1. Introduction
The main cable of suspension bridges usually consists of high-tensile galvanized steel wires, which are under severe corrosion environments due to the water and high temperature inside the cable [
1,
2,
3]. Studies have shown that there are two main sources of moisture within the main cable: one is the penetration of moisture in the atmosphere and the other is the accumulation of moisture during cable erection [
4,
5]. The conventional anti-corrosion method is to form a protective layer on the surface of the main cable to block the penetration of moisture in the atmosphere, but it cannot solve the corrosion caused by the water trapped during cable erection [
6,
7]. Through studies on the mechanism of corrosion, researchers have proven that when the relative humidity (RH) is below 40%, the corrosion rate of steel is very low. When the RH is between 40% and 60%, the corrosion rate rises slowly. When the RH is higher than 60%, the corrosion rate rises sharply [
8,
9,
10,
11].
Based on this principle, Japan took the lead in proposing the main cable dehumidification system and conducted various engineering explorations [
12]. In the early 1990s, the main cable dehumidification system was first implemented on the Akashi Kaikyo Bridge in Japan, which injected dry air into the main cable to control the RH inside the main cable to lower than 60% [
13,
14].
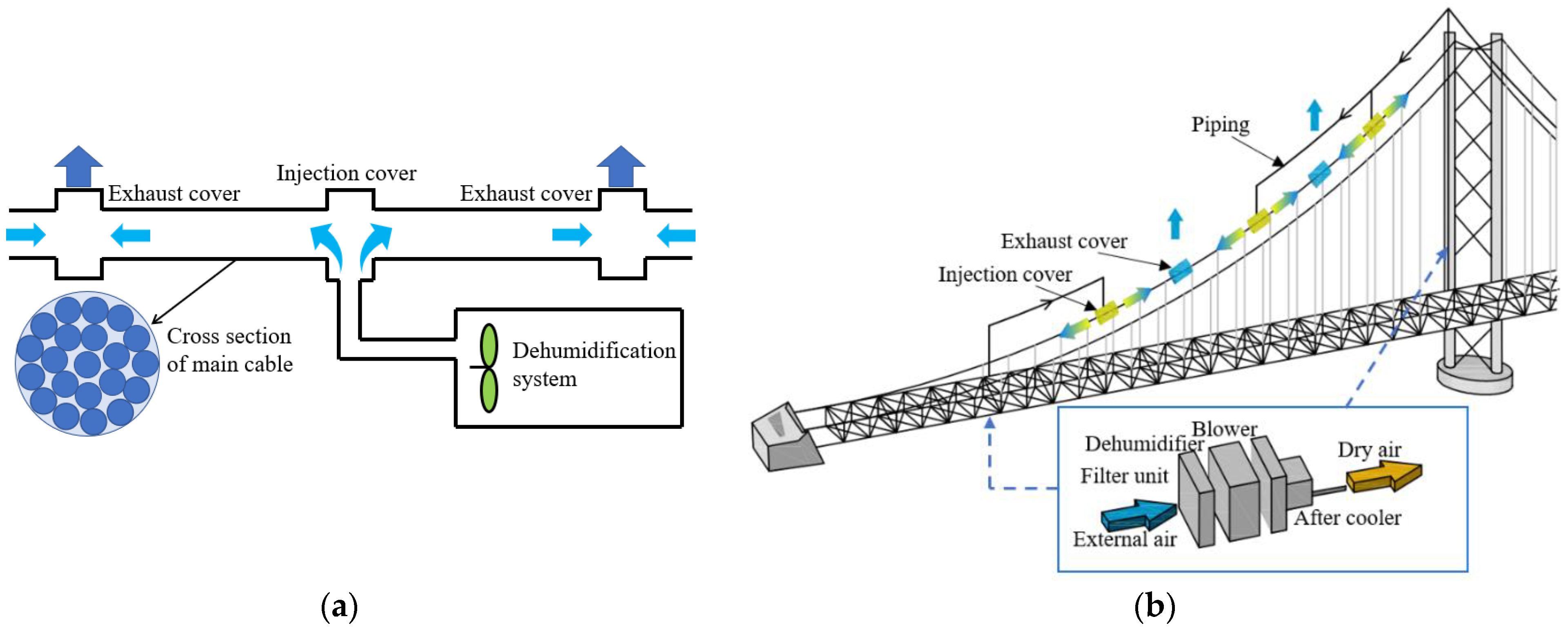
Figure 1b shows the layout of the cable dehumidification system [
12]. It is mainly composed of a filter unit to remove impurities, a dehumidification plant to remove moisture from the air, a blower that supplies air to the main cable and an aftercooler unit to chill the dry air.
Figure 1a shows the flow of air inside the main cable.
Among these components, the dehumidification unit is critical because it directly determines the humidity of the dry air. In most of the existing suspension bridges, the desiccant wheel dehumidification system (DWDS) based on solid desiccant adsorption is the sole dehumidification plant [
7,
11]. However, DWDS are often unable to meet peak wet loads because of the severe and rapidly changing temperature and humidity in the summer. Moreover, the electric heating energy consumption of the regeneration process is high [
15,
16]. In addition, there is a lack of discussion on air supply parameters in the field of main cable dehumidification, which is not conducive to the selection and performance evaluation of the dehumidification plant. Therefore, the research on dehumidification plants for main cables is of great significance.
For main cable dehumidification systems, previous studies mainly focused on control and monitoring systems, air supply systems and sealing systems. Gao [
17] proposed that optimizing the detection and control system of the main cable dehumidification system could reduce energy consumption and improve dehumidification efficiency. Chen et al. [
18] designed a dehumidification system in which dry air was delivered from the center of the main cable section. It could reduce the gas flow loss during the air delivery process and improve the dehumidification efficiency of the main cable delivery. Betti et al. [
13] presented a corrosion monitoring system that could be embedded in the main cable of the suspension bridge and measured temperature, RH and corrosion rate at various points in the cable cross-section. Tan et al. [
19] proposed that the main cable dehumidification system combined with the traditional anti-corrosive system could improve the durability of the main cable. Matthew et al. [
5] designed a sensor network to monitor the environmental conditions and corrosion activity within the main cable.
In recent years, researchers conducted studies on improving the performance of dehumidification plants based on acquired running data. Gao [
17] indicated that the combination of dehumidification plants based on different methods to form an energy-efficient system was the development direction of the main cable dehumidification system. Christodoulou et al. [
20] recommended that, as the cable dried out, the set of the initial RH of the dry air should be increased to reduce long-term running costs. Peng et al. [
21] proposed a heat recovery-based anti-corrosive dehumidification system for the main cable, which would recover the waste heat after the roots blower by adding a heat exchanger, and would save about 40% on energy consumption. Bloomstine [
22] recommended developing an integrated system using one set of dehumidification plants to provide dry air for all parts of the suspension bridge could significantly reduce construction costs and maintenance costs. Kitagawa et al. [
6] suggested that operating dehumidification plants only during specified periods could reduce running costs. Sun et al. [
23] set up a heat exchanger auxiliary system in the main cable dehumidification system to preheat the regenerative air with the treated air, which saves about 30% on energy consumption. These studies reduce the energy consumption of dehumidification plants to a certain extent but fail to fundamentally solve the problem of insufficient dehumidification capacity of the existing plants on suspension bridges.
The combination of a heat pump drying system (HPDS) and DWDS can effectively improve the dehumidification capacity. Although this has been widely studied in the field of building, it is difficult to apply the existing research results directly to a suspension bridge because there are many differences between suspension bridges and buildings in dehumidification demand. For instance, the temperature and humidity of suspension bridges are more severe and rapidly changing than that of buildings. The total dehumidification capacity required is exceptionally high for suspension bridges compared with buildings. An array of varied outdoor parameters will necessitate the use of sophisticated system controls and strategies. Therefore, currently available dehumidification technologies should be improved to adapt to suspension bridges. In addition, using separated heat pipes to preheat the regenerated air can improve the energy efficiency of dehumidification systems. However, this has been ignored in existing studies. In conclusion, the research aiming at the characteristics of suspension bridges to improve the dehumidification system is not comprehensive. Therefore, it is necessary to study the performance of a hybrid dehumidification system (HDS), which could be a better alternative for corrosion protection of the main cable.
Our previous studies [
12,
24] explored a potential development of a multi-stage dehumidification system using condensing dehumidification and solid desiccant dehumidification. It could contribute to the multi-stage utilization of waste energy and improve system efficiency. Based on the previous conceptual design, a further numerical study would be followed. Hence, we proposed the HDS adapted for suspension bridge corrosion protection. A numerical model of HDS was first established. Then, the effects of the main operating parameters on HDS were analyzed, and the dehumidification performance of HDS and DWDS was further compared to illustrate the superiority of HDS to apply on a suspension bridge. In addition, the air supply parameter was discussed, and a low-energy operation strategy of HDS in summer cases was proposed. Finally, limitations and adaptations of HPDS and DWDS on suspension bridges were discussed.
4. Results and Discussion
4.1. Performance Analysis of HDS
The following parts will discuss the effects of evaporation temperature and regeneration temperature on the performance of HDS.
4.1.1. Evaporation Temperature
As illustrated by
Figure 4a,c, the
gradually increases and then reduces with the evaporation temperature increasing, and the evaporation temperature corresponding to the optimal
is marked in
Figure 4a,c. The optimal
rises up with the increment of moisture content, reaching a maximum of 3.16 kg kW
−1 h
−1. This indicates that HDS has a more efficient moisture load handling capacity as the humidity near the suspension bridge increases. As shown in
Figure 4c, when inlet air temperature increases, the optimal
slightly decreases, reaching a minimum of 2.45 kg kW
−1 h
−1. The main reason is that the increment of evaporator sensible heat load as inlet air temperature rises. When the cooling capacity is constant, the dehumidification capacity decreases, which leads to a slight decrease in optimal
. Although the high temperature near the suspension bridge is not conducive to the work of the dehumidification plant, the HDS can weaken the negative effects, resulting in only a slight decrease in optimal
.
Above all, HDS can improve the
by reducing the evaporation temperature. This fundamentally overcomes the problem of DWDS lacking dehumidification ability and strengthens the protective effects of the main cable in severe cases.
Figure 4b,d show the change in
and
with the evaporation temperature. In the five simulated inlet air cases, the
of the HDS rises up with the decrease in evaporation temperature. Although it is accompanied by an increase in
, the improvement of main cable protection reliability due to the increment of
is more important.
Figure 5 shows the optimal cooling capacity in different cases. Although the inlet air cases are different, the optimal cooling capacity is about 3.5 kW. For structurally defined systems, neither low load operation nor overload operation can optimize the
. As a result, for HDS designed in this paper,
will be optimal as long as the cooling capacity of the evaporator is controlled to 3.5 kW. This result can be used for the optimal control of HDS in various cases of suspension bridges.
4.1.2. Regeneration Temperature
Figure 6a shows the relationship between regeneration temperature and
. When the regeneration temperature increases, the
decreases.
Figure 6b shows the effects of regeneration temperature on
and
. When the regeneration temperature increases, the
increases, but the rate slows down and
increases roughly linearly. It could be due to the increment of desiccant wheel temperature, which hinders the mass transfer between air and desiccant. As a result,
increased at a slowed rate. HDS can also improve
by increasing the regeneration temperature, but the range of adjustment is limited due to the maximum regeneration temperature generally below 140 °C and comes at the cost of high
. This is also the problem exposed by the DWDS of the suspension bridge.
Based on the above analysis, HDS should primarily regulate the evaporation temperature and regeneration temperature secondarily to adapt for the suspension bridge’s corrosion protection in various cases.
4.2. Performance Comparison Analysis
The following will be a comparative analysis of HDS, DWDS and HDS without a separated heat pipe to better reflect the superiority of HDS performance and the beneficial effects of a separated heat pipe on performance.
Figure 7 shows the schematic of DWDS and HDS without a separated heat pipe.
Figure 8 shows
and
of three dehumidification systems under in inlet air cases. The operating parameters of the three systems are consistent. Process air volume is 400 m
3 h
−1, the regeneration air volume is 133 m
3 h
−1 and regeneration temperature is 100 °C. It can be seen from
Figure 8a,c that the
of HDS is significantly higher than that of DWDS and the ratio of
rises up with the increment of inlet air temperature and moisture content. This shows that HDS has better case adaptability than DWDS in high-temperature and -humidity cases of s suspension bridge. It can be seen from
Figure 8b,d that, in different air inlet cases, the
of HDS is always the highest, followed by the HDS without heat pipe and, finally, DWDS, which reflects the excellent energy conservation of HDS.
The cooling capacity required for the aftercooler directly reflects the energy consumption of the aftercooler. As shown in
Figure 9, the aftercooler energy consumption of HDS is lower than that of HDS without s separated heat pipe. The
of HDS is higher than that of HDS without a separated heat pipe, as shown in
Figure 8b,d. Thus, separated heat pipes have a positive effect on reducing the energy consumption of HDS and improving
. On the one hand, a separated heat pipe recovers the high-temperature heat of the exhaust at the evaporator section, which reduces the energy consumption of the aftercooler. On the other hand, the regenerative air is preheated at the condenser section, reducing the energy consumption of the heater.
In summary, HDS facilitates the utilization of waste energy and enhances the system’s efficiency, which contributes to its application in the field of suspension bridge main cable protection.
4.3. Operation Strategy
Based on the above performance discussion of HDS, this section will give a low-energy operation strategy of HDS in the summer. Moreover, the determination of the HDS air supply parameter is the premise of designing the operation strategy.
At present, the main cable protection requires less than 60% RH inside it, but RH is affected by temperature and moisture content. Given that moisture content is the fundamental driver of mass transfer, it should be considered a key parameter for the air supply of the main cable. When the moisture content of the air supply decreases, it will shorten the drying time and improve the effects of main cable protection. However, the moisture load and the energy consumption of the dehumidification plant will increase, accompanying a decrease in the moisture content of the supply air. The following is the calculation of the drying time in different air supply moisture contents.
Some assumptions are made. (1) The void of the main cable is 20%. (2) The water content of the main cable is 5% of the void. (3) The leakage rate of air inside the main cable is constant at 0.005. (4) Exhaust temperature of the main cable is 18.3 °C, the exhaust RH is 80% and the exhaust moisture content is 10.3 g kg−1, which refers to the annual average temperature and annual average RH in Suzhou, China.
The water content per unit length of the main cable can be calculated by Equation (26).
where
is the diameter of the main cable,
= 0.721 m.
is the void of the main cable.
is the water content of the main cable.
is the density of water.
Figure 10 is a schematic diagram of air leakage in the main cable. The airflow at different locations of the main cable is calculated by Equation (27).
where
is the initial airflow,
= 12 m
3 h
−1.
is the distance from the injection cover, and
is the leakage rate of the air.
Figure 10.
Schematic diagram of air leakage in the main cable.
Figure 10.
Schematic diagram of air leakage in the main cable.
The time of the drying phase can be calculated by Equation (28).
where
is the air supply distance.
is the exhaust moisture content of the main cable.
is moisture content of the main cable’s air supply.
is the airflow rate.
The results of the calculations are shown in
Table 4. When the external sheath of the main cable is partially broken, the dry air will leak to the outside. As a result, the flow rate gradually decreases in the main airflow direction, which will reduce the dehumidification efficiency and extend the drying time of the main cable. Therefore, when air leakage occurs, the airflow rate should be increased to ensure the dehumidification effect. Drying time is generally one year, based on the design experience of the suspension bridge dehumidification system. Therefore, considering the anti-corrosion effects, energy consumption and drying time, the moisture content corresponding to the exhaust temperature and RH of 45% should be used for the air supply on a suspension bridge.
Based on the air supply parameters and the analysis of performance in
Section 4.1, the low-energy operation strategy of HDS in summer cases of a suspension bridge is shown in
Table 5.
4.4. Limitations and Adaptations of the Standalone Dehumidification System
This section will discuss the limitations and adaptations of HPDS and DWDS, aiming to indirectly demonstrate the necessity of an HDS.
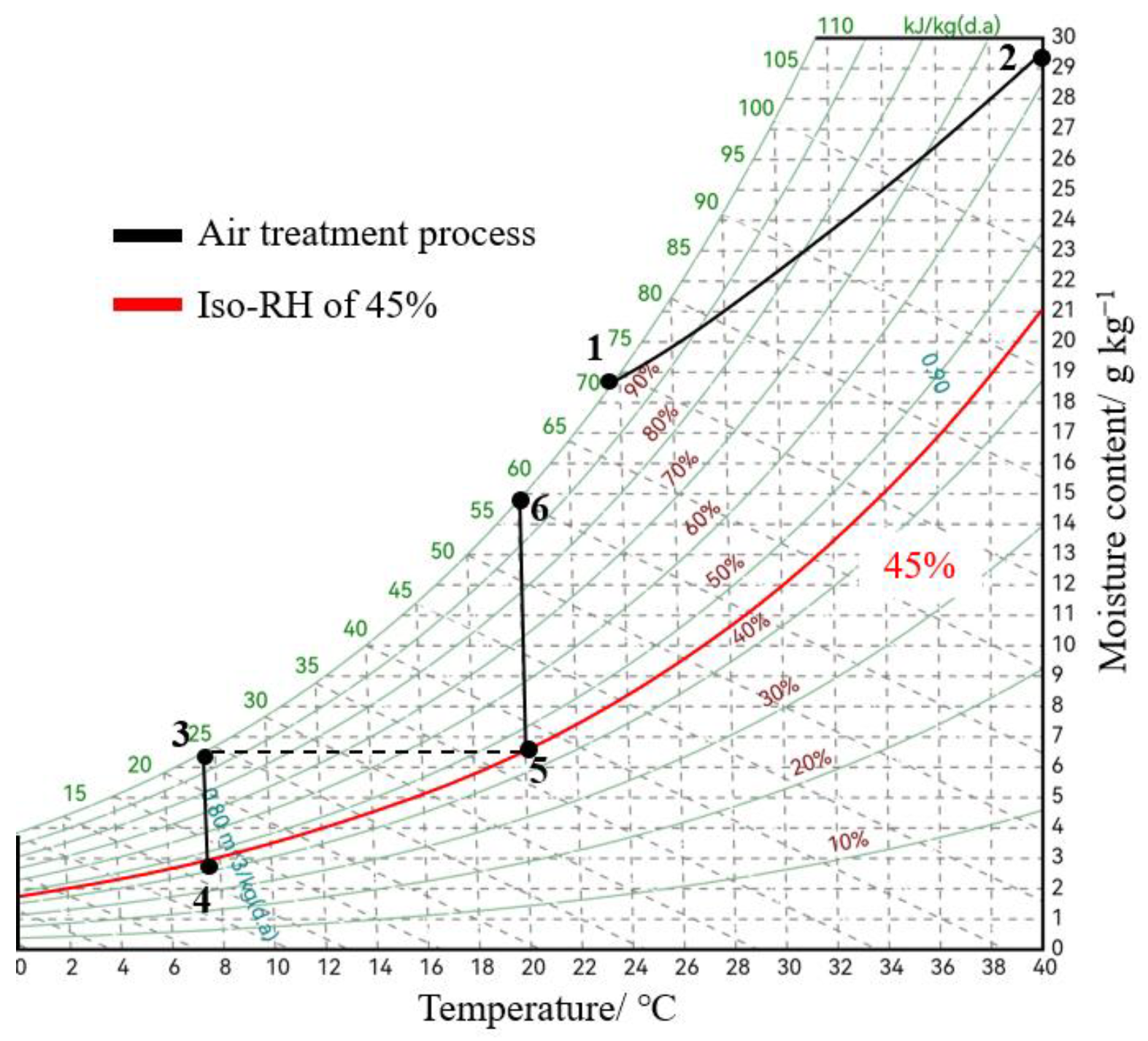
For HPDS, the evaporation temperature should be greater than 0 °C to avoid freezing. Three indicate outlet air status with a temperature of 7.5 °C, RH of 100% and moisture content of 6.5 g kg
−1 is in
Figure 11. This shows that the HPDS can only reduce the moisture content to 6.5 g kg
−1. Pass three to draw an iso-moisture content line intersecting the line with 45% RH at five, and the temperature of five is 20 °C. This indicates that the minimum inlet air temperature of HPDS to meet the main cable air supply requirements is 20 °C. Therefore, when the inlet air condition is located in areas 3-4-5-6, the HPDS cannot meet the air supply requirements of the main cable.
Figure 12 shows the inlet and outlet status of the DWDS. One and two are the inlet and outlet air of the dehumidification process, and three and four are the inlet and outlet air of the regeneration process.
Table 6 lists the parameters for each status. Two is the intersection of the iso-enthalpy line of the dehumidification process inlet air and the iso-RH line of the regeneration process inlet air. Four is the intersection of the iso-enthalpy line of the regeneration process inlet air and the iso-RH line of the dehumidification process inlet air. Therefore, the air outlet state of the dehumidification process should fall in areas 1-2-3, and the air outlet state of the regeneration process should fall in areas 1-3-4. For the desiccant wheel, the change in air moisture content can be described by Equation (29).
Therefore, the maximum dehumidification capacity is one-third of the maximum desorption capacity, that is, 30.3/3 = 10.1 g kg−1. The moisture content corresponding to lines 7–8 is the lowest outlet moisture content of the DWDS. However, when the inlet air state is one, the moisture content of the air supply should be the moisture content corresponding to lines 5–6, which indicates DWDS cannot meet the air supply requirements.
According to the above calculation method, nine air inlet conditions are calculated, and the results are shown in
Appendix A,
Table A1,
Table A2 and
Table A3.
Figure 11 shows the limitations and adaptations of DWDS. When the air inlet state is in the area above lines 1–2, DWDS cannot meet the air supply requirements of the main cable.
In summary, HPDS has poor adaptability to temperatures below 20 °C, while DWDS has poor adaptability to some high temperatures of 24~40 °C and high humidity of 19~30 g kg−1. None of them can meet the air supply requirements of the suspension bridge main cable in various cases alone.
5. Conclusions
This paper proposed an HDS adapted for suspension bridge corrosion protection. A numerical model of HDS was first established. Then, the effects of the main operating parameters on HDS were analyzed and the dehumidification performance of HDS and DWDS was further compared to illustrate the superiority of HDS to apply on a suspension bridge. In addition, the air supply parameter was discussed, and a low-energy operation strategy of HDS in summer cases was proposed. Finally, limitations and adaptations of HPDS and DWDS on suspension bridges were discussed. The key findings are listed below.
HDS realizes the utilization of waste energy from suspension bridges, enhancing the system’s efficiency. Its reaches 3.16 kg kW−1 h−1 in a high-temperature and -humidity environment (35 °C, 30.82 g kg−1) of the suspension bridge.
In the same inlet air cases, HDS has greater dehumidification capacity than DWDS, and this advantage is enlarged with the increment of inlet air temperature and moisture content. In addition, HDS can strengthen dehumidification ability by cutting down the evaporation temperature and raising the regeneration temperature to meet the peak moisture load of the suspension bridge.
Considering the anti-corrosion effects, energy consumption and drying time, the authors recommend that the moisture content corresponding to the atmospheric temperature and RH of 45% be used for air supply on a suspension bridge.
HPDS has poor adaptability to temperatures below 20 °C, while DWDS has poor adaptability to some high temperatures of 24~40 °C and high humidity of 19~30 g kg−1. None of them can meet the air supply requirements of the suspension bridge’s main cable alone.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}










