
Plant-Scale Circular Economy Using Biological Reuse of Electrolyte Residues in the Amino Acid Industry

Abstract
1. Introduction
2. Scenario Analysis
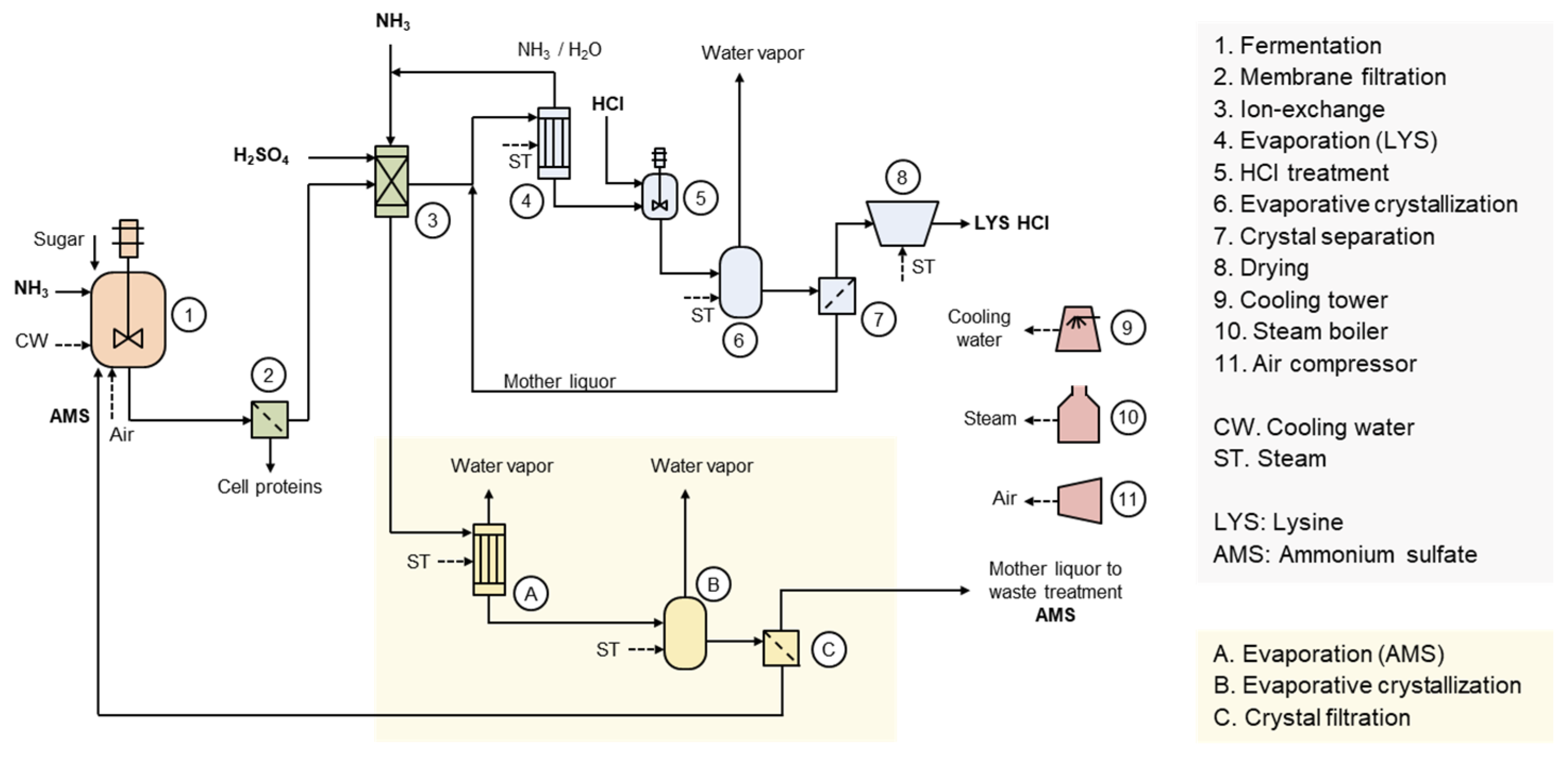
3. Ammonium Sulfate Residue in LYS HCl Production
4. Acetic Acid Residue in L-Methionine Production
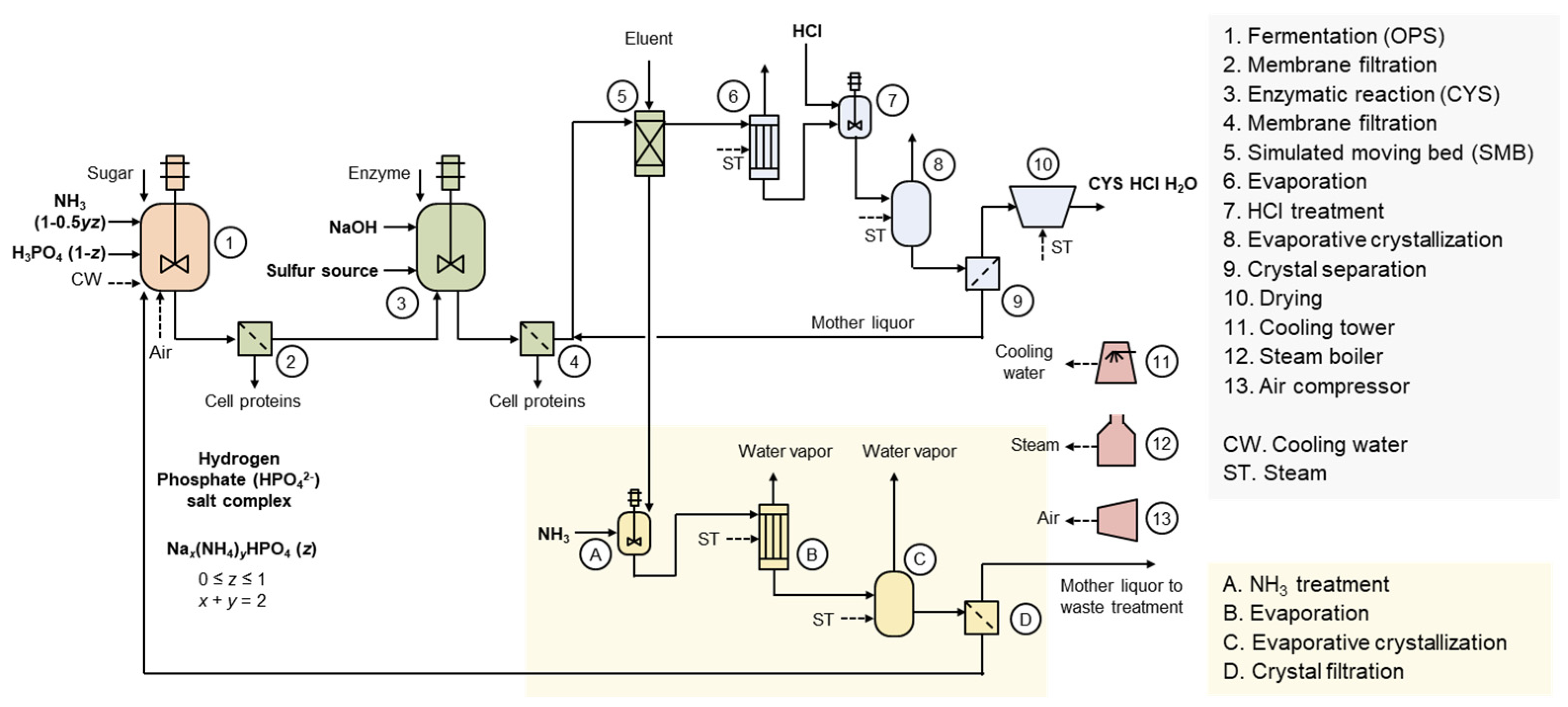
5. Phosphoric Acid Residue in L-Cysteine Production
6. Application in Other Industries
7. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Global Ethanol Production by Country or Region, U.S. Department of Energy. Available online: https://afdc.energy.gov/data/10331 (accessed on 24 November 2024).
- Ewing, T.A.; Nouse, N.; van Lint, M.; van Haveren, J.; Hugenholtz, J.; van Es, D.S. Fermentation for the Production of Biobased Chemicals in a Circular Economy: A Perspective for the Period 2022–2050. Green Chem. 2022, 24, 6373–6405. [Google Scholar] [CrossRef]
- Abdulghani, M.A.M.; Alshehade, S.A.; Kamran, S.; Alshawsh, M.A. Effect of Monosodium Glutamate on Serum Sex Hormones and Uterine Histology in Female Rats along with Its Molecular Docking and in-silico Toxicity. Heliyon 2022, 8, e10967. [Google Scholar] [CrossRef]
- Malla, S.; van der Helm, E.; Darbani, B.; Wieschalka, S.; Förster, J.; Borodina, I.; Sommer, M.O.A. A Novel Efficient L-Lysine Exporter Identified by Functional Metagenomics. Front. Microbiol. 2022, 13, 855736. [Google Scholar] [CrossRef] [PubMed]
- Calderon-Ardila, S.; Morvan, D.; Péruch, O.; Bellière-Baca, V.; Dusselier, M.; Sels, B.F. Methionine and Its Hydroxy Analogues: The Paths toward Their Sustainable Chemical Synthesis. Green Chem. 2024, 26, 4242–4269. [Google Scholar] [CrossRef]
- Kim, H.; Saremi, B.; Park, S.; Jung, M.; Yun, Y.; Son, J.; Lee, J.; Kim, J.-W.; Won, W. Comparative Life Cycle Assessment for the Sustainable Production of Fermentation-Based L-Methionine. J. Clean. Prod. 2024, 462, 142700. [Google Scholar] [CrossRef]
- Park, W.H.; Park, C.; Lee, J.; Choi, I.-J.; Kim, D.-H.; Kim, J.-W. Comparative Analysis of Multi-Effect Evaporators in an Ammonium Acetate Concentration Process for L-Methionine Production. Sep. Purif. Technol. 2025, 354, 128938. [Google Scholar] [CrossRef]
- Sanchez, S.; Rodríguez-Sanoja, R.; Ramos, A.; Demain, A.L. Our Microbes not only Produce Antibiotics, They Also Overproduce Amino Acids. J. Antibiot. 2018, 71, 26–36. [Google Scholar] [CrossRef]
- Sturm, V.; Banse, M.; Salamon, P. The Role of Feed-Grade Amino Acids in the Bioeconomy: Contribution from Production Activities and Use in Animal Feed. Cleaner Environ. Syst. 2022, 4, 100073. [Google Scholar] [CrossRef]
- Kirchherr, J.; Reike, D.; Hekkert, M. Conceptualizing the Circular Economy: An Analysis of 114 Definitions. Resour. Conserv. Recycl. 2017, 127, 221–232. [Google Scholar] [CrossRef]
- Geissdoerfer, M.; Savaget, P.; Bocken, N.M.P.; Hultink, E.J. The Circular Economy—A New Sustainability Paradigm? J. Clean. Prod. 2017, 143, 757–768. [Google Scholar] [CrossRef]
- Clark, J.H.; Farmer, T.J.; Herrero-Davila, L.; Sherwood, J. Circular Economy Design Considerations for Research and Process Development in the Chemical Sciences. Green Chem. 2016, 18, 3914–3934. [Google Scholar] [CrossRef]
- Yin, J.; Li, Y.; Han, H.; Liu, Z.; Zeng, X.; Li, T.; Yin, Y. Long-Term Effects of Lysine Concentration on Growth Performance, Intestinal Microbiome, and Metabolic Profiles in a Pig Model. Food Funct. 2018, 9, 4153–4163. [Google Scholar] [CrossRef]
- Civitelli, R.; Villareal, D.T.; Agnusdei, D.; Nardi, P.; Avioli, L.V.; Gennari, C. Dietary L-Lysine and Calcium Metabolism in Humans. Nutrition 1992, 8, 400–405. [Google Scholar]
- Cappelaere, L.; Grandmaison, J.L.C.; Martin, N.; Lambert, W. Amino Acid Supplementation to Reduce Environmental Impacts of Broiler and Pig Production: A Review. Front. Vet. Sci. 2021, 8, 689259. [Google Scholar] [CrossRef] [PubMed]
- Esteves, L.A.C.; Monteiro, A.N.T.R.; Sitanaka, N.Y.; Oliveira, P.C.; Castilha, L.D.; Paula, V.R.C.; Pozza, P.C. The Reduction of Crude Protein with the Supplementation of Amino Acids in the Diet Reduces the Environmental Impact of Growing Pigs Production Evaluated through Life Cycle Assessment. Sustainability 2021, 13, 4815. [Google Scholar] [CrossRef]
- Lin, X.; Ruan, D.; Lin, Z.; Xiong, T.; Zhang, S.; Fan, Q.; Dong, X.; Deng, Y.; Jiang, Z.; Jiang, S. Effects of L-Methionine and DL-Methionine on Growth Performance, Methionine-Metabolizing Enzyme Activities, Feather Traits, and Intestinal Morphology of Medium-Growing, Yellow-Feathered Chickens between 1 and 30 Days of Age. Animals 2024, 14, 2135. [Google Scholar] [CrossRef] [PubMed]
- Kwak, M.-J.; Kang, A.; Eor, J.; Ryu, S.; Choi, Y.; Heo, J.M.; Song, M.; Kim, J.N.; Kim, H.-J.; Kim, Y. Dietary L-Methionine Modulates the Gut Microbiota and Improves the Expression of Tight Junctions in an in vitro Model of the Chicken Gastrointestinal Tract. Anim. Microbiome 2024, 6, 14. [Google Scholar] [CrossRef] [PubMed]
- Teng, P.-Y.; Liu, G.; Choi, J.; Yadav, S.; Wei, F.; Kim, W.K. Effects of Levels of Methionine Supplementations in Forms of L- or DL-Methionine on the Performance, Intestinal Development, Immune Response, and Antioxidant System in Broilers Challenged with Eimeria spp. Poult. Sci. 2023, 102, 102586. [Google Scholar] [CrossRef] [PubMed]
- Lugata, J.K.; Ndunguru, S.F.; Reda, G.K.; Gulyás, G.; Knop, E.; Oláh, J.; Czeglédi, L.; Szabó, C. In ovo Feeding of Methionine Affects Antioxidant Status and Growth-Related Gene Expression of TETRA SL and Hungarian Indigenous Chicks. Sci. Rep. 2024, 14, 4387. [Google Scholar] [CrossRef]
- Ding, Y.; Yan, C.; Dai, W.; Wang, Y.; Liu, S.; Zheng, R.; Zhou, X. Flavor Improving Effects of Cysteine in Xylose–Glycine–Fish Waste Protein Hydrolysates (FPHs) Maillard Reaction System. Bioresour. Bioprocess. 2023, 10, 95. [Google Scholar] [CrossRef]
- Technology Profile: Production of L-Lysine. Available online: https://www.chemengonline.com/technology-profile-production-of-l-lysine/ (accessed on 24 November 2024).
- A Process for Producing L-Lysine by a Continuous Crystallization. Patent KR100578426B1, 11 May 2006.
- Ammonia Sulfate Utilization Method in Lysine Production. Patent CN1880241A, 20 December 2006.
- Park, W.H.; Gwak, Y.; Choi, I.J.; Kim, J.W.; Lee, I.; Park, C.; Kim, J.-K. Process Integration and Design of Amino Acid Purification Processes for Energy Savings: An Industrial Case Study. Korean J. Chem. Eng. 2024, 41, 2261–2275. [Google Scholar] [CrossRef]
- Method for Preparing Natural L-Cysteine Hydrochloride Hydrate Crystals by Continuous Chromatography. Patent US11427537B2, 30 August 2022.
- Method of Recovering Phosphori Acid from Fermentation Broth of Fermentation Waste Liquor and Reusing the Same. Patent US20210087060A1, 25 March 2021.
- A Method for Recovering and Recycling Phosphoric Acid from a Fermentation Liquor or a Fermentation Waste Liquor. Patent KR20230138803A, 5 October 2023.
- Nghiem, N.P.; Kleff, S.; Schwegmann, S. Succinic Acid: Technology Development and Commercialization. Fermentation 2017, 3, 26. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
| Item | Δ Unit Consumption (t/t) | Price (USD/t) | Δ Unit Cost (USD/t) |
|---|---|---|---|
| NH3 | –0.093 | 500 | –47 |
| H2SO4 | –0.27 | 150 | –41 |
| Steam | 1.6 | 30 | 48 |
| Variable cost | –40 |
| Item | Δ Unit Consumption (t/t) | Price (USD/t) | Δ Unit Cost (USD/t) |
|---|---|---|---|
| Sugar | –0.34 | 500 | –170 |
| Steam | 1.6 | 30 | 48 |
| Variable cost | –122 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, J.-W. Plant-Scale Circular Economy Using Biological Reuse of Electrolyte Residues in the Amino Acid Industry. Bioengineering 2025, 12, 24. https://doi.org/10.3390/bioengineering12010024
Kim J-W. Plant-Scale Circular Economy Using Biological Reuse of Electrolyte Residues in the Amino Acid Industry. Bioengineering. 2025; 12(1):24. https://doi.org/10.3390/bioengineering12010024
Chicago/Turabian StyleKim, Jun-Woo. 2025. "Plant-Scale Circular Economy Using Biological Reuse of Electrolyte Residues in the Amino Acid Industry" Bioengineering 12, no. 1: 24. https://doi.org/10.3390/bioengineering12010024
APA StyleKim, J.-W. (2025). Plant-Scale Circular Economy Using Biological Reuse of Electrolyte Residues in the Amino Acid Industry. Bioengineering, 12(1), 24. https://doi.org/10.3390/bioengineering12010024