable Dynamic Sliding Mode Control for the Underground Coal Gasification Project Thar. IEEE Trans. Control Syst. Technol. 2022, 30, 153–165. [Google Scholar] [CrossRef]
- Al Seyab, R.; Cao, Y. Nonlinear model predictive control for the ALSTOM gasifier. J. Process Control 2006, 16, 795–808. [Google Scholar] [CrossRef]
- Bequette, B.W.; Mahapatra, P. Model Predictive Control of Integrated Gasification Combined Cycle Power Plants; Technical Report; Rensselaer Polytechnic Inst.: Troy, NY USA, 2010. [Google Scholar] [CrossRef]
- Xu, Q.; Li, D.; Tan, W. Model predictive control for an IGCC gasifier. In Proceedings of the 33rd Chinese Control Conference, Nanjing, China, 28–30 July 2014; IEEE: Piscataway, NJ, USA, 2014; pp. 7742–7746. [Google Scholar] [CrossRef]
- Zhang, S.; Bentsman, J.; Lou, X.; Neuschaefer, C. Wavelet multiresolution model based generalized predictive control for Hybrid Combustion-Gasification Chemical Looping process. In Proceedings of the 2012 IEEE 51st IEEE Conference on Decision and Control (CDC), Maui, HI, USA, 10–13 December 2012; IEEE: Piscataway, NJ, USA, 2012; pp. 2409–2414. [Google Scholar] [CrossRef]
- Hou, Z.; Liu, S.; Yin, C. Local learning-based model-free adaptive predictive control for adjustment of oxygen concentration in syngas manufacturing industry. IET Control Theory Appl. 2016, 10, 1384–1394. [Google Scholar] [CrossRef]
































| sgn(u(k)) | sgn(y(k)) | sgn(w(k + 1)) |
|---|---|---|
| + | − | − |
| + | + | + |
| − | − | + |
| − | + | − |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kačur, J.; Laciak, M.; Durdán, M.; Flegner, P.; Frančáková, R. A Review of Research on Advanced Control Methods for Underground Coal Gasification Processes. Energies 2023, 16, 3458. https://doi.org/10.3390/en16083458
Kačur J, Laciak M, Durdán M, Flegner P, Frančáková R. A Review of Research on Advanced Control Methods for Underground Coal Gasification Processes. Energies. 2023; 16(8):3458. https://doi.org/10.3390/en16083458
Chicago/Turabian StyleKačur, Ján, Marek Laciak, Milan Durdán, Patrik Flegner, and Rebecca Frančáková. 2023. "A Review of Research on Advanced Control Methods for Underground Coal Gasification Processes" Energies 16, no. 8: 3458. https://doi.org/10.3390/en16083458
APA StyleKačur, J., Laciak, M., Durdán, M., Flegner, P., & Frančáková, R. (2023). A Review of Research on Advanced Control Methods for Underground Coal Gasification Processes. Energies, 16(8), 3458. https://doi.org/10.3390/en16083458