A New Strategy for the Use of Post-Processing Vacuum Bags from Aerospace Supplies: Nucleating Agent to LLDPE Phase in PA6/LLDPE Blends

 ,
,
Abstract
1. Introduction
2. Experimental Section
2.1. Materials
2.2. Cryogenic Milling and Characterization of Post-Processing PA6
2.3. Processing of PA6/LLDPE/LLDPE-g-MA Blends
2.4. Characterization of PA6/LLDPE/LLDPE-g-MA Blends
3. Results and Discussion
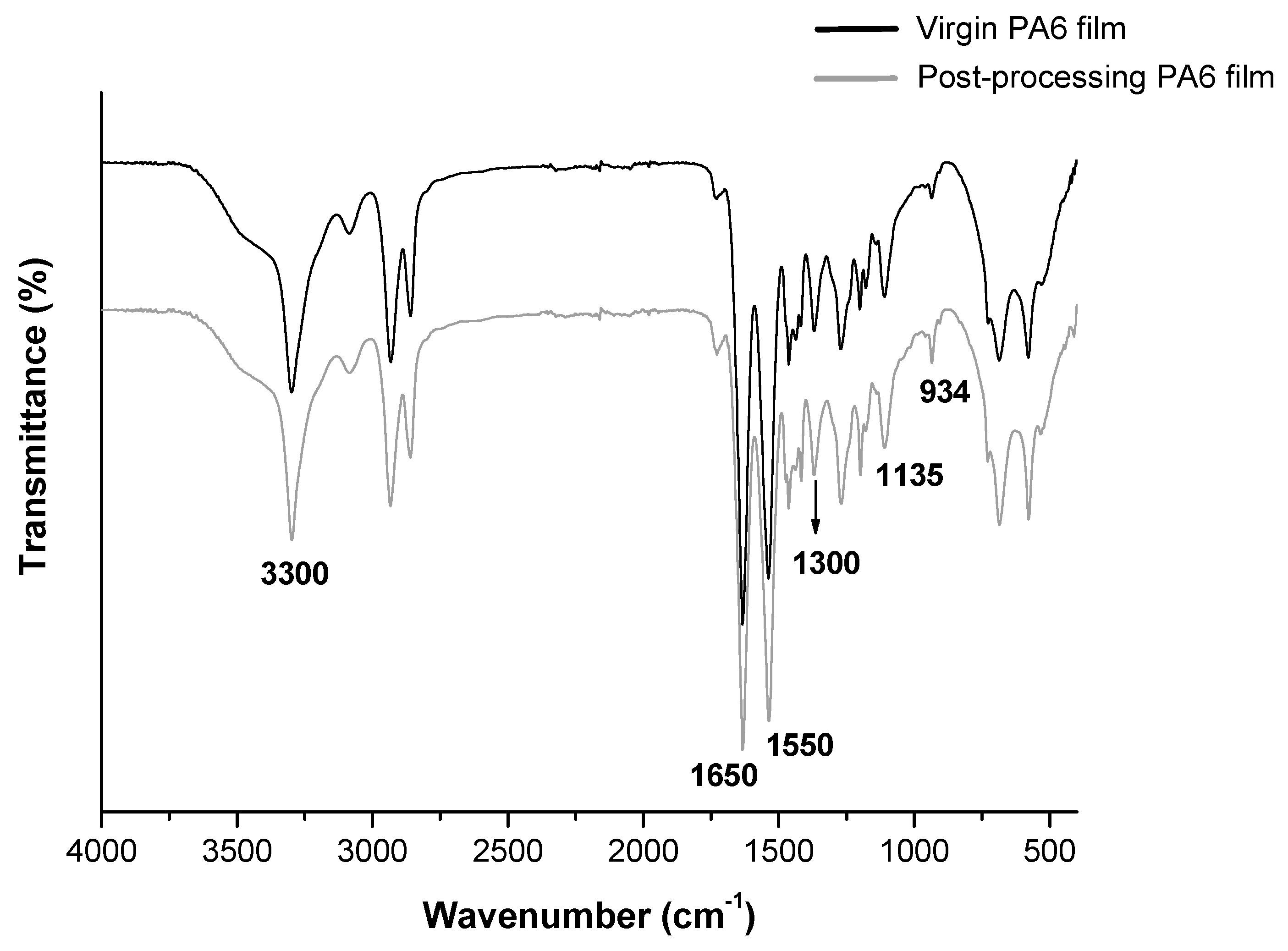
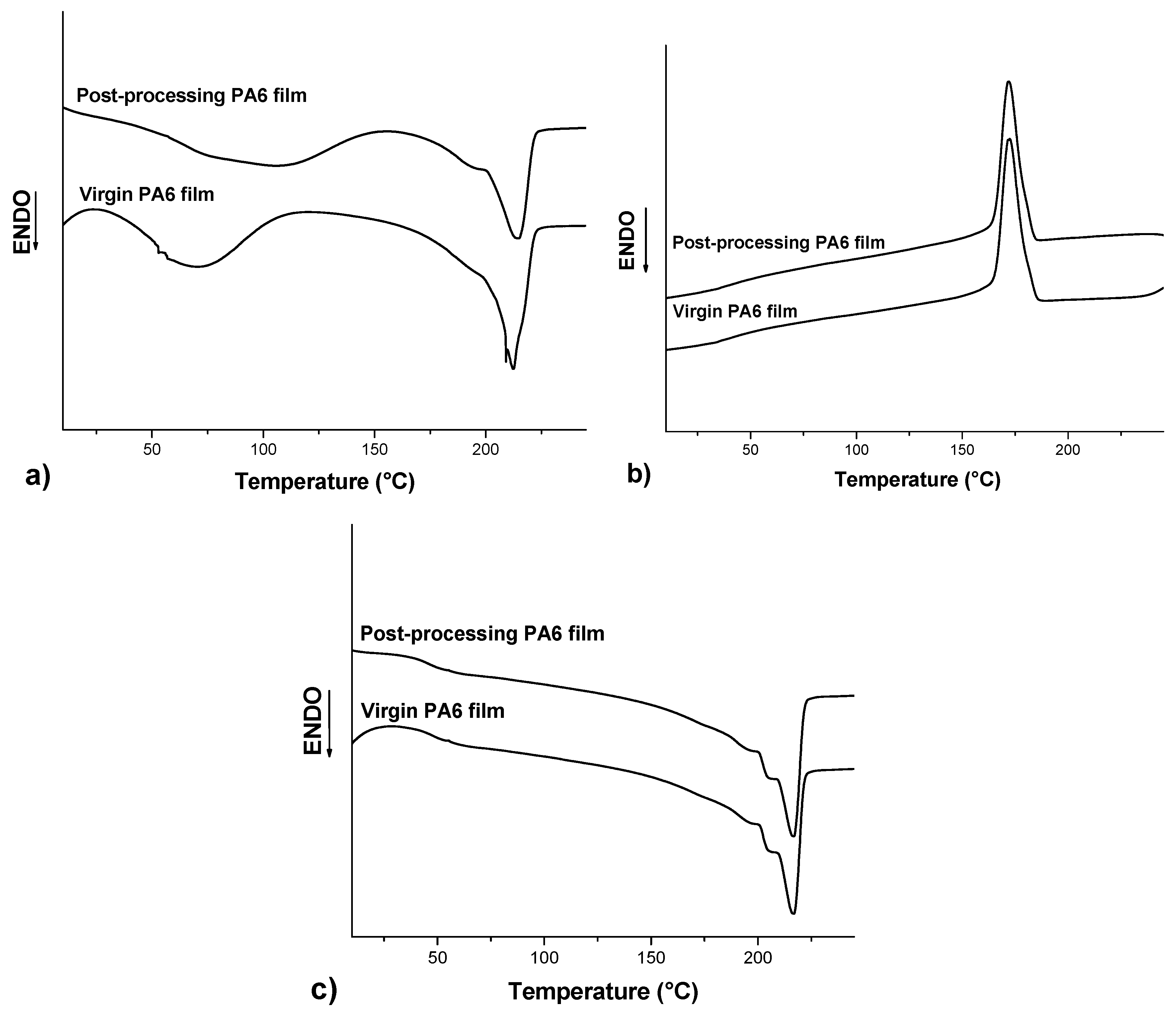
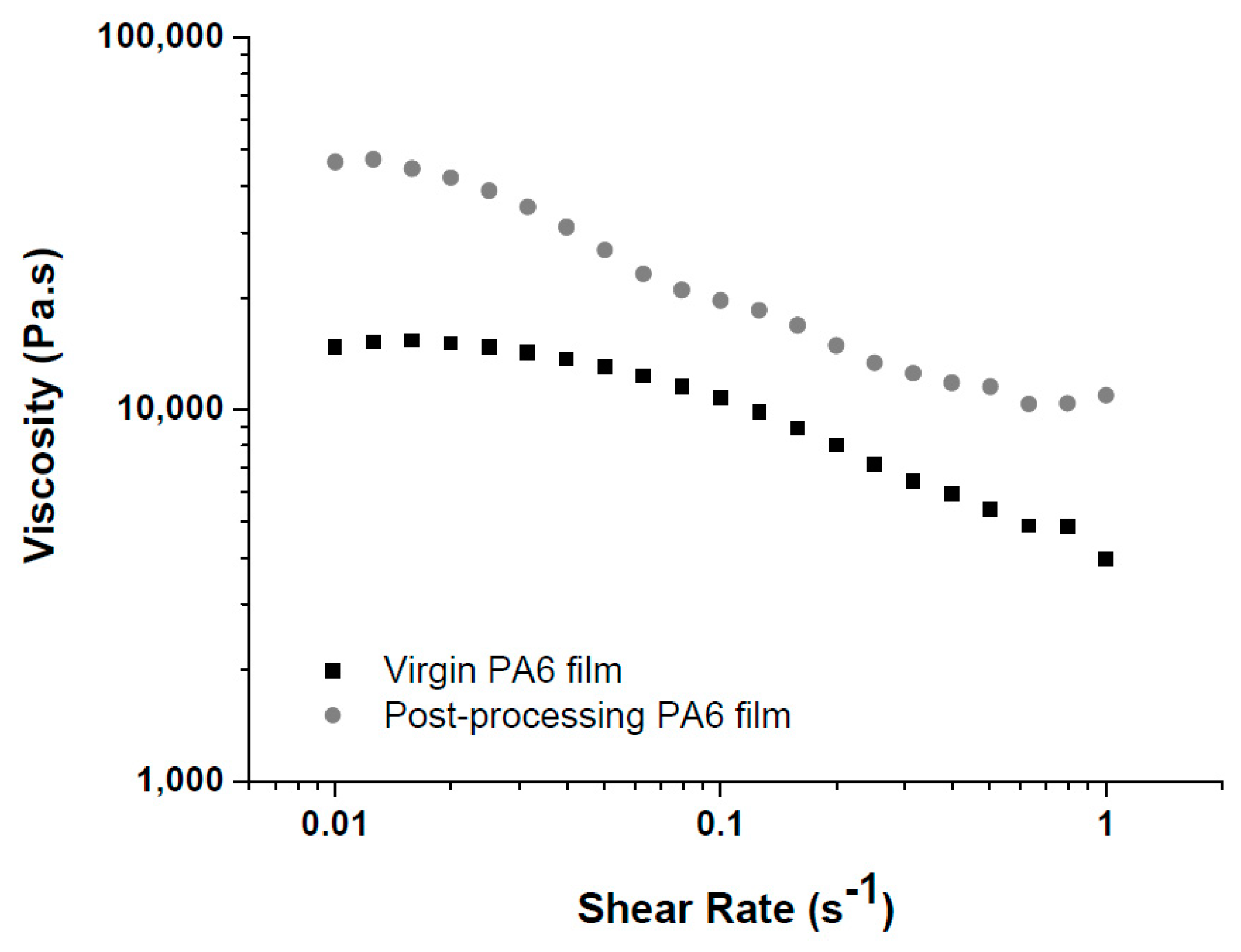
3.1. Characterization of Post-Processing PA6
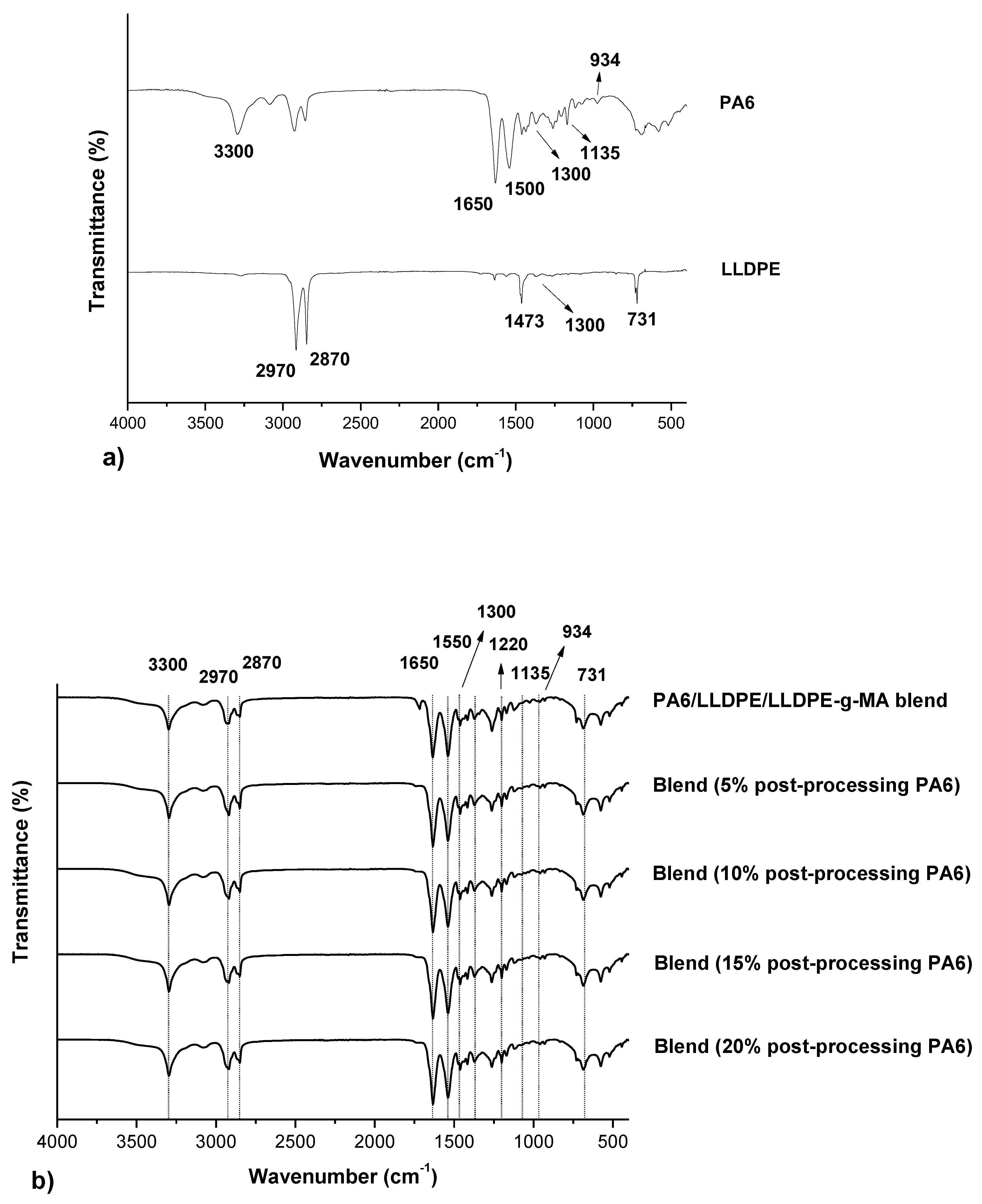
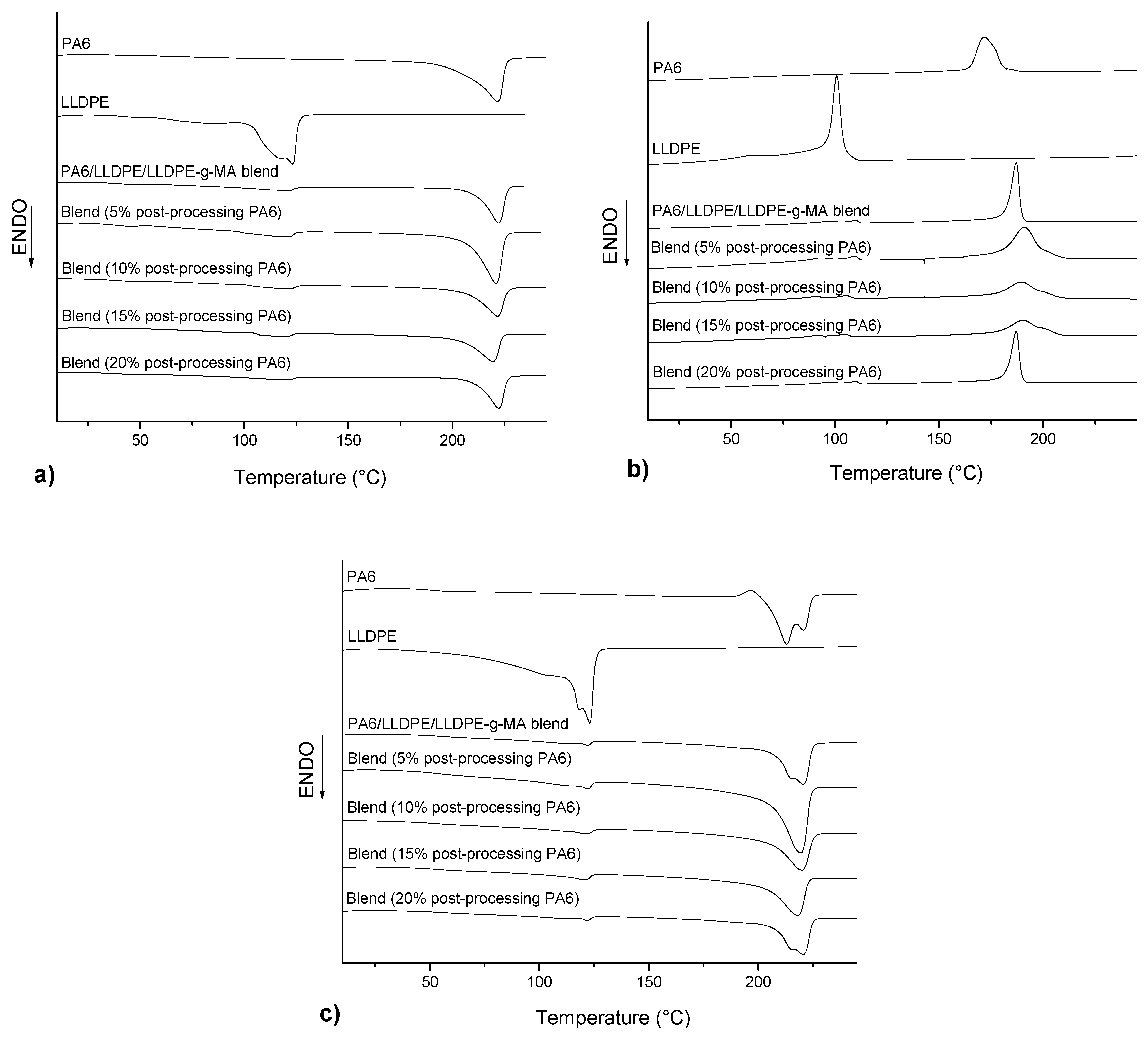
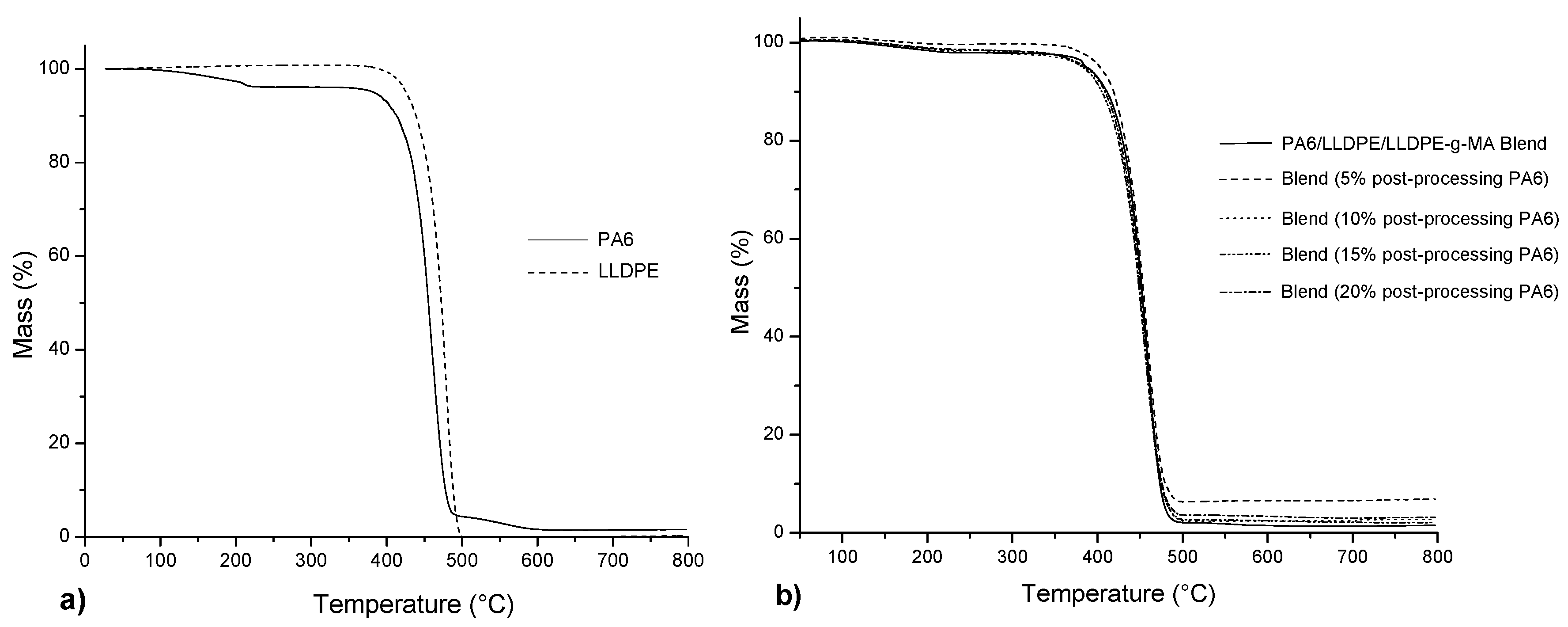
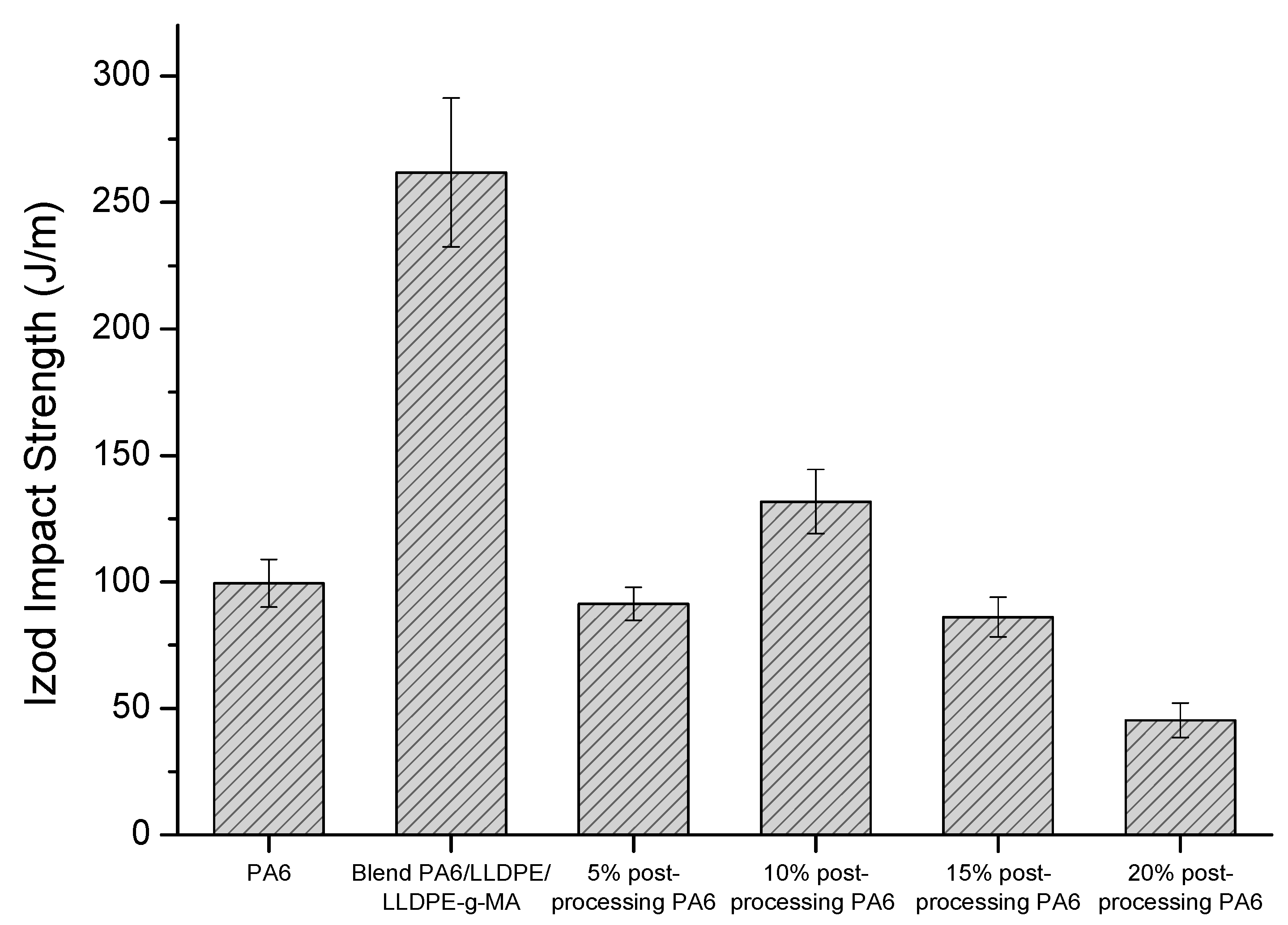
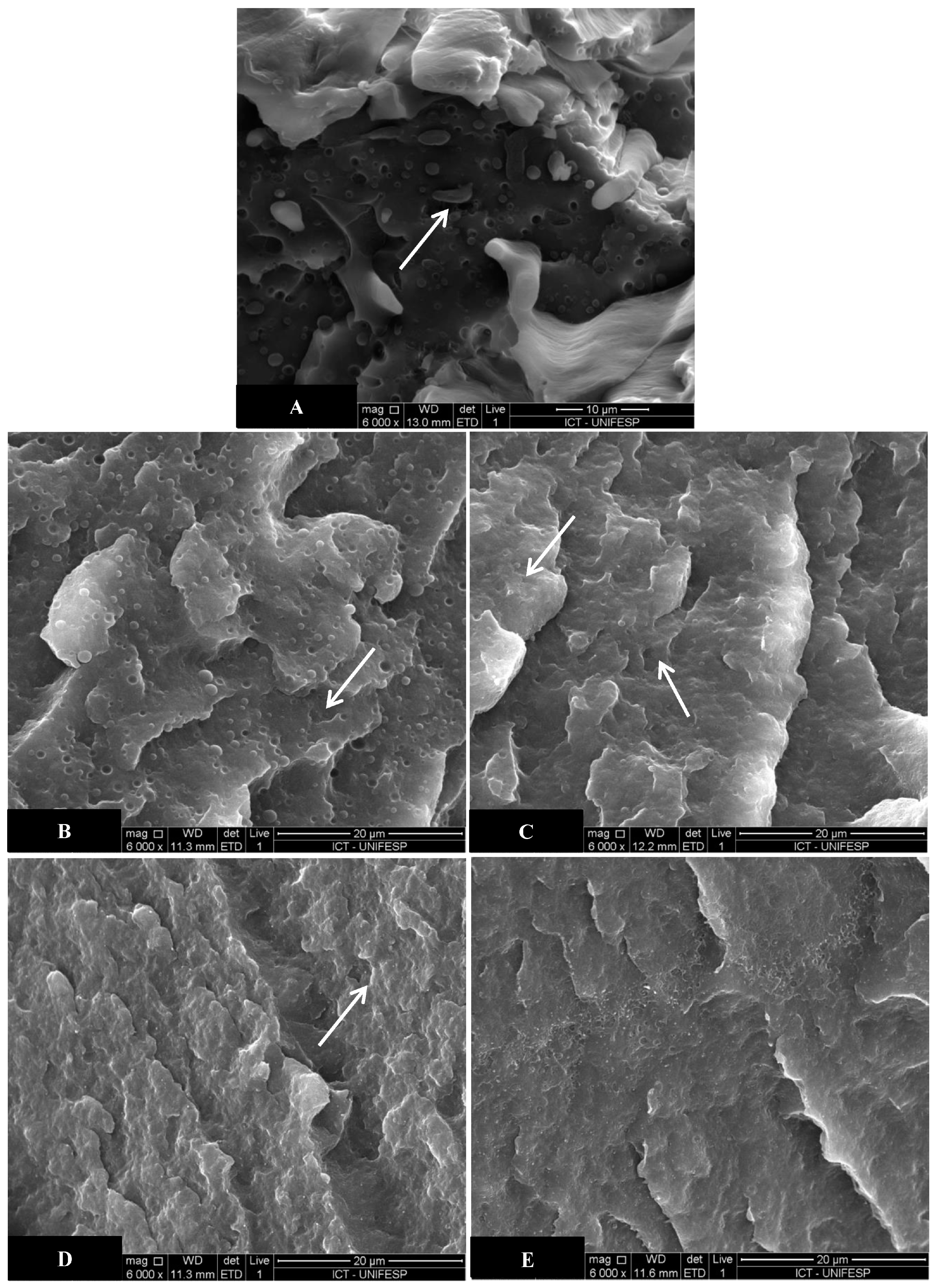
3.2. FT-IR, Thermal, Mechanical, and Morphological Characterization of PA6/LLDPE/LLDPE-g-MA Blends
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Oliveux, G.; Dandy, L.O.; Leeke, G.A. Current status of recycling of fibre reinforced polymers: Review of technologies, reuse and resulting properties. Prog. Mater. Sci. 2015, 72, 61–99. [Google Scholar] [CrossRef]
- Singh, R.; Singh, N.; Fabbrocino, F.; Fraternali, F.; Ahuja, I. Waste management by recycling of polymers with reinforcement of metal powder. Compos. Part B Eng. 2016, 105, 23–29. [Google Scholar] [CrossRef]
- Ignatyev, I.A.; Thielemans, W.; Vander Beke, B. Recycling of polymers: A review. ChemSusChem 2014, 7, 1579–1593. [Google Scholar] [CrossRef] [PubMed]
- Zhu, Y.; Romain, C.; Williams, C.K. Sustainable polymers from renewable resources. Nature 2016, 540, 354. [Google Scholar] [CrossRef]
- Wypych, G. Handbook of Polymers, 2nd ed.; Chemtec Publishing: Toronto, ON, Canada, 2016; p. 706. [Google Scholar]
- Das, V.; Kumar, V.; Singh, A.; Gautam, S.S.; Pandey, A. Compatibilization efficacy of LLDPE-g-MA on mechanical, thermal, morphological and water absorption properties of Nylon-6/LLDPE blends. Polym.-Plast. Technol. Eng. 2012, 51, 446–454. [Google Scholar] [CrossRef]
- Araújo, E.M.; Hage, E., Jr.; Carvalho, A.J. Compatibilização de blendas de poliamida 6/ABS usando os copolímeros acrílicos reativos MMA-GMA e MMA-MA. Parte 1: Comportamento reológico e propriedades mecânicas das blendas. Polímeros Ciência e Tecnologia 2003, 13, 205–211. [Google Scholar] [CrossRef]
- Shin, B.Y. Morphological and mechanical properties of polyamide 6/linear low density polyethylene blend compatibilized by electron-beam initiated mediation process. Radiat. Phys. Chem. 2014, 97, 198–207. [Google Scholar] [CrossRef]
- González-Núñez, R.; López-GonzalezNúñez, R.G.; Gudiño, P.O.; Vázquez-Lepe, M.O.; Rodrigue, D. Preparation of PA6/LLDPE blends by rotating molding. SPE ANTEC® Anaheim 2017, 2017, 2243–2246. [Google Scholar]
- Cataño, L.; Albano, C.; Karam, A.; Perera, R.; Silva, P. Thermal Stability Evaluation of PA6/LLDPE/SEBS-g-DEM Blends. In Proceedings of Macromolecular Symposia; WILEY-VCH Verlag: Weinheim, Germany, October 2007; pp. 147–157. [Google Scholar]
- Kelar, K.; Ciesielska, D.; Jurkowski, B. The effect of compatibilizers on the properties of polyethylene/polyamide 6 blends. Polimery (Poland) 1995, 40, 298–302. [Google Scholar]
- Sánchez-Valdes, S.; Yañez-Flores, I.; De Valle, L.R.; Rodriguez-Fernandez, O.; Orona-Villarreal, F.; Lopez-Quintanilla, M. Fusion bonding of maleated polyethylene blends to polyamide 6. Polym. Eng. Sci. 1998, 38, 127–133. [Google Scholar] [CrossRef]
- Shi, H.; Shi, D.; Wang, X.; Yin, L.; Yin, J.; Mai, Y.-W. A facile route for preparing stable co-continuous morphology of LLDPE/PA6 blends with low PA6 content. Polymer 2010, 51, 4958–4968. [Google Scholar] [CrossRef]
- Salehiyan, R.; Malwela, T.; Ray, S.S. Thermo-oxidative degradation study of melt-processed polyethylene and its blend with polyamide using time-resolved rheometry. Polym. Degrad. Stab. 2017, 139, 130–137. [Google Scholar] [CrossRef]
- Wu, S.; Chi, B.; Yan, H.; Shen, J. A study of LLDPE functionalized through ultraviolet irradiation and interfacial interaction of PA66/functionalized LLDPE blends. J. Appl. Polym. Sci. 2006, 99, 2029–2032. [Google Scholar] [CrossRef]
- Anstey, A.; Codou, A.; Misra, M.; Mohanty, A.K. Novel compatibilized nylon-based ternary blends with polypropylene and poly (lactic acid): Fractionated crystallization phenomena and mechanical performance. ACS Omega 2018, 3, 2845–2854. [Google Scholar] [CrossRef]
- Zhou, X.; Zhang, P.; Jiang, X.; Rao, G. Influence of maleic anhydride grafted polypropylene on the miscibility of polypropylene/polyamide-6 blends using ATR-FTIR mapping. Vib. Spectrosc. 2009, 49, 17–21. [Google Scholar] [CrossRef]
- Aparna, S.; Purnima, D.; Adusumalli, R. Effect of Compatibilizer on the Properties of Polyamide 6 Blend Based Carbon Fiber Reinforced Composites. Fibers Polym. 2018, 19, 1335–1346. [Google Scholar] [CrossRef]
- Yoon, C.; Lee, E.; Jang, M.; Song, C.; Kang, C.; Kim, K.; Kim, B. High-frequency welding of thermoplastic LLDPE/PA 6/PE-g-MAH ternary blends. J. Appl. Polym. Sci. 2008, 109, 3355–3360. [Google Scholar] [CrossRef]
- Kelar, K.; Jurkowski, B. Preparation of functionalised low-density polyethylene by reactive extrusion and its blend with polyamide 6. Polymer 2000, 41, 1055–1062. [Google Scholar] [CrossRef]
- Wunderlich, B. Macromolecular Physics: Crystal Melting; Academic Press: Cambridge, MA, USA, 2013; Volume 3. [Google Scholar]
- Evora, M.C.; Gonçalez, O.L.; Dutra, R.C.; Diniz, M.F.; Wiebeck, H.; Silva, L.G. Comparação de técnicas FTIR de transmissão, reflexão e fotoacústica na análise de poliamida-6, reciclada e irradiada. Polímeros: Ciência e Tecnologia 2002, 12, 60–68. [Google Scholar] [CrossRef]
- Cooper, J.B.; Julian, B.; Morrison, H.; Song, P.; Albin, S.; Zheng, J. Surface characterization of pulsed UV-laser modified polyamide films. Thin Solid Films 1997, 303, 180–190. [Google Scholar] [CrossRef]
- Porubská, M.; Szöllös, O.; Kónová, A.; Ianigová, I.; Iasková, M.; Jomová, K.; Chodác, I. FTIR spestroscopy study of polyamide-6 irradiated by electron and proton beams. Polym. Degrad. Stab. 2012, 97, 523–531. [Google Scholar] [CrossRef]
- Su, K.-H.; Lin, J.-H.; Lin, C.-C. Influence of reprocessing on the mechanical properties and structure of polyamide 6. J. Mater. Process. Technol. 2007, 192, 532–538. [Google Scholar] [CrossRef]
- Goitisolo, I.; Eguiazábal, J.I.; Nazábal, J. Effects of reprocessing on the structure and properties of polyamide 6 nanocomposites. Polym. Degrad. Stab. 2008, 93, 1747–1752. [Google Scholar] [CrossRef]
- Evora, M.; Machado, L.D.; Lourenço, V.L.; Lopérgolo, L.C.; Wiebeck, H.; Andrade E Silva, L. Caracterização da poliamida-6 reciclada irradiada por feixe de elétrons. Rev. Bras. Pesq. Des. 2002, 4, 703–708. [Google Scholar]
- Silverstein, R.M.; Bassler, G.C. Spectrometric identification of organic compounds. J. Chem. Educ. 1962, 39, 546. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Post-Processing PA6 (wt.%) | PA6 (wt.%) | LLDPE (wt.%) | LLDPE-g-MA (wt.%) | |
|---|---|---|---|---|
| PA6 | 0 | 100 | 0 | 0 |
| LLDPE | 0 | 0 | 100 | 0 |
| Blend | 0 | 90 | 5 | 5 |
| Blend (5% post-processing PA6) | 5 | 85 | 5 | 5 |
| Blend (10% post-processing PA6) | 10 | 80 | 5 | 5 |
| Blend (15% post-processing PA6) | 15 | 75 | 5 | 5 |
| Blend (20% post-processing PA6) | 20 | 70 | 5 | 5 |
| Samples | First Heating | Cooling | Second Heating | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Tg1 (°C) | Tm1 (°C) | ΔHm1(J/g) | Xc1 (%) | Tc (°C) | Tg2 (°C) | Tm2 (°C) | ΔHm2 (J/g) | Xc2 (%) | |
| Virgin PA6 film | 53 | 212 | 48.07 | 25.2 | 172 | 48 | 217 | 42.00 | 22.0 |
| Post-processing PA6 film | 58 | 215 | 36.4 | 19.1 | 172 | 45 | 217 | 41.19 | 21.6 |
| Samples | First Heating | ||||||
|---|---|---|---|---|---|---|---|
| Tg1 PA6 (°C) | Tm1 PA6 (°C) | ΔHm1 PA6 (J/g) | Xc1 PA6 (%) | Tm1 LLDPE (°C) | ΔHm1 LLDPE (J/g) | Xc1 LLDPE (%) | |
| PA6 | 62.8 | 222 | 82.05 | 43.0 | --- | --- | --- |
| LLDPE | --- | --- | --- | --- | 123 | 87.91 | 62.5 |
| Blend | 40 | 222 | 48.37 | 28.2 | 121 | 4.43 | 31.5 |
| Blend (5% post-processing PA6) | 37 | 221 | 55.67 | 32.4 | 121 | 6.14 | 43.7 |
| Blend (10% post-processing PA6) | 42 | 222 | 53.15 | 30.9 | 121 | 7.09 | 50.4 |
| Blend (15% post-processing PA6) | 28 | 220 | 57.26 | 33.3 | 120 | 7.20 | 51.2 |
| Blend (20% post-processingPA6) | 40 | 221 | 51.67 | 30.1 | 121 | 7.38 | 52.5 |
| Samples | Cooling | Second Heating | T onset (°C) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Tc PA6 (°C) | Tc LLDPE (°C) | Tg2 PA6 (°C) | Tm2 PA6 (°C) | ΔHm2 PA6 (J/g) | Xc2 PA6 (%) | Tm2 LLDPE (°C) | ΔHm2 LLDPE (J/g) | Xc2 LLDPE (%) | ||
| PA6 | 172 | --- | 51.2 | 213 | 50.94 | 26.7 | --- | --- | --- | 435.4 |
| LLDPE | --- | 101 | --- | --- | --- | --- | 123 | 63.47 | 45.1 | 453.5 |
| Blend | 187 | 110 | 55 | 221 | 54.24 | 31.6 | 122 | 0.83 | 5.9 | 430.7 |
| Blend (5% post-processing PA6) | 191 | 110 | 53 | 220 | 64.12 | 37.3 | 123 | 0.99 | 7.1 | 431.2 |
| Blend (10% post-processing PA6) | 190 | 106 | 52 | 220 | 55.39 | 32.2 | 121 | 1.98 | 14.1 | 425.0 |
| Blend (15% post-processing PA6) | 190 | 105 | 56 | 218 | 55.15 | 32.1 | 121 | 2.93 | 20.8 | 421.4 |
| Blend (20% post-processing PA6) | 189 | 104 | 56 | 219 | 52.16 | 30.4 | 122 | 4.06 | 28.9 | 426.7 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Souza, G.P.M.d.; Anjos, E.G.R.d.; Montagna, L.S.; Ferro, O.; Passador, F.R. A New Strategy for the Use of Post-Processing Vacuum Bags from Aerospace Supplies: Nucleating Agent to LLDPE Phase in PA6/LLDPE Blends. Recycling 2019, 4, 18. https://doi.org/10.3390/recycling4020018
Souza GPMd, Anjos EGRd, Montagna LS, Ferro O, Passador FR. A New Strategy for the Use of Post-Processing Vacuum Bags from Aerospace Supplies: Nucleating Agent to LLDPE Phase in PA6/LLDPE Blends. Recycling. 2019; 4(2):18. https://doi.org/10.3390/recycling4020018
Chicago/Turabian StyleSouza, Gabriel Portilho Monteiro de, Erick Gabriel Ribeiro dos Anjos, Larissa Stieven Montagna, Orestes Ferro, and Fabio Roberto Passador. 2019. "A New Strategy for the Use of Post-Processing Vacuum Bags from Aerospace Supplies: Nucleating Agent to LLDPE Phase in PA6/LLDPE Blends" Recycling 4, no. 2: 18. https://doi.org/10.3390/recycling4020018
APA StyleSouza, G. P. M. d., Anjos, E. G. R. d., Montagna, L. S., Ferro, O., & Passador, F. R. (2019). A New Strategy for the Use of Post-Processing Vacuum Bags from Aerospace Supplies: Nucleating Agent to LLDPE Phase in PA6/LLDPE Blends. Recycling, 4(2), 18. https://doi.org/10.3390/recycling4020018