

Performance Evaluation of Graphene Nanofluid to Mitigate the Wear of a Diamond Tool in Micro-Machining of Ti6Al4V Alloy



Abstract
1. Introduction
2. Experimental and Simulation Methods
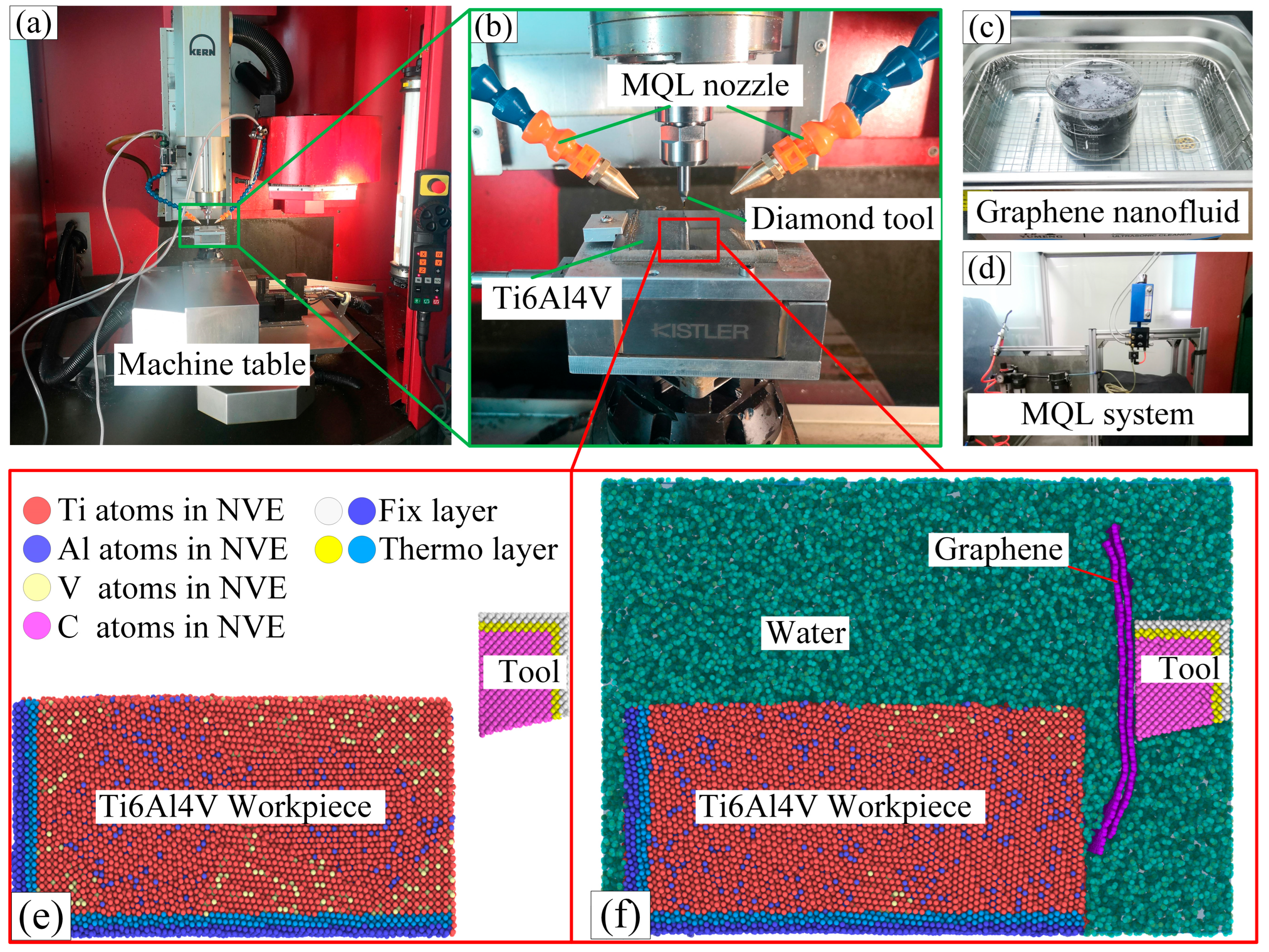
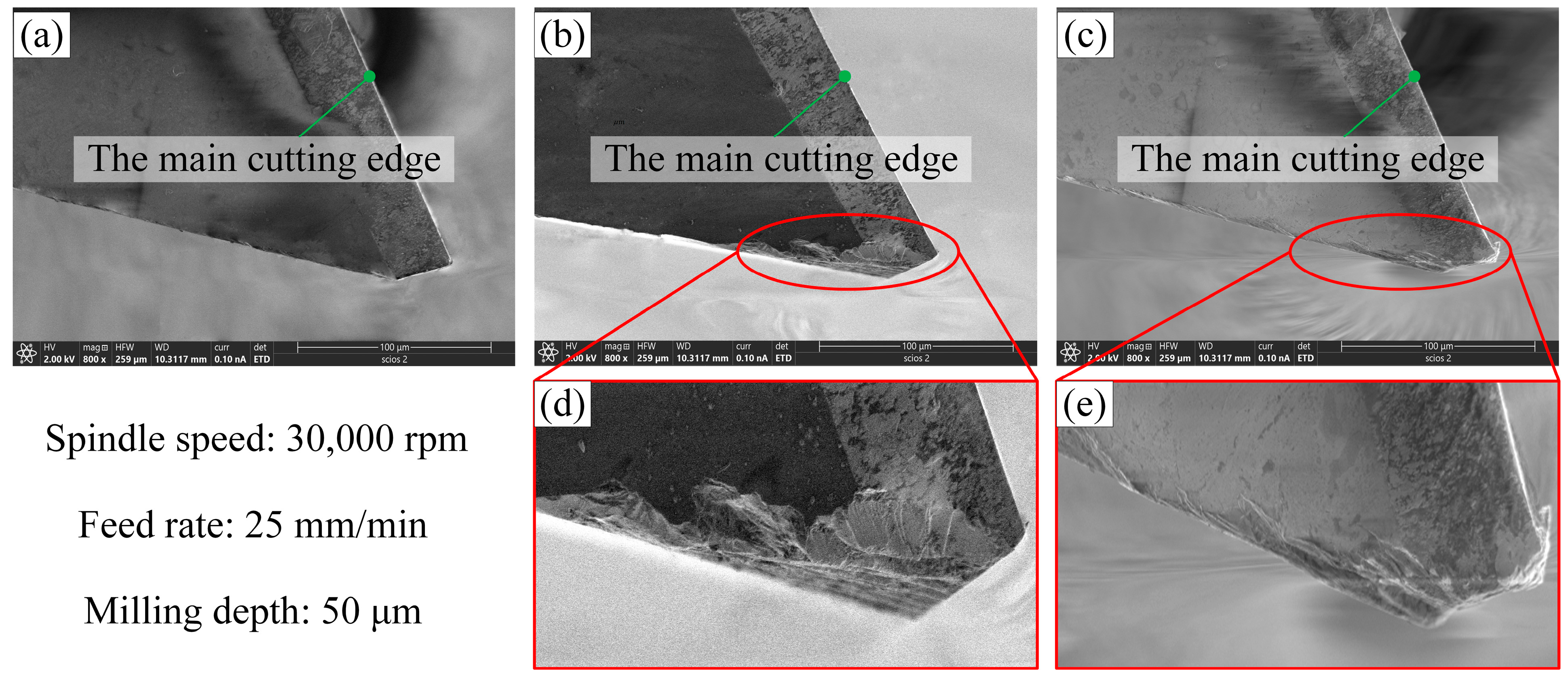
2.1. The Micro-Milling Process
2.2. MD Simulation Model
3. Results and Discussion
3.1. Suppression Performance of Graphene on Tool Wear
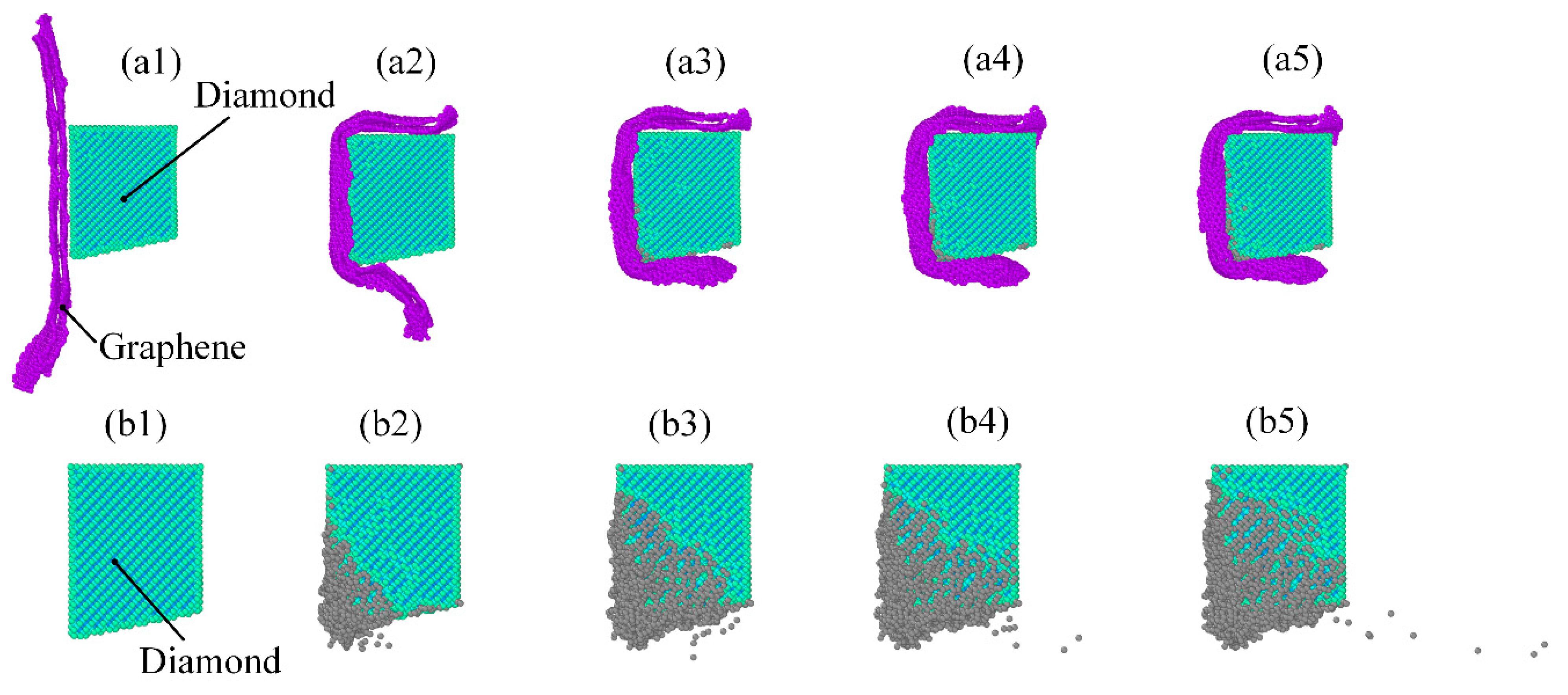
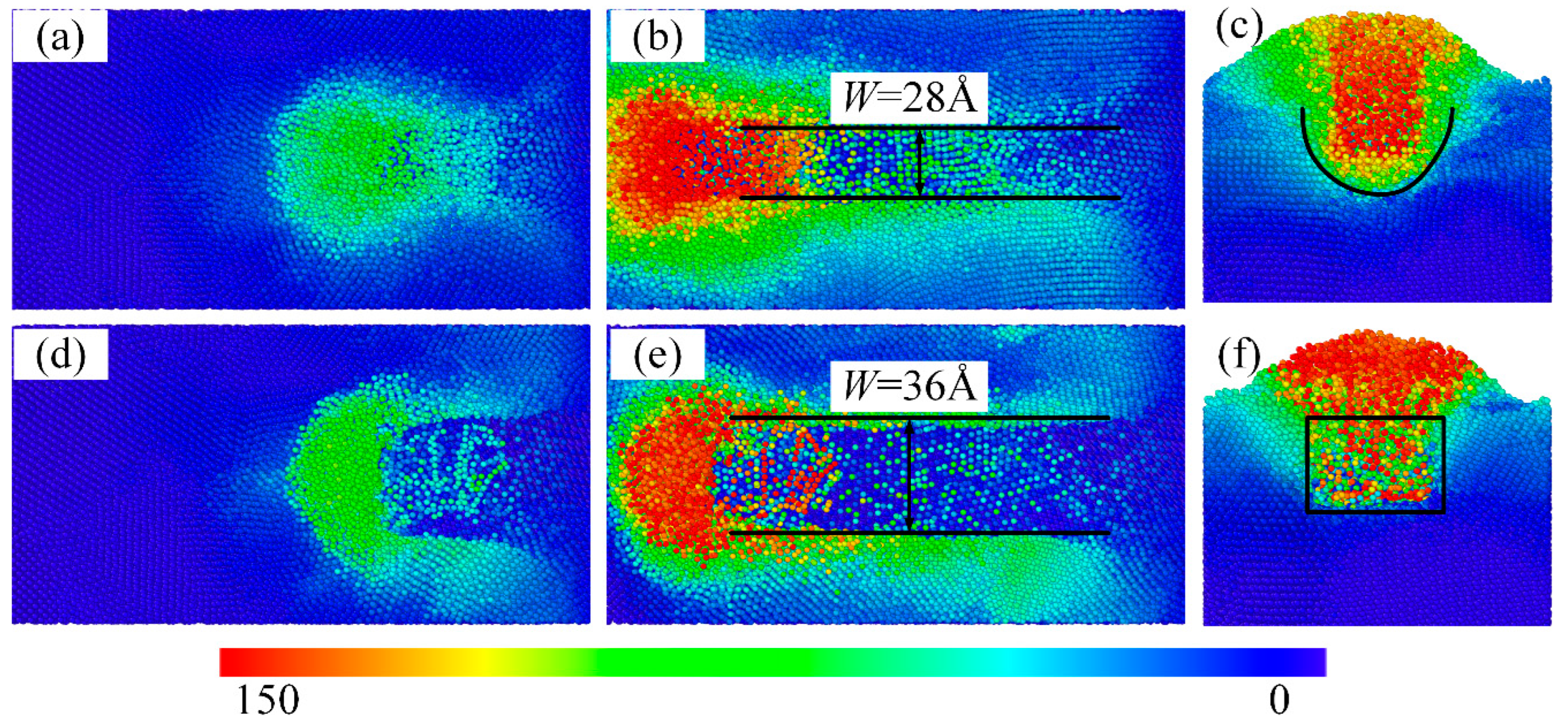
3.2. Dynamic Evolution of Tool Wear during Cutting Simulation
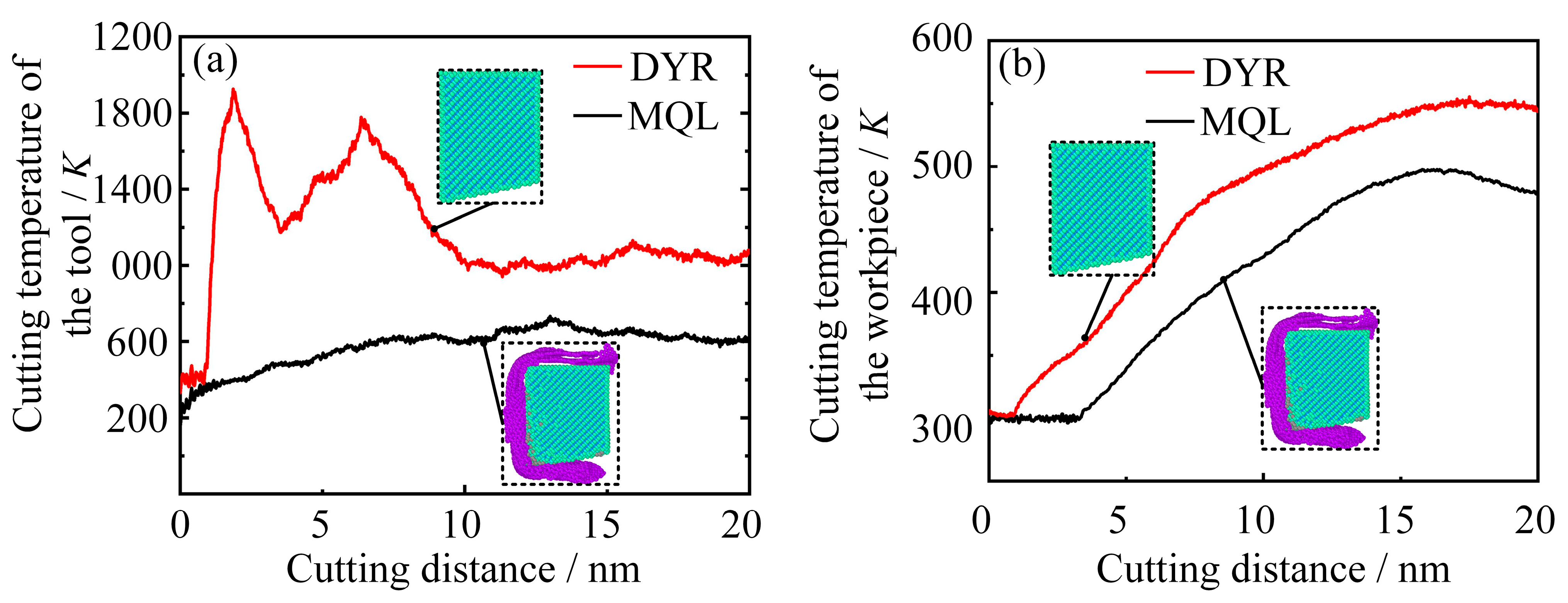
3.3. Thermal Fluctuations during Cutting Simulation
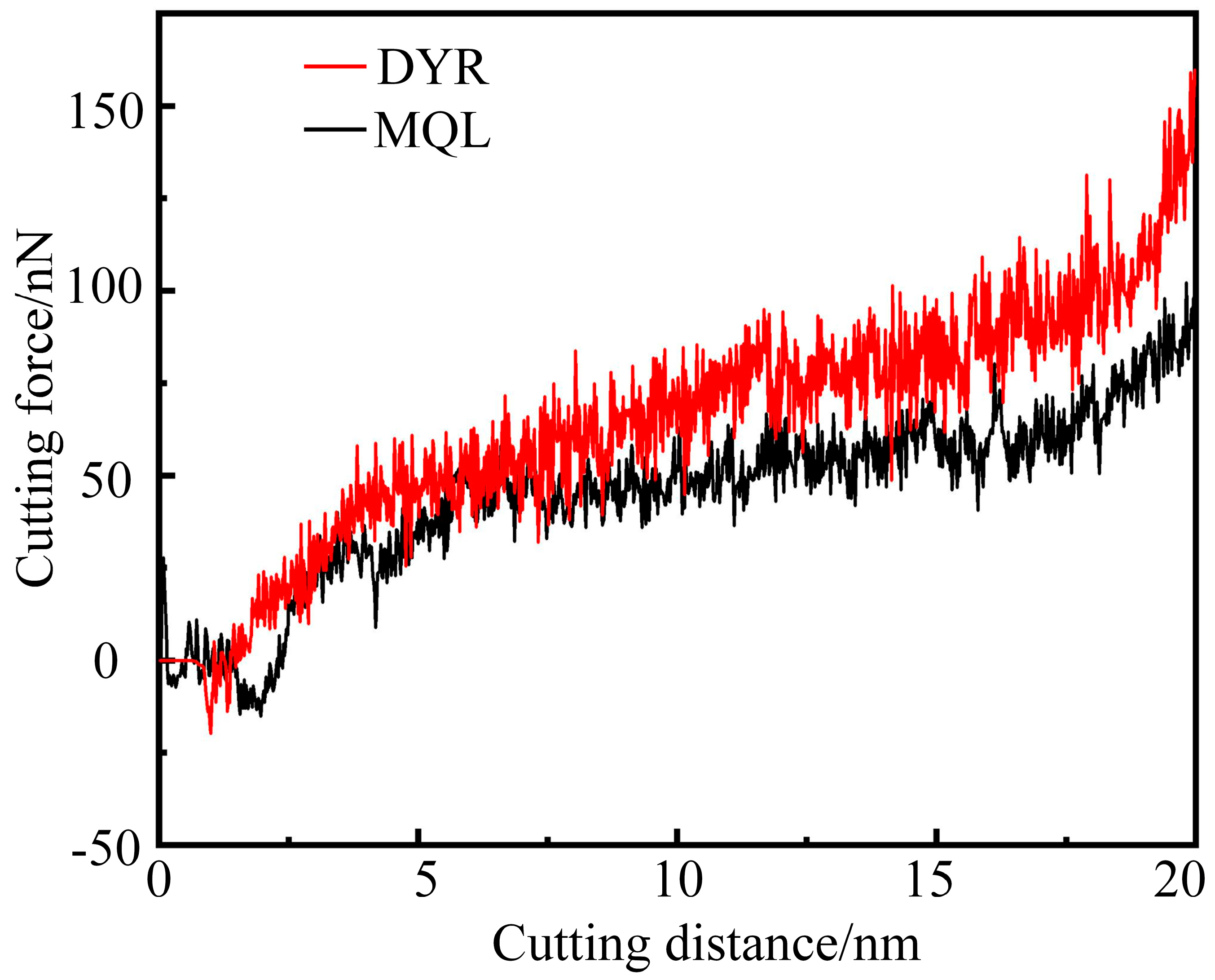
3.4. Cutting Force and Cutting Efficiency during Cutting Simulation
4. Conclusions
- Although the diamond has a very high hardness, noticeable wear behavior is observed during the micro-milling experiment of the Ti6Al4V alloy. Diamond tools primarily experience adhesive wear and abrasive wear in dry environments. However, tool wear is effectively suppressed under the graphene nanofluid MQL;
- The amorphization behavior of diamond tools is observed during the simulation of cutting titanium alloy. The C-C bonds in diamonds are broken under extreme loads and catalytic effects of the workpiece elements, which is the main cause of tool wear. However, it is observed that the number of amorphous atoms in the graphene nanofluid environment is significantly lower compared to the dry environment. Therefore, the graphene nanofluid suppressed the wear of diamond tools caused by amorphization;
- The tool–workpiece interface properties are modified by graphene nanofluid during micro-milling. The graphene prevents the direct impact of the workpiece on the tool. The adsorption capacity of workpiece atoms to diamond C atoms is reduced. The molecular dynamics simulation results showed that the cutting forces and cutting temperatures are reduced by graphene nanofluid. As a result, the stability of the tool lattice structure is improved;
- Not only is tool wear effectively suppressed by the graphene nanofluid, but the contact area between the tool and the workpiece material is also increased, improving processing efficiency. Moreover, the surface profile of the workpiece was more regular under the graphene nanofluid.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Niinomi, M. Recent applications, research and development in titanium and its alloys. Tetsu Hagane-J. Iron Steel Inst. Jpn. 2004, 90, 462–471. [Google Scholar] [CrossRef] [PubMed]
- Boyer, R.R. An overview on the use of titanium in the aerospace industry. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 1996, 213, 103–114. [Google Scholar] [CrossRef]
- Cui, C.; Hu, B.; Zhao, L.; Liu, S. Titanium alloy production technology, market prospects and industry development. Mater. Des. 2011, 32, 1684–1691. [Google Scholar] [CrossRef]
- Liu, S.; Shin, Y.C. Additive manufacturing of Ti6Al4V alloy: A review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Gadakh, V.S.; Badheka, V.J.; Mulay, A.S. Solid-state joining of aluminum to titanium: A review. Proc. Inst. Mech. Eng. Pt. L-J. Mater.-Design Appl. 2021, 235, 1757–1799. [Google Scholar] [CrossRef]
- Rafi, H.K.; Karthik, N.V.; Gong, H.; Starr, T.L.; Stucker, B.E. Microstructures and Mechanical Properties of Ti6Al4V Parts Fabricated by Selective Laser Melting and Electron Beam Melting. J. Mater. Eng. Perform. 2013, 22, 3872–3883. [Google Scholar] [CrossRef]
- Zha, J.; Villarrazo, N.; de Pisson, G.M.; Li, Y.; Zhang, H.; de Lacalle, L.N.L. An accuracy evolution method applied to five-axis machining of curved surfaces. Int. J. Adv. Manuf. Technol. 2023, 125, 3475–3487. [Google Scholar] [CrossRef]
- Love, S.; Hertzberg, A.; Woodcock, G. Lunar-derived titanium alloys for hydrogen storage. J. Propul. Power 1992, 8, 869–872. [Google Scholar] [CrossRef]
- Calleja, A.; Alonso, M.A.; Fernandez, A.; Tabernero, I.; Ayesta, I.; Lamikiz, A.; de Lacalle, L.N.L. Flank milling model for tool path programming of turbine blisks and compressors. Int. J. Prod. Res. 2015, 53, 354–3369. [Google Scholar] [CrossRef]
- Duan, Z.; Li, C.; Ding, W.; Zhang, Y.; Yang, M.; Gao, T.; Cao, H.; Xu, X.; Wang, D.; Mao, C.; et al. Milling Force Model for Aviation Aluminum Alloy: Academic Insight and Perspective Analysis. Chin. J. Mech. Eng. 2021, 34, 18. [Google Scholar] [CrossRef]
- Pramanik, A. Problems and solutions in machining of titanium alloys. Int. J. Adv. Manuf. Technol. 2014, 70, 919–928. [Google Scholar] [CrossRef]
- M’Saoubi, R.; Axinte, D.; Soo, S.L.; Nobel, C.; Attia, H.; Kappmeyer, G.; Engin, S.; Sim, W. High performance cutting of advanced aerospace alloys and composite materials. CIRP Ann.-Manuf. Technol. 2015, 64, 557–580. [Google Scholar] [CrossRef]
- Du, Q.; Wang, X.; Zhang, S.; Long, W.; Zhang, L.; Jiu, Y.; Yang, C.; Zhang, Y.; Yang, J. Research status on surface metallization of diamond. Mater. Res. Express 2019, 6, 122005. [Google Scholar] [CrossRef]
- Zhao, Y.; Liu, H.; Yu, T.; Hong, M. Fabrication of high hardness microarray diamond tools by femtosecond laser ablation. Opt. Laser Technol. 2021, 140, 107014. [Google Scholar] [CrossRef]
- Polvorosa, R.; Suarez, A.; de Lacalle, L.N.L.; Cerrillo, I.; Wretland, A.; Veiga, F. Tool wear on nickel alloys with different coolant pressures: Comparison of Alloy 718 and Waspaloy. J. Manuf. Process. 2017, 26, 44–56. [Google Scholar] [CrossRef]
- Suarez, A.; de Lacalle, L.N.L.; Polvorosa, R.; Veiga, F.; Wretland, A. Effects of high-pressure cooling on the wear patterns on turning inserts used on alloy IN718. Mater. Manuf. Process. 2017, 32, 678–686. [Google Scholar] [CrossRef]
- Suarez, A.; Veiga, F.; Polvorosa, R.; Artaza, T.; Holmberg, J.; de Lacalle, L.N.L.; Wretland, A. Surface integrity and fatigue of non-conventional machined Alloy 718. J. Manuf. Process. 2019, 48, 44–50. [Google Scholar] [CrossRef]
- Lee, Y.J.; Hao, L.; Lüder, J.; Chaudhari, A.; Wang, S.; Manzhos, S.; Wang, H. Micromachining of ferrous metal with an ion implanted diamond cutting tool. Carbon 2019, 152, 598–608. [Google Scholar] [CrossRef]
- Huang, S.; Liu, X.; Chen, F.Z.; Zheng, H.X.; Yang, X.L.; Wu, L.B.; Song, J.L.; Xu, W.J. Diamond-cutting ferrous metals assisted by cold plasma and ultrasonic elliptical vibration. Int. J. Adv. Manuf. Technol. 2016, 85, 673–681. [Google Scholar] [CrossRef]
- Du, J.B.; Zhang, Q.; Zong, W.J. Summary of single point diamond turning technology for hard, brittle and ferrous metal materials. J. Mech. Eng. 2023, 59, 156–175. [Google Scholar]
- Zhang, Y.; Zhou, Z.; Wang, J.; Li, X. Diamond Tool Wear in Precision Turning of Titanium Alloy. Mater. Manuf. Process. 2013, 28, 1061–1064. [Google Scholar] [CrossRef]
- Zareena, A.R.; Veldhuis, S.C. Tool wear mechanisms and tool life enhancement in ultra-precision machining of titanium. J. Mater. Process. Technol. 2012, 212, 560–570. [Google Scholar] [CrossRef]
- Park, K.; Beal, A.; Kim, D.D.; Kwon, P.; Lantrip, J. Tool wear in drilling of composite/titanium stacks using carbide and polycrystalline diamond tools. Wear 2011, 271, 2826–2835. [Google Scholar] [CrossRef]
- Gonzalez, H.; Pereira, O.; de Lacalle, L.N.L.; Calleja, A.; Ayesta, I.; Munoa, J. Flank-milling of integral blade rotors made in Ti6Al4V using cryo CO2 and minimum quantity lubrication. J. Manuf. Sci. Eng.-Trans. ASME 2021, 143, 091011. [Google Scholar] [CrossRef]
- Villarrazo, N.; Caneda, S.; Pereira, O.; Rodriguez, A.; de Lacalle, L.N.L. The effects of lubricooling ecosustainable techniques on tool wear in carbon steel milling. Materials 2023, 16, 2936. [Google Scholar] [CrossRef]
- Pereira, O.; Celaya, A.; Urbikain, G.; Rodriguez, A.; Fernandez-Valdivielso, A.; de Lacalle, L.N.L. CO2 cryogenic milling of Inconel 718: Cutting forces and tool wear. J. Mater. Res. Technol-JMRT 2020, 9, 8459–8468. [Google Scholar] [CrossRef]
- Amigo, F.J.; Urbikain, G.; Pereira, O.; Fernandez-Lucio, P.; Fernandez-Valdivielso, A.; de Lacalle, L.N.L. Combination of high feed turning with cryogenic cooling on Haynes 263 and Inconel 718 superalloys. J. Manuf. Process. 2020, 58, 208–222. [Google Scholar] [CrossRef]
- Sidik, N.A.C.; Samion, S.; Ghaderian, J.; Yazid, M.N.A.W. Recent progress on the application of nanofluids in minimum quantity lubrication machining: A review. Int. J. Heat Mass Transf. 2017, 108, 79–89. [Google Scholar] [CrossRef]
- Sharma, A.K.; Tiwari, A.K.; Dixit, A.R. Progress of Nanofluid Application in Machining: A Review. Mater. Manuf. Process. 2015, 30, 813–828. [Google Scholar] [CrossRef]
- Piratheepan, M.; Anderson, T.N. An experimental investigation of turbulent forced convection heat transfer by a multi-walled carbon-nanotube nanofluid. Int. Commun. Heat Mass Transf. 2014, 57, 286–290. [Google Scholar] [CrossRef]
- Sharma, A.K.; Singh, R.K.; Dixit, A.R.; Tiwari, A.K. Novel uses of alumina-MoS2 hybrid nanoparticle enriched cutting fluid in hard turning of AISI 304 steel. J. Manuf. Process. 2017, 30, 467–482. [Google Scholar] [CrossRef]
- Gupta, M.K.; Song, Q.; Liu, Z.; Sarikaya, M.; Jamil, M.; Mia, M.; Singla, A.K.; Khan, A.M.; Khanna, N.; Pimenov, D.Y. Environment and economic burden of sustainable cooling/lubrication methods in machining of Inconel-800. J. Clean. Prod. 2021, 287, 125074. [Google Scholar] [CrossRef]
- Barai, D.P.; Bhanvase, B.A.; Sonawane, S.H. A Review on Graphene Derivatives-Based Nanofluids: Investigation on Properties and Heat Transfer Characteristics. Ind. Eng. Chem. Res. 2020, 59, 10231–10277. [Google Scholar] [CrossRef]
- Arshad, A.; Jabbal, M.; Yan, Y.; Reay, D. A review on graphene based nanofluids: Preparation, characterization and applications. J. Mol. Liq. 2019, 279, 444–484. [Google Scholar] [CrossRef]
- Rakesh, P.R.; Chakradhar, D. Investigation on the Effect of Graphene Nano-Cutting Fluid Minimum Quantity Lubrication on the Machining Performance of Inconel 625. Arab. J. Sci. Eng. 2022, 47, 8469–8483. [Google Scholar] [CrossRef]
- Anandan, V.; Naresh Babu, M.; Vetrivel Sezhian, M.; Yildirim, C.V.; Dinesh Babu, M. Influence of graphene nanofluid on various environmental factors during turning of M42 steel. J. Manuf. Process. 2021, 68, 90–103. [Google Scholar] [CrossRef]
- Kursus, M.; Liew, P.J.; Che Sidik, N.A.; Wang, J. Recent progress on the application of nanofluids and hybrid nanofluids in machining: A comprehensive review. Int. J. Adv. Manuf. Technol. 2022, 121, 1455–1481. [Google Scholar] [CrossRef]
- Huang, S.Q.; Wu, H.; Jiang, Z.Y.; Huang, H. Water-based nanosuspensions: Formulation, tribological property, lubrication mechanism, and applications. J. Manuf. Process. 2021, 71, 625–644. [Google Scholar] [CrossRef]
- Singh, R.K.; Sharma, A.K.; Bishwajeet Mandal, V.; Gaurav, K.; Nag, A.; Kumar, A.; Dixit, A.R.; Mandal, A.; Das, A.K. Influence of graphene-based nanofluid with minimum quantity lubrication on surface roughness and cutting temperature in turning operation. Mater. Today-Proc. 2018, 5, 24578–24586. [Google Scholar] [CrossRef]
- Thompson, A.P.; Aktulga, H.M.; Berger, R.; Bolintineanu, D.S.; Brown, W.M.; Crozier, P.S.; In’t Veld, P.J.; Kohlmeyer, A.; Moore, S.G.; Nguyen, T.D.; et al. LAMMPS—A flexible simulation tool for particle-based materials modeling at the atomic, meso, and continuum scales. Comput. Phys. Commun. 2022, 271, 108171. [Google Scholar] [CrossRef]
- Fan, P.; Goel, S.; Luo, X.; Yan, Y.; Geng, Y.; Wang, Y. An atomistic investigation on the wear of diamond during atomic force microscope tip-based nanomachining of gallium arsenide. Comput. Mater. Sci. 2021, 187, 110115. [Google Scholar] [CrossRef]
- Fung, K.Y.; Tang, C.Y.; Cheung, C.F. Molecular dynamics analysis of the effect of surface flaws of diamond tools on tool wear in nanometric cutting. Comput. Mater. Sci. 2017, 133, 60–70. [Google Scholar] [CrossRef]
- Xu, S.; Wan, Q.; Sha, Z.; Liu, Z. Molecular dynamics simulations of nano-indentation and wear of the γTi-Al alloy. Comput. Mater. Sci. 2015, 110, 247–253. [Google Scholar] [CrossRef]
- Dong, G.; Wang, X.; Gao, S. Molecular dynamics simulation and experiment research of cutting-tool wear mechanism for cutting aluminum alloy. Int. J. Adv. Manuf. Technol. 2018, 96, 1123–1137. [Google Scholar] [CrossRef]
- Zhao, P.; Wu, J.; Chen, H.; Liu, H.; Li, D.; Tan, J. Molecular dynamics simulation study of interaction mechanism between grain boundaries and subgrain boundaries in nano-cutting. J. Manuf. Process. 2021, 67, 418–426. [Google Scholar] [CrossRef]
- Stukowski, A. Visualization and analysis of atomistic simulation data with OVITO—The Open Visualization Tool. Model. Simul. Mater. Sci. Eng. 2010, 18, 15012. [Google Scholar] [CrossRef]
- Mendelev, M.I.; Underwood, T.L.; Ackland, G.J. Development of an interatomic potential for the simulation of defects, plasticity, and phase transformations in titanium. J. Chem. Phys. 2016, 145, 154102. [Google Scholar] [CrossRef]
- Ghiringhelli, L.M.; Valeriani, C.; Los, J.H.; Meijer, E.J.; Fasolino, A.; Frenkel, D. State-of-the-art models for the phase diagram of carbon and diamond nucleation. Mol. Phys. 2008, 106, 2011–2038. [Google Scholar] [CrossRef]
- Zhao, H.; Min, K.; Aluru, N.R. Size and Chirality Dependent Elastic Properties of Graphene Nanoribbons under Uniaxial Tension. Nano Lett. 2009, 9, 3012–3015. [Google Scholar] [CrossRef]
- Goel, S.; Luo, X.; Agrawal, A.; Reuben, R.L. Diamond machining of silicon: A review of advances in molecular dynamics simulation. Int. J. Mach. Tools Manuf. 2015, 88, 131–164. [Google Scholar] [CrossRef]
- Ou, P.; Cao, Z.; Rong, J.; Yu, X. Molecular Dynamics Study on the Welding Behavior in Dissimilar TC4-TA17 Titanium Alloys. Materials 2022, 15, 5606. [Google Scholar] [CrossRef]
- Wu, J.; Lin, S.; Yeh, J.; Chen, S.; Huang, Y.; Chen, H. Adhesive wear behavior of AlxCoCrCuFeNi high-entropy alloys as a function of aluminum content. Wear 2006, 261, 513–519. [Google Scholar] [CrossRef]
- Kim, S.; Le, D.; Lee, S.; Song, K.; Lee, D. Experiment-based statistical prediction on diamond tool wear in micro grooving NiP alloys. Diam. Relat. Mat. 2014, 41, 6–13. [Google Scholar] [CrossRef]
- Chon, K.S.; Takahashi, H.; Namba, Y. Wear inspection of a single-crystal diamond tool used in electroless nickel turning. Opt. Eng. 2014, 53, 34102. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Tool lattice structure | Diamond (single crystal diamond) |
| Workpiece lattice structure | HCP and BCC (Ti6Al4V alloy) |
| Total number of atoms in the workpiece | 112,073 |
| Total number of atoms in the tool | 9700 |
| Nanofluid type | Water-based graphene nanofluid |
| Cutting depth | 15 Å |
| Cutting speed | 2 Å/ps |
| Cutting length | 200 Å |
| Equilibration temperature | 300 K |
| Time step | 0.001 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Bai, Q.; Chen, S.; Dou, Y.; Guo, W.; Wang, T. Performance Evaluation of Graphene Nanofluid to Mitigate the Wear of a Diamond Tool in Micro-Machining of Ti6Al4V Alloy. J. Manuf. Mater. Process. 2023, 7, 131. https://doi.org/10.3390/jmmp7040131
Wang H, Bai Q, Chen S, Dou Y, Guo W, Wang T. Performance Evaluation of Graphene Nanofluid to Mitigate the Wear of a Diamond Tool in Micro-Machining of Ti6Al4V Alloy. Journal of Manufacturing and Materials Processing. 2023; 7(4):131. https://doi.org/10.3390/jmmp7040131
Chicago/Turabian StyleWang, Hongfei, Qingshun Bai, Shandeng Chen, Yuhao Dou, Wanmin Guo, and Tingting Wang. 2023. "Performance Evaluation of Graphene Nanofluid to Mitigate the Wear of a Diamond Tool in Micro-Machining of Ti6Al4V Alloy" Journal of Manufacturing and Materials Processing 7, no. 4: 131. https://doi.org/10.3390/jmmp7040131
APA StyleWang, H., Bai, Q., Chen, S., Dou, Y., Guo, W., & Wang, T. (2023). Performance Evaluation of Graphene Nanofluid to Mitigate the Wear of a Diamond Tool in Micro-Machining of Ti6Al4V Alloy. Journal of Manufacturing and Materials Processing, 7(4), 131. https://doi.org/10.3390/jmmp7040131