
Computational Analysis of Water-Submerged Jet Erosion



Abstract
1. Introduction
Problem Definition
2. Computational Modeling
2.1. Flow Model
2.2. Particle Tracking
2.3. Erosion Model
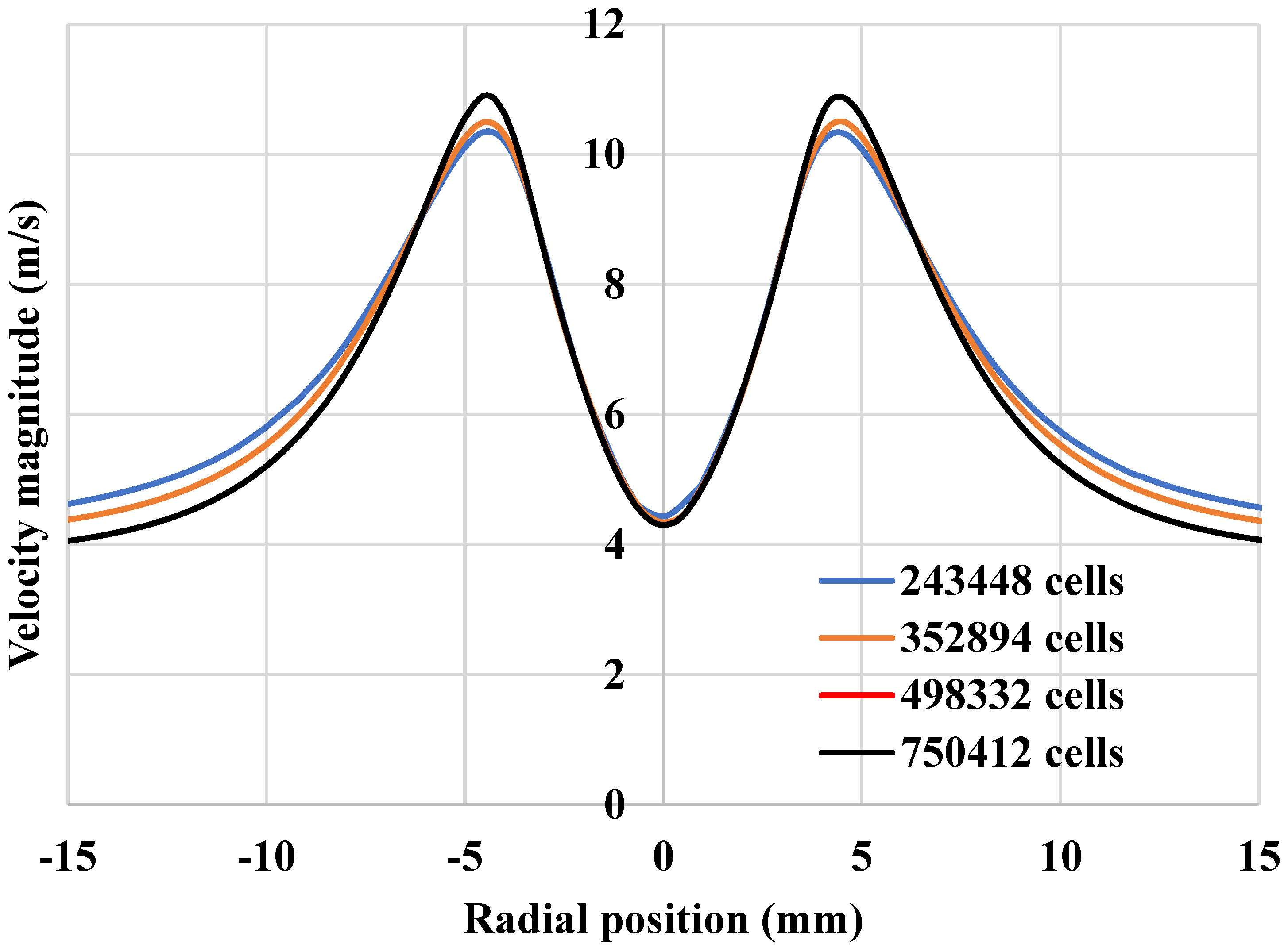
2.4. Model Validation
3. Results and Discussion
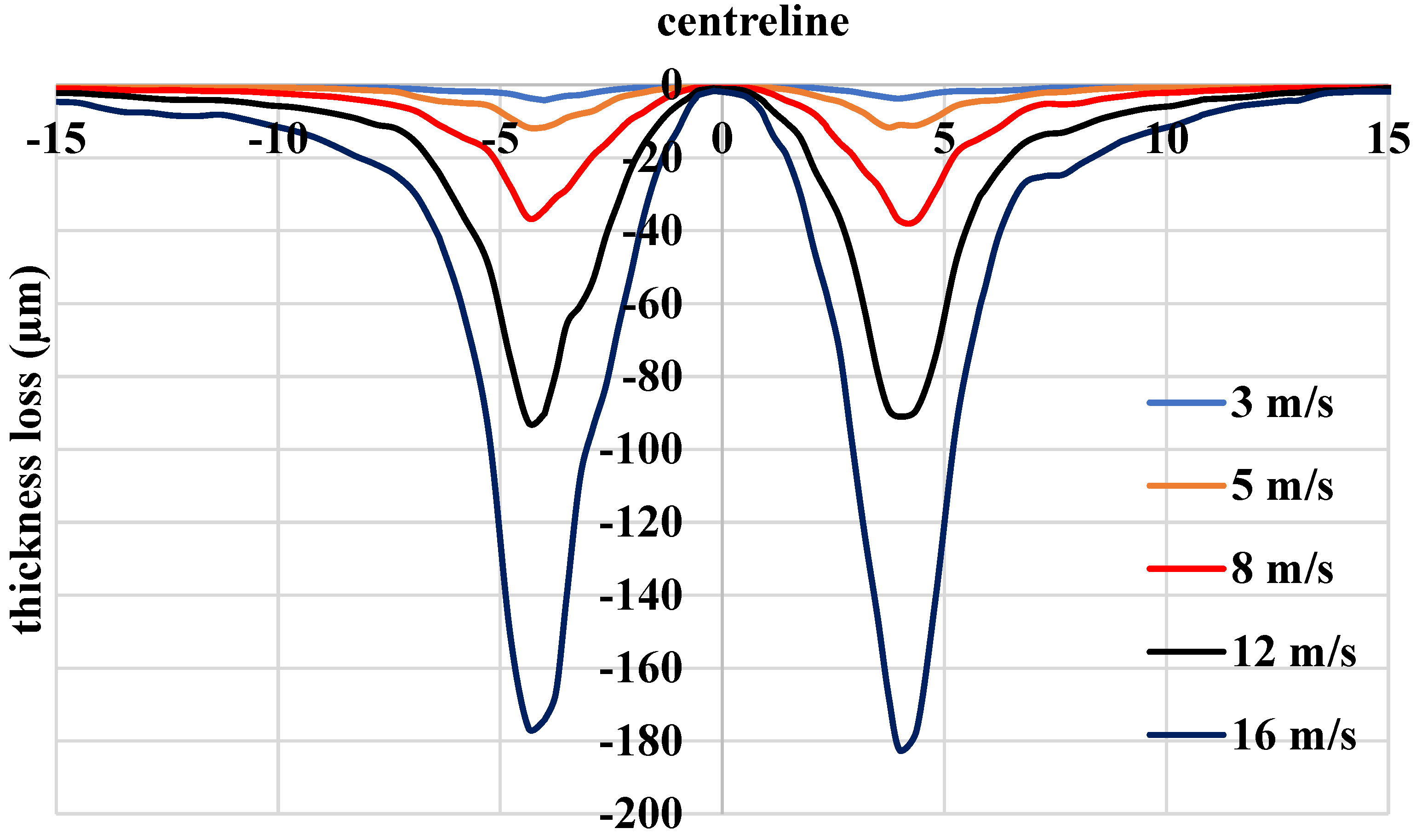
3.1. Effect of Nozzle Inlet Velocity
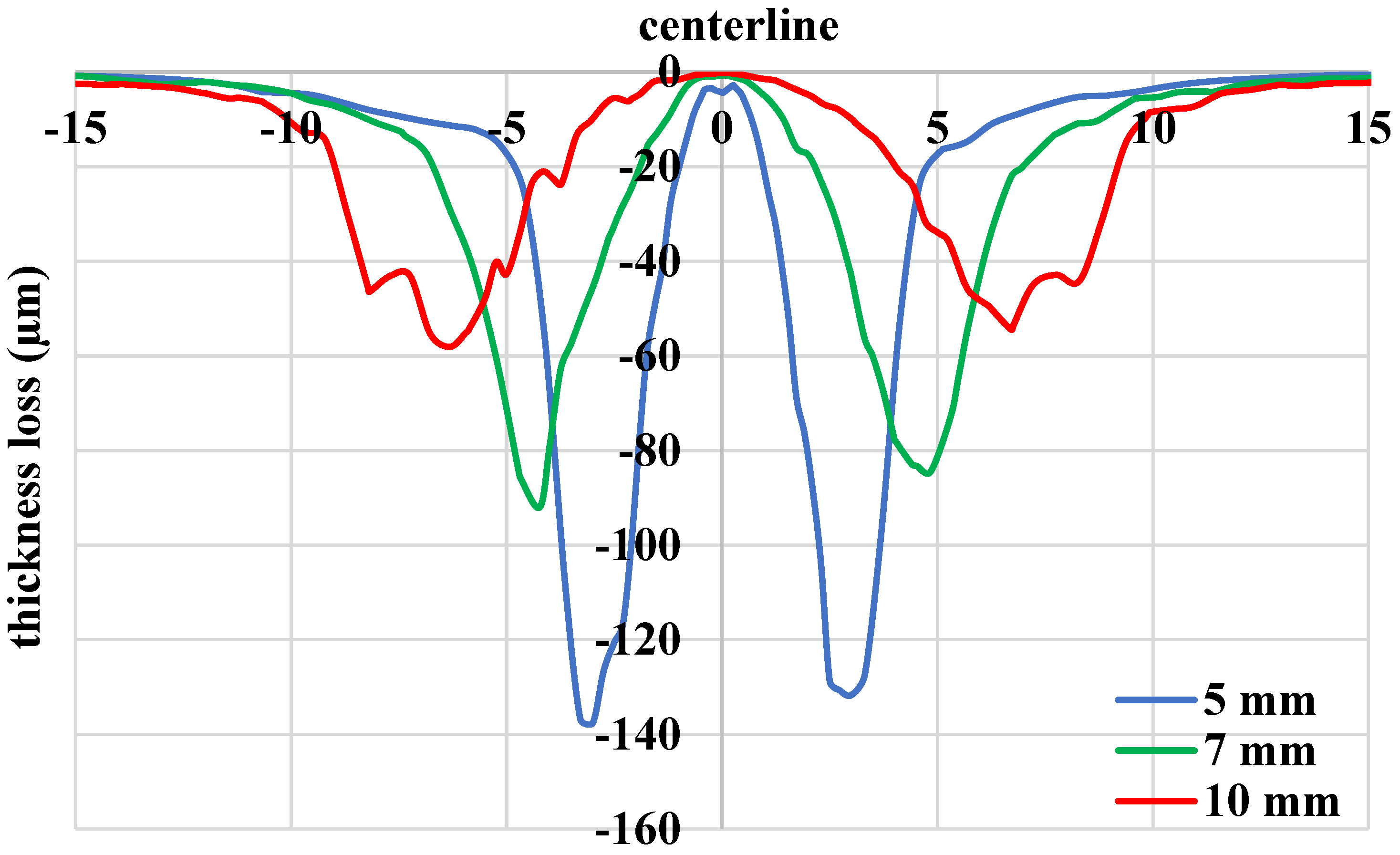
3.2. Effect of Nozzle Inlet Diameter
3.3. Effect of Particle Diameter
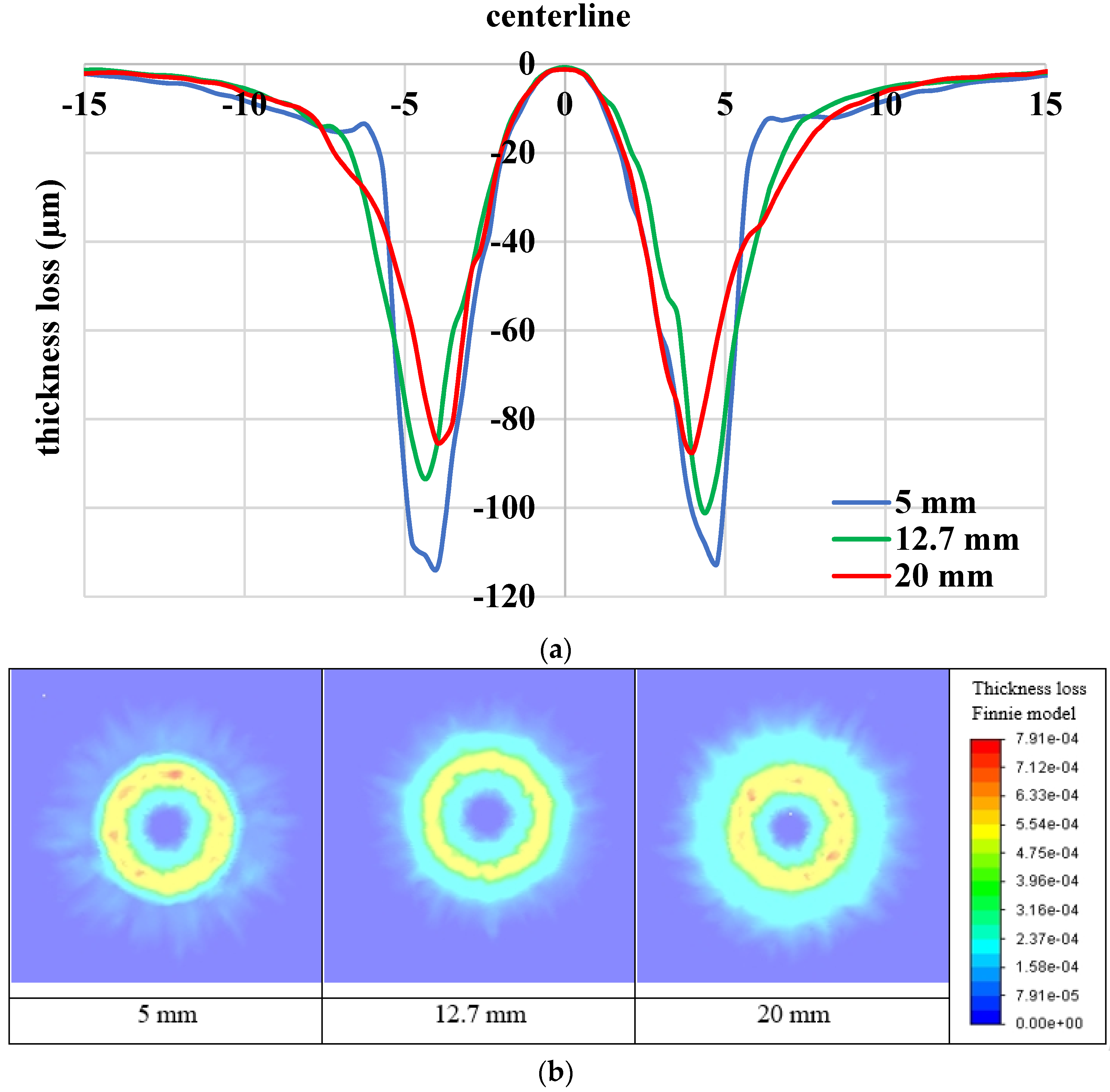
3.4. Effect of Nozzle–Target Distance/Stand-Off Height
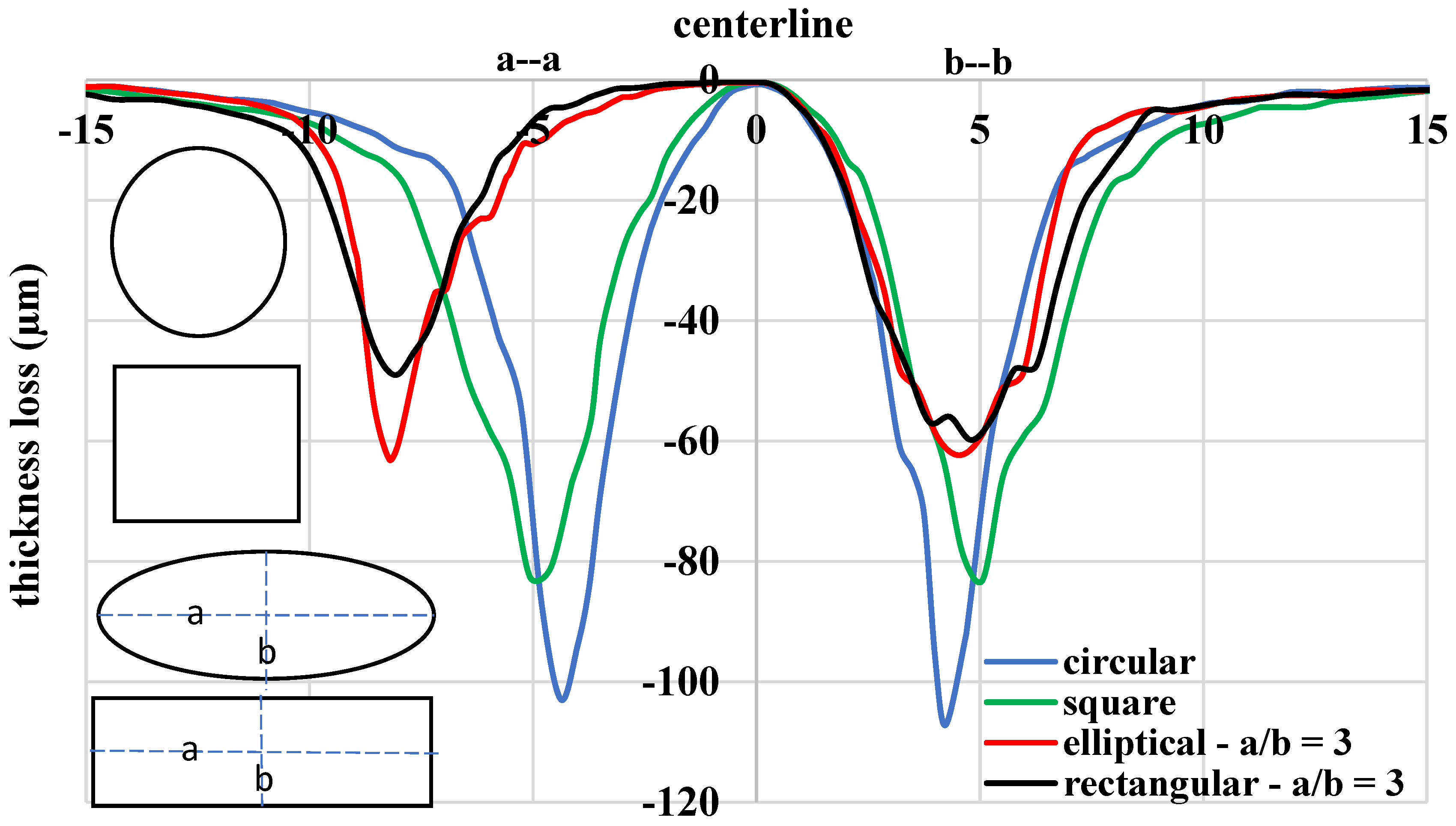
3.5. Effect of Nozzle Shape
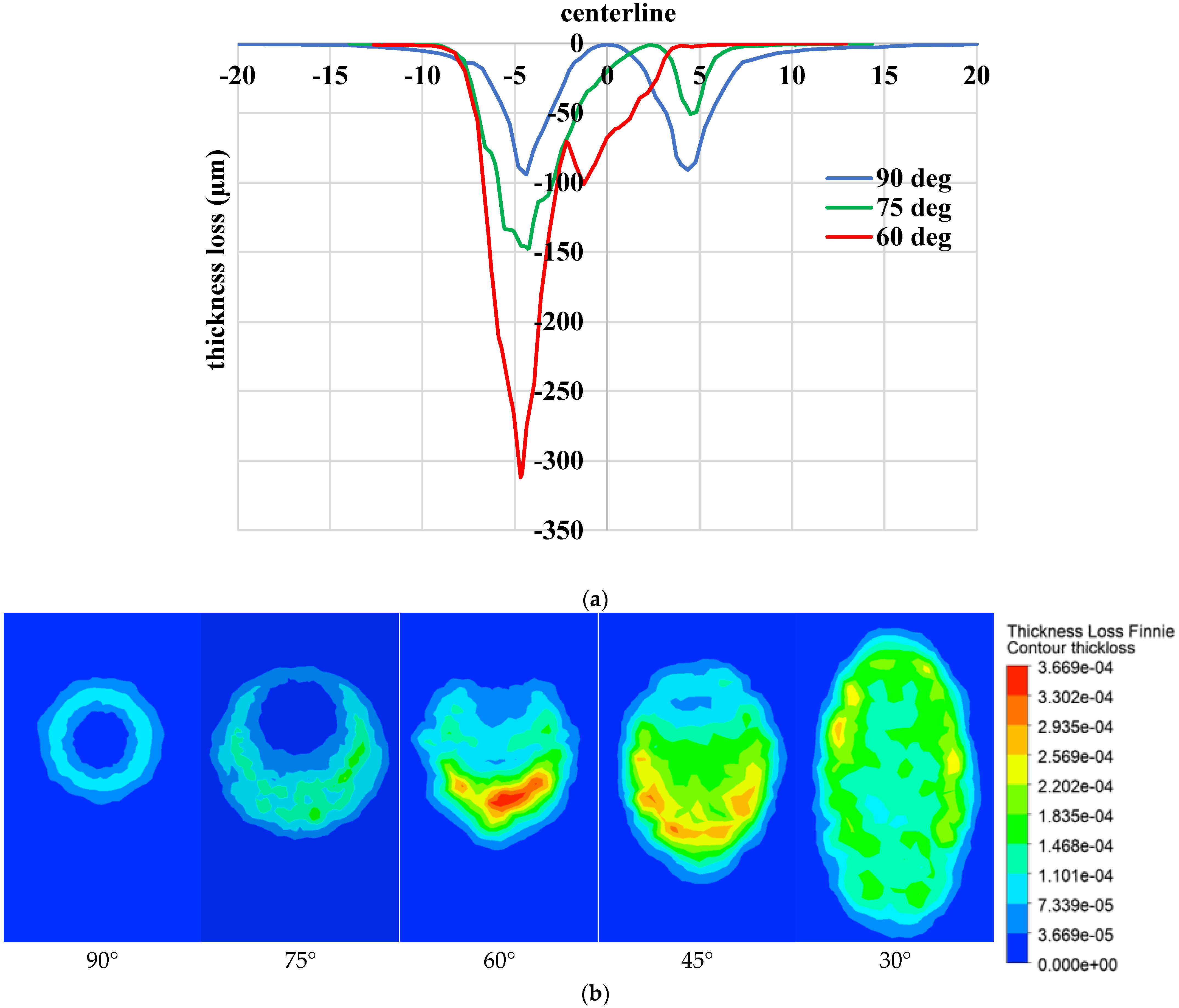
3.6. Effect of Impingement Angle
4. Conclusions
- Increasing the inlet velocity leads to higher thickness loss due to increased particle impact velocity.
- The maximum thickness loss increases with increasing particle size except for 100 μm, which produced the highest. This can be attributed to closeness of the maximum erosion rate for 100 μm particle size to the choice of the jet impingement angle (in this case, 90°).
- As the nozzle size increases, the maximum thickness loss increases due to the high particle density.
- Similarly, the peak thickness loss increases slightly with increasing separation from the target.
- Finally, the erosion pattern for rectangular and elliptical nozzle is skewed.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| 3D | three dimensional |
| CFD | computational fluid dynamics |
| Cd | particle drag coefficient |
| DPM | discrete phase model |
| DRW | discrete random walk |
| Erate | erosion rate (kg/m2-s) |
| ER | erosion ratio (kg/kg) |
| g | gravitational acceleration (m/s2) |
| k | turbulent kinetic energy (m2/s2) |
| MDM | moving deformation mesh |
| P | mean fluid pressure (N/m2) |
| Rep | particle Reynolds number |
| SST | shear stress transport |
| t | test duration (s) |
| TL | thickness loss (μm) |
| Vp | particle impact velocity (m/s) |
| Greek Symbols | |
| α | particle impact angle (o) |
| μ | turbulent viscosity (kg/m-s) |
| ω | specific dissipation rate (1/s) |
| ρ | density (kg/m3) |
| residence time (s) | |
| θ | jet impingement angle (o) |
References
- Parsi, M.; Najmi, K.; Najafifard, F.; Hassani, S.; McLaury, B.S.; Shirazi, S.A. A comprehensive review of solid particle erosion modeling for oil and gas wells and pipelines applications. J. Nat. Gas. Sci. Eng. 2014, 21, 850–873. [Google Scholar] [CrossRef]
- Flemmer, C.L.; Flemmer, R.L.C.; Means, K.; Johnson, E.K. The erosion of pipe bends. In Proceedings of the 1988 ASME Pressure Vessels and Piping Conference, Pittsburgh, PA, USA, 19–23 June 1988; pp. 93–98. [Google Scholar]
- Jafar, M.R.H.; Spelt, J.K.; Papini, M. Numerical simulation of surface roughness and erosion rate of abrasive jet micro-machined channels. Wear 2013, 303, 302–312. [Google Scholar] [CrossRef]
- Meng, H.S.; Ludema, K. Wear Models and predictive equations: Their form and content. Wear 1995, 181–183, 443–457. [Google Scholar] [CrossRef]
- Jahanmir, S. The machanics of subsurface damage in solid particle erosion. Wear 1980, 61, 309–338. [Google Scholar] [CrossRef]
- Chase, D.; Rybicki, E.; Shadley, J. A model for the effect of velocity on erosion of N80 steel tubing due to the normal impingement of solid particle. J. Energy Resour. Technol. 1992, 114, 54–56. [Google Scholar] [CrossRef]
- Salik, J.; Buckley, D.; Brainard, W. The effect of mechanical surface and heat treatments on erosion resistance of 6061 aluminum alloy. Wear 1981, 65, 351–358. [Google Scholar] [CrossRef]
- Levy, A.; Chik, P. The effect of erodent composition and shape on the erosion of steel. Wear 1983, 89, 151–162. [Google Scholar] [CrossRef]
- Barton, P.T.; Drikakis, D.; Romenski, E.I. An Eulerian finite-volume scheme for large elastoplastic deformations in solids. Int. J. Numer. Methods Eng. 2010, 81, 453–484. [Google Scholar] [CrossRef]
- Barton, P.T.; Drikakis, D. An Eulerian method for multi-component problems in non-linear elasticity with sliding interfaces. J. Comput. Phys. 2010, 229, 5518–5540. [Google Scholar] [CrossRef]
- Barton, P.T.; Obadia, B.; Drikakis, D. A conservative level-set based method for compressible solid/fluid problems on fixed grids. J. Comput. Phys. 2011, 230, 7867–7890. [Google Scholar] [CrossRef]
- Clark, H.M. On the impact rate and impact energy of particles in a slurry pot erosion tester. Wear 1991, 146, 165–183. [Google Scholar] [CrossRef]
- Sundararajan, G. A comprehensive model for the solid particle erosion of ductile materials. Wear 1991, 149, 111–127. [Google Scholar] [CrossRef]
- Arabnejad, H.; Shirazi, S.A.; McLaury, B.S.; Subramani, H.J.; Rhyne, L.D. The effect of erodent particle hardness on the erosion of stainless steel. Wear 2015, 332–333, 1098–1103. [Google Scholar] [CrossRef]
- Badr, H.M.; Habib, M.A.; Ben-Mansour, R.; Said, S.A.M.; Al-Anizi, S.S. Erosion in the tube entrance region of an air-cooled heat exchanger. Int. J. Impact Eng. 2006, 32, 1440–1463. [Google Scholar] [CrossRef]
- Habib, M.A.; Ben-Mansour, R.; Badr, H.M.; Said, S.A.M.; Al-Anizi, S.S. Erosion in the tube entrance region of a shell and tube heat exchanger. Int. J. Numer. Methods Heat Fluid Flow 2005, 15, 143–160. [Google Scholar] [CrossRef]
- Badr, H.M.; Habib, M.A.; Ben-Mansour, R.; Said, S.A.M. Numerical investigation of erosion threshold velocity in a pipe with sudden contraction. Comput. Fluids 2005, 34, 721–742. [Google Scholar] [CrossRef]
- Habib, M.A.; Badr, H.M.; Ben-Mansour, R.; Kabir, M.E. Erosion rate correlations of a pipe protruded in an abrupt pipe contraction. Int. J. Impact Eng. 2007, 34, 1350–1369. [Google Scholar] [CrossRef]
- Vieira, R.E.; Mansouri, A.; McLaury, B.S.; Shirazi, S.A. Experimental and computational study of erosion in elbows due to sand particles in air flow. Powder Technol. 2016, 288, 339–353. [Google Scholar] [CrossRef]
- Messa, G.V.; Malavasi, S. The effect of sub-models and parameterizations in the simulation of abrasive jet impingement tests. Wear 2017, 370–371, 59–72. [Google Scholar] [CrossRef]
- Liu, Z.G.; Wan, S.; Nguyen, V.B.; Zhang, Y.W. A numerical study on the effect of particle shape on the erosion of ductile materials. Wear 2014, 313, 135–142. [Google Scholar] [CrossRef]
- Messa, G.V.; Malavasi, S. A CFD-based method for slurry erosion prediction. Wear 2018, 398–399, 127–145. [Google Scholar] [CrossRef]
- Parsi, M.; Jatale, A.; Agrawal, M.; Sharma, P. Effect of surface deformation on erosion prediction. Wear 2019, 430–431, 57–66. [Google Scholar] [CrossRef]
- Aponte, R.D.; Teran, L.A.; Ladino, J.A.; Larrahondo, F.; Coronado, J.J.; Rodríguez, S.A. Computational study of the particle size effect on a jet erosion wear device. Wear 2017, 374–375, 97–103. [Google Scholar] [CrossRef]
- Chochua, G.G.; Shirazi, S.A. A combined CFD-experimental study of erosion wear life prediction for non-Newtonian viscous slurries. Wear 2019, 426–427, 481–490. [Google Scholar] [CrossRef]
- Karimi, S.; Shirazi, S.A.; McLaury, B.S. Predicting fine particle erosion utilizing computational fluid dynamics. Wear 2017, 376–377, 1130–1137. [Google Scholar] [CrossRef]
- Frosell, T.; Fripp, M.; Gutmark, E. Investigation of slurry concentration effects on solid particle erosion rate for an impinging jet. Wear 2015, 342–343, 33–43. [Google Scholar] [CrossRef]
- Zhang, Y.; Reuterfors, E.P.; McLaury, B.S.; Shirazi, S.A.; Rybicki, E.F. Comparison of computed and measured particle velocities and erosion in water and airflows. Wear 2007, 263, 330–338. [Google Scholar] [CrossRef]
- Mansouri, A. Development of Erosion Equations for Slurry Flows; Erosion/Corrosion Research Center: Tulsa, OK, USA, 2014. [Google Scholar]
- Parsi, M.; Kara, M.; Sharma, P.; McLaury, B.S.; Shirazi, S.A. Comparative study of different erosion model predictions for single-phase and multiphase flow conditions. In Proceedings of the Offshore Technology Conference, Houston, TX, USA, 2–5 May 2016; Volume 5, pp. 3926–3945. [Google Scholar] [CrossRef]
- Mansouri, A.; Arabnejad, H.; Shirazi, S.A.; McLaury, B.S. A combined CFD/experimental methodology for erosion prediction. Wear 2014, 332–333, 1090–1097. [Google Scholar] [CrossRef]
- ANSYS Inc. Ansys Fluent Theory Guide. In Ansys® Academic Research Mechanical; ANSYS Inc.: Canonsburg, PA, USA, 2018; Release 19.2. [Google Scholar]
- Menter, F.R. 2-Equation eddy-viscosity turbulence models for engineering applications. AIAA J. 1994, 32, 1598–1605. [Google Scholar] [CrossRef]
- Menter, F.R. Zonal Two Equation k-ω Turbulence Models for Aerodynamic Flows. In Proceedings of the AIAA Paper, Orlando, FL, USA, 6–9 July 1993; pp. 93–2906. [Google Scholar]
- Haider, A.; Levenspiel, O. Drag coefficient and terminal velocity of spherical and nonspherical particles. Powder Technol. 1989, 58, 63–70. [Google Scholar] [CrossRef]
- Darihaki, F.; Hajidavalloo, E.; Ghasemzadeh, A.; Safian, G.A. Erosion prediction for slurry flow in choke geometry. Wear 2017, 372–373, 42–53. [Google Scholar] [CrossRef]
- Finnie, I. Erosion of Surfaces by Solid Particles. Wear 1960, 3, 87–103. [Google Scholar] [CrossRef]
- Safaei, M.R.; Mahian, O.; Garoosi, F.; Hooman, K.; Karimipour, A.; Kazi, S.N.; Gharehkhani, S. Investigation of micro- and nanosized particle erosion in a 90° pipe bend using a two-phase discrete phase model. Sci. World J. 2014, 2014, 1–12. [Google Scholar] [CrossRef] [PubMed]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Surface/Boundary | Momentum Equation | Discrete Phase Equation |
|---|---|---|
| Nozzle inlet | Velocity inlet (V = Vinlet) | Escape |
| Nozzle wall | No slip (u = 0, v = 0, w = 0) | Escape |
| Target wall | No slip (u = 0, v = 0, w = 0) | Reflect |
| Far-away domain surface | Pressure outlet (P = 0 gage) | Escape |
| K | N | t (h) | |
|---|---|---|---|
| 2.17 × 10−8 | 2.41 | 6 | 8000 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ben-Mansour, R.; Badr, H.M.; Araoye, A.A.; Toor, I.U.H. Computational Analysis of Water-Submerged Jet Erosion. Energies 2021, 14, 3074. https://doi.org/10.3390/en14113074
Ben-Mansour R, Badr HM, Araoye AA, Toor IUH. Computational Analysis of Water-Submerged Jet Erosion. Energies. 2021; 14(11):3074. https://doi.org/10.3390/en14113074
Chicago/Turabian StyleBen-Mansour, Rached, Hassan M. Badr, Abdulrazaq A. Araoye, and Ihsan Ul Haq Toor. 2021. "Computational Analysis of Water-Submerged Jet Erosion" Energies 14, no. 11: 3074. https://doi.org/10.3390/en14113074
APA StyleBen-Mansour, R., Badr, H. M., Araoye, A. A., & Toor, I. U. H. (2021). Computational Analysis of Water-Submerged Jet Erosion. Energies, 14(11), 3074. https://doi.org/10.3390/en14113074