
Improvement of Corrosion Resistance of Stainless Steel Welded Joint Using a Nanostructured Oxide Layer





Abstract
1. Introduction
2. Materials and Methods
2.1. Sample Preparation
2.2. Anodization and Heat Treatment
2.3. Characterization
2.4. Corrosion Test
3. Results and Discussion
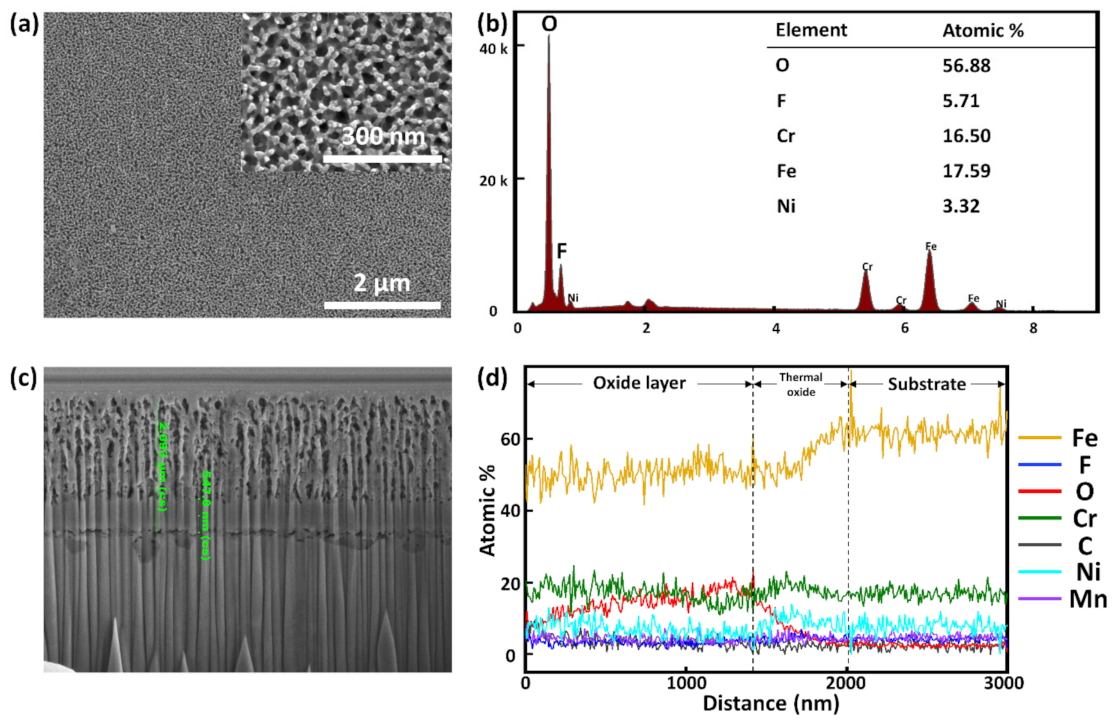
3.1. Anodized SS Weld
3.2. Heat Treatment
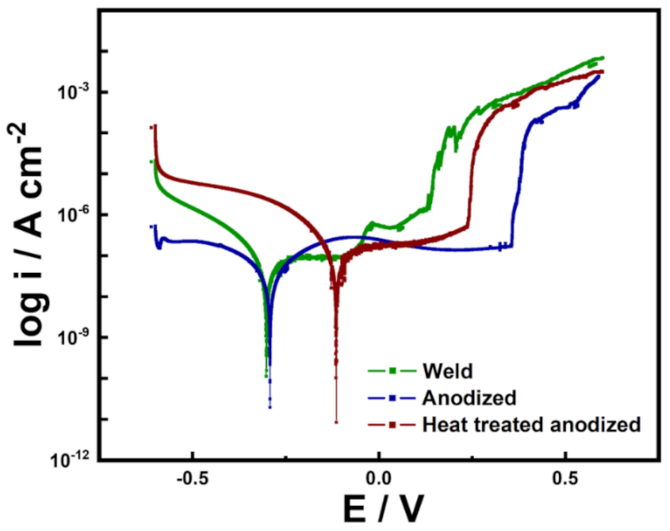
3.3. Potentiodynamic Polarization Test
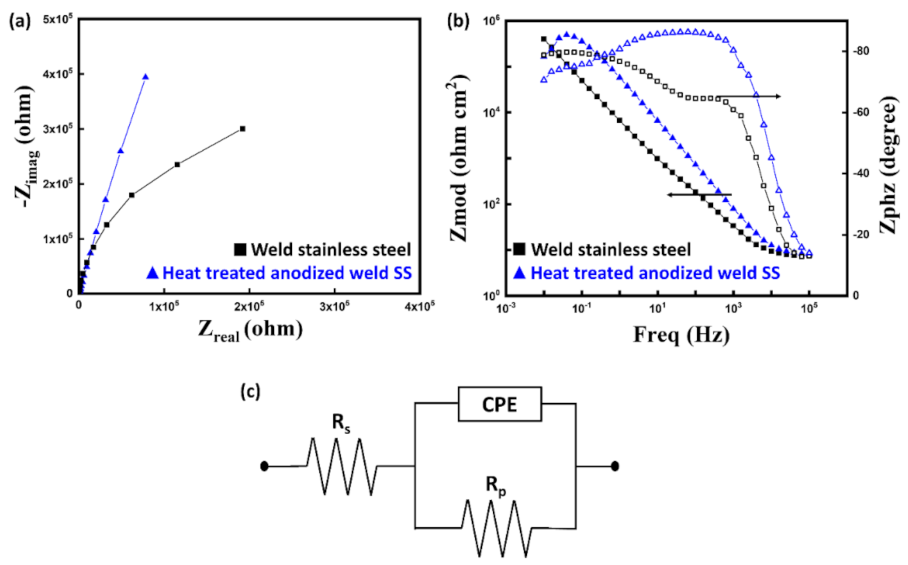
3.4. Electrochemical Impedance Spectroscopy
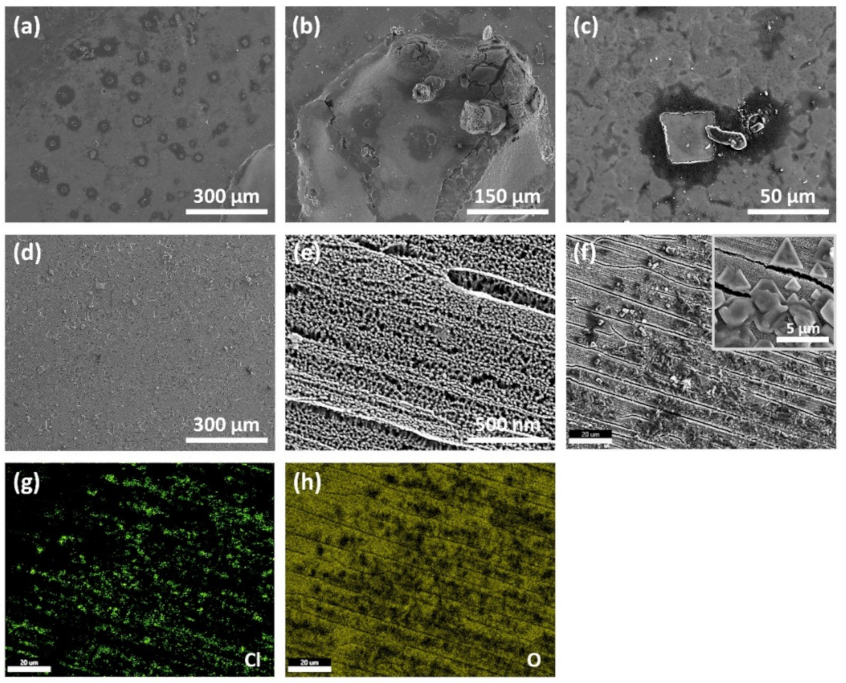
3.5. Surface Morphology after Corrosion Test
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Fahim, A.; Dean, A.E.; Thomas, M.D.; Moffatt, E.G. Corrosion resistance of chromium-steel and stainless steel reinforcement in concrete. Mater. Corros. 2019, 70, 328–344. [Google Scholar] [CrossRef]
- Muthupandi, V.; Srinivasan, P.B.; Shankar, V.; Seshadri, S.K.; Sundaresan, S. Effect of nickel and nitrogen addition on the microstructure and mechanical properties of power beam processed duplex stainless steel (UNS 31803) weld metals. Mater. Lett. 2005, 59, 2305–2309. [Google Scholar] [CrossRef]
- Mosecker, L.; Pierce, D.T.; Schwedt, A.; Beighmohamadi, M.; Mayer, J.; Bleck, W.; Wittig, J.E. Temperature effect on deformation mechanisms and mechanical properties of a high manganese C + N alloyed austenitic stainless steel. Mater. Sci. Eng. A 2015, 642, 71–83. [Google Scholar] [CrossRef]
- Jiang, R.; Wang, Y.; Wen, X.; Chen, C.; Zhao, J. Effect of time on the characteristics of passive film formed on stainless steel. Appl. Surf. Sci. 2017, 412, 214–222. [Google Scholar] [CrossRef]
- Kim, J.J.; Young, Y.M. Study on the passive film of type 316 stainless steel. Int. J. Electrochem. Sci. 2013, 8, 11847–11859. [Google Scholar]
- Okamoto, G. Passive film of 18–8 stainless steel structure and its function. Corros. Sci. 1973, 13, 471–489. [Google Scholar] [CrossRef]
- Agrawal, H.; Sharma, P.; Tiwari, P.; Taiwade, R.V.; Dayal, R.K. Evaluation of self-healing behaviour of AISI 304 stainless steel. Trans. Indian Inst. Met. 2015, 68, 501–511. [Google Scholar] [CrossRef]
- Wang, Q.; Zhang, B.; Ren, Y.; Yang, K. A self-healing stainless steel: Role of nitrogen in eliminating detrimental effect of cold working on pitting corrosion resistance. Corros. Sci. 2018, 145, 55–66. [Google Scholar] [CrossRef]
- Lula, R.A. Stainless Steel. OSTI 7204462. USA, 1985. [Google Scholar]
- Saeidi, K.; Zapata, D.L.; Lofaj, F.; Kvetkova, L.; Olsen, J.; Shen, Z.; Akhtar, F. Ultra-high strength martensitic 420 stainless steel with high ductility. Addit. Manuf. 2019, 29, 100803. [Google Scholar] [CrossRef]
- Nishimoto, K.; Ogawa, K. Corrosion properties in weldments of stainless steels (1). Metallurgical factors affecting corrosion properties. Weld. Int. 1999, 13, 845–854. [Google Scholar] [CrossRef]
- Ping, G.; Elliott, S.; Beaudoin, J.J.; Arsenault, B. Corrosion resistance of stainless steel in chloride contaminated concrete. Cem. Concr. Res. 1996, 26, 1151–1156. [Google Scholar] [CrossRef]
- Cheng, X.; Feng, Z.; Li, C.; Dong, C.; Li, X. Investigation of oxide film formation on 316 L stainless steel in high-temperature aqueous environments. Electrochim. Acta 2011, 56, 5860–5865. [Google Scholar] [CrossRef]
- Hassan, A.J.; Boukharouba, T.; Miroud, D. Friction welding of AISI 304: Effect of friction time on micro-structure, micro-hardness and tension-compression properties. Acta Metall. Slovaca 2020, 26, 78–83. [Google Scholar] [CrossRef]
- Petrousek, P.; Kvackaj, T.; Kocisko, R.; Bidulska, J.; Luptak, M.; Manfredi, D.; Grande, M.A.; Bidulsky, R. Influence of cryorolling on properties of L-PBF 316 L stainless steel tested at 298 K and 77 K. Acta Metall. Slovaca 2019, 25, 283–290. [Google Scholar] [CrossRef]
- Tsutsumi, Y.; Nishikata, A.; Tsuru, T. Pitting corrosion mechanism of Type 304 stainless steel under a droplet of chloride solutions. Corros. Sci. 2007, 49, 1394–1407. [Google Scholar] [CrossRef]
- Lu, B.T.; Chen, Z.K.; Luo, J.L.; Patchett, B.M.; Xu, Z.H. Pitting and stress corrosion cracking behavior in welded austenitic stainless steel. Electrochim. Acta 2005, 50, 1391–1403. [Google Scholar] [CrossRef]
- Alyousif, O.M.; Nishimura, R. The stress corrosion cracking behavior of austenitic stainless steels in boiling magnesium chloride solutions. Corros. Sci. 2007, 49, 3040–3051. [Google Scholar] [CrossRef]
- Mayuzumi, M.; Tani, J.; Arai, T. Chloride induced stress corrosion cracking of candidate canister materials for dry storage of spent fuel. Nucl. Eng. Des. 2008, 238, 1227–1232. [Google Scholar] [CrossRef]
- Moteshakker, A.; Danaee, I. Microstructure and corrosion resistance of dissimilar weld-joints between duplex stainless steel 2205 and austenitic stainless steel 316 L. J. Mater. Sci. Technol. 2016, 32, 282–290. [Google Scholar] [CrossRef]
- Dadfar, M.; Fathi, M.H.; Karimzadeh, F.; Dadfar, M.R.; Saatchi, A. Effect of TIG welding on corrosion behavior of 316 L stainless steel. Mater. Lett. 2007, 61, 2343–2346. [Google Scholar] [CrossRef]
- Wang, W.; Hu, Y.; Zhang, M.; Zhao, H. Microstructure and mechanical properties of dissimilar friction stir welds in austenitic-duplex stainless steels. Mater. Sci. Eng. A 2020, 787, 139499. [Google Scholar] [CrossRef]
- Yan, J.; Gao, M.; Zeng, X. Study on microstructure and mechanical properties of 304 stainless steel joints by TIG, laser and laser-TIG hybrid welding. Opt. Lasers Eng. 2010, 48, 512–517. [Google Scholar] [CrossRef]
- Eroğlu, M.; Aksoy, M.; Orhan, N. Effect of coarse initial grain size on microstructure and mechanical properties of weld metal and HAZ of a low carbon steel. Mater. Sci. Eng. A 1999, 269, 59–66. [Google Scholar] [CrossRef]
- Shi, L.; Alexandratos, S.A.; O’Dowd, N.P. Prediction of prior austenite grain growth in the heat-affected zone of a martensitic steel during welding. Int. J. Press. Vessel. Pip. 2018, 166, 94–106. [Google Scholar] [CrossRef]
- Umar, S.; Shahi, A.S.; Sharma, V.; Malhotra, D. Effect of welding heat input and post-weld thermal aging on the sensitization and pitting corrosion behavior of AISI 304L stainless steel butt welds. J. Mater. Eng. Perform. 2021, 30, 1–22. [Google Scholar]
- Barla, N.A.; Ghosh, P.K.; Kumar, V.; Paraye, N.K.; Anant, R.; Das, S. Simulated stress induced sensitization of HAZ in multipass weld of 304LN austenitic stainless steel. J. Manuf. Process. 2021, 62, 784–796. [Google Scholar] [CrossRef]
- Shrikrishna, K.A.; Sathiya, P. Effects of post weld heat treatment on friction welded duplex stainless steel joints. J. Manuf. Process. 2016, 21, 196–200. [Google Scholar]
- Trillo, E.A.; Beltran, R.; Maldonado, J.G.; Romero, R.J.; Murr, L.E.; Fisher, W.W.; Advani, A.H. Combined effects of deformation (strain and strain state), grain size, and carbon content on carbide precipitation and corrosion sensitization in 304 stainless steel. Mater. Charact. 1995, 35, 99–112. [Google Scholar] [CrossRef]
- Lima, A.S.; Nascimento, A.M.; Abreu, H.F.G.; de Lima-Neto, P. Sensitization evaluation of the austenitic stainless steel AISI 304 L, 316 L, 321 and 347. J. Mater. Sci. 2005, 40, 139–144. [Google Scholar] [CrossRef]
- Chen, Z.; Zhang, G.; Yang, W.; Xu, B.; Chen, Y.; Yin, X.; Liu, Y. Superior conducting polypyrrole anti-corrosion coating containing functionalized carbon powders for 304 stainless steel bipolar plates in proton exchange membrane fuel cells. Chem. Eng. J. 2020, 393, 124675. [Google Scholar] [CrossRef]
- Mahmoudi, M.; Raeissi, K.; Karimzadeh, F.; Golozar, M.A. A study on corrosion behavior of graphene oxide coating produced on stainless steel by electrophoretic deposition. Surf. Coat. Technol. 2019, 372, 327–342. [Google Scholar] [CrossRef]
- Sundarapura, P.; Zhang, X.M.; Yogai, R.; Murakami, K.; Fave, A.; Ihara, M. Nanostructure of porous Si and anodic SiO2 surface passivation for improved efficiency porous Si solar cells. Nanomaterials 2021, 11, 459. [Google Scholar] [CrossRef]
- Lee, W.; Ji, R.; Gösele, U.; Nielsch, K. Fast fabrication of long-range ordered porous alumina membranes by hard anodization. Nat. Mater. 2006, 5, 741–747. [Google Scholar] [CrossRef]
- De Santis, S.; Sotgiu, G.; Porcelli, F.; Marsotto, M.; Iucci, G.; Orsini, M. A simple cerium coating strategy for titanium oxide nano-tubes’ bioactivity enhancement. Nanomaterials 2021, 11, 445. [Google Scholar] [CrossRef] [PubMed]
- Ogawa, T.; Tsunetomi, E. Hot cracking susceptibility of austenitic stainless steels. Weld. J. 1982, 61, 82. [Google Scholar]
- Kim, S.H.; Moon, H.K.; Kang, T.; Lee, C.S. Dissolution kinetics of delta ferrite in AISI 304 stainless steel produced by strip casting process. Mater. Sci. Eng. A 2003, 356, 390–398. [Google Scholar] [CrossRef]
- Arganis-Juárez, C.R.; Vázquez, A.; Garza-Montes-de-Oca, N.F.; Colás, R. Sensitization of an austenitic stainless steel due to the occurrence of δ-ferrite. Corros. Rev. 2019, 37, 179–186. [Google Scholar] [CrossRef]
- Setia, P.; Anand, A.; Venkateswaran, T.; Tharian, K.T.; Singh, S.S.; Mondal, K.; Shekhar, S. Effect of heat treatment on the microstructure evolution and sensitization behavior of high-silicon stainless steel. J. Mater. Eng. Perform. 2020, 29, 6014–6024. [Google Scholar] [CrossRef]
- Hu, S.; Mao, Y.; Liu, X.; Han, E.H.; Hänninen, H. Intergranular corrosion behavior of low-chromium ferritic stainless steel without Cr-carbide precipitation after aging. Corros. Sci. 2020, 166, 108420. [Google Scholar] [CrossRef]
- Zhu, P.; Cao, X.; Wang, W.; Zhao, J.; Lu, Y.; Shoji, T. An investigation on microstructure and pitting corrosion behavior of 316 L stainless steel weld joint. J. Mater. Res. 2017, 32, 3904–3911. [Google Scholar] [CrossRef]
- Saha, S.K.; Park, Y.J.; Kim, J.W.; Cho, S.O. Self-organized honeycomb-like nanoporous oxide layer for corrosion protection of type 304 stainless steel in an artificial seawater medium. J. Mol. Liq. 2019, 296, 111823. [Google Scholar] [CrossRef]
- Montoya, P.; Martins, C.R.; de Melo, H.G.; Aoki, I.V.; Jaramillo, F.; Calderón, J.A. Synthesis of polypyrrole-magnetite/silane coatings on steel and assessment of anticorrosive properties. Electrochim. Acta 2014, 124, 100–108. [Google Scholar] [CrossRef]
- Atta, A.M.; El-Saeed, A.M.; El-Mahdy, G.M.; Al-Lohedan, H.A. Application of magnetite nano-hybrid epoxy as protective marine coatings for steel. RSC Adv. 2015, 5, 101923–101931. [Google Scholar] [CrossRef]
- Bushman, J.B.; Engineer, P.P. Calculation of Corrosion Rate from Corrosion Current (Faraday’s Law); Bushman & Associates Inc.: Medina, OH, USA, 2000. [Google Scholar]
- Basak, A.K.; Celis, J.P.; Ponthiaux, P.; Wenger, F.; Vardavoulias, M.; Matteazzi, P. Effect of nanostructuring and Al alloying on corrosion behaviour of thermal sprayed WC-Co coatings. Mater. Sci. Eng. A 2012, 558, 377–385. [Google Scholar] [CrossRef]
- Jayaraj, B.; Desai, V.H.; Lee, C.K.; Sohn, Y.H. Electrochemical impedance spectroscopy of porous ZrO2-8 wt.% Y2O3 and thermally grown oxide on nickel aluminide. Mater. Sci. Eng. A 2004, 372, 278–286. [Google Scholar] [CrossRef]
- Domínguez-Jaimes, L.P.; Vara, A.M.Á.; Cedillo-González, E.I.; Valdés, R.J.J.; De Damborenea, J.J.; Conde Del Campo, A.; Rodríguez-Varela, F.J.; Alonso-Lemus, I.L.; Hernández-López, J.M. Corrosion resistance of anodic layers grown on 304 L stainless steel at different anodizing times and stirring speeds. Coatings 2019, 9, 706. [Google Scholar] [CrossRef]
- Longhitano, G.A.; Conde, A.; Arenas, M.A.; Jardini, A.L.; de Carvalho Zavaglia, C.A.; Maciel Filho, R.; de Damborenea, J.J. Corrosion resistance improvement of additive manufactured scaffolds by anodizing. Electrochim. Acta 2021, 366, 137423. [Google Scholar] [CrossRef]
- Heider, B.; Oechsner, M.; Reisgen, U.; Ellermeier, J.; Engler, T.; Andersohn, G.; Sharma, R.; Gonzalez Olivares, E.; Zokoll, E. Corrosion resistance and microstructure of welded duplex stainless steel surface layers on gray cast iron. J. Therm. Spray Technol. 2020, 29, 825–842. [Google Scholar] [CrossRef]
- Huang, H.; Qiu, J.; Wei, X.; Sakai, E.; Jiang, G.; Wu, H.; Komiyama, T. Ultra-fast fabrication of porous alumina film with excellent wear and corrosion resistance via hard anodizing in etidronic acid. Surf. Coat. Technol. 2020, 393, 125767. [Google Scholar] [CrossRef]
- Zeng, A.; Liu, E.; Annergren, I.F.; Tan, S.N.; Zhang, S.; Hing, P.; Gao, J. EIS capacitance diagnosis of nanoporosity effect on the corrosion protection of DLC films. Diam. Relat. Mater. 2002, 11, 160–168. [Google Scholar] [CrossRef]
- Xiao, L.; Peng, J.; Zhang, J.; Ma, Y.; Cai, C.S. Comparative assessment of mechanical properties of HPS between electrochemical corrosion and spray corrosion. Constr. Build. Mater. 2020, 237, 117735. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Composition (g/L) |
|---|---|
| Cl | 19.00 |
| Na | 9.72 |
| Mg | 1.30 |
| S | 0.81 |
| Ca | 0.40 |
| K | 0.35 |
| Sr | 0.007 |
| B | 0.004 |
| Specimen | Ecorr (mV/SCE) | icorr (10−7 A cm−2) | Epit(mV) | Epit −Ecorr (mV) | Corrosion Rate (mm year−1) |
|---|---|---|---|---|---|
| Weld | −301.0 ± 1.7 | 1.788 ± 0.020 | 162.6 ± 0.5 | 463.6 ± 2.2 | (6.484 ± 0.073 10−3 |
| Anodized | −290.0 ± 5.4 | 1.118 ± 0.102 | 383.6 ± 4.0 | 673.6 ± 9.4 | (4.055 ± 0.370) 10−3 |
| Heat-treated anodized | −114.0 ± 3.5 | 0.464 ± 0.094 | 274.8 ± 3.1 | 388.8 ± 6.6 | (1.683 ± 0.341) 10−3 |
| SS Weld | Heat-Treated Anodized Welded SS | |
|---|---|---|
| Rp (kΩ cm2) | 809 | 1756 |
| Rs (Ω cm2) | 5.242 | 5.771 |
| Y (μΩ−1sn cm−2) | 25.62 | 22.13 |
| n | 0.8431 | 0.8581 |
| C (μF cm−2) | 45.04 | 40.54 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Heo, J.; Lee, S.Y.; Lee, J.; Alfantazi, A.; Cho, S.O. Improvement of Corrosion Resistance of Stainless Steel Welded Joint Using a Nanostructured Oxide Layer. Nanomaterials 2021, 11, 838. https://doi.org/10.3390/nano11040838
Heo J, Lee SY, Lee J, Alfantazi A, Cho SO. Improvement of Corrosion Resistance of Stainless Steel Welded Joint Using a Nanostructured Oxide Layer. Nanomaterials. 2021; 11(4):838. https://doi.org/10.3390/nano11040838
Chicago/Turabian StyleHeo, Jun, Sang Yoon Lee, Jaewoo Lee, Akram Alfantazi, and Sung Oh Cho. 2021. "Improvement of Corrosion Resistance of Stainless Steel Welded Joint Using a Nanostructured Oxide Layer" Nanomaterials 11, no. 4: 838. https://doi.org/10.3390/nano11040838
APA StyleHeo, J., Lee, S. Y., Lee, J., Alfantazi, A., & Cho, S. O. (2021). Improvement of Corrosion Resistance of Stainless Steel Welded Joint Using a Nanostructured Oxide Layer. Nanomaterials, 11(4), 838. https://doi.org/10.3390/nano11040838