
Design and Real-Time Control of an Electric Furnace with Three-Dimensional Heating



Abstract
1. Introduction
- An original oven equipped with heaters and temperature sensors on six surfaces was designed and modeled, and temperature was controlled.
- Temperature measurements were performed at six different points inside the oven, and each heater on the six surfaces of the oven was controlled separately.
- It was demonstrated that homogeneous heating is not possible in electric ovens unless heaters are present on all six surfaces and the temperature of each heater is individually controlled.
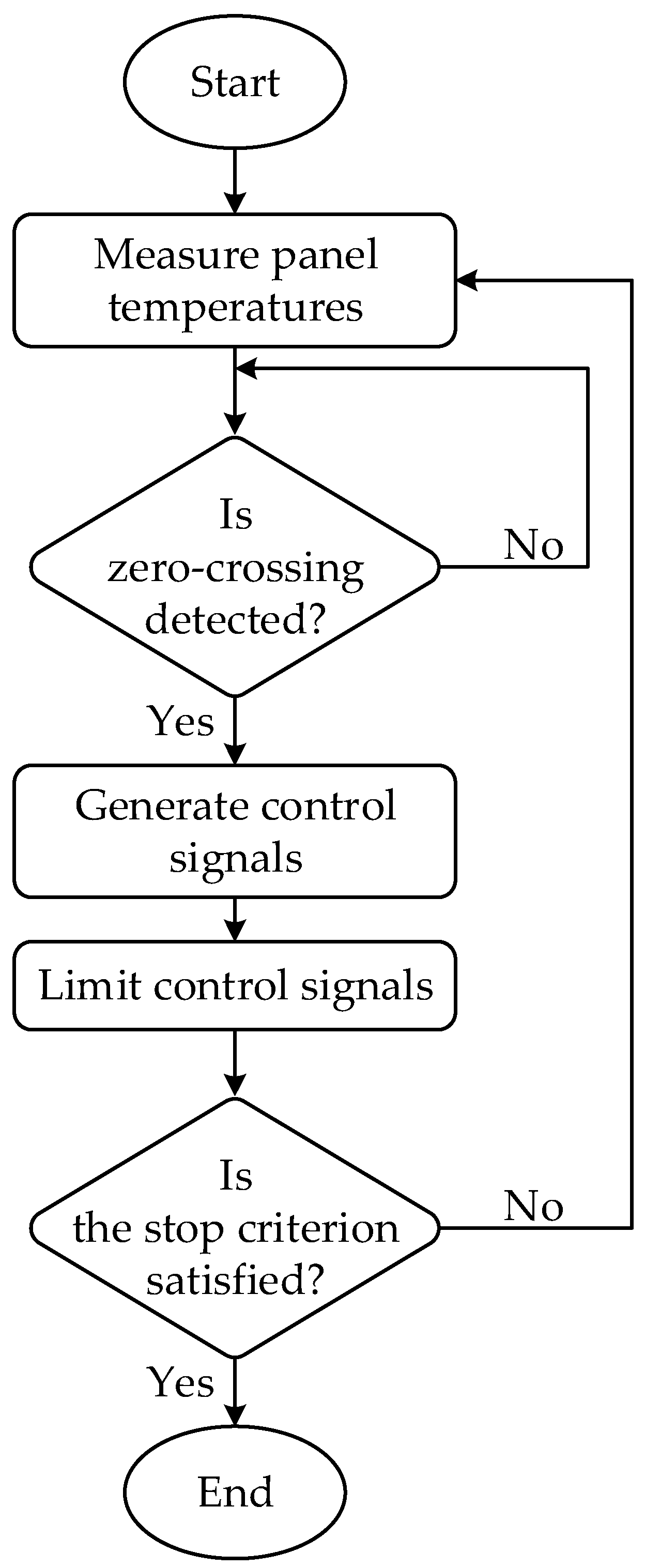
- The heaters were switched at zero crossings of the main voltage to prevent sudden surges in current and noise generation on the mains.
2. Materials and Methods
2.1. The On-Off Control
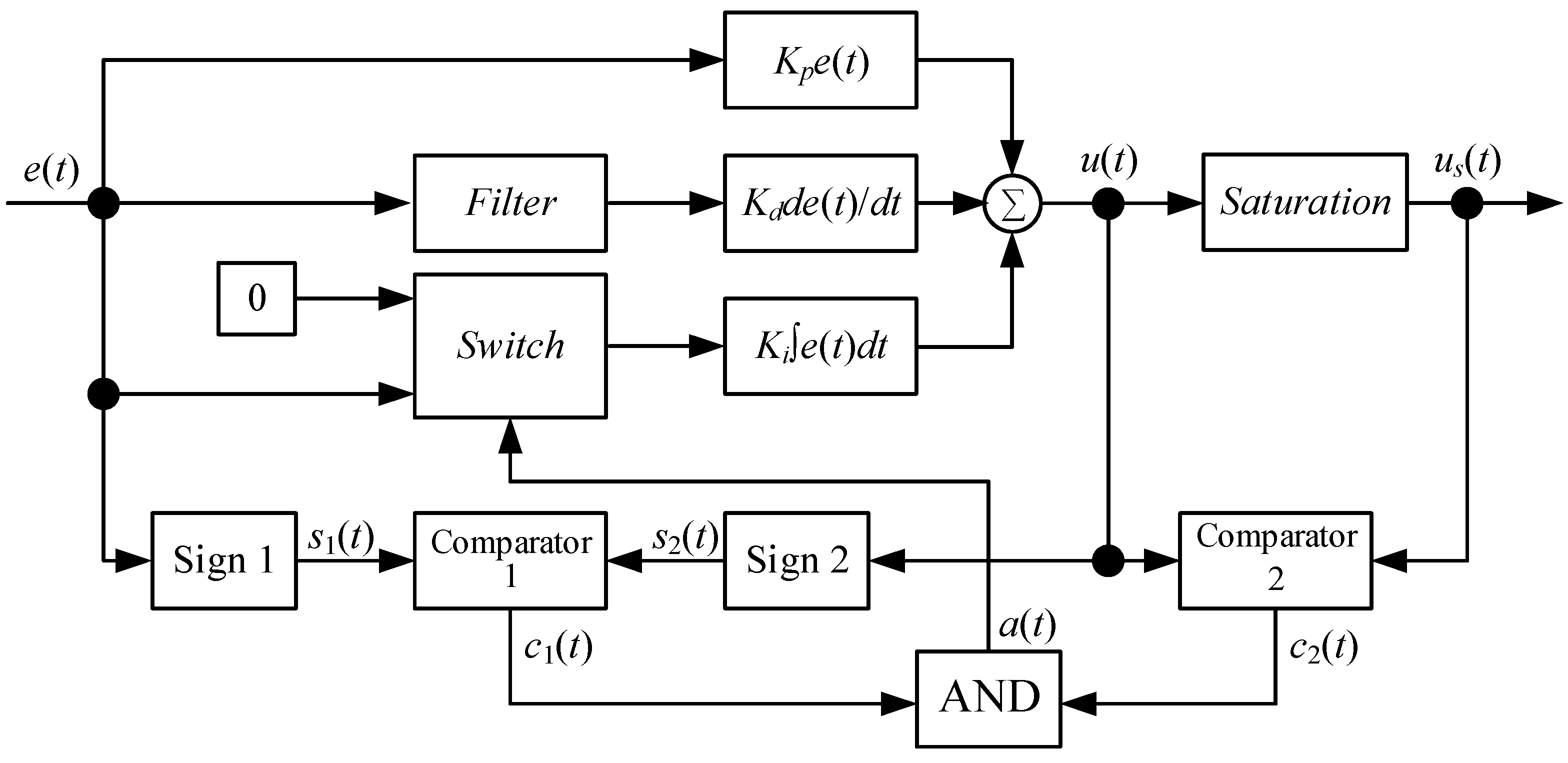
2.2. PID Control
2.3. Error Area Based Performance Criteria
2.4. General Description of the System
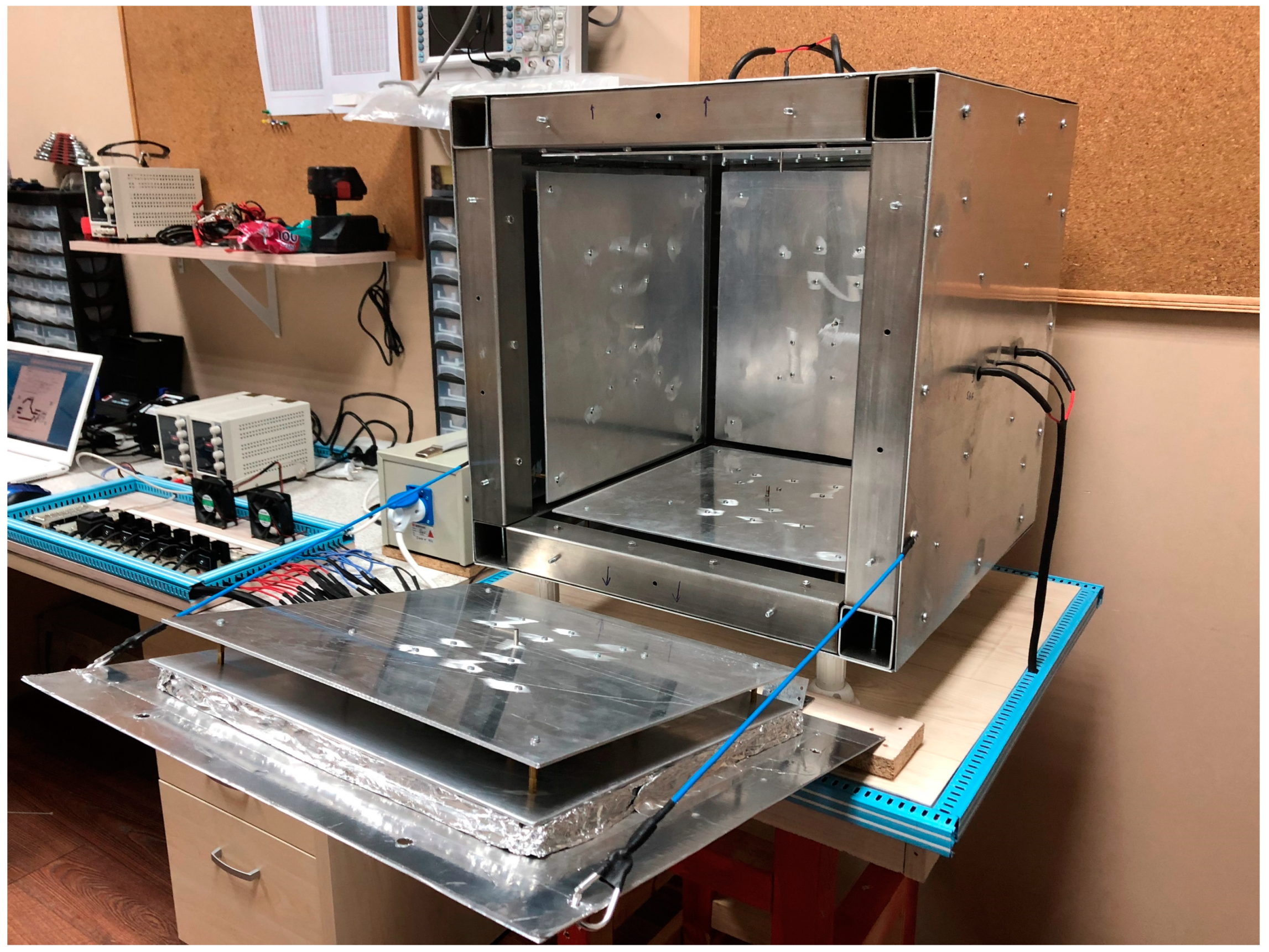
2.5. Mechanical Part
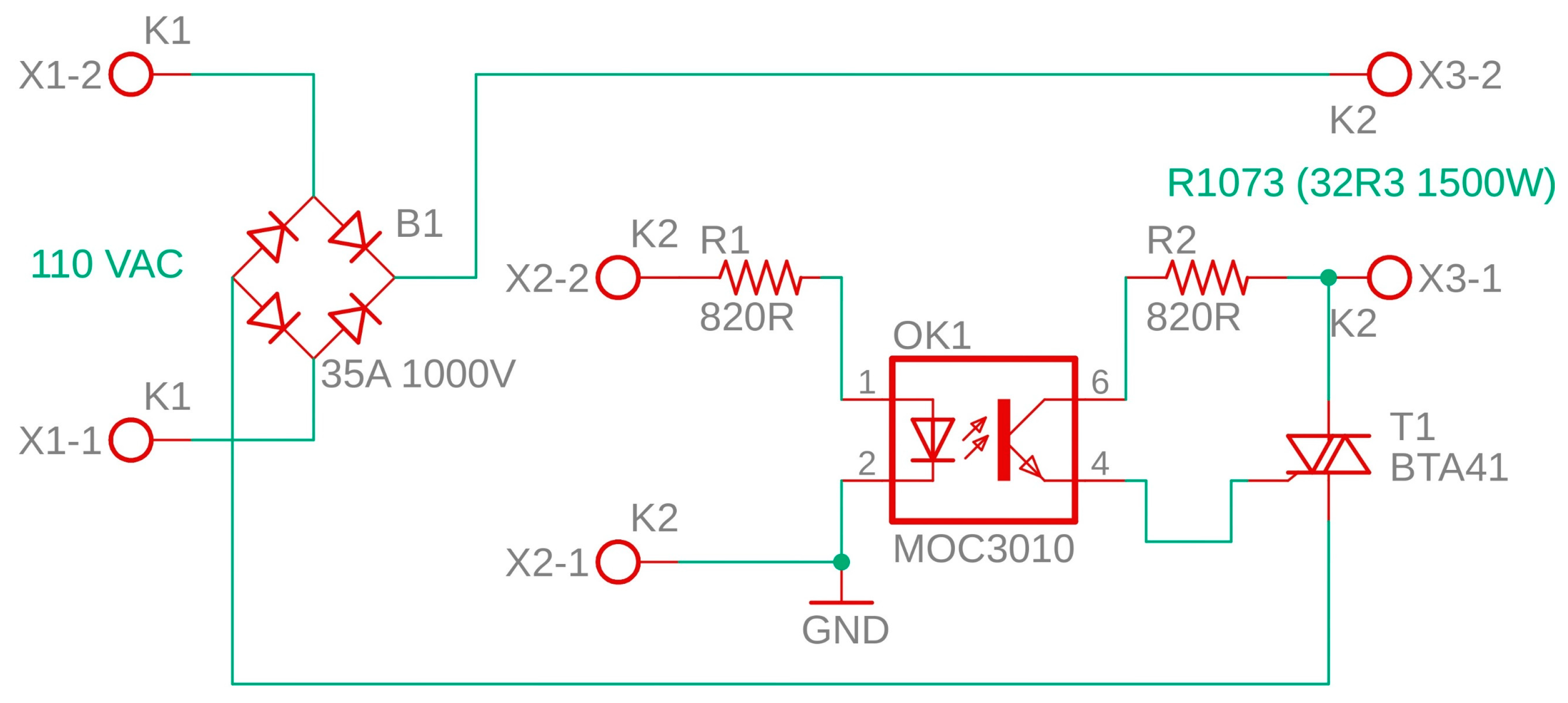
2.6. Electrical Part
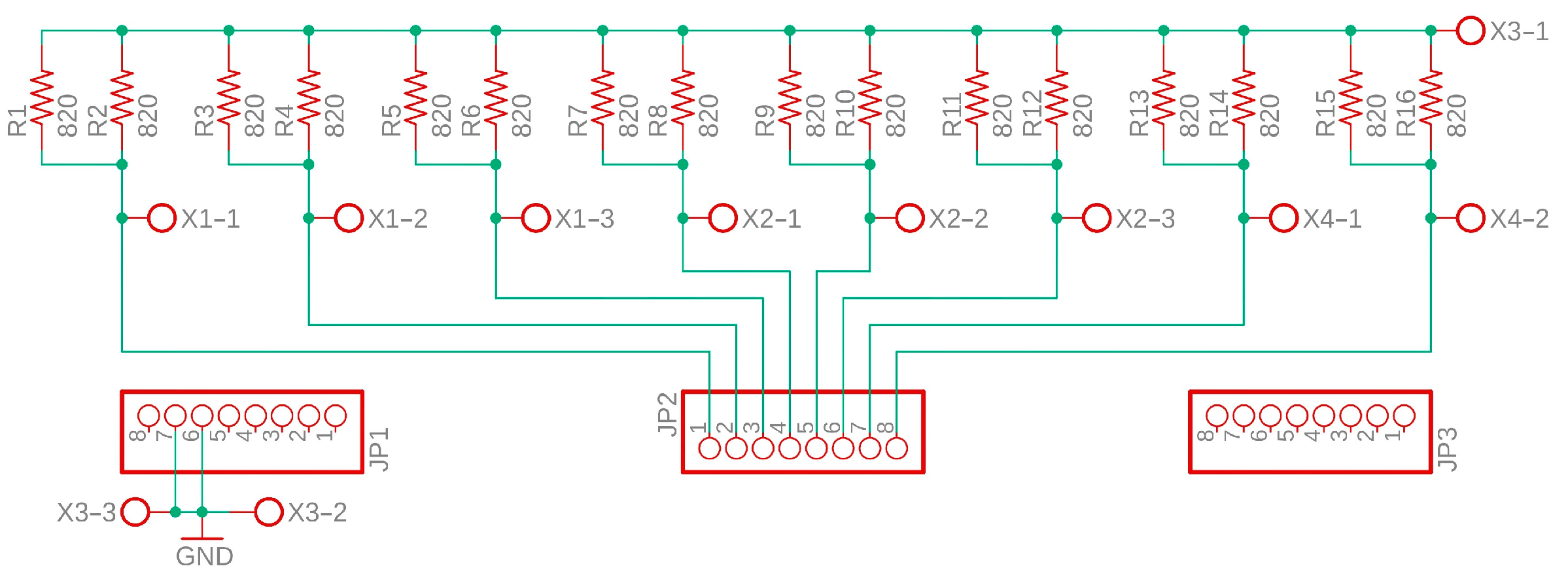
2.6.1. Analog Digital Converter Card
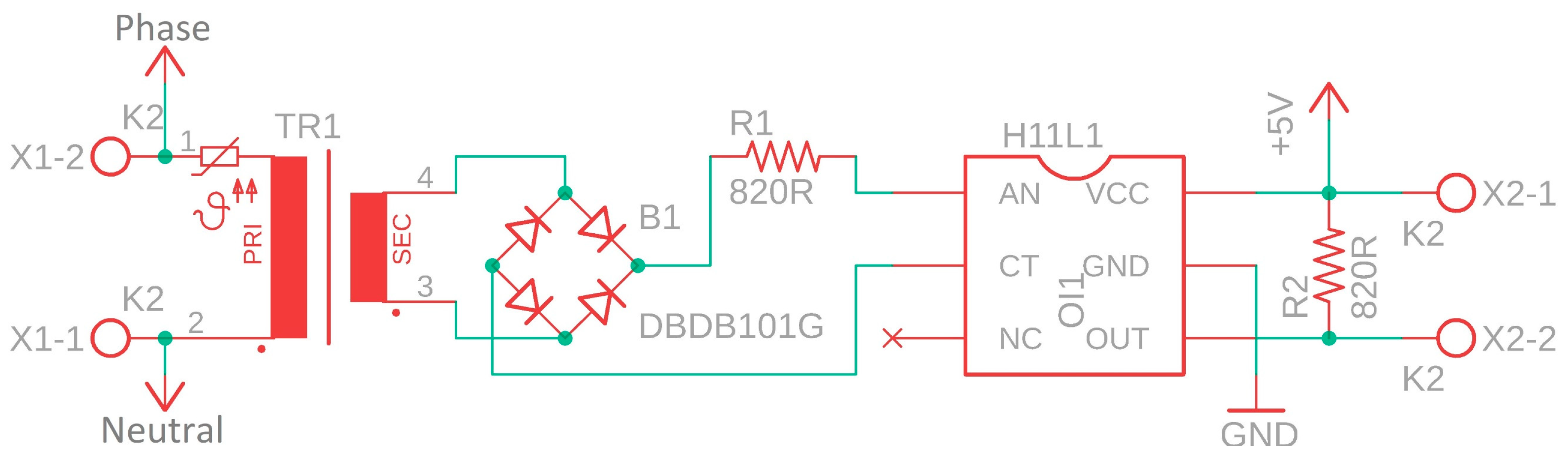
2.6.2. Zero-Crossing Detection Circuit
Driver Circuit
2.7. Software Part
2.7.1. Control Software
2.7.2. Controller Software
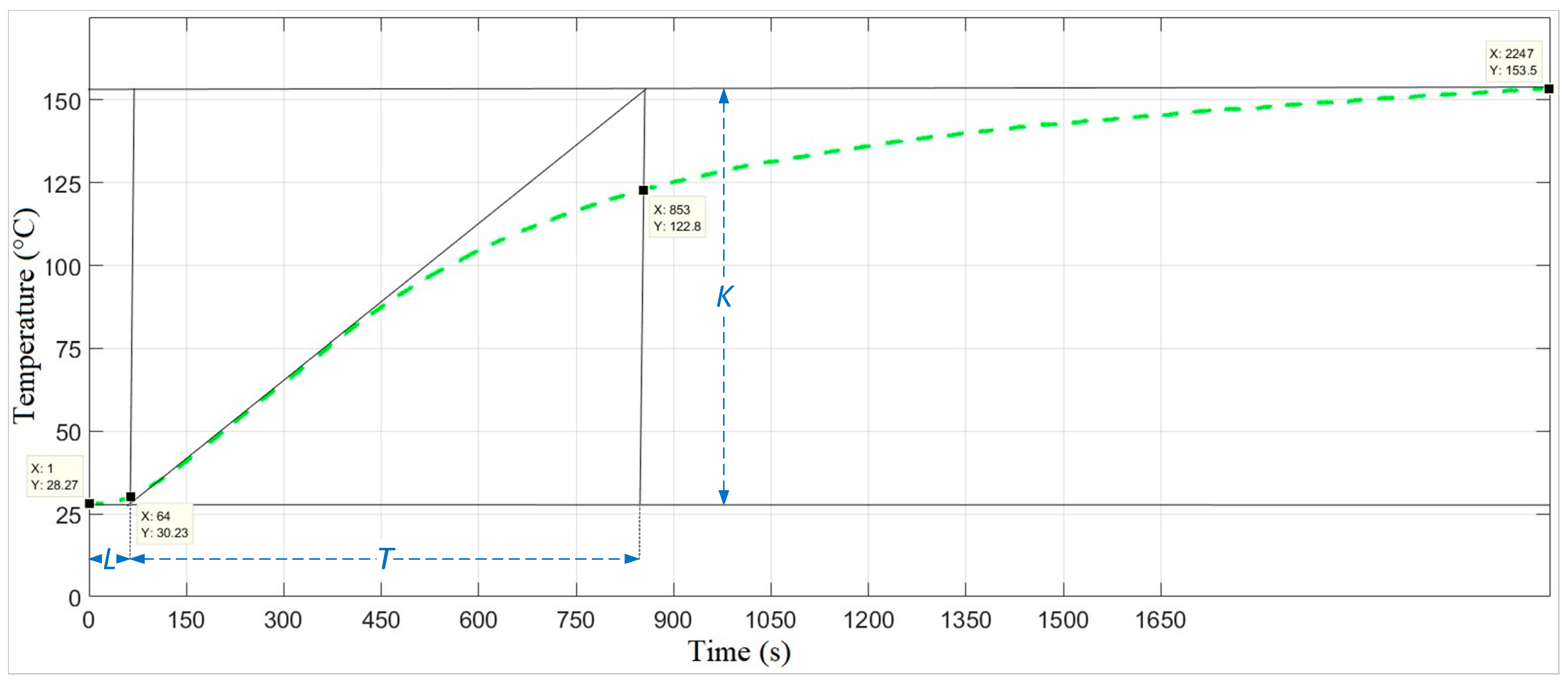
2.8. System Modeling and Determination of PID Parameters
3. Results
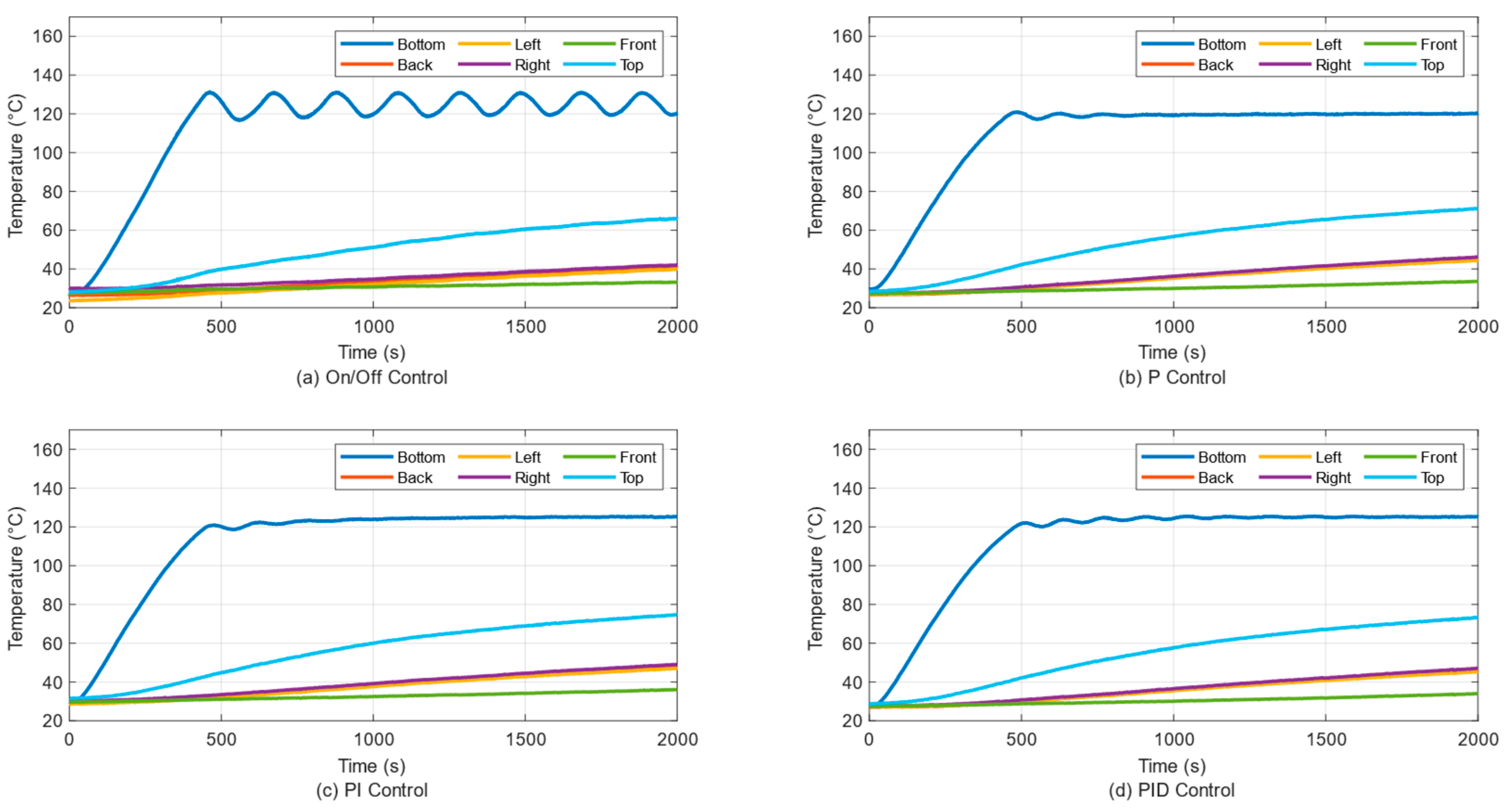
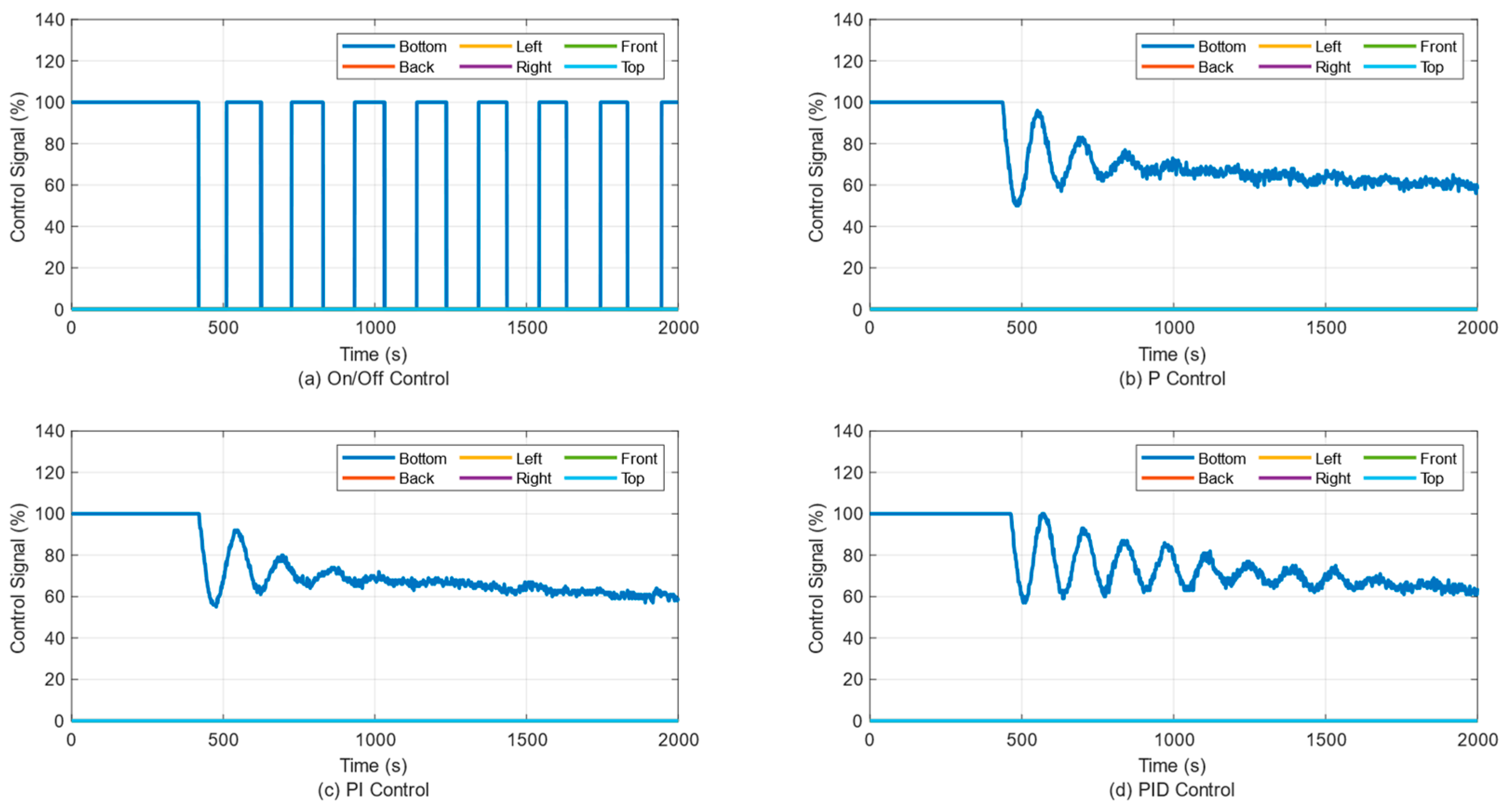
3.1. Temperature Control of a Single Panel
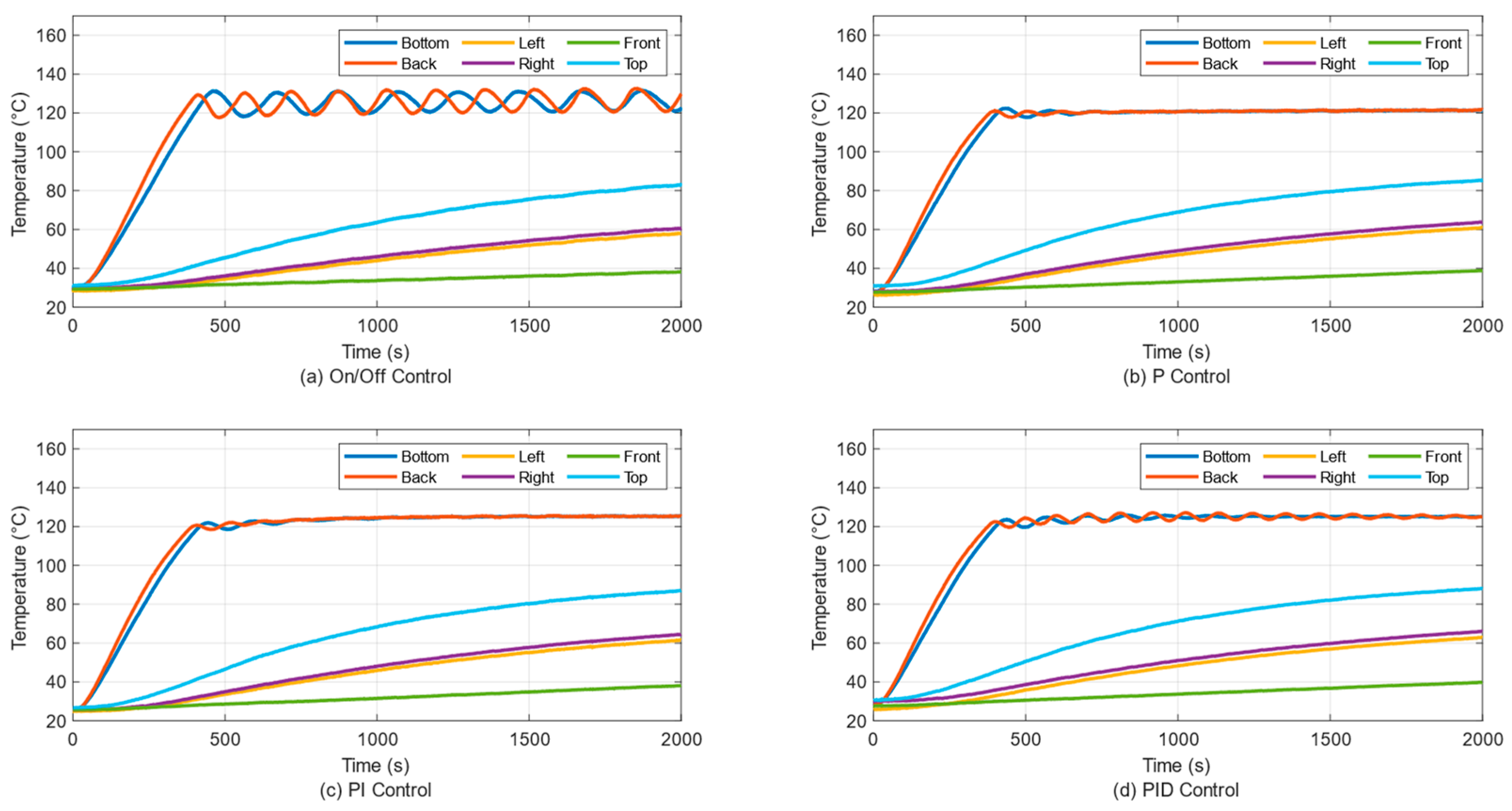
3.2. Temperature Control of Two Panels
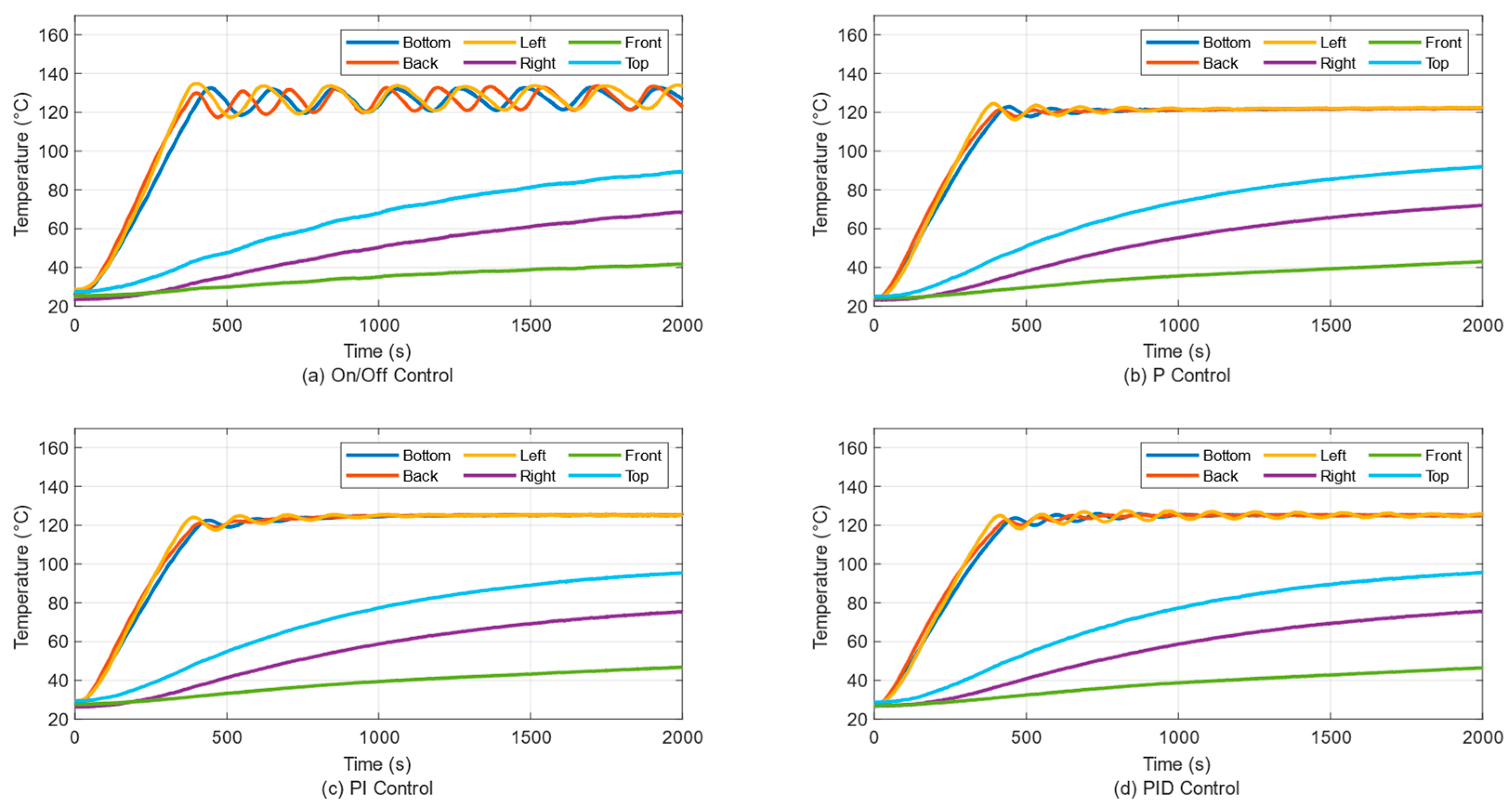
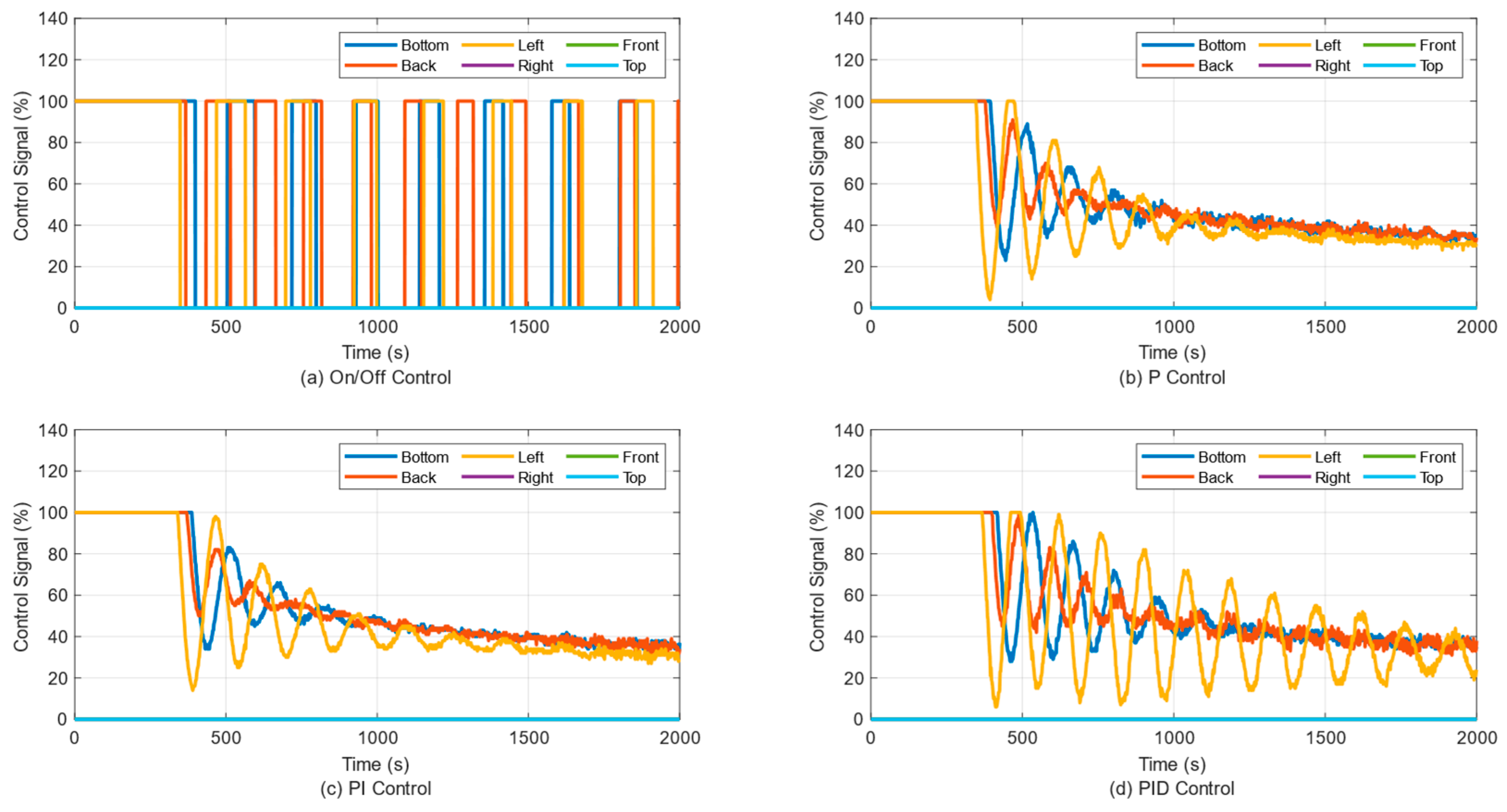
3.3. Temperature Control of Three Panels
3.4. Temperature Control of Four Panels
3.5. Temperature Control of Five Panels
3.6. Temperature Control of Six Panels
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Hu, X.; Zou, Q.; Zou, H. Design and application of fractional order predictive functional control for industrial heating furnace. IEEE Access. 2018, 6, 66565–66575. [Google Scholar] [CrossRef]
- Zhang, R.; Xue, A.; Gao, F. Temperature control of industrial coke furnace using novel state space model predictive control. IEEE Trans. Ind. Inf. 2017, 10, 2084–2092. [Google Scholar] [CrossRef]
- Moon, U. A practical multiloop controller design for temperature control of a tv glass furnace. IEEE Trans. Control Syst. Technol. 2007, 15, 1137–1142. [Google Scholar] [CrossRef]
- Grassi, E.; Tsakalis, K. PID controller tuning by frequency loop-shaping application to diffusion furnace temperature control. IEEE Trans. Control Syst. Technol. 2000, 8, 842–847. [Google Scholar] [CrossRef]
- Hambali, N.; Ang, R.; Ishak, A.; Janin, Z. Various PID controller tuning for air temperature oven system. In Proceedings of the 2014 IEEE International Conference on Smart Instrumentation, Measurement and Applications (ICSIMA), Kuala Lumpur, Malaysia, 25 November 2014; pp. 1–5. [Google Scholar]
- Kumar, Y.V.P.; Rajesh, A.; Yugandhar, S.; Srikanth, V. Cascaded PID controller design for heating furnace temperature control. IOSR J. 2013, 8, 76–83. [Google Scholar] [CrossRef]
- Zhang, J.; Li, H.; Ma, K.; Xue, L.; Han, B.; Dong, Y.; Tan, Y.; Gu, C. Design of PID temperature control system based on stm32. Mater. Sci. Eng. 2018, 322, 1–10. [Google Scholar] [CrossRef]
- Yanmei, W.; Yanzhu, Z.; Baoyu, W. The Control Research of PID in Heating-Furnace System. In Proceedings of the International Conference on Business Management and Electronic Information, Guangzhou, China, 13–15 May 2011; pp. 260–263. [Google Scholar]
- Hambali, N.; Janin, Z.; Samsudin, N.; Ishak, A. Process Controllability for air Temperature Oven System Using Open-Loop Reformulated Tangent Method. In Proceedings of the IEEE International Conference on Smart Instrumentation Measurement and Applications, Kuala Lumpur, Malaysia, 25–27 November 2013; pp. 1–6. [Google Scholar]
- Aktas, M.; Ceylan, İ.; Dogan, H.; Aktekeli, Z. Designing, Manufacturing and Performance Experiments of Heat Pumb Red Pepper Dryer Assisted Solar Energy. J. Therm. Sci. Technol. 2010, 30, 111–120. [Google Scholar]
- Zheng, F.; Lu, Y.; Fu, S. Research on Temperature Control of Heating Furnace with Intelligent Proportional Integral Derivative Control Algorithm. Therm. Sci. 2020, 24, 3069–3077. [Google Scholar] [CrossRef]
- Teng, F.; Li, H. Adaptive Fuzzy Control for the Electric Furnace. In Proceedings of the 2009 IEEE International Conference on Intelligent Computing and Intelligent Systems, Shanghai, China, 20–22 November 2009; pp. 439–443. [Google Scholar]
- Gözde, H.; Toplamacıoglu, M.C.; Kocaarslan, İ.; Şenol, M.A. Particle Swarm Optimization Based PI- Controller Design to Load-Frequency Control of a Two Area Reheat Thermal Power System. J. Therm. Sci. Technol. 2010, 30, 13–21. [Google Scholar]
- Han, Y.; Jinling, J.; Guangjian, C.; Xizhen, C. Temperature Control of Electric Furnace Based on Fuzzy PID. In Proceedings of the 2011 International Coriference on Electronics and Optoelectronics (ICEOE 2011), Dalian, China, 29–31 July 2011; pp. 41–44. [Google Scholar]
- Seo, M.; Ban, J.; Cho, M.; Cho, B.; Koo, Y.; Kim, S.W. Low-Order Model Identification and Adaptive Observer Based Predictive Control for Strip Temperature of Heating Section in Annealin Furnace. IEEE Access. 2021, 9, 53720–53734. [Google Scholar] [CrossRef]
- Budianto, A.; Pambudi, W.S.; Sumari, S.; Yulianto, A. PID Control Design for Biofuel Furnace using Arduino. Telecommun. Comput. Electron. Control (TELKOMNIKA) 2018, 16, 3016–3023. [Google Scholar] [CrossRef]
- Cao, J.; Ye, Q.; Li, P. Resistance Furnace Temperature Control System Based on OPC and MATLAB. Meas. Control 2015, 48, 60–64. [Google Scholar] [CrossRef]
- Gürel, A.E.; Ceylan, İ.; Yılmaz, S. Experimantal Analyses of Heat Pump and Parabolic Trough Solar Fluidized Bed Dryer. J. Therm. Sci. Technol. 2015, 35, 107–115. [Google Scholar]
- Moon, U.; Lee, K.Y. Hybrid Algorithm with Fuzzy System and Conventional PI Control for the Temperature Control of TV Glass Furnace. IEEE Trans. Control Syst. Technol. 2003, 11, 548–554. [Google Scholar] [CrossRef]
- Cheng, Q.; Zhang, X.; Wang, Z.; Zhou, H.; Shao, S. Simultaneous Measurement of Three-Dimensional Temperature Distributions and Radiative Properties Based on Radiation Image Processing Technology in a Gas-Fired Pilot Tubular Furnace. Heat Transf. Eng. 2014, 35, 770–779. [Google Scholar] [CrossRef]
- Zhou, H.Z.S.; Han, D.; Sheng, F.; Zehng, G.G. Visualization of three-dimensional temperature distributions in a large-scale furnace via regularized reconstruction from radiative energy images: Numerical studies. J. Quant. Spectrosc. Radiat. Transf. 2002, 72, 361–383. [Google Scholar] [CrossRef]
- Mancuhan, E.; Küçükada, K.; Alpman, E. Mathematical Modeling and Simulation of The Preheating Zone of a Tunnel Kiln. J. Therm. Sci. Technol. 2010, 31, 79–86. [Google Scholar]
- Correia, D.P.; Ferra, P.; Caldeira-Pıres, A. Flame Three-Dimensional Tomography Sensor for In-Furnace Diagnostics. Proc. Combust. Inst. 2000, 28, 431–438. [Google Scholar] [CrossRef]
- Langner, S.M.; Stonis, M.; Semrau, H.; Sauke, O.; Harchegani, L.H.; Behrens, A. Monitoring of an Aluminum Melting Furnace by Means of a 3D Light-Field Camera. In Proceedings of the 2017 IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), Singapore, 10–13 December 2017; pp. 784–788. [Google Scholar]
- Wei, Z.; Ge, H.; Wang, L.; Li, Z. 3-D Temperature Reconstruction of the Flame Field in a Tangentially Fired Furnace. IEEE Trans. Instrum. Meas. 2018, 67, 1929–1939. [Google Scholar] [CrossRef]
- Illes, B.; Krammer, O.; Harsanyi, G.; Illyefavi-Vitez, Z.; Szabo, A. 3D Investigations of the Internal Convection Coefficient and Homogeneity in Reflow Ovens. In Proceedings of the 2007 30th International Spring Seminar on Electronics Technology (ISSE), Cluj-Napoca, Romania, 9–13 May 2007; pp. 320–325. [Google Scholar]
- Chesof, A.; Panaudomsup, S.; Cheypoca, T. Evaluation of Explicit Model Predictive Temperature Control for On-Off Air Conditioner. In Proceedings of the 17th International Conference on Control Automation and Systems, Jeju, Republic of Korea, 18–21 October 2017; pp. 621–624. [Google Scholar]
- Sutcliffe, H. The Principle of Reversed Lag Applied to On-Off Temperature Control. Proc. IEE Part B Electron. Commun. Eng. 1960, 107, 209–215. [Google Scholar] [CrossRef]
- Roots, W.; Woods, J. On-Off Control of Thermal Processes. IEEE Trans. Ind. Electron. Control Instrum. 1969, 16, 136–146. [Google Scholar] [CrossRef]
- Jie, S.; Zhengwei, L.; Xiaojiang, M. The Application of Fuzzy-PID Control in Heating Furnace Control. In Proceedings of the International Conference on E-Learning E-Business Enterprise Information Systems and E-Government, Hong Kong, China, 5–6 December 2009; pp. 237–240. [Google Scholar]
- Bolat, E.; Erkan, K.; Postalcioglu, S. Experimental Autotuning PID Control of Temperature Using Microcontroller. In Proceedings of the The International Conference on Computer as a Tool, Belgrade, Serbia, 21–24 November 2005; pp. 266–269. [Google Scholar]
- Lin, H.; Wei, L.; Zikun, N. Development of PID Neural Network Control System for Temperature of Resistance Furnace. In Proceedings of the International Forum on Information Technology and Applications, Chengdu, China, 15–17 May 2009; pp. 205–208. [Google Scholar]
- Huang, S.; Xiang, H.; Leng, C.; Dai, T.; He, G. Intelligent Regulation of Temperature and Humidity in Vegetable Greenhouses Based on Single Neuron PID Algorithm. Electronics 2024, 13, 2083. [Google Scholar] [CrossRef]
- Aeenmehr, A.; Yazdizadeh, A.; Ghazizadeh, M. Neuro-PID Control of an Industrial Furnace Temperature. In Proceedings of the Symposium on Industrial Electronics & Applications, Kuala Lumpur, Malaysia, 4–6 October 2009; pp. 768–772. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Controller | |||
|---|---|---|---|
| P | |||
| PI | |||
| PID |
| Metric. | On-off | P | PI | PID |
|---|---|---|---|---|
| Overshoot (%) | 9.1877 | 0.5738 | 0.1117 | 0.3437 |
| Settling Time (s) | - | 575.1781 | 763.4308 | 721.9968 |
| Rise Time (s) | 351.1147 | 377.6131 | 397.2166 | 420.2006 |
| Offset Error (°C) | - | 4.7967 | −0.3167 | −0.1633 |
| IAE | 2.9070 × 104 | 3.0936 × 104 | 2.4179 × 104 | 2.4923 × 104 |
| ISE | 1.6953 × 106 | 1.5468 × 106 | 1.4908 × 106 | 1.6038 × 106 |
| ITAE | 1.0439 × 107 | 1.3410 × 107 | 4.7162 × 106 | 4.6175 × 106 |
| ITSE | 2.1521 × 108 | 2.1815 × 108 | 1.6447 × 108 | 1.8295 × 108 |
| Metric | On-Off | P | PI | PID |
|---|---|---|---|---|
| Overshoot (%) | 7.9623 | 0.7906 | 0.2714 | 0.5996 |
| Settling Time (s) | - | 532.1878 | 708.5739 | 654.1841 |
| Rise Time (s) | 357.5858 | 349.3789 | 376.0623 | 360.8522 |
| Offset Error (°C) | - | 3.5967 | −0.3233 | −0.1267 |
| IAE | 2.7860 × 104 | 2.8045 × 104 | 2.3880 × 104 | 2.2017 × 104 |
| ISE | 1.5948 × 106 | 1.4974 × 106 | 1.5620 × 106 | 1.4328 × 106 |
| ITAE | 9.6852 × 106 | 1.0698 × 107 | 4.3631 × 106 | 3.6342 × 106 |
| ITSE | 1.9986 × 108 | 1.8212 × 108 | 1.6442 × 108 | 1.4559 × 108 |
| Metric | On-Off | P | PI | PID |
|---|---|---|---|---|
| Overshoot (%) | 2.3372 | 0.1973 | 0.3433 | 1.6223 |
| Settling Time (s) | - | 574.0770 | 695.5740 | 865.1587 |
| Rise Time (s) | 345.8092 | 323.5204 | 347.9466 | 334.2511 |
| Offset Error (°C) | - | 3.2300 | −0.3967 | −0.0967 |
| IAE | 2.6053 × 104 | 2.6270 × 104 | 2.2011 × 104 | 2.2007 × 104 |
| ISE | 1.4452 × 106 | 1.3633 × 106 | 1.4109 × 106 | 1.2948 × 106 |
| ITAE | 9.6810 × 106 | 1.0155 × 107 | 3.8344 × 106 | 4.1931 × 106 |
| ITSE | 1.7072 × 108 | 1.5396 × 108 | 1.3410 × 108 | 1.2013 × 108 |
| Metric | On-Off | P | PI | PID |
|---|---|---|---|---|
| Overshoot (%) | 5.0079 | 0.7614 | 0.4558 | 0.6073 |
| Settling Time (s) | - | 673.1897 | 691.6205 | 682.4102 |
| Rise Time (s) | 361.9082 | 361.0085 | 368.9795 | 385.9637 |
| Offset Error (°C) | - | 2.8500 | −0.2567 | −0.1467 |
| IAE | 2.9077 × 104 | 2.8227 × 104 | 2.3052 × 104 | 2.3477 × 104 |
| ISE | 1.7029 × 106 | 1.6412 × 106 | 1.4952 × 106 | 1.5553 × 106 |
| ITAE | 1.0770 × 107 | 9.5687 × 106 | 4.0620 × 106 | 4.0002 × 106 |
| ITSE | 2.1882 × 108 | 1.9083 × 108 | 1.5704 × 108 | 1.6778 × 108 |
| Metric | On-Off | P | PI | PID |
|---|---|---|---|---|
| Overshoot (%) | 8.8262 | 0.1718 | 0.2074 | 0.6003 |
| Settling Time (s) | - | 599.1459 | 630.2504 | 608.6277 |
| Rise Time (s) | 314.2285 | 341.1530 | 353.6272 | 365.1283 |
| Offset Error (°C) | - | 2.7033 | −0.4200 | −0.1333 |
| IAE | 2.6803 × 104 | 2.6719 × 104 | 2.1614 × 104 | 2.3477 × 104 |
| ISE | 1.5256 × 106 | 1.5022 × 106 | 1.3764 × 106 | 1.4116 × 106 |
| ITAE | 1.0314 × 107 | 9.2219 × 106 | 3.7212 × 106 | 3.5097 × 106 |
| ITSE | 1.8406 × 108 | 1.6386 × 108 | 1.3303 × 108 | 1.3969 × 108 |
| Metric | On-Off | P | PI | PID |
|---|---|---|---|---|
| Overshoot (%) | 1.0405 | 1.8136 | 0.2393 | 1.5447 |
| Settling Time (s) | - | 766.1138 | 786.7241 | 1035.9697 |
| Rise Time (s) | 337.9090 | 321.5296 | 328.6221 | 346.8321 |
| Offset Error (°C) | - | 2.5367 | −0.3733 | −0.6700 |
| IAE | 2.8455 × 104 | 2.6468 × 104 | 2.1456 × 104 | 2.3239 × 104 |
| ISE | 1.5978 × 106 | 1.6014 × 106 | 1.4222 × 106 | 1.5214 × 106 |
| ITAE | 1.1433 × 107 | 8.5275 × 106 | 3.5903 × 106 | 4.7296 × 106 |
| ITSE | 2.0922 × 108 | 1.7149 × 108 | 1.3841 × 108 | 1.5530 × 108 |
| Metric | On-Off | P | PI | PID |
|---|---|---|---|---|
| Overshoot (%) | 9.2270 | 2.4462 | 0.2476 | 1.4728 |
| Settling Time (s) | - | 538.1967 | 664.1534 | 650.8365 |
| Rise Time (s) | 335.8857 | 341.8926 | 344.7341 | 356.7687 |
| Offset Error (°C) | - | 2.3400 | −0.2667 | −0.0567 |
| IAE | 2.8414 × 104 | 2.5661 × 104 | 2.2098 × 104 | 2.3463 × 104 |
| ISE | 1.6260 × 106 | 1.4961 × 106 | 1.4898 × 106 | 1.6311 × 106 |
| ITAE | 1.0624 × 107 | 8.0850 × 106 | 3.5290 × 106 | 3.9511 × 106 |
| ITSE | 2.0860 × 108 | 1.6332 × 108 | 1.4974 × 108 | 1.6815 × 108 |
| Metric | On-Off | P | PI | PID |
|---|---|---|---|---|
| Overshoot (%) | 7.0701 | 0.7673 | 0.2474 | 1.2218 |
| Settling Time (s) | - | 578.1557 | 588.5704 | 671.8252 |
| Rise Time (s) | 307.4825 | 317.3479 | 323.5048 | 335.9518 |
| Offset Error (°C) | - | 2.3600 | −0.2833 | −0.2833 |
| IAE | 2.6463 × 104 | 2.3921 × 104 | 2.0421 × 104 | 2.3463 × 104 |
| ISE | 1.4541 × 106 | 1.3506 × 106 | 1.3455 × 106 | 1.4751 × 106 |
| ITAE | 1.0846 × 107 | 7.5748 × 106 | 3.1565 × 106 | 3.3550 × 106 |
| ITSE | 1.8298 × 108 | 1.3625 × 108 | 1.2351 × 108 | 1.3856 × 108 |
| Metric | On-Off | P | PI | PID |
|---|---|---|---|---|
| Overshoot (%) | 4.0446 | 3.1756 | 0.7587 | 1.7480 |
| Settling Time (s) | - | 633.7487 | 637.0141 | 1320.1805 |
| Rise Time (s) | 321.3823 | 314.7711 | 307.9014 | 328.5658 |
| Offset Error (°C) | - | 2.1100 | −0.2067 | −0.8933 |
| IAE | 2.8611 × 104 | 2.4332 × 104 | 2.0504 × 104 | 2.3473 × 104 |
| ISE | 1.5536 × 106 | 1.4393 × 106 | 1.3774 × 106 | 1.6043 × 106 |
| ITAE | 1.2279 × 107 | 7.2434 × 106 | 3.2667 × 106 | 4.8083 × 106 |
| ITSE | 2.1493 × 108 | 1.5034 × 108 | 1.2792 × 108 | 1.5809 × 108 |
| Metric | On-Off | P | PI | PID |
|---|---|---|---|---|
| Overshoot (%) | 9.2256 | 2.6484 | 0.2572 | 1.5360 |
| Settling Time (s) | - | 546.6014 | 678.8034 | 644.2474 |
| Rise Time (s) | 353.7195 | 343.8626 | 348.8171 | 358.3697 |
| Offset Error (°C) | - | 2.3987 | −0.2647 | 0.1333 |
| IAE | 3.2484 × 104 | 2.5915 × 104 | 2.2580 × 104 | 2.3782 × 104 |
| ISE | 1.8800 × 106 | 1.4969 × 106 | 1.5453 × 106 | 1.6627 × 106 |
| ITAE | 1.3662 × 107 | 8.1811 × 106 | 3.6565 × 106 | 4.1673 × 106 |
| ITSE | 2.7877 × 108 | 1.6724 × 108 | 1.5647 × 108 | 1.7326 × 108 |
| Metric | On-Off | P | PI | PID |
|---|---|---|---|---|
| Overshoot (%) | 6.8864 | 1.9232 | 0.3118 | 1.3189 |
| Settling Time (s) | - | 518.4043 | 649.5157 | 651.8311 |
| Rise Time (s) | 361.1103 | 335.5157 | 337.8383 | 352.1654 |
| Offset Error (°C) | - | 1.7033 | −0.1700 | −0.0967 |
| IAE | 3.0045 × 104 | 2.4512 × 104 | 2.1267 × 104 | 2.2727 × 104 |
| ISE | 1.7934 × 106 | 1.4813 × 106 | 1.4161 × 106 | 1.5761 × 106 |
| ITAE | 1.1215 × 107 | 6.8247 × 106 | 3.3421 × 106 | 3.6055 × 106 |
| ITSE | 2.3592 × 108 | 1.5542 × 108 | 1.4015 × 108 | 1.6089 × 108 |
| Metric | On-Off | P | PI | PID |
|---|---|---|---|---|
| Overshoot (%) | 0.3358 | 0.0809 | 0.3033 | 1.3092 |
| Settling Time (s) | - | 572.0462 | 572.8060 | 669.4066 |
| Rise Time (s) | 349.0101 | 313.1541 | 313.5342 | 330.0963 |
| Offset Error (°C) | - | 1.3733 | −0.3067 | −0.2667 |
| IAE | 2.7857 × 104 | 2.2924 × 104 | 1.9485 × 104 | 2.2727 × 104 |
| ISE | 1.6099 × 106 | 1.3583 × 106 | 1.2718 × 106 | 1.4347 × 106 |
| ITAE | 1.0980 × 107 | 6.3262 × 106 | 2.9511 × 106 | 3.1997 × 106 |
| ITSE | 2.0345 × 108 | 1.3066 × 108 | 1.1359 × 108 | 1.3316 × 108 |
| Metric | On-Off | P | PI | PID |
|---|---|---|---|---|
| Overshoot (%) | 7.2330 | 2.5981 | 1.0467 | 2.0366 |
| Settling Time (s) | - | 632.6726 | 641.9243 | 764.0194 |
| Rise Time (s) | 333.7219 | 305.3322 | 308.9633 | 315.4245 |
| Offset Error (°C) | - | 1.4267 | −0.1967 | −0.2900 |
| IAE | 3.0573 × 104 | 2.2663 × 104 | 2.0556 × 104 | 2.1643 × 104 |
| ISE | 1.8010 × 106 | 1.3821 × 106 | 1.3776 × 106 | 1.4480 × 106 |
| ITAE | 1.2116 × 107 | 5.9261 × 106 | 3.3005 × 106 | 3.8630 × 106 |
| ITSE | 2.4449 × 108 | 1.3561 × 108 | 1.2931 × 108 | 1.3910 × 108 |
| Metric | On-Off | P | PI | PID |
|---|---|---|---|---|
| Overshoot (%) | 4.8207 | 2.0111 | 0.3861 | 0.8887 |
| Settling Time (s) | - | 526.5578 | 678.6200 | 652.6726 |
| Rise Time (s) | 377.7083 | 338.5213 | 340.4289 | 355.8225 |
| Offset Error (°C) | - | 1.7053 | −0.1560 | −0.3767 |
| IAE | 3.3652 × 104 | 2.4921 × 104 | 2.1695 × 104 | 2.3098 × 104 |
| ISE | 1.9995 × 106 | 1.5238 × 106 | 1.4555 × 106 | 1.6224 × 106 |
| ITAE | 1.4221 × 107 | 6.9302 × 106 | 3.4691 × 106 | 3.7520 × 106 |
| ITSE | 3.0393 × 108 | 1.6159 × 108 | 1.4632 × 108 | 1.6738 × 108 |
| Metric | On-Off | P | PI | PID |
|---|---|---|---|---|
| Overshoot (%) | 18.9718 | 2.5273 | 0.8612 | 1.4391 |
| Settling Time (s) | - | 786.5390 | 794.1063 | 1072.0829 |
| Rise Time (s) | 273.6282 | 299.9921 | 303.6485 | 313.5332 |
| Offset Error (°C) | - | 1.3440 | −0.6680 | −1.2393 |
| IAE | 3.2293 × 104 | 2.2771 × 104 | 2.0684 × 104 | 2.1786 × 104 |
| ISE | 1.6467 × 106 | 1.3837 × 106 | 1.3584 × 106 | 1.4502 × 106 |
| ITAE | 1.6360 × 107 | 6.1959 × 106 | 3.7315 × 106 | 4.1781 × 106 |
| ITSE | 2.8573 × 108 | 1.3555 × 108 | 1.2596 × 108 | 1.3788 × 108 |
| Metric | On-Off | P | PI | PID |
|---|---|---|---|---|
| Overshoot (%) | 1.8538 | 2.5022 | 1.0712 | 1.5750 |
| Settling Time (s) | - | 516.0430 | 651.8739 | 642.2717 |
| Rise Time (s) | 379.0619 | 330.6310 | 334.5555 | 340.7141 |
| Offset Error (°C) | - | 1.5000 | −0.1167 | −0.1200 |
| IAE | 2.9482 × 104 | 2.3987 × 104 | 2.1419 × 104 | 2.1322 × 104 |
| ISE | 1.7019 × 106 | 1.4859 × 106 | 1.4589 × 106 | 1.4212 × 106 |
| ITAE | 1.0993 × 107 | 6.2694 × 106 | 3.2829 × 106 | 3.3071 × 106 |
| ITSE | 2.2735 × 108 | 1.5309 × 108 | 1.4408 × 108 | 1.4269 × 108 |
| Metric | On-Off | P | PI | PID |
|---|---|---|---|---|
| Overshoot (%) | 3.7426 | 0.3235 | 0.4960 | 0.8309 |
| Settling Time (s) | - | 551.8600 | 561.9304 | 550.2113 |
| Rise Time (s) | 331.9288 | 303.5585 | 308.8958 | 319.2715 |
| Offset Error (°C) | - | 1.3367 | −0.1100 | −0.2100 |
| IAE | 2.7348 × 104 | 2.1961 × 104 | 1.9600 × 104 | 2.1322 × 104 |
| ISE | 1.5091 × 106 | 1.3254 × 106 | 1.3197 × 106 | 1.3137 × 106 |
| ITAE | 1.1283 × 107 | 5.6469 × 106 | 2.8590 × 106 | 2.8361 × 106 |
| ITSE | 1.9778 × 108 | 1.2350 × 108 | 1.1753 × 108 | 1.2061 × 108 |
| Metric | On-Off | P | PI | PID |
|---|---|---|---|---|
| Overshoot (%) | 6.9812 | 3.4452 | 2.1416 | 2.4416 |
| Settling Time (s) | - | 635.3010 | 645.1251 | 633.5759 |
| Rise Time (s) | 331.6767 | 300.3843 | 302.6602 | 316.0528 |
| Offset Error (°C) | - | 1.2867 | −0.2267 | −0.3500 |
| IAE | 2.9958 × 104 | 2.2312 × 104 | 2.0346 × 104 | 2.1098 × 104 |
| ISE | 1.6442 × 106 | 1.4115 × 106 | 1.3761 × 106 | 1.4021 × 106 |
| ITAE | 1.2769 × 107 | 5.3787 × 106 | 3.1734 × 106 | 3.5626 × 106 |
| ITSE | 2.3502 × 108 | 1.3630 × 108 | 1.2817 × 108 | 1.3539 × 108 |
| Metric | On-Off | P | PI | PID |
|---|---|---|---|---|
| Overshoot (%) | 4.0322 | 2.6106 | 1.1817 | 1.4640 |
| Settling Time (s) | - | 522.3131 | 529.8595 | 521.9867 |
| Rise Time (s) | 384.8076 | 332.1441 | 335.9745 | 343.9082 |
| Offset Error (°C) | - | 1.5020 | −0.1220 | −0.1573 |
| IAE | 3.2640 × 104 | 2.4271 × 104 | 2.1685 × 104 | 2.1595 × 104 |
| ISE | 1.9175 × 106 | 1.5144 × 106 | 1.4886 × 106 | 1.4567 × 106 |
| ITAE | 1.2911 × 107 | 6.3480 × 106 | 3.3314 × 106 | 3.3939 × 106 |
| ITSE | 2.8184 × 108 | 1.5736 × 108 | 1.4837 × 108 | 1.4806 × 108 |
| Metric | On-Off | P | PI | PID |
|---|---|---|---|---|
| Overshoot (%) | 14.9077 | 3.3296 | 2.0154 | 2.1409 |
| Settling Time (s) | - | 789.0030 | 785.0673 | 783.4679 |
| Rise Time (s) | 299.0711 | 296.7176 | 299.5336 | 311.3349 |
| Offset Error (°C) | - | 1.2433 | −0.2893 | −0.4360 |
| IAE | 3.1624 × 104 | 2.2443 × 104 | 2.0666 × 104 | 2.1266 × 104 |
| ISE | 1.6508 × 106 | 1.4034 × 106 | 1.3701 × 106 | 1.3920 × 106 |
| ITAE | 1.5089 × 107 | 5.7110 × 106 | 3.6616 × 106 | 3.9728 × 106 |
| ITSE | 2.6743 × 108 | 1.3542 × 108 | 1.2672 × 108 | 1.3334 × 108 |
| Metric | On-Off | P | PI | PID |
|---|---|---|---|---|
| Overshoot (%) | 9.6546 | 8.8242 | 7.5569 | 6.2170 |
| Settling Time (s) | - | 1137.7823 | 1541.7901 | 1905.0788 |
| Rise Time (s) | 270.7276 | 227.7468 | 228.0005 | 235.2037 |
| Offset Error (°C) | - | 1.5733 | 0.4567 | −0.9933 |
| IAE | 3.2113 × 104 | 1.8598 × 104 | 1.8538 × 104 | 1.9302 × 104 |
| ISE | 1.5196 × 106 | 1.1489 × 106 | 1.1376 × 106 | 1.0898 × 106 |
| ITAE | 1.6927 × 107 | 4.1039 × 106 | 4.1215 × 106 | 5.1115 × 106 |
| ITSE | 3.0048 × 108 | 8.9667 × 108 | 8.8455 × 108 | 9.1754 × 108 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guney, A.; Cakir, O. Design and Real-Time Control of an Electric Furnace with Three-Dimensional Heating. Electronics 2025, 14, 602. https://doi.org/10.3390/electronics14030602
Guney A, Cakir O. Design and Real-Time Control of an Electric Furnace with Three-Dimensional Heating. Electronics. 2025; 14(3):602. https://doi.org/10.3390/electronics14030602
Chicago/Turabian StyleGuney, Ali, and Oguzhan Cakir. 2025. "Design and Real-Time Control of an Electric Furnace with Three-Dimensional Heating" Electronics 14, no. 3: 602. https://doi.org/10.3390/electronics14030602
APA StyleGuney, A., & Cakir, O. (2025). Design and Real-Time Control of an Electric Furnace with Three-Dimensional Heating. Electronics, 14(3), 602. https://doi.org/10.3390/electronics14030602