
Spray-Dried Powder Containing Chitinase and β-1,3-Glucanase with Insecticidal Activity against Ceratitis capitata (Diptera: Tephritidae)


 , ,
, ,  and
and
Abstract
1. Introduction
2. Materials and Methods
2.1. Enzyme Production and Extraction
2.2. Spray Drying
2.3. Measurement of Outlet Air Temperature, Energetic Efficiency, Powder Recovery, and Moisture Content
2.4. Enzymatic Activities
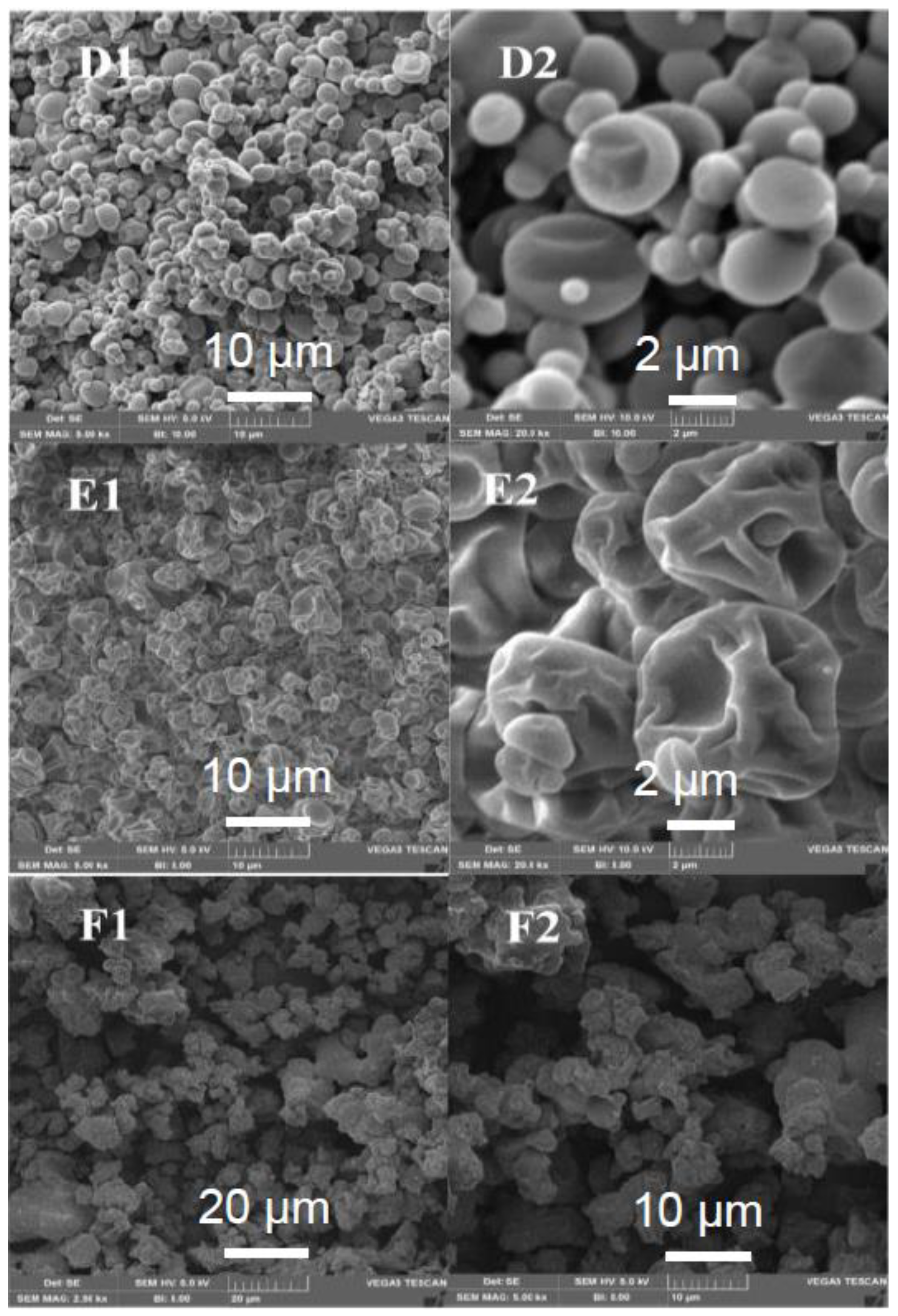
2.5. Scanning Electron Microscopy (SEM)
2.6. Particle Size Distribution
2.7. Insecticidal Activity of the Powder Obtained by Spray Drying
2.8. Statistical Analysis
3. Results and Discussion
3.1. Effect of Different Carriers on the Spray Drying of Enzyme Extract
3.2. Different Carrier Combinations in the Spray Drying of Enzymatic Extract
3.3. Spray Drying Optimization
Simultaneous Optimization of Spray Drying Using the Desirability Function
3.4. Insecticidal Activity of the Spray-Dried Powder
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Chavan, S.B.; Deshpande, M.V. Chitinolytic Enzymes: An Appraisal as a Product of Commercial Potential. Biotechnol. Prog. 2013, 29, 833–846. [Google Scholar] [CrossRef] [PubMed]
- Vidhate, R.; Singh, J.; Ghormade, V.; Chavan, S.B.; Patil, A.; Deshpande, M.V. Use of Hydrolytic Enzymes of Myrothecium verrucaria and Conidia of Metarhizium anisopliae, Singly and Sequentially to Control Pest and Pathogens in Grapes and Their Compatibility with Pesticides Used in the Field. Biopestic. Int. 2015, 11, 48–60. [Google Scholar]
- Hong, S.H.; Song, Y.S.; Seo, D.J.; Kim, K.Y.; Jung, W.J. Antifungal Activity and Expression Patterns of Extracellular Chitinase and β-1,3-Glucanase in Wickerhamomyces anomalus EG2 Treated with Chitin and Glucan. Microb. Pathog. 2017, 110, 159–164. [Google Scholar] [CrossRef]
- Yu, W.Q.; Zheng, G.P.; Qiu, D.W.; Yan, F.C.; Liu, W.Z.; Liu, W.X. Paenibacillus terrae NK3-4: A Potential Biocontrol Agent that Produces β-1,3-Glucanase. Biol. Control 2019, 129, 92–101. [Google Scholar] [CrossRef]
- MAPA Agrofit. Sistema de Agrotóxicos Fitossanitários. Available online: http://agrofit.agricultura.gov.br/agrofit_cons/principal_agrofit_cons (accessed on 8 May 2018).
- Sena, A.R.; Júnior, G.L.V.; Neto, A.G.; Taranto, A.G.; Pirovani, C.P.; Cascardo, J.C.M.; Zingali, R.B.; Bezerra, M.A.; Assis, S.A. Production, Purification and Characterization of a Thermostable β-1,3-Glucanase (Laminarinase) Produced by Moniliophthora perniciosa. An. Acad. Bras. Cienc. 2011, 83, 599–609. [Google Scholar] [CrossRef] [PubMed][Green Version]
- Swiontek, M.; Urszula, B. Production of Antifungal Chitinase by Aspergillus niger LOCK 62 and Its Potential Role in the Biological Control. Curr. Microbiol. 2012, 65, 666–672. [Google Scholar] [CrossRef]
- Zhang, L.B.; Feng, M.G. Antioxidant Enzymes and Their Contributions to Biological Control Potential of Fungal Insect Pathogens. Appl. Microbiol. Biotechnol. 2018, 102, 4995–5004. [Google Scholar] [CrossRef]
- Patil, N.S.; Jadhav, J.P. Enzymatic Production of N-Acetyl-D-Glucosamine by Solid State Fermentation of Chitinase by Penicillium ochrochloron MTCC 517 Using Agricultural Residues. Int. Biodeterior. Biodegrad. 2014, 91, 9–17. [Google Scholar] [CrossRef]
- Suresh, G.; Santos, D.U.; Rouissi, T.; Brar, S.K.; Mehdi, Y.; Godbout, S.; Chorfi, Y.; Ramirez, A.A. Production and In-Vitro Evaluation of an Enzyme Formulation as a Potential Alternative to Feed Antibiotics in Poultry. Process. Biochem. 2019, 80, 9–16. [Google Scholar] [CrossRef]
- Sato, V.S.; Jorge, J.A.; Oliveira, W.P.; Souza, C.R.F.; Guimarães, L.H.S. Phytase Production by Rhizopus microsporus Var. Microsporus Biofilm: Characterization of Enzymatic Activity after Spray Drying in Presence of Carbohydrates and Nonconventional Adjuvants. J. Microbiol. Biotechnol. 2014, 24, 177–187. [Google Scholar] [CrossRef]
- Gupta, G.; Sahai, V.; Mishra, S.; Gupta, R.K. Spray-Drying of Xylanase from Thermophilic Fungus Melanocarpus albomyces- Effect of Carriers and Binders on Enzyme Stability. Indian J. Chem. Technol. 2014, 21, 89–95. [Google Scholar]
- Salleh, H.M.; Mel, M.; Jami, S.; Amid, A.; Bala, M. Optimization of Spray Drying Process Conditions for Recombinant Stem Bromelain. Adv. Environ. Biol. 2014, 8, 696–704. [Google Scholar]
- Schutyser, M.A.I.; Perdana, J.; Boom, R.M. Single Droplet Drying for Optimal Spray Drying of Enzymes and Probiotics. Trends Food Sci. Technol. 2012, 27, 73–82. [Google Scholar] [CrossRef]
- Mohtar, N.S.; Rahman, M.B.A.; Mustafa, S.; Ali, M.S.M.; Rahman, R.N.Z.R.A. Spray-Dried Immobilized Lipase from Geobacillus Sp. Strain ARM in Sago. PeerJ 2019, 2019. [Google Scholar] [CrossRef] [PubMed]
- Costa Silva, T.A.; Souza, C.R.F.; Said, S.; Oliveira, W.P. Drying of Enzyme Immobilized on Eco-Friendly Supports. Afr. J. Biotechnol. 2015, 14, 3019–3026. [Google Scholar] [CrossRef]
- Costa-Silva, T.A.; Nogueira, M.A.; Souza, C.R.F.; Oliveira, W.P.; Said, S. Lipase Production by Endophytic Fungus Cercospora kikuchii: Stability of Enzymatic Activity after Spray Drying in the Presence of Carbohydrates. Dry. Technol. 2011, 29, 1112–1119. [Google Scholar] [CrossRef]
- Estevinho, B.N.; Damas, A.M.; Martins, P.; Rocha, F. Microencapsulation of β-Galactosidase with Different Biopolymers by a Spray-Drying Process. Food Res. Int. 2014, 64, 134–140. [Google Scholar] [CrossRef]
- Gonçalves, H.B.; Jorge, J.A.; Oliveira, W.P.; Souza, C.R.F.; Guimarães, L.H.S. Extracellular β-Fructofuranosidase from Fusarium graminearum: Stability of the Spray-Dried Enzyme in the Presence of Different Carbohydrates. J. Microencapsul. 2013, 30, 624–631. [Google Scholar] [CrossRef]
- De Jesus, S.S.; Maciel Filho, R. Drying of α-Amylase by Spray Drying and Freeze-Drying—A Comparative Study. Braz. J. Chem. Eng. 2014, 31, 625–631. [Google Scholar] [CrossRef]
- Andrea, T.; Marcela, F.; Lucía, C.; Esther, F.; Elena, M.; Simona, M. Microencapsulation of Lipase and Savinase Enzymes by Spray Drying Using Arabic Gum as Wall Material. J. Encapsulation Adsorpt. Sci. 2016, 6, 161–173. [Google Scholar] [CrossRef]
- Schoebitz, M.; Osman, J.; Ciampi, L. Effect of immobilized Serratia Sp. by spray-drying technology on plant growth and phosphate uptake. Chil. J. Agric. Anim. Sci. 2013, 29, 111–119. [Google Scholar]
- Cabral, T.P.F.; Bellini, N.C.; Assis, K.R.; Teixeira, C.C.C.; Lanchote, A.D.; Cabral, H.; Freitas, L.A.P. Microencapsulate Aspergillus Niger Peptidases from Agroindustrial Waste Wheat Bran: Spray Process Evaluation and Stability. J. Microencapsul. 2017, 34, 560–570. [Google Scholar] [CrossRef] [PubMed]
- Zemolin, G.P.; Gazoni, M.; Zabot, G.L.; Golunski, S.M.; Astolfi, V.; Prá, V.D.; Foletto, E.L.; Meili, L.; Da Rosa, M.B.; Rosa, C.D.; et al. Immobilization of Inulinase Obtained by Solid-State Fermentation Using Spray-Drying Technology. Biocatal. Biotransform. 2012, 30, 409–416. [Google Scholar] [CrossRef]
- Zucchi, R.A. Mosca-Do-Mediterrâneo, Ceratitis capitata (Wiedemann). In Pragas Introduzidas no Brasil: Insetos e Ácaros; Vilela, E.F., Zucchi, R., Eds.; FEALQ: Piracicaba, Brazil, 2015; pp. 153–172. [Google Scholar]
- Aita, B.C.; Spannemberg, S.S.; Schmaltz, S.; Zabot, G.L.; Tres, M.V.; Kuhn, R.C.; Mazutti, M.A. Production of Cell-Wall Degrading Enzymes by Solid-State Fermentation Using Agroindustrial Residues as Substrates. J. Environ. Chem. Eng. 2019, 7, 103193. [Google Scholar] [CrossRef]
- Cortés-Rojas, D.F.; Souza, C.R.F.; Oliveira, W.P. Optimization of Spray Drying Conditions for Production of Bidens pilosa, L. Dried Extract. Chem. Eng. Res. Des. 2015, 93, 366–376. [Google Scholar] [CrossRef]
- O’Riordan, K.; Andrews, D.; Buckle, K.; Conway, P. Evaluation of Microencapsulation of a Bifidobacterium Strain with starch as an approach to prolonging viability during storage. J. Appl. Microbiol. 2001, 91, 1059–1066. [Google Scholar] [CrossRef]
- Kim, K.; Yang, Y.; Kim, J. Purification and Characterization of Chitinase from Streptomyces Sp. M-20. BMB Rep. 2003, 36, 185–189. [Google Scholar] [CrossRef]
- Jiang, C.; Song, J.; Cong, H.; Zhang, J.; Yang, Q. Expression and Characterization of a Novel Antifungal Exo-β-1,3-Glucanase from Chaetomium cupreum. Appl. Biochem. Biotechnol. 2017, 182, 261–275. [Google Scholar] [CrossRef]
- Ricalde, M.P.; Nava, D.E.; Loeck, A.E.; Donatti, M.G. Temperature-Dependent Development and Survival of Brazilian Populations of the Mediterranean Fruit Fly, Ceratitis capitata, from Tropical, Subtropical and Temperate Regions. J. Insect Sci. 2012, 12. [Google Scholar] [CrossRef]
- IRAC Susceptibility Test Method 030. Available online: https://www.irac-online.org/methods/euschistus-heros-adults-3/ (accessed on 15 October 2019).
- Abbott, W.S. A Method of Computing the Effectiveness of an Insecticide. J. Econ. Entomol. 1925, 18, 265–267. [Google Scholar] [CrossRef]
- Sellami-Kamoun, A.; Haddar, A.; Ali, N.E.H.; Ghorbel-Frikha, B.; Kanoun, S.; Nasri, M. Stability of Thermostable Alkaline Protease from Bacillus licheniformis RP1 in Commercial Solid Laundry Detergent Formulations. Microbiol. Res. 2008, 163, 299–306. [Google Scholar] [CrossRef] [PubMed]
- Schäfer, J.H. Spray Drying of Enzymes on the Bench-Top Scale with Lengthened Chamber Retention Time; University of Erlangen: Nuremberg, Germany, 2014. [Google Scholar]
- Millqvist-Fureby, A.; Malmsten, M.; Bergenståhl, B. Spray-Drying of Trypsin—Surface Characterisation and Activity Preservation. Int. J. Pharm. 1999, 188, 243–253. [Google Scholar] [CrossRef]
- Righetto, A.M.; Netto, F.M. Effect of Encapsulating Materials on Water Sorption, Glass Transition and Stability of Juice from Immature Acerola. Int. J. Food Prop. 2005, 8, 337–346. [Google Scholar] [CrossRef]
- Roos, Y.; Karel, M. Water and Molecular Weight Effects on Glass Transitions in Amorphous Carbohydrates and Carbohydrate Solutions. J. Food Sci. 1991, 56, 1676–1681. [Google Scholar] [CrossRef]
- Mothé, C.G.; Rao, M.A. Thermal Behavior of Gum Arabic in Comparison with Cashew Gum. Thermochim. Acta 2000, 357, 9–13. [Google Scholar] [CrossRef]
- Cabral, A.C.S.; Said, S.; Oliveira, W.P. Retention of the Enzymatic Activity and Product Properties During Spray Drying of Pineapple Stem Extract in Presence of Maltodextrin. Int. J. Food Prop. 2009, 12, 536–548. [Google Scholar] [CrossRef]
- Bhandari, B.R.; Howes, T. Implication of Glass Transition for the Drying and Stability of Dried Foods. J. Food Eng. 1999, 40, 71–79. [Google Scholar] [CrossRef]
- Taylor, L.S.; Zografi, G. Sugar-Polymer Hydrogen Bond Interactions in Lyophilized Amorphous Mixtures. J. Pharm. Sci. 1998, 87, 1615–1621. [Google Scholar] [CrossRef]
- Landström, K.; Alsins, J.; Bergenståhl, B. Competitive Protein Adsorption between Bovine Serum Albumin and β-Lactoglobulin during Spray-Drying. Food Hydrocoll. 2000, 14, 75–82. [Google Scholar] [CrossRef]
- Cai, Y.Z.; Corke, H. Production and Properties of Spray-Dried Amaranthus Betacyanin Pigments. J. Food Sci. 2000, 65, 1248–1252. [Google Scholar] [CrossRef]
- Broadhead, J.; Rouan, S.K.; Hau, I.; Rhodes, C.T. The Effect of Process and Formulation Variables on the Properties of Spray-Dried β-Galactosidase. J. Pharm. Pharmacol. 1994, 46, 458–467. [Google Scholar] [CrossRef] [PubMed]
- Costa-Silva, T.A.; Souza, C.R.F.; Oliveira, W.P.; Said, S. Characterization and Spray Drying of Lipase Produced by the Endophytic Fungus Cercospora kikuchii. Braz. J. Chem. Eng. 2014, 31, 849–858. [Google Scholar] [CrossRef]
- Muzaffar, K.; Nayik, G.A.; Kumar, P. Stickiness Problem Associated with Spray Drying of Sugar and Acid Rich Foods: A Mini Review. J. Nutr. Food Sci. 2015, 12, 11–13. [Google Scholar] [CrossRef]
- Bone, S. Dielectric Studies of Native, Unfolded and Intermediate Forms of Beta-Lactamase. Phys. Med. Biol. 1994, 39, 1801–1809. [Google Scholar] [CrossRef] [PubMed]
- Chang, L.; Shepherd, D.; Sun, J.; Tang, X.; Pikal, M.J. Effect of Sorbitol and Residual Moisture on the Stability of Lyophilized Antibodies: Implications for the Mechanism of Protein Stabilization in the Solid State. J. Pharm. Sci. 2005, 94, 1445–1455. [Google Scholar] [CrossRef]
- Namaldi, A.; Çalik, P.; Uludag, Y. Effects of Spray Drying Temperature and Additives on the Stability of Serine Alkaline Protease Powders. Dry. Technol. 2006, 24, 1495–1500. [Google Scholar] [CrossRef]
- Santana, A.; Kurozawa, L.; Oliveira, R.; Park, K. Spray Drying of Pequi Pulp: Process Performance and Physicochemical and Nutritional Properties of the Powdered Pulp. Braz. Arch. Biol. Technol. 2016, 59, 16150362. [Google Scholar] [CrossRef]
- Maury, M.; Murphy, K.; Kumar, S.; Shi, L.; Lee, G. Effects of Process Variables on the Powder Yield of Spray-Dried Trehalose on a Laboratory Spray-Dryer. Eur. J. Pharm. Biopharm. 2005, 59, 565–573. [Google Scholar] [CrossRef]
- Gallo, L.; Llabot, J.M.; Allemandi, D.; Bucalá, V.; Piña, J. Influence of Spray-Drying Operating Conditions on Rhamnus purshiana (Cáscara sagrada) Extract Powder Physical Properties. Powder Technol. 2011, 208, 205–214. [Google Scholar] [CrossRef]
- Rouissi, T.; Mahmoudi, A.; Tyagi, R.D.; Brar, S.K.; Prèvost, D.; Surampalli, R.Y. Optimisation of Spray Drying by Response Surface Methodology for the Production of Sinorhizobium meliloti Powder Formulation by Using Starch Industry Wastewater. Biosyst. Eng. 2013, 114, 334–343. [Google Scholar] [CrossRef]
- Derringer, G.; Suich, R. Simultaneous Optimization of Several Response Variables. J. Qual. Technol. 1980, 12, 214–219. [Google Scholar] [CrossRef]
- Lozano-Tovar, M.D.; Garrido-Jurado, I.; Lafont, F.; Quesada-Moraga, E. Insecticidal Activity of a Destruxin-Containing Extract of Metarhizium brunneum against Ceratitis capitata (Diptera: Tephritidae). J. Econ. Entomol. 2015, 108, 462–472. [Google Scholar] [CrossRef] [PubMed]
- Yousef, M.; Garrido-Jurado, I.; Quesada-Moraga, E. One Metarhizium Brunneum Strain, Two Uses to Control Ceratitis capitata (Diptera: Tephritidae). J. Econ. Entomol. 2014, 107, 1736–1744. [Google Scholar] [CrossRef] [PubMed]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Carriers * | Tout (°C) | Xp (%) | RA (%) | Y (%) | η (%) | |
|---|---|---|---|---|---|---|
| β-1,3-Glucanase | Chitinase | |||||
| Corn starch | 77.0 ± 2.0 cde | 4.05 ± 0.07 a | 43.84 ± 2.99 d | 0.01 ± 0.01 d | 40.22 ± 1.88 b | 45.03 ± 1.81 cde |
| Cassava starch | 79.0 ± 0.1 e | 4.35 ± 0.04 ab | 57.53 ± 9.42 cd | 9.31 ± 2.27 cd | 29.67 ± 0.39 c | 42.93 ± 0.01 e |
| Soluble starch | 78.0 ± 0.1 de | 3.75 ± 0.07 a | 43.61 ± 2.20 d | 0.01 ± 0.01 d | 59.13 ± 4.28 a | 43.98 ± 0.01 de |
| Maltodextrin | 76.0 ± 1.7 bcd | 7.90 ± 0.92 b | 87.90 ± 4.67 a | 99.70 ± 12.8 a | 11.27 ± 0.21 d | 46.07 ± 1.81 bcd |
| Gum arabic | 73.0 ± 0.6 a | 5.63 ± 0.23 ab | 91.10 ± 10.76 a | 60.66 ± 1.04 b | 13.44 ± 1.54 d | 48.87 ± 0.60 a |
| Lactose | 74.0 ± 1.0 ab | 5.18 ± 0.67 ab | 69.95 ± 3.84 bc | 56.06 ± 4.07 b | 13.48 ± 0.95 d | 48.17 ± 1.05 ab |
| Sucrose | 75.0 ± 0.6 abc | 12.55 ± 0.71 c | 57.99 ± 7.51 cd | 16.10 ± 1.81 c | 9.35 ± 1.22d e | 46.77 ± 0.60 abc |
| Mannitol | 76.0 ± 1.2 bcd | 17.36 ± 5.61 d | 50.00 ± 4.79 d | 0.01 ± 0.01 d | 5.95 ± 0.76 e | 45.72 ± 1.21 bcd |
| Without carriers | 78.0 ± 0.1 de | 45.1 ± 0.10 e | 84.11 ± 1.90 ab | 0.01 ± 0.01 d | 1.60 ± 0.03 e | 43.98 ± 0.01 de |
| Carriers | D0,1 (μm) | D0,5 (μm) | D0,9 (μm) |
|---|---|---|---|
| Corn starch | 10.46 | 39.93 | 267.05 |
| Cassava starch | 6.94 | 26.10 | 143.92 |
| Soluble starch | 27.05 | 95.97 | 251.87 |
| Maltodextrin | 4.45 | 15.82 | 218.45 |
| Gum arabic | 3.02 | 8.39 | 17.33 |
| Lactose | ND | ND | ND |
| Sucrose | ND | ND | ND |
| Mannitol | 15.16 | 50.91 | 113.50 |
| Run | Carriers | Conc. (%, w/v) | Tout (°C) | Xp (%) | RA (%) | Y (%) | H (%) | |
|---|---|---|---|---|---|---|---|---|
| β-1,3-Glucanase | Chitinase | |||||||
| 1 | Maltodextrin | 5.0 | 74.0 ± 0.1 b | 3.75 ± 0.07 ab | 59.93 ± 0.48 c | 20.27 ± 3.19 e | 46.18 ± 0.78 a | 46.00 ± 0.01 a |
| Soluble starch | 5.0 | |||||||
| 2 | Gum arabic | 5.0 | 74.0 ± 0.1 b | 4.55 ± 0.64 b | 77.05 ± 1.45 b | 33.78 ± 0.64 d | 45.37 ± 0.15 a | 46.00 ± 0.01 a |
| Soluble starch | 5.0 | |||||||
| 3 | Gum arabic | 2.5 | 75.0 ± 0.1 a | 2.65 ± 0.35 a | 79.79 ± 3.39 ab | 56.76 ± 1.27 b | 36.24 ± 4.36 b | 45.00 ± 0.01 b |
| Soluble starch | 7.5 | |||||||
| 4 | Lactose | 5.0 | 74.0 ± 0.1 b | 3.75 ± 0.49 ab | 64.38 ± 1.94 c | 21.27 ± 0.67 e | 48.15 ± 0.43 a | 46.00 ± 0.01 a |
| Soluble starch | 5.0 | |||||||
| 6 | Maltodextrin | 2.5 | 75.0 ± 0.1 a | 3.75 ± 0.21 ab | 88.36 ± 4.84 a | 69.82 ± 3.19 a | 45.49 ± 0.29a | 45.00 ± 0.01 b |
| Gum arabic | 2.5 | |||||||
| Soluble starch | 5.0 | |||||||
| 7 | Maltodextrin | 2.5 | 74.0 ± 0.1 b | 2.95 ± 0.21 a | 33.90 ± 0.48 d | 41.89 ± 0.66 c | 50.19 ± 3.16 a | 46.00 ± 0.01 a |
| Gum arabic | 2.5 | |||||||
| Lactose | 2.5 | |||||||
| Soluble starch | 2.5 | |||||||
| Run | Tin (°C) | Q (m3/min) | F (mL/min) | P (MPa) | RA (%) | Y (%) | Xp (%) | Tout (°C) | |
|---|---|---|---|---|---|---|---|---|---|
| β-1,3-Glucanase | Chitinase | ||||||||
| 1 | 110 (−1) | 0.9 (−1) | 5.0 (−1) | 0.3 (−1) | 83.56 | 14.41 | 31.18 | 4.4 | 69.0 |
| 2 | 110 (−1) | 0.9 (−1) | 5.0 (−1) | 0.5 (1) | 91.78 | 27.93 | 37.32 | 4.8 | 66.0 |
| 3 | 110 (−1) | 0.9 (−1) | 6.6 (1) | 0.3 (−1) | 85.62 | 23.42 | 27.90 | 6.6 | 64.0 |
| 4 | 110 (−1) | 0.9 (−1) | 6.6 (1) | 0.5 (1) | 82.88 | 37.84 | 31.83 | 5.5 | 62.0 |
| 5 | 110 (−1) | 1.3 (1) | 5.0 (−1) | 0.3 (−1) | 85.62 | 39.64 | 28.35 | 3.6 | 74.0 |
| 6 | 110 (−1) | 1.3 (1) | 5.0 (−1) | 0.5 (1) | 82.19 | 39.64 | 42.71 | 3.0 | 73.0 |
| 7 | 110 (−1) | 1.3 (1) | 6.6 (1) | 0.3 (−1) | 77.40 | 27.93 | 32.18 | 4.2 | 75.0 |
| 8 | 110 (−1) | 1.3 (1) | 6.6 (1) | 0.5 (1) | 73.97 | 23.42 | 46.68 | 3.4 | 74.0 |
| 9 | 130 (1) | 0.9 (−1) | 5.0 (−1) | 0.3 (−1) | 69.86 | 35.14 | 34.34 | 3.8 | 79.0 |
| 10 | 130 (1) | 0.9 (−1) | 5.0 (−1) | 0.5 (1) | 93.15 | 50.45 | 37.36 | 3.8 | 77.0 |
| 11 | 130 (1) | 0.9 (−1) | 6.6 (1) | 0.3 (−1) | 41.78 | 30.63 | 28.60 | 3.6 | 75.0 |
| 12 | 130 (1) | 0.9 (−1) | 6.6 (1) | 0.5 (1) | 56.16 | 32.43 | 33.84 | 4.7 | 74.0 |
| 13 | 130 (1) | 1.3 (1) | 5.0 (−1) | 0.3 (−1) | 63.01 | 16.22 | 37.30 | 3.1 | 91.0 |
| 14 | 130 (1) | 1.3 (1) | 5.0 (−1) | 0.5 (1) | 75.34 | 16.22 | 45.80 | 2.2 | 87.0 |
| 15 | 130 (1) | 1.3 (1) | 6.6 (1) | 0.3 (−1) | 67.12 | 0.00 | 37.53 | 2.3 | 87.0 |
| 16 | 130 (1) | 1.3 (1) | 6.6 (1) | 0.5 (1) | 62.33 | 0.90 | 42.20 | 3.2 | 84.0 |
| 17 | 100 (−2) | 1.1 (0) | 5.8 (0) | 0.4 (0) | 72.60 | 21.62 | 35.53 | 4.7 | 64.0 |
| 18 | 140 (2) | 1.1 (0) | 5.8 (0) | 0.4 (0) | 26.71 | 8.11 | 39.55 | 2.4 | 86.0 |
| 19 | 120 (0) | 0.7 (−2) | 5.8 (0) | 0.4 (0) | 102.05 | 39.64 | 35.25 | 5.1 | 65.0 |
| 20 | 120 (0) | 1.5 (2) | 5.8 (0) | 0.4 (0) | 86.99 | 18.02 | 43.33 | 2.8 | 80.0 |
| 21 | 120 (0) | 1.1 (0) | 4.2 (−2) | 0.4 (0) | 87.67 | 48.65 | 42.23 | 1.8 | 78.0 |
| 22 | 120 (0) | 1.1 (0) | 7.4 (2) | 0.4 (0) | 86.30 | 46.85 | 35.69 | 4.4 | 73.0 |
| 23 | 120 (0) | 1.1 (0) | 5.8 (0) | 0.2 (−2) | 92.47 | 34.23 | 26.90 | 6.3 | 78.0 |
| 24 | 120 (0) | 1.1 (0) | 5.8 (0) | 0.6 (2) | 80.82 | 39.64 | 40.92 | 4.4 | 72.0 |
| 25 | 120 (0) | 1.1 (0) | 5.8 (0) | 0.4 (0) | 93.84 | 53.15 | 40.23 | 4.1 | 74.0 |
| 26 | 120 (0) | 1.1 (0) | 5.8 (0) | 0.4 (0) | 93.84 | 54.95 | 37.54 | 4.2 | 74.0 |
| 27 | 120 (0) | 1.1 (0) | 5.8 (0) | 0.4 (0) | 94.52 | 55.86 | 38.75 | 3.9 | 75.0 |
| Model Equations | Coefficient of Determination and Fisher’s Test Values |
|---|---|
| RAβ-1,3-glucanase = 87.59 − 9.42Tin − 10.73(Tin)2 − 4.34F | R2 = 0.75 Fcalc = 22.73 Ftab = 2.34 |
| RAchitinase = 54.65 − 3.36Tin − 10.94(Tin)2 − 5.55Q − 7.45(Q)2 − 2.88F − 2.91(F)2 + 2.18P − 5.42(P)2 − 8.90(TinQ) − 2.81(TinF) − 3.49(QF) − 3.04(QP) | R2 = 0.94 Fcalc = 17.20 Ftab = 2.05 |
| Y = 37.83 + 1.12Tin + 2.80Q − 1.13F + 3.68P − 1.29(P)2 − 1.09(TinP) + 1.42(QF) + 1.48(QP) | R2 = 0.91 Fcalc = 23.17 Ftab = 2.04 |
| Xp = 3.84 − 0.56Tin − 0.70Q + 0.42F − 0.23(F)2 + 0.35(P)2 | R2 = 0.80 Fcalc = 16.80 Ftab = 2.14 |
| Tout = 75.16 + 5.88Tin + 4.56Q − 1.28F − 1.21P + 0.71(QF) | R2 = 0.96 Fcalc = 111.70 Ftab = 2.14 |
| Dependent Variables | Level | Value | Desirability * |
|---|---|---|---|
| RAβ-1,3-glucanase (%) | Low (L) | 26.71 | 0.00 |
| Medium | 64.38 | 0.50 | |
| High (H) | 102.05 | 1.00 | |
| RA chitinase (%) | Low (L) | 0.00 | 0.00 |
| Medium | 27.93 | 0.50 | |
| High (H) | 55.86 | 1.00 | |
| Y (%) | Low (L) | 26.90 | 0.00 |
| Medium | 36.79 | 0.50 | |
| High (H) | 46.68 | 1.00 | |
| Xp (%) | Low (L) | 1.80 | 1.00 |
| Medium | 4.20 | 0.50 | |
| High (H) | 6.60 | 0.00 | |
| Tout (°C) | Low (L) | 62.00 | 1.00 |
| Medium | 76.50 | 0.50 | |
| High (H) | 91.00 | 0.00 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aita, B.C.; Schmaltz, S.; Fochi, A.; Bolson, V.F.; Brun, T.; de Arruda Cavallin, L.; Camatti, G.; Nava, D.E.; Guedes, J.V.C.; Kuhn, R.C.; et al. Spray-Dried Powder Containing Chitinase and β-1,3-Glucanase with Insecticidal Activity against Ceratitis capitata (Diptera: Tephritidae). Processes 2022, 10, 587. https://doi.org/10.3390/pr10030587
Aita BC, Schmaltz S, Fochi A, Bolson VF, Brun T, de Arruda Cavallin L, Camatti G, Nava DE, Guedes JVC, Kuhn RC, et al. Spray-Dried Powder Containing Chitinase and β-1,3-Glucanase with Insecticidal Activity against Ceratitis capitata (Diptera: Tephritidae). Processes. 2022; 10(3):587. https://doi.org/10.3390/pr10030587
Chicago/Turabian StyleAita, Bruno C., Silvana Schmaltz, Alex Fochi, Vinícius F. Bolson, Thiarles Brun, Lucas de Arruda Cavallin, Gabriel Camatti, Dori E. Nava, Jerson V. C. Guedes, Raquel C. Kuhn, and et al. 2022. "Spray-Dried Powder Containing Chitinase and β-1,3-Glucanase with Insecticidal Activity against Ceratitis capitata (Diptera: Tephritidae)" Processes 10, no. 3: 587. https://doi.org/10.3390/pr10030587
APA StyleAita, B. C., Schmaltz, S., Fochi, A., Bolson, V. F., Brun, T., de Arruda Cavallin, L., Camatti, G., Nava, D. E., Guedes, J. V. C., Kuhn, R. C., Zabot, G. L., Tres, M. V., & Mazutti, M. A. (2022). Spray-Dried Powder Containing Chitinase and β-1,3-Glucanase with Insecticidal Activity against Ceratitis capitata (Diptera: Tephritidae). Processes, 10(3), 587. https://doi.org/10.3390/pr10030587