
Noninvasive Methods of Active Thermographic Investigation: Short Overview of Theoretical Foundations with an Example of Application


Abstract
:1. Introduction
2. Heat Flow (Heat Wave) Models in Objects with Selected Shapes
- T—temperature, K or °C,
- τ—time, s,
- a = λ/(ρ∙cp)—thermal diffusivity coefficient, m2/s,
- λ—thermal conductivity coefficient, W/(m∙K),
- ρ—density, kg/m3,
- cp—specific heat at constant pressure p, W∙s/(kg∙K)
- —a vector called nabla or Hamilton’s operator or gradient.
- wq—the speed of propagation of the heat flux q, m/s.
- qυ—capacity of volumetric internal heat source.
- A semi-infinite body with an initial temperature To, without internal heat sources, subjected to a step forcing to a temperature Tm at the surface [41]:
- 2.
- A semi-infinite plate of thickness δ and initial temperature To, without internal heat sources, subjected to step forcing to temperature Tm on one of the surfaces [42]:
- 3.
- A semi-infinite plate with thickness δ and initial temperature To, without internal eat sources, whose surface for x = 0 is insulated, while the surface temperature for x = δ is constant and is Tm [43]:
- 4.
- A semi-infinite body with an initial temperature To, without internal heat sources, subjected to step forcing with a heat flux of density q, W/m2 [41]:
- 5.
- 6.
- 7.
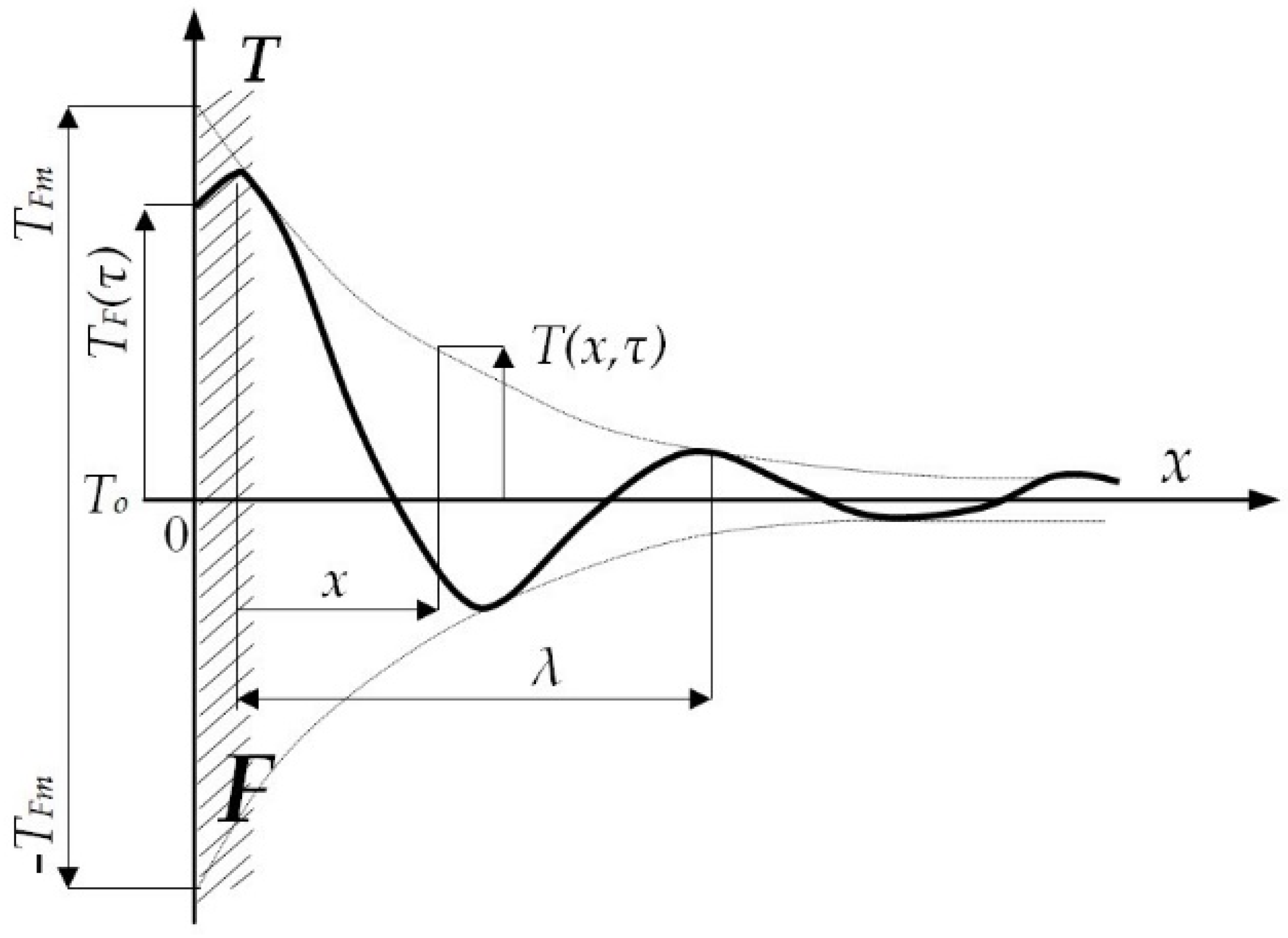
- A semi-infinite body with initial temperature To, without internal heat sources, subjected to a temperature forcing on the external surface F according to the cosine function: ΔT = (Tm − To)∙cos(ω + τ).At small penetration depths of periodic temperature changes, the issue can be considered as one-dimensional heat conduction in a flat semi-infinite body [47]:
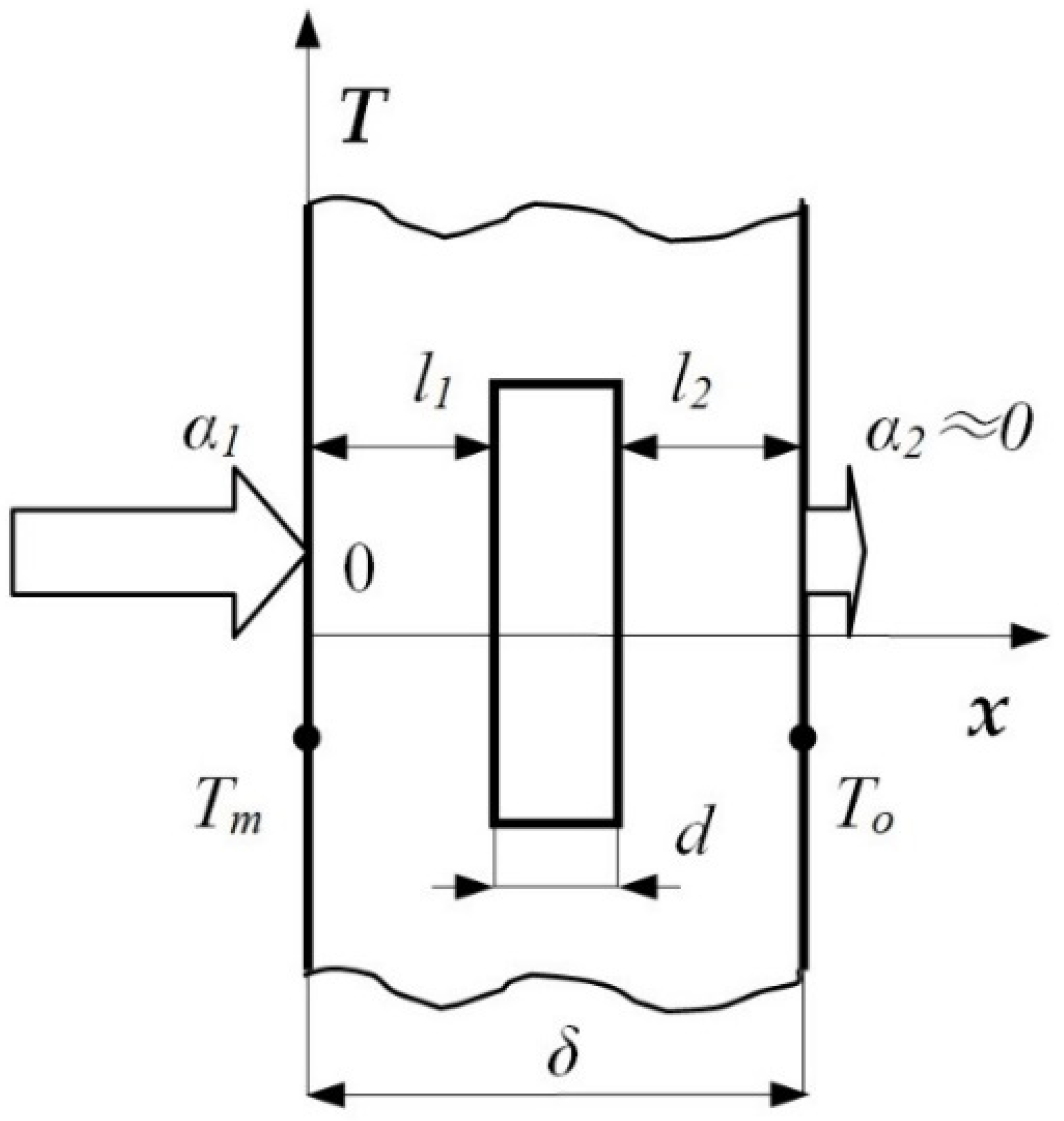
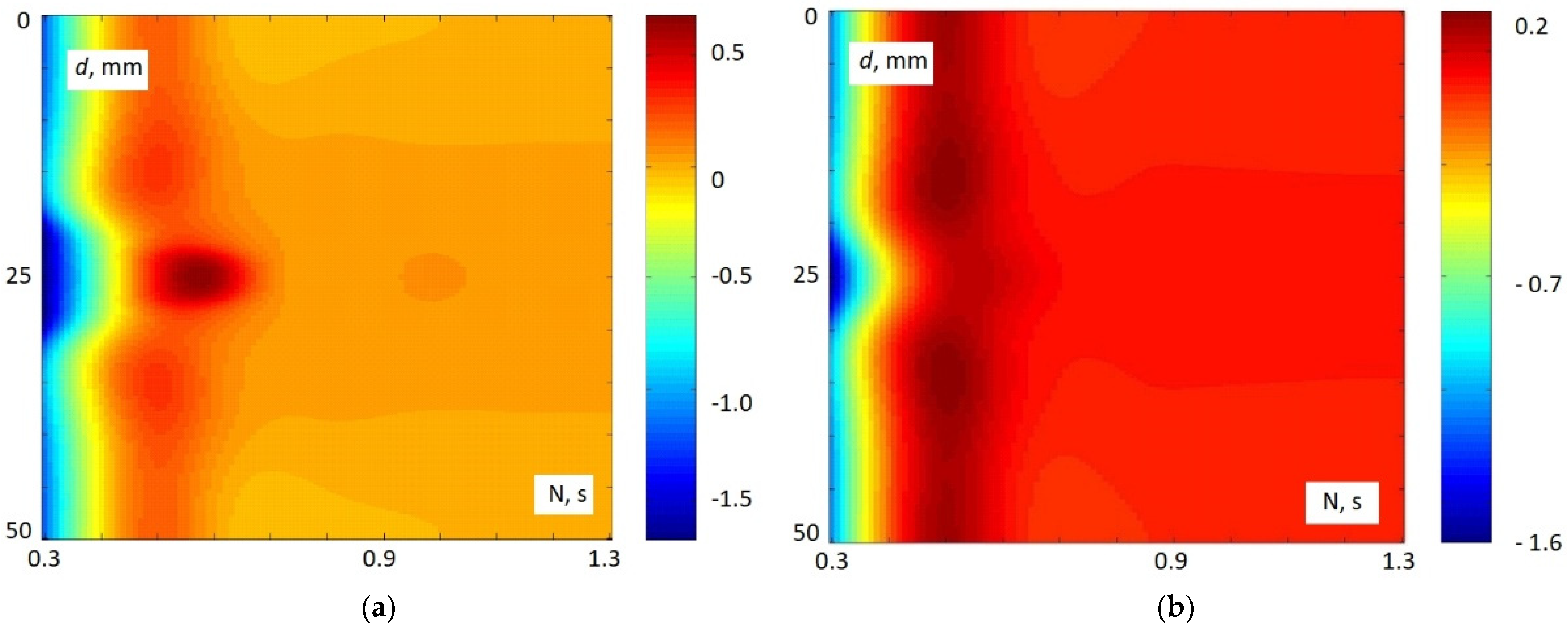
Example of Application of the Theoretical Model—Defective Material
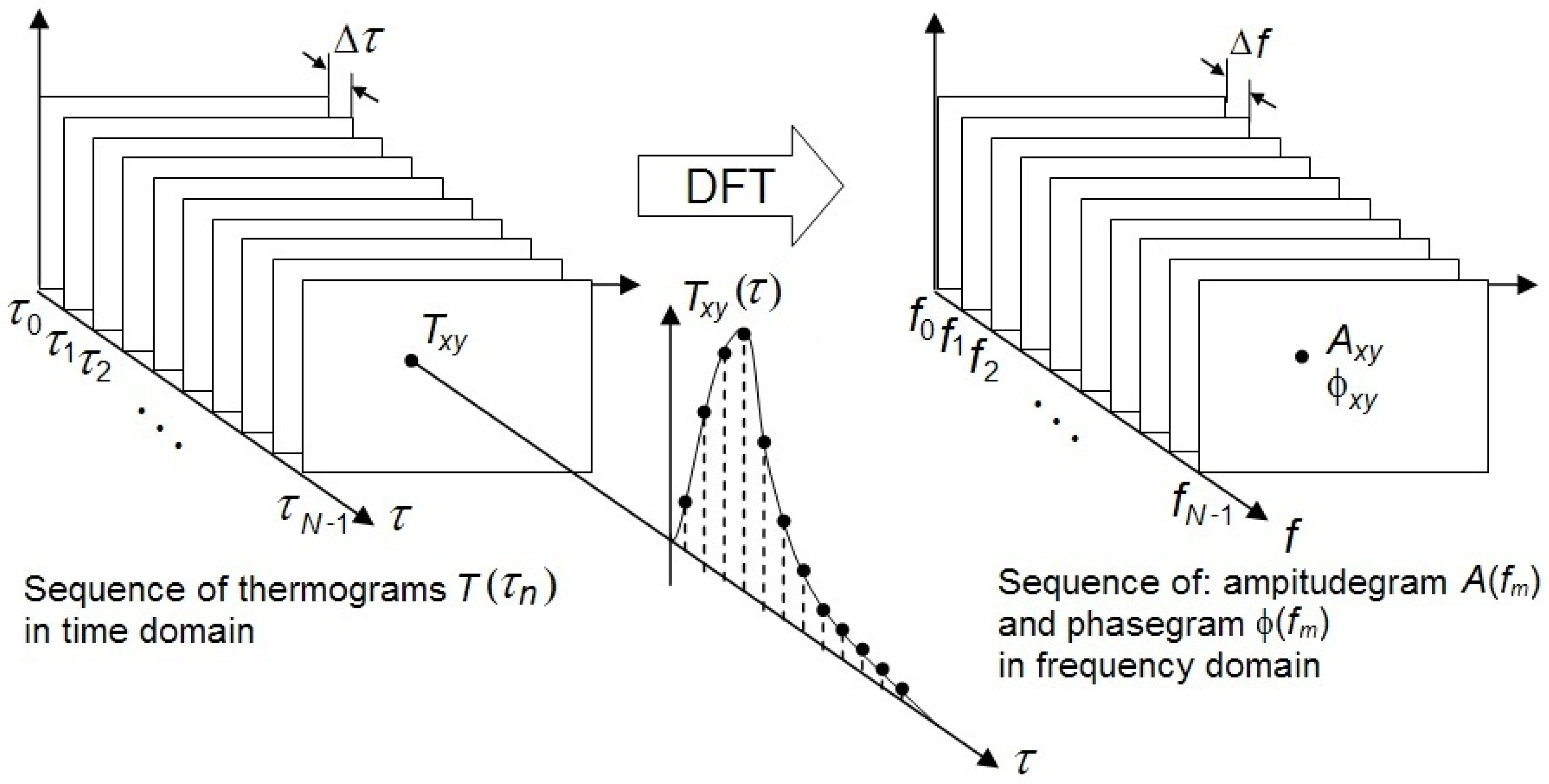
3. Pulsed Thermography (PT) and Pulsed Phase Thermography (PPT)
4. Lock-In Thermography (Modulated Thermography, Phase Sensitive Modulated Thermography)
- standard lock-in method,
- 4—bucket method,
- variance method,
- least squares method,
- flash method.
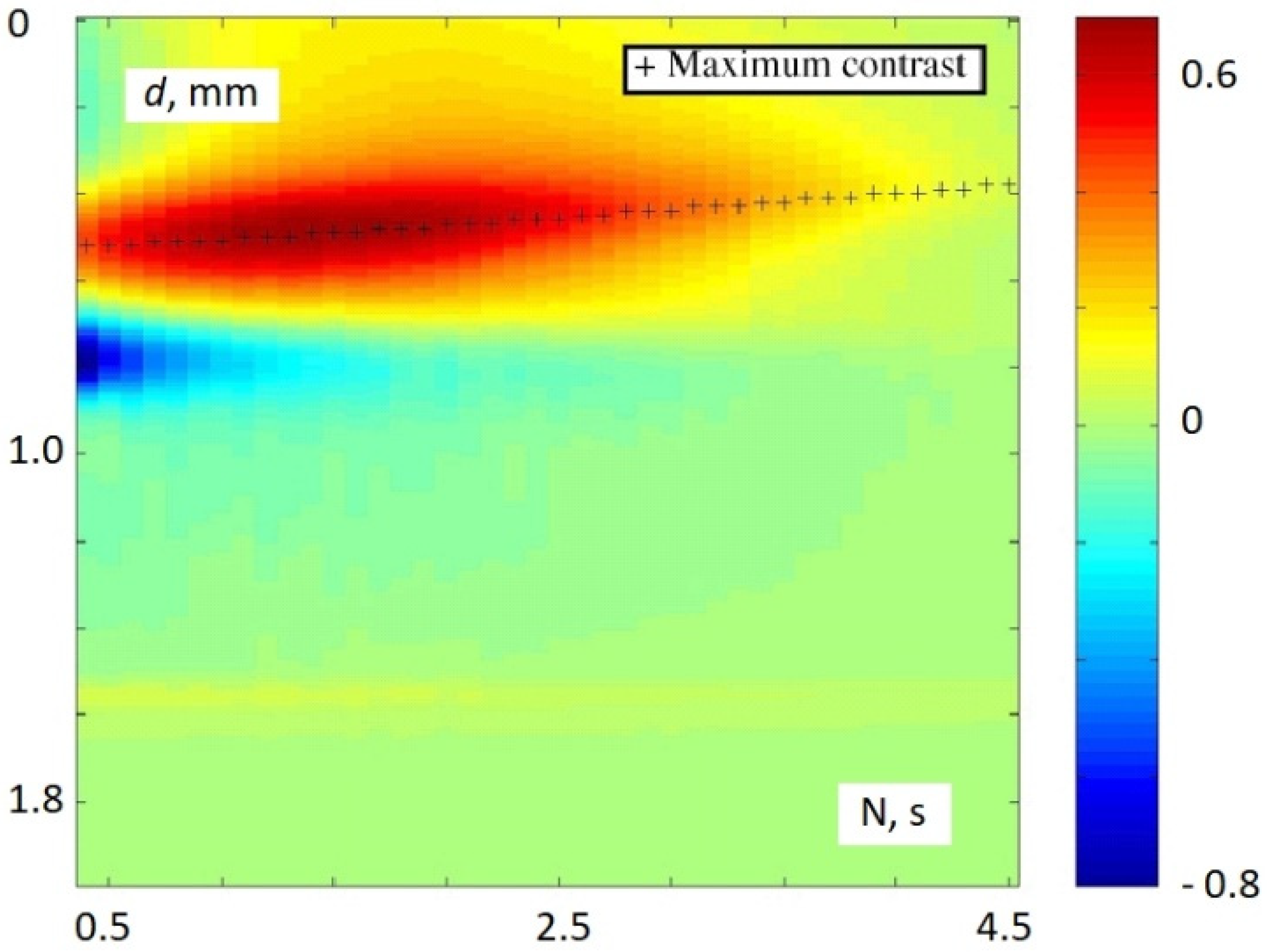
5. Example of Using Step Heating Response for Estimation of Defect Properties
- -
- Uploading single thermogram or sequence from MATLAB file,
- -
- 2D or 3D view of thermogram,
- -
- Displaying and input the time interval between two consecutive thermograms,
- -
- Displaying the geometrical resolution,
- -
- Raw and processed thermogram by applying contrast improvement or binarization,
- -
- Region of interest,
- -
- Colormaps,
- -
- Local or global thresholding for defect separation from the background,
- -
- Morphology operation for noise reducing and contrast improvement [24].
- -
- Insensitivity to the nonuniform surface irradiation,
- -
- Automatic counting and reporting detected defects,
- -
- Defect lateral size estimation according to Otsu binarization with global thresholding [70];
- -
- Coordinates x,y of the central point of any detected defects;
- -
- Profile of defect depth according to the method given in [56] based on analysis of thermal response in time domain given by Equation (21);
- -
- Sign of the thermal mismatch factor R delivering the information if the flaw is thermal isolator or conductor—Equation (18).
- -
- Record a reference thermogram,
- -
- Determine the reference temperature as an arithmetic mean from the reference thermogram,
- -
- Assume input values of 1D model, i.e., thermal mismatch parameter R, thermal diffusivity of tested material and required RIFC level,
- -
- Assume heating time (also end of recording),
- -
- Start thermal stimulation and record a thermogram sequence,
- -
- Apply relative incremental filtered contrast FC or RIFC (if depth determined) for all thermograms,
- -
- Detect and separate defective areas from the background on the basis of significant temperature differences by applying segmentation technique to the last thermogram,
- -
- Determine the coordinates x,y of characteristic points of defects (local maximum),
- -
- Find the sign of Γ for each defect in the point x,y on the basis of the sign of RIFC for the last recorded thermogram,
- -
- Estimate the lateral defect dimensions, i.e., minor and major axes,
- -
- Determine the depth of each defect for the coordinates x,y of the defect only or all pixels belonging to defective area (option),
- -
- The heating and data recording can be stopped earlier if:
- -
- RIFC in characteristic points of each defect reaches the assumed threshold of normalised temperature,
- -
- The surface temperature exceeds 90% of the material permissible temperature (it must be done manually).
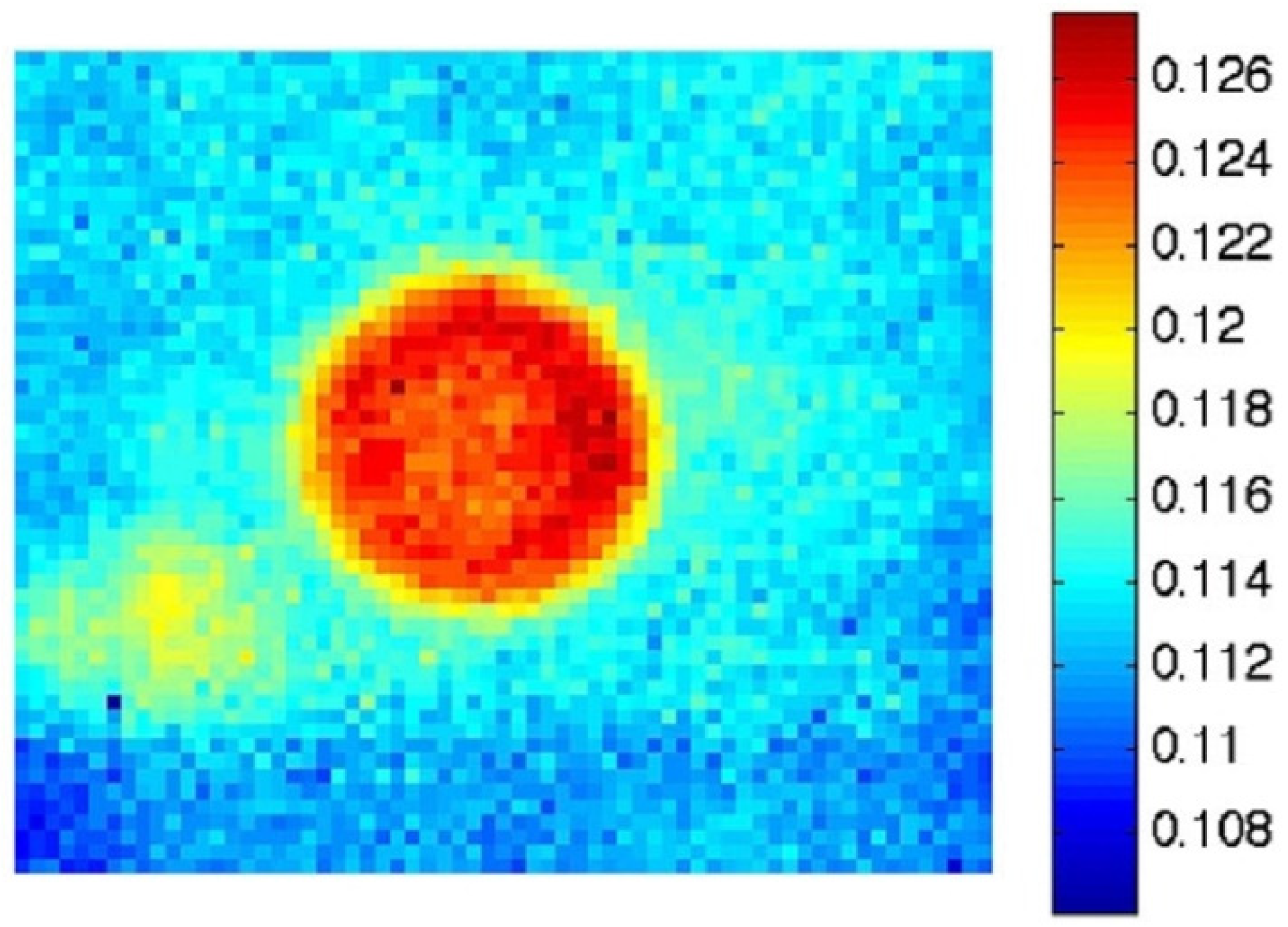
Example of Using the IR Defect Detector for PMMA Material Testing
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Aastroem, T. From fifteen to two hundred NDT- methods in fifty years. In Proceedings of the 17th World Conference on Nondestructive Testing, Shanghai, China, 25–28 October 2008. [Google Scholar]
- Aastroem, T. One hundred and one NDT- and machine diagnostic methods for the prevention of losses in critical machinery. In Proceedings of the 16th World Conference on NDT, Montreal, QC, Canada, 30 August–3 September 2004. [Google Scholar]
- Farley, M. 40 years of progress in NDT—History as a guide to the future. In AIP Conference Proceedings; AIP Publishing LLC.: Melville, NY, USA, 2014; Volume 1581, p. 5. [Google Scholar] [CrossRef]
- McCann, D.M.; Forde, M.C. Review of NDT methods in the assessment of concrete and masonry structures. NDTE Int. 2001, 34, 71–84. [Google Scholar] [CrossRef]
- Johnson, G. Ultrasonic flaw detectors … and beyond: A history of the discovery of the tools of nondestructive technology. Quality 2013, 52, 22–25. [Google Scholar]
- Greissel, M. Toward a safe return to flight. Quality 2004, 43, A10. [Google Scholar]
- Bracciali, A. Railway Wheelsets: History, Research and Developments. Int. J. Railw. Technol. 2016, 5, 23–52. [Google Scholar] [CrossRef]
- Zhu, K.Y.; Tian, G.Y.; Lu, R.S.; Zhang, H. A Review of Optical NDT Technologies. Sensors 2011, 11, 7773–7798. [Google Scholar] [CrossRef] [Green Version]
- Available online: https://asnt.org/MajorSiteSections/About/Introduction_to_Nondestructive_Testing.aspx (accessed on 23 June 2022).
- Marin, J.-Y.; Tretout, H. Advanced technology and processing tools for corrosion detection by infrared thermography. In Proceedings of the 5th AITA—International Workshop on Advanced Infrared Technology and Applications, Venice, Italy, 29–30 September 1999; pp. 128–133. [Google Scholar]
- Doshvarpassand, S.; Wu, C.; Wang, X. An overview of corrosion defect characterization using active infrared thermography. Infrared Phys. Technol. 2019, 96, 366–389. [Google Scholar] [CrossRef]
- Dorafshan, S.; Maguire, M.; Collins, W. Infrared Thermography for Weld Inspection: Feasibility and Application. Infrastructures 2018, 3, 45. [Google Scholar] [CrossRef] [Green Version]
- Yao, Y.; Sfarra, S. Active thermography testing and data analysis for the state of conservation of panel paintings. Int. J. Therm. Sci. 2018, 126, 143–151. [Google Scholar] [CrossRef]
- Theodorakeas, P.; Cheilakou, E.; Ftikou, E.; Koui, M. Passive and active infrared thermography: An overview of applications for the inspection of mosaic structures. J. Phys. Conf. Ser. 2015, 655, 012061. [Google Scholar] [CrossRef]
- Kordatos, E.; Exarchos, D.; Stavrakos, C.; Moropoulou, A.; Matikas, T. Infrared thermographic inspection of murals and characterization of degradation in historic monuments. Constr. Build. Mater. 2013, 48, 1261–1265. [Google Scholar] [CrossRef]
- Meola, C. Infrared thermography of masonry structures. Infrared Phys. Technol. 2007, 49, 228–233. [Google Scholar] [CrossRef]
- Ibarra-Castanedo, C.; Piau, J.M.; Guilbert, S.; Avdelidis, N.P.; Genest, M.; Bendada, A.; Maldague, X.P.V. Comparative Study of Active Thermography Techniques for the Nondestructive Evaluation of Honeycomb Structures. Res. Nondestruct. Eval. 2009, 20, 1–31. [Google Scholar] [CrossRef]
- Marani, R.; Palumbo, D.; Attolico, M.; Bono, G.; Galietti, U.; D’Orazio, T. Improved Deep Learning for Defect Segmentation in Composite Laminates Inspected by Lock-in Thermography 2021. In Proceedings of the IEEE 8th International Workshop on Metrology for AeroSpace (MetroAeroSpace), Naples, Italy, 23–25 June 2021; pp. 226–231. [Google Scholar] [CrossRef]
- Osornio-Rios, R.A.; Antonio-Daviu, J.A.; De Jesus Romero-Trancoso, R. Recent industrial applications of infrared thermography: A review. IEEE Trans. Ind. Inform. 2018, 15, 615–625. [Google Scholar] [CrossRef]
- Deane, S.; Avdelidis, N.P.; Ibarra-Castanedo, C.; Zhang, H.; Nezhad, H.Y.; Williamson, A.A.; Mackley, T.; Davis, M.J.; Maldague, X.; Tsourdos, A. Application of NDT thermographic imaging of aerospace structures. Infrared Phys. Technol. 2019, 97, 456–466. [Google Scholar] [CrossRef] [Green Version]
- Tejedor, B.; Lucchi, E.; Bienvenido-Huertas, D.; Nardi, I. Non-destructive techniques (NDT) for the diagnosis of heritage buildings: Traditional procedures and futures perspectives. Energy Build. 2022, 263, 112029. [Google Scholar] [CrossRef]
- Balaras, C.A.; Argiriou, A.A. Infrared thermography for building diagnostics. Energy Build. 2002, 37, 171–183. [Google Scholar] [CrossRef]
- Kirimtat, A.; Krejcar, O. A review of infrared thermography for the investigation of building envelopes: Advances and prospects. Energy Build. 2018, 176, 390–406. [Google Scholar] [CrossRef]
- Gryś, S.; Dudzik, S. Investigation on dual-domain data processing algorithm used in thermal non-destructive evaluation. Quant. Infrared Thermogr. J. 2020, 19, 196–219. [Google Scholar] [CrossRef]
- Heifetz, A.; Shribak, D.; Zhang, X.; Saniie, J.; Fisher, Z.L.; Liu, T.; Sun, J.G.; Elmer, T.; Bakhtiari, S.; Cleary, W. Thermal tomography 3D imaging of additively manufactured metallic structures. AIP Adv. 2020, 10, 105318. [Google Scholar] [CrossRef]
- Nowakowski, A.Z. Problems of Active Dynamic Thermography Measurement Standardization in Medicine. Pomiary Autom. Robot. Eng. Meas. Autom. Robot. 2021, 25, 51–56. [Google Scholar] [CrossRef]
- Toivanen, J.M.; Tarvainena, T.; Huttunen, J.; Savolainen, T.; Orlande, H.; Kaipio, J.; Kolehmainen, V. 3D thermal tomography with experimental measurement data. Int. J. Heat Mass Transf. 2014, 78, 1126–1134. [Google Scholar] [CrossRef]
- Koutsantonis, L.; Rapsomanikis, A.N.; Stiliaris, E.; Papanicolas, C.N. Examining an image reconstruction method in infrared emission tomography. Infrared Phys. Technol. 2019, 98, 266–277. [Google Scholar] [CrossRef] [Green Version]
- Vallerand, S.; Darabi, A.; Maldaque, X. Defect detection in pulsed thermography: A comparison of Kohonen and perceptron neural networks. In Thermosense XXI; SPIE: Orlando, FL, USA, 1999; Volume 3700, pp. 20–25. [Google Scholar]
- Dudzik, S. Two-stage neural algorithm for defect detection and characterization uses an active thermography. Infrared Phys. Technol. 2015, 71, 187–197. [Google Scholar] [CrossRef]
- He, Y.; Deng, B.; Wang, H.; Cheng, L.; Zhou, K.; Cai, S.; Ciampa, F. Infrared machine vision and infrared thermography with deep learning: A review. Infrared Phys. Technol. 2021, 116, 103754. [Google Scholar] [CrossRef]
- Cao, Y.; Dong, Y.; Cao, Y.; Yang, J.; Yang, M.Y. Two-stream convolutional neural network for non-destructive subsurface defect detection via similarity comparison of lock-in thermography signals. NDTE Int. 2020, 112, 102246. [Google Scholar] [CrossRef]
- Marani, R.; Palumbo, D.; Galietti, U.; Stella, E.; D’Orazio, T. Automatic detection of subsurface defects in composite materials using thermography and unsupervised machine learning. In Proceedings of the 2016 IEEE 8th International Conference on Intelligent Systems (IS), Sofia, Bulgaria, 4–6 September 2016. [Google Scholar] [CrossRef]
- Burleigh, D.D. A bibliography of non-destructive testing (NDT) of composite materials performed with infrared thermography and liquid crystals. In Proceedings of the SPIE 0780, Thermosense IX: Thermal Infrared Sensing for Diagnostics and Control, Orlando, FL, USA, 11 May 1987; pp. 250–255. [Google Scholar]
- Bing Wang, S.Z.; Lee, T.-L.; Fancey, K.S.; Mi, J. Non-destructive testing and evaluation of composite materials/structures: A state-of-the-art review. Adv. Mech. Eng. 2014, 12, 1–28. [Google Scholar] [CrossRef] [Green Version]
- Lucchi, E. Applications of the infrared thermography in the energy audit of buildings: A review. Renew. Sustain. Energy Rev. 2018, 82 Pt 3, 3077–3090. [Google Scholar] [CrossRef]
- Milovanović, B.; Banjad Pečur, I. Review of Active IR Thermography for Detection and Characterization of Defects in Reinforced Concrete. J. Imaging 2016, 2, 11. [Google Scholar] [CrossRef]
- Minkina, W.; Chudzik, S. Determination of thermal parameters of heat-insulating materials using artificial neural networks. Metrol. Meas. Syst. 2003, 10, 33–49. [Google Scholar]
- Minkina, W.; Dudzik, S. Infrared Thermography—Errors and Uncertainties; John Wiley & Sons Ltd., Wiley—Blackwell: Chichester, UK, 2009; Available online: https://www.wiley.com/en-ie/Infrared+Thermography:+Errors+and+Uncertainties-p-9780470682241 (accessed on 23 June 2022).
- Minkina, W. Theoretical Basics of Radiant Heat Transfer—Practical Examples of Calculation for the Infrared (IR) Used in Infrared Thermography Measurements. Quant. Infrared Thermogr. J. 2021, 18, 269–282. [Google Scholar] [CrossRef]
- Bayazitoğlu, Y.; Özişik, M.N. Elements of Heat Transfer; McGraw-Hill Book Company: New York, NY, USA, 1988. [Google Scholar]
- Janna, W.S. Engineering Heat Transfer; CRC Press: Washington, DC, USA, 2009. [Google Scholar]
- Parrany, A.M. Damage detection in circular cylindrical shells using active thermography and 2-D discrete wavelet analysis. Thin-Walled Struc. 2019, 136, 34–49. [Google Scholar] [CrossRef]
- Baвилoв, B.П. Teплoвыe мeтoды кoнтpoля cтpyктyp и издeлий paдиoэлeктpoники (Thermal Control Methods for Electronic Components and Systems); Paдиo и Cвязь (Radio and Communications): Moscow, Russia, 1984. [Google Scholar]
- Baвилoв, B.П. Teплoвыe мeтoды нepaзpyшaющeгo кoнтpoля—Cпpaвoчник (Thermal Non-Destructive Testing Methods—Guide); Maшинocтpoeниe (Machine Maintenance): Moscow, Russia, 1991. [Google Scholar]
- Hobler, T. Ruch Ciepła i Wymienniki (Eng. Heat Movement and Exchangers), 5th ed.; WNT: Warsaw, Poland, 1979. [Google Scholar]
- Wiśniewski, S.; Wiśniewski, T.S. Wymiana Ciepła (Eng. Heat Exchange); WNT: Warsaw, Poland, 1997. [Google Scholar]
- Minkina, W.; Dudzik, S. Simulation analysis of uncertainty of infrared camera measurement and processing path. Measurement 2006, 39, 758–763. [Google Scholar] [CrossRef]
- Minkina, W.; Dudzik, S.; Gryś, S. Errors of thermographic measurements—exercises. In Proceedings of the 10th International Conference on Quantitative Infrared Thermography (QIRT’2010), Quebec City, QC, Canada, 27–30 July 2010. [Google Scholar] [CrossRef]
- Osiander, R.; Maclachlan Spicer, J.W.; Murphy, J.C. Thermal nondestructive evaluation using microwave sources. Mater. Eval. 1995, 53, 942–948. [Google Scholar]
- Baran, J. Analiza sekwencji termogramów w dziedzinie częstotliwości (Eng. Frequency domain thermogram sequence analysis). In Wybrane Problemy Współczesnej Termografii i Termometrii w Podczerwieni (Eng. Selected Problems of Contemporary Thermography and Infrared Thermometry); Minkina, W., Ed.; Publishing House of Częstochowa University of Technology: Częstochowa, Poland, 2011; pp. 79–98. [Google Scholar]
- Maldague, X.P. Theory and Practice of Infrared Technology for Nondestructive Testing; John Wiley & Sons Int.: New York, NY, USA, 2001. [Google Scholar]
- Galmiche, F.; Maldague, X. Wavelet transform applied to pulsed phased thermography. In Proceedings of the 5th AITA—International Workshop on Advanced Infrared Technology and Applications, Venice, Italy, 29–30 September 1999; Grinzato, E., Bison, P.G., Mazzoldi, A., Eds.; pp. 117–122. [Google Scholar]
- Zauner, G.; Mayr, G.; Hendorfer, G. Application of wavelet analysis in active thermography for non-destructive testing of CFRP composites. In Proceedings of the Wavelet Applications in Industrial Processing IV, 63830E (2006), Optics East, Boston, MA, USA, 12 October 2006. [Google Scholar] [CrossRef]
- Olbrycht, R.; Więcek, B.; Gralewicz, G.; Świątczak, T.; Owczarek, G. Comparison of Fourier and wavelet analyses for defect detection in lock-in and pulse phase thermography. Quant. InfraRed Tghermogr. J. 2007, 4, 219–232. [Google Scholar] [CrossRef]
- Gryś, S.; Minkina, W.; Vokorokos, L. Automated characterisation of subsurface defects by active IR thermographic testing—Discussion of step heating duration and defect depth determination. Infrared Phys. Technol. 2015, 68, 84–91. [Google Scholar] [CrossRef]
- Palumbo, D.; Cavallo, P.; Galietti, U. An investigation of the stepped thermography technique for defects evaluation in GFRP materials. NDTE Int. 2019, 102, 254–263. [Google Scholar] [CrossRef]
- Troitsky, O. Pulsed thermal nondestructive testing of layered materials. In Proceedings of the SPIE, 1933, Thermosense XV, An International Conference on Thermal Sensing and Imaging Diagnostic Applications, Orlando, FL, USA, 6 April 1993; pp. 309–312. [Google Scholar]
- Wu, D.; Salerno, A.; Schönbach, B.; Hallin, H.; Busse, G. Phase sensitive modulation thermography and its applications for NDE. In Proceedings of the SPIE, 3056, Thermosense XIX, An International Conference on Thermal Sensing and Imaging Diagnostic Applications, Orlando, FL, USA, 4 April 1997; pp. 176–183. [Google Scholar]
- Breitenstein, O.; Warta, W.; Langenkamp, M. Lock in Thermography: Basics and Use for Evaluating Electronic Devices and Materials; Series: Springer Series in Advanced Microelectronics 10; Springer: Berlin/Heidelberg, Germany, 2010; pp. 61–72. [Google Scholar]
- Qu, Z.; Jiang, P.; Zhang, W. Development and application of infrared thermography non-destructive testing techniques. Sensors 2020, 20, 3851. [Google Scholar] [CrossRef]
- Zrhaiba, A.; Balouki, A.; Elhassnaoui, A.; Yadir, S.; Halloua, H.; Sahnoun, S. A simple method for determining a thickness of metal based on lock-in thermography. Surf. Rev. Lett. 2020, 27, 1930003. [Google Scholar] [CrossRef]
- Kandeal, A.W.; Elkadeem, M.; Thakur, A.K.; Abdelaziz, G.B.; Sathyamurthy, R.; Kabeel, A.; Yang, N.; Sharshir, S.W. Infrared thermography-based condition monitoring of solar photovoltaic systems: A mini review of recent advances. Sol. Energy 2021, 223, 33–43. [Google Scholar] [CrossRef]
- Dillenz, A.; Busse, G. Ultraschall Burst-Phasen-Thermografie. Mater. Test. 2001, 43, 30–34. [Google Scholar] [CrossRef]
- Park, H.; Choi, M.; Park, J.; Kim, W. A study on detection of micro-cracks in the dissimilar metal weld through ultrasound infrared thermography. Infrared Phys. Technol. 2014, 62, 124–131. [Google Scholar] [CrossRef]
- Umar, M.Z.; Vavilov, V.; Abdullah, H.; Ariffin, A.K. Ultrasonic infrared thermography in non-destructive testing: A review. Russ. J. Nondestruct. Test. 2016, 52, 212–219. [Google Scholar] [CrossRef]
- Świderski, W. Comparison of image analysis methods on the example of ultrasonic thermography of an aramid composite. J. Kones 2019, 26, 145–150. [Google Scholar] [CrossRef] [Green Version]
- Gryś, S. New thermal contrast definition for defect characterisation by active thermography. Measurement 2012, 45, 1885–1892. [Google Scholar] [CrossRef]
- Gryś, S. Filtered thermal contrast based technique for testing of material by infrared thermography. Opto-Electron. Rev. 2011, 19, 234–241. [Google Scholar] [CrossRef] [Green Version]
- Gryś, S.; Vokorokos, L.; Borowik, L. Size determination of subsurface defect by active thermography—Simulation research. Infrared Phys. Technol. 2014, 62, 147–153. [Google Scholar] [CrossRef]
- Baвилoв, B.П.; Шиpяeв, B.B. Cпocoб oпpeдeлeниa paзмepoв дeφeктoв пpи тeплoвoм кoнтpoлe (Eng. The method for determining the size of defects during thermal control). Дeφeктocкoпия 1979, 11, 63–65. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Thermal System | Description of the Boundary Condition |
|---|---|---|
| I |  | Dirichlet condition—temperature T(τ) on the surface F at any instant time τ is given |
| II |  | Neumann condition—the heat flux density q(τ) on the surface F at any instant time τ is given |
| III |  | Fourier-Robin condition—given is the temperature To(τ) of the medium surrounding the solid and the heat transfer coefficient α at each point of the body and at each time instant τ |
| IV | This condition occurs when the heat conduction on both sides of the surface of an ideal interface between two bodies is described by Fourier’s law (includes equality of temperature of both bodies at the interface and equality of heat flux density on both sides of the interface) | |
| μ1 | μ2 | μ3 | μ4 | μ5 | |
|---|---|---|---|---|---|
| 0.00 | 0.0000 | 3.1416 | 6.2832 | 9.4248 | 12.5664 |
| 0.01 | 0.0998 | 3.1448 | 6.2848 | 9.4258 | 12.5672 |
| 0.10 | 0.3111 | 3.1731 | 6.2991 | 9.4354 | 12.5743 |
| 1.00 | 0.8603 | 3.4256 | 6.4373 | 9.5293 | 12.6453 |
| 5.00 | 1.3138 | 4.0336 | 6.9096 | 9.8928 | 12.9352 |
| 10.0 | 1.4289 | 4.3058 | 7.2281 | 10.2003 | 13.2142 |
| 20.0 | 1.4961 | 4.4915 | 7.4954 | 10.5117 | 13.5420 |
| 50.0 | 1.5400 | 4.6202 | 7.7012 | 10.7832 | 13.8666 |
| 100.0 | 1.5552 | 4.6658 | 7.7764 | 10.8871 | 13.9981 |
| ∞ | 1.5708 | 4.7124 | 7.8540 | 10.9956 | 14.1372 |
| Energy Source | Power | Pulse Time | Notes |
|---|---|---|---|
| Flash lamp | 10 kJ | 5 ÷ 50 ms | Small size of the heating surface: 0.3 m × 0.3 m |
| Quartz lamp | >10 kW | 1 ÷ 15 s | Slow heating |
| Lamp with carbon fibre | >2 kW | ÷5 s | Slow heating |
| Heater | 250 W ÷ 5 kW | >60 s | Very slow heating |
| Cold water, hot water | >1 kW | >60 s | Low efficiency |
| Air: warm, cold | >1 kW | >1 s | Low efficiency |
| Ruby laser | order GW | 10 ÷ 30 ns | Uniformity over a small area |
| Pulse laser | order GW | 10 ÷ 100 ns | Uniformity over a small area |
| High frequency | Order MW ÷ GW | some ms | Heat generated by friction of molecules |
| Ultrasound | >1 kW | some ms | Conversion of kinetic energyto the internal energy |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gryś, S.; Minkina, W. Noninvasive Methods of Active Thermographic Investigation: Short Overview of Theoretical Foundations with an Example of Application. Energies 2022, 15, 4865. https://doi.org/10.3390/en15134865
Gryś S, Minkina W. Noninvasive Methods of Active Thermographic Investigation: Short Overview of Theoretical Foundations with an Example of Application. Energies. 2022; 15(13):4865. https://doi.org/10.3390/en15134865
Chicago/Turabian StyleGryś, Sławomir, and Waldemar Minkina. 2022. "Noninvasive Methods of Active Thermographic Investigation: Short Overview of Theoretical Foundations with an Example of Application" Energies 15, no. 13: 4865. https://doi.org/10.3390/en15134865
APA StyleGryś, S., & Minkina, W. (2022). Noninvasive Methods of Active Thermographic Investigation: Short Overview of Theoretical Foundations with an Example of Application. Energies, 15(13), 4865. https://doi.org/10.3390/en15134865