


The Effect of 3D Printing Layer Thickness and Post-Polymerization Time on the Flexural Strength and Hardness of Denture Base Resins



Abstract
1. Introduction
2. Materials and Methods
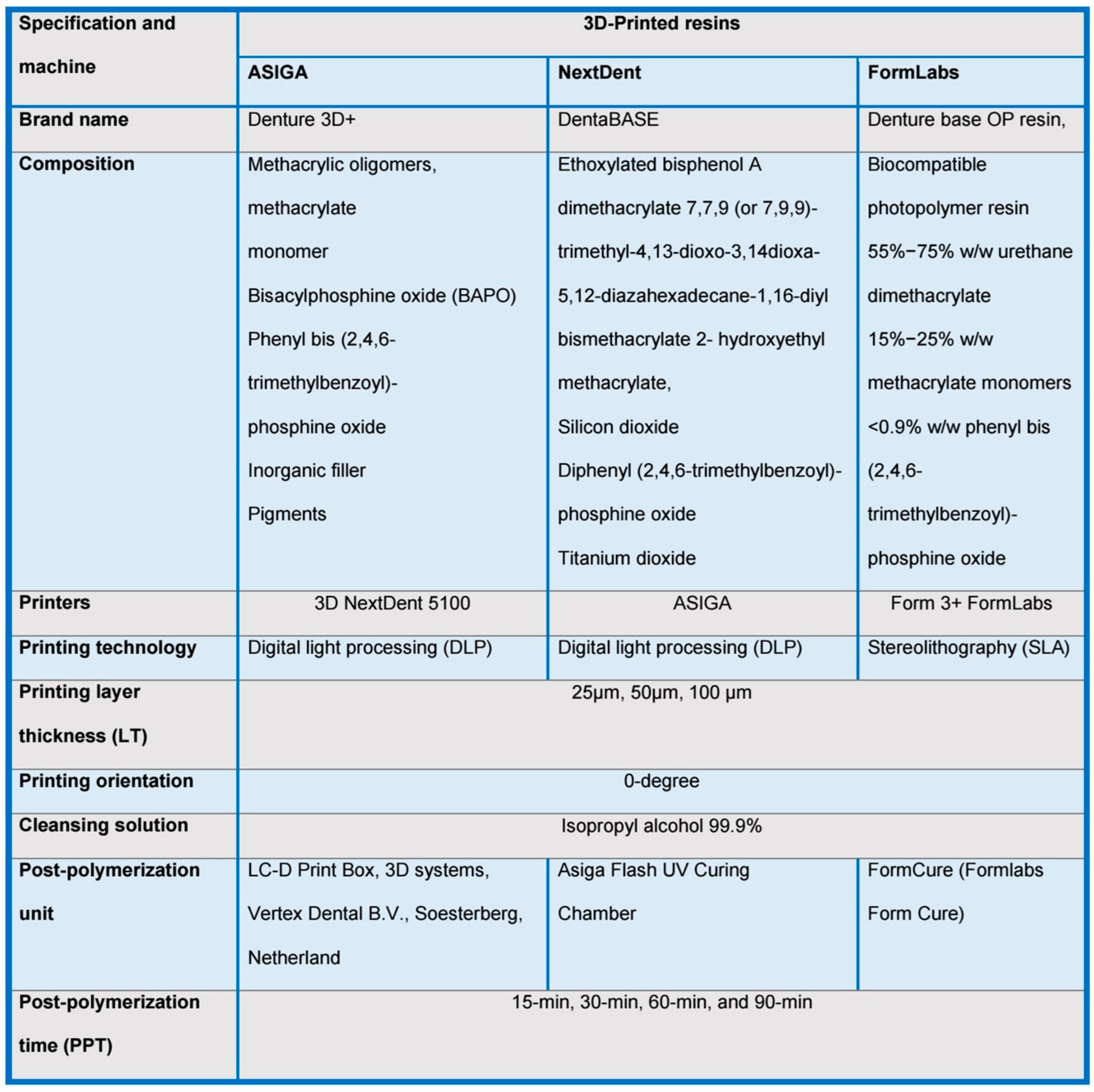
2.1. Specimens Preparation
2.2. Specimens Testing
2.2.1. Flexural Strength
2.2.2. Hardness
2.3. Statistical Analysis
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Witkowski, S. (CAD-)/CAM in dental technology. Quintessence Dent. Technol. 2005, 28, 169–184. [Google Scholar]
- Revilla-León, M.; Özcan, M. Additive Manufacturing Technologies Used for Processing Polymers: Current Status and Potential Application in Prosthetic Dentistry. J. Prosthodont. 2019, 28, 146–158. [Google Scholar] [CrossRef]
- Jawahar, A.; Maragathavalli, G. Applications of 3D printing in dentistry—A review. J. Pharm. Sci. Res. 2019, 11, 1670–1675. [Google Scholar]
- Gad, M.M.; Fouda, S.M. Factors affecting flexural strength of 3D-printed resins: A systematic review. J. Prosthodont. 2023, 32, 96–110. [Google Scholar] [CrossRef]
- Alshamrani, A.A.; Raju, R.; Ellakwa, A. Effect of Printing Layer Thickness and Postprinting Conditions on the Flexural Strength and Hardness of a 3D-Printed Resin. BioMed Res. Int. 2022, 2022, 8353137. [Google Scholar] [CrossRef]
- Barazanchi, A.; Li, K.C.; Al-Amleh, B.; Lyons, K.; Waddell, J.N. Additive Technology: Update on Current Materials and Applications in Dentistry. J. Prosthodont. 2017, 26, 156–163. [Google Scholar] [CrossRef]
- Kim, D.; Shim, J.S.; Lee, D.; Shin, S.H.; Nam, N.E.; Park, K.H.; Shim, J.S.; Kim, J.E. Effects of Post-Curing Time on the Mechanical and Color Properties of Three-Dimensional Printed Crown and Bridge Materials. Polymers 2020, 12, 2762. [Google Scholar] [CrossRef] [PubMed]
- Scotti, C.K.; Velo, M.M.A.C.; Rizzante, F.A.P.; Nascimento, T.R.L.; Mondelli, R.F.L.; Bombonatti, J.F.S. Physical and surface properties of a 3D-printed composite resin for a digital workflow. J. Prosthet. Dent. 2020, 124, 614.e1–614.e5. [Google Scholar] [CrossRef]
- KEßLER, A.; Hickel, R.; Ilie, N. In vitro investigation of the influence of printing direction on the flexural strength, flexural modulus and fractographic analysis of 3D-printed temporary materials. Dent. Mater. J. 2021, 40, 641–649. [Google Scholar] [CrossRef] [PubMed]
- Pagac, M.; Hajnys, J.; Ma, Q.P.; Jancar, L.; Jansa, J.; Stefek, P.; Mesicek, J. A Review of Vat Photopolymerization Technology: Materials, Applications, Challenges, and Future Trends of 3D Printing. Polymers 2021, 13, 598. [Google Scholar] [CrossRef]
- Figueiredo-Pina, C.G.; Serro, A.P. 3D Printing for Dental Applications. Materials 2023, 16, 4972. [Google Scholar] [CrossRef]
- Srinivasan, M.; Kalberer, N.; Kamnoedboon, P.; Mekki, M.; Durual, S.; Özcan, M.; Müller, F. CAD-CAM complete denture resins: An evaluation of biocompatibility, mechanical properties, and surface characteristics. J. Dent. 2021, 114, 103785. [Google Scholar] [CrossRef]
- Chen, S.; Yang, J.; Jia, Y.G.; Lu, B.; Ren, L. A Study of 3D-Printable Reinforced Composite Resin: PMMA Modified with Silver Nanoparticles Loaded Cellulose Nanocrystal. Materials 2018, 11, 2444. [Google Scholar] [CrossRef]
- Perea-Lowery, L.; Gibreel, M.; Vallittu, P.K.; Lassila, L.V. 3D-Printed vs. Heat-Polymerizing and Autopolymerizing Denture Base Acrylic Resins. Materials 2021, 14, 5781. [Google Scholar] [CrossRef] [PubMed]
- Bayarsaikhan, E.; Lim, J.H.; Shin, S.H.; Park, K.H.; Park, Y.B.; Lee, J.H.; Kim, J.E. Effects of Postcuring Temperature on the Mechanical Properties and Biocompatibility of Three-Dimensional Printed Dental Resin Material. Polymers 2021, 13, 1180. [Google Scholar] [CrossRef] [PubMed]
- Aati, S.; Akram, Z.; Shrestha, B.; Patel, J.; Shih, B.; Shearston, K.; Ngo, H.; Fawzy, A. Effect of post-curing light exposure time on the physico-mechanical properties and cytotoxicity of 3D-printed denture base material. Dent. Mater. 2022, 38, 57–67. [Google Scholar] [CrossRef]
- Li, P.; Lambart, A.L.; Stawarczyk, B.; Reymus, M.; Spintzyk, S. Postpolymerization of a 3D-printed denture base polymer: Impact of post-curing methods on surface characteristics, flexural strength, and cytotoxicity. J. Dent. 2021, 115, 103856. [Google Scholar] [CrossRef] [PubMed]
- Gad, M.M.; Al-Harbi, F.A.; Akhtar, S.; Fouda, S.M. 3D-Printable Denture Base Resin Containing SiO2 Nanoparticles: An In Vitro Analysis of Mechanical and Surface Properties. J. Prosthodont. 2022, 31, 784–790. [Google Scholar] [CrossRef] [PubMed]
- Tahayeri, A.; Morgan, M.; Fugolin, A.P.; Bompolaki, D.; Athirasala, A.; Pfeifer, C.S.; Ferracane, J.L.; Bertassoni, L.E. 3D printed versus conventionally cured provisional crown and bridge dental materials. Dent. Mater. 2018, 34, 192–200. [Google Scholar] [CrossRef] [PubMed]
- Alharbi, N.; Osman, R.; Wismeijer, D. Effects of build direction on the mechanical properties of 3D-printed complete coverage interim dental restorations. J. Prosthet. Dent. 2016, 115, 760–767. [Google Scholar] [CrossRef]
- Osman, R.B.; Alharbi, N.; Wismeijer, D. Build Angle: Does It Influence the Accuracy of 3D-Printed Dental Restorations Using Digital Light-Processing Technology? Int. J. Prosthodont. 2017, 30, 182–188. [Google Scholar] [CrossRef]
- Seelbach, P.; Brueckel, C.; Wöstmann, B. Accuracy of digital and conventional impression techniques and workflow. Clin. Oral. Investig. 2013, 17, 1759–1764. [Google Scholar] [CrossRef] [PubMed]
- Mangal, U.; Seo, J.Y.; Yu, J.; Kwon, J.S.; Choi, S.H. Incorporating Aminated Nanodiamonds to Improve the Mechanical Properties of 3D-Printed Resin-Based Biomedical Appliances. Nanomaterials 2020, 10, 827. [Google Scholar] [CrossRef]
- Aati, S.; Akram, Z.; Ngo, H.; Fawzy, A.S. Development of 3D printed resin reinforced with modified ZrO2 nanoparticles for long-term provisional dental restorations. Dent. Mater. 2021, 37, e360–e374. [Google Scholar] [CrossRef]
- Kwon, J.S.; Kim, J.Y.; Mangal, U.; Seo, J.Y.; Lee, M.J.; Jin, J.; Yu, J.H.; Choi, S.H. Durable Oral Biofilm Resistance of 3D-Printed Dental Base Polymers Containing Zwitterionic Materials. Int. J. Mol. Sci. 2021, 22, 417. [Google Scholar] [CrossRef]
- Shim, J.S.; Kim, J.E.; Jeong, S.H.; Choi, Y.J.; Ryu, J.J. Printing accuracy, mechanical properties, surface characteristics, and microbial adhesion of 3D-printed resins with various printing orientations. J. Prosthet. Dent. 2020, 124, 468–475. [Google Scholar] [CrossRef] [PubMed]
- Derban, P.; Negrea, R.; Rominu, M.; Marsavina, L. Influence of the Printing Angle and Load Direction on Flexure Strength in 3D Printed Materials for Provisional Dental Restorations. Materials 2021, 14, 3376. [Google Scholar] [CrossRef] [PubMed]
- Väyrynen, V.O.; Tanner, J.; Vallittu, P.K. The anisotropicity of the flexural properties of an occlusal device material processed by stereolithography. J. Prosthet. Dent. 2016, 116, 811–817. [Google Scholar] [CrossRef]
- Unkovskiy, A.; Bui, P.H.; Schille, C.; Geis-Gerstorfer, J.; Huettig, F.; Spintzyk, S. Objects build orientation, positioning, and curing influence dimensional accuracy and flexural properties of stereolithographically printed resin. Dent. Mater. 2018, 34, e324–e333. [Google Scholar] [CrossRef]
- Perea-Lowery, L.; Gibreel, M.; Vallittu, P.K.; Lassila, L. Evaluation of the mechanical properties and degree of conversion of 3D printed splint material. J. Mech. Behav. Biomed. Mater. 2021, 115, 104254. [Google Scholar] [CrossRef] [PubMed]
- Sabbah, A.; Romanos, G.; Delgado-Ruiz, R. Impact of Layer Thickness and Storage Time on the Properties of 3D-Printed Dental Dies. Materials 2021, 14, 509. [Google Scholar] [CrossRef] [PubMed]
- Kalberer, N.; Mehl, A.; Schimmel, M.; Müller, F.; Srinivasan, M. CAD-CAM milled versus rapidly prototyped (3D-printed) complete dentures: An in vitro evaluation of trueness. J. Prosthet. Dent. 2019, 121, 637–643. [Google Scholar] [CrossRef]
- Gad, M.M.; Fouda, S.M.; Abualsaud, R.; Alshahrani, F.A.; Al-Thobity, A.M.; Khan, S.Q.; Akhtar, S.; Ateeq, I.S.; Helal, M.A.; Al-Harbi, F.A. Strength and Surface Properties of a 3D-Printed Denture Base Polymer. J. Prosthodont. 2022, 31, 412–418. [Google Scholar] [CrossRef]
- Al-Dulaijan, Y.A.; Alsulaimi, L.; Alotaibi, R.; Alboainain, A.; Akhtar, S.; Khan, S.Q.; Al-Ghamdi, M.; Gad, M.M. Effect of Printing Orientation and Postcuring Time on the Flexural Strength of 3D-Printed Resins. J. Prosthodont. 2023, 32, 45–52. [Google Scholar] [CrossRef] [PubMed]
- Kim, T.; Lee, S.; Kim, G.B.; Hong, D.; Kwon, J.; Park, J.W.; Kim, N. Accuracy of a simplified 3D-printed implant surgical guide. J. Prosthet. Dent. 2020, 124, 195–201.e2. [Google Scholar] [CrossRef]
- Prpić, V.; Schauperl, Z.; Ćatić, A.; Dulčić, N.; Čimić, S. Comparison of Mechanical Properties of 3D-Printed, CAD/CAM, and Conventional Denture Base Materials. J. Prosthodont. 2020, 29, 524–528. [Google Scholar] [CrossRef]
- Jeong, M.; Radomski, K.; Lopez, D.; Liu, J.T.; Lee, J.D.; Lee, S.J. Materials and Applications of 3D Printing Technology in Dentistry: An Overview. Dent. J. 2023, 12, 1. [Google Scholar] [CrossRef] [PubMed]
- Al-Dulaijan, Y.A.; Alsulaimi, L.; Alotaibi, R.; Alboainain, A.; Alalawi, H.; Alshehri, S.; Khan, S.Q.; Alsaloum, M.; AlRumaih, H.S.; Alhumaidan, A.A.; et al. Comparative Evaluation of Surface Roughness and Hardness of 3D Printed Resins. Materials 2022, 15, 6822. [Google Scholar] [CrossRef]
- Borella, P.S.; Alvares, L.A.S.; Ribeiro, M.T.H.; Moura, G.F.; Soares, C.J.; Zancopé, K.; Mendonça, G.; Rodrigues, F.P.; das Neves, F.D. Physical and mechanical properties of four 3D-printed resins at two different thick layers: An in vitro comparative study. Dent. Mater. 2023, 39, 686. [Google Scholar] [CrossRef]

{kind=link}
| Tested Properties | Source | Type III Sum of Squares | Df | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|---|
| Flexural strength | Intercept | 1,830,191.145 | 1 | 1,830,191.145 | 265,529.755 | <0.001 * |
| PPT * LT | 304.365 | 6 | 50.728 | 7.360 | <0.001 * | |
| PPT * material | 92.842 | 6 | 15.474 | 2.245 | 0.039 * | |
| LT * material | 387.215 | 4 | 96.804 | 14.045 | <0.001 * | |
| PPT * LT * material | 208.642 | 12 | 17.387 | 2.523 | 0.003 * | |
| Error | 2233.203 | 324 | 6.893 | |||
| Total | 1,842,379.701 | 360 | ||||
| Hardness | Intercept | 376,812.803 | 1 | 376,812.803 | 91,298.700 | <0.001 * |
| PPT * LT | 500.563 | 6 | 83.427 | 20.214 | <0.001 * | |
| PPT * material | 389.934 | 6 | 64.989 | 15.746 | <0.001 * | |
| LT * material | 601.516 | 4 | 150.379 | 36.436 | <0.001 * | |
| PPT * LT * material | 206.518 | 12 | 17.210 | 4.170 | <0.001 * | |
| Error | 1337.230 | 324 | 4.127 | |||
| Total | 391,758.049 | 360 |
| Materials | Printing Layer Thickness | Post-Polymerization Time (Mean ± SD) | p-Value | |||
|---|---|---|---|---|---|---|
| 15 min | 30 min | 60 min | 90 min | |||
| ASIGA | 25 µm | 66.1 (1.9) a,A | 68.3 (2.5) a,A,B | 71.1 (1.7) A,B | 76.7 (1.3) A | <0.001 * |
| 50 µm | 66.3 (2.6) A | 69.6 (1.7) A | 73.3 (2.4) A | 76.9 (2.8) A | <0.001 * | |
| 100 µm | 60.7 (3.3) | 65.8 (3.1)a,B | 68.7 (2.6) a,b,B | 70.2 (3.1) b | <0.001 * | |
| p value | <0.001 * | 0.008 * | 0.001 * | <0.001 * | ||
| NextDent | 25 µm | 67.1 (1.7) A | 74.0 (2.5) A | 80.4 (2.5) | 83.5 (2.1) | <0.001 * |
| 50 µm | 65.5 (2.7) A,B | 70.6 (3.0) a,A,B | 74.3 (4.4) a,b | 76.4 (3.1) b | <0.001 * | |
| 100 µm | 63.1 (2.8) B | 69.4 (3.6) a,B | 69.5 (2.7) a | 71.4 (2.9) a | <0.001 * | |
| p value | 0.005 * | 0.008 * | <0.001 * | <0.001 * | ||
| FormLabs | 25 µm | 68.1 (2.1) A | 71.1 (2.3) A | 75.3 (2.4) A | 80.4 (2.0) A | <0.001 * |
| 50 µm | 66.9 (1.9) A | 72.7 (1.9) a,A | 75.8 (2.5) a,A | 81.7 (3.8) A | <0.001 * | |
| 100 µm | 64.4 (2.0) | 68.4 (2.9) a | 70.7 (2.3) a,b | 72.1 (2.3) b | <0.001 * | |
| p value | 0.001 * | 0.001 * | <0.001 * | <0.001 * | ||
| Materials | Printing Layer Thickness | Post-Polymerization Time (Mean ± SD) | p-Value | |||
|---|---|---|---|---|---|---|
| 15 min | 30 min | 60 min | 90 min | |||
| ASIGA | 25 µm | 32.1 (1.9) A | 36.3 (1.9) | 39.7 (1.2) a | 39.6 (1.6) a | <0.001 * |
| 50 µm | 29.2 (2.1) a,A | 31.4 (2.0) a,A | 31.4 (2.1) a,A | 33.3 (2.0) A | <0.001 * | |
| 100 µm | 23.7 (2.7) a | 31.5 (2.1) a,A | 31.4 (1.5) a,A | 33.3 (1.7) A | <0.001 * | |
| p value | <0.001 * | <0.001 * | <0.001 * | <0.001 * | ||
| NextDent | 25 µm | 26.4 (2.0) A | 33.1 (1.9) A | 36.3 (2.0) A | 39.3 (2.1) A | <0.001 * |
| 50 µm | 28.6 (1.7) A | 32.2 (1.8) A | 35.7 (1.6) a,A | 37.3 (1.7) a,A | <0.001 * | |
| 100 µm | 20.8 (2.7) a | 22.0 (1.6) a,b,c | 24.3 (2.4) b,d | 23.7 (2.0) c,d | <0.005 * | |
| p value | <0.001 * | <0.001 * | <0.001 * | <0.001 * | ||
| FormLabs | 25 µm | 30.3 (2.0) | 35.2 (3.4) A | 42.5 (2.2) a,A | 45.3 (2.4) a,A | <0.001 * |
| 50 µm | 28.8 (1.8) A | 36.0 (2.6) A | 40.2 (1.5) A | 43.6 (1.8) A | <0.001 * | |
| 100 µm | 28.2 (2.0) A | 30.7 (1.7) a | 32.4 (1.6) a,b | 34.3 (2.2) b | <0.001 * | |
| p value | 0.064 | <0.001 * | <0.001 * | <0.001 * | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
AlRumaih, H.S.; Gad, M.M. The Effect of 3D Printing Layer Thickness and Post-Polymerization Time on the Flexural Strength and Hardness of Denture Base Resins. Prosthesis 2024, 6, 970-978. https://doi.org/10.3390/prosthesis6040070
AlRumaih HS, Gad MM. The Effect of 3D Printing Layer Thickness and Post-Polymerization Time on the Flexural Strength and Hardness of Denture Base Resins. Prosthesis. 2024; 6(4):970-978. https://doi.org/10.3390/prosthesis6040070
Chicago/Turabian StyleAlRumaih, Hamad S., and Mohammed M. Gad. 2024. "The Effect of 3D Printing Layer Thickness and Post-Polymerization Time on the Flexural Strength and Hardness of Denture Base Resins" Prosthesis 6, no. 4: 970-978. https://doi.org/10.3390/prosthesis6040070
APA StyleAlRumaih, H. S., & Gad, M. M. (2024). The Effect of 3D Printing Layer Thickness and Post-Polymerization Time on the Flexural Strength and Hardness of Denture Base Resins. Prosthesis, 6(4), 970-978. https://doi.org/10.3390/prosthesis6040070