
An Electrolyte Life Indicator for Plasma Electrolytic Polishing Optimization


Abstract
:1. Introduction
2. Materials and Methods
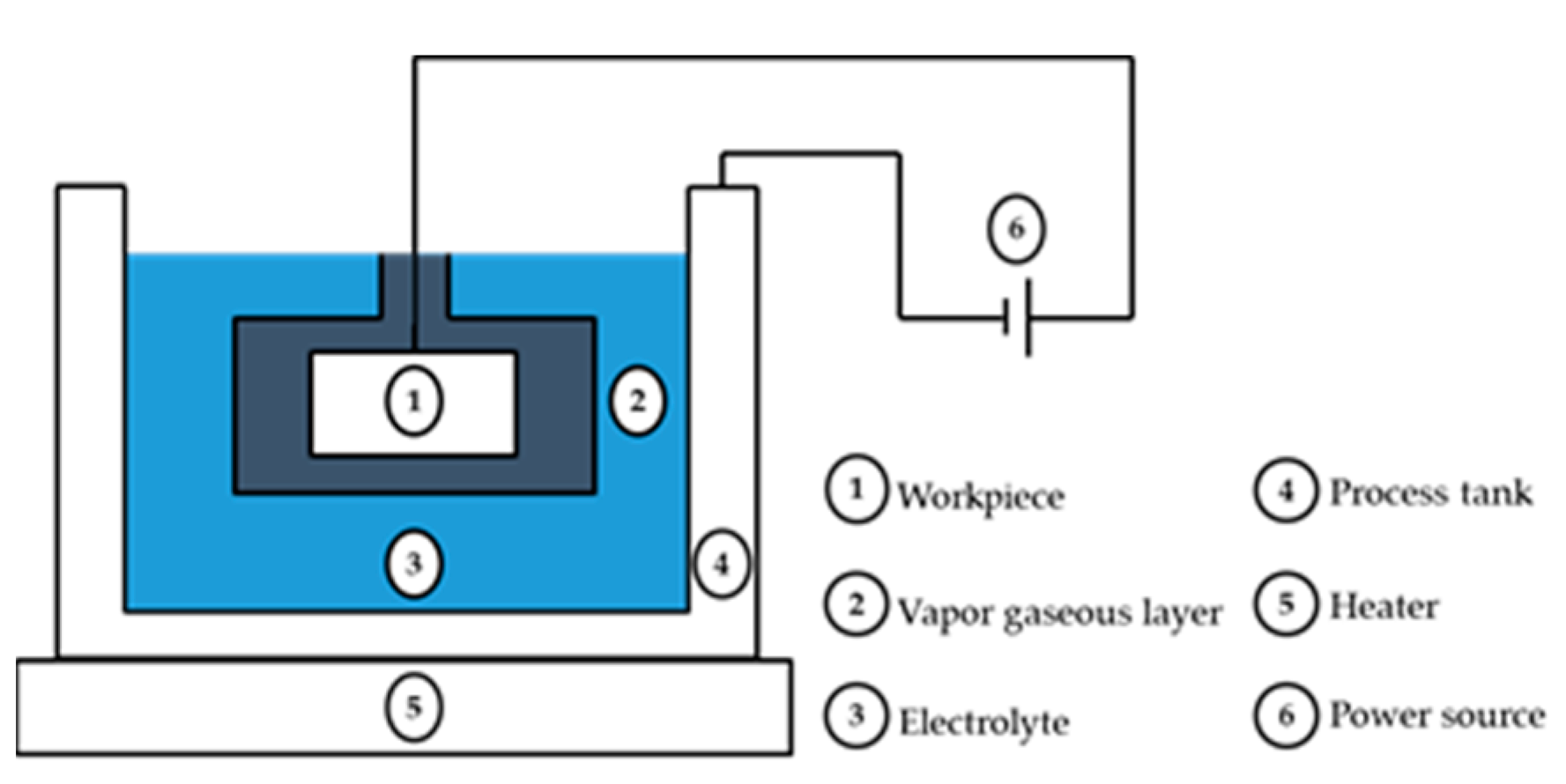
2.1. Plasma Electrolytic Polishing
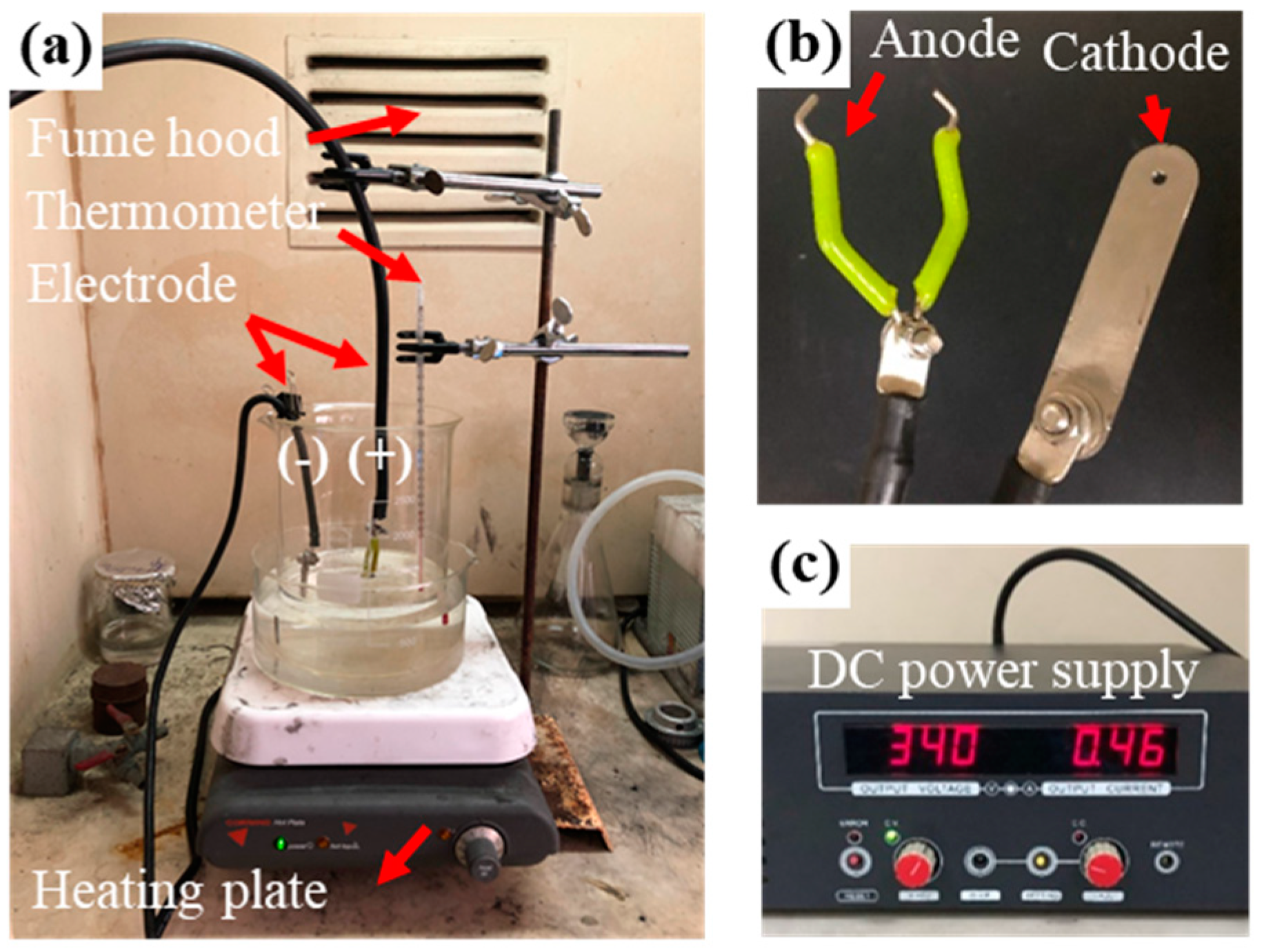
2.2. Experimental Setup of Plasma Electrolytic Polishing
3. Results and Discussion
3.1. Plasma Electrolytic Polishing
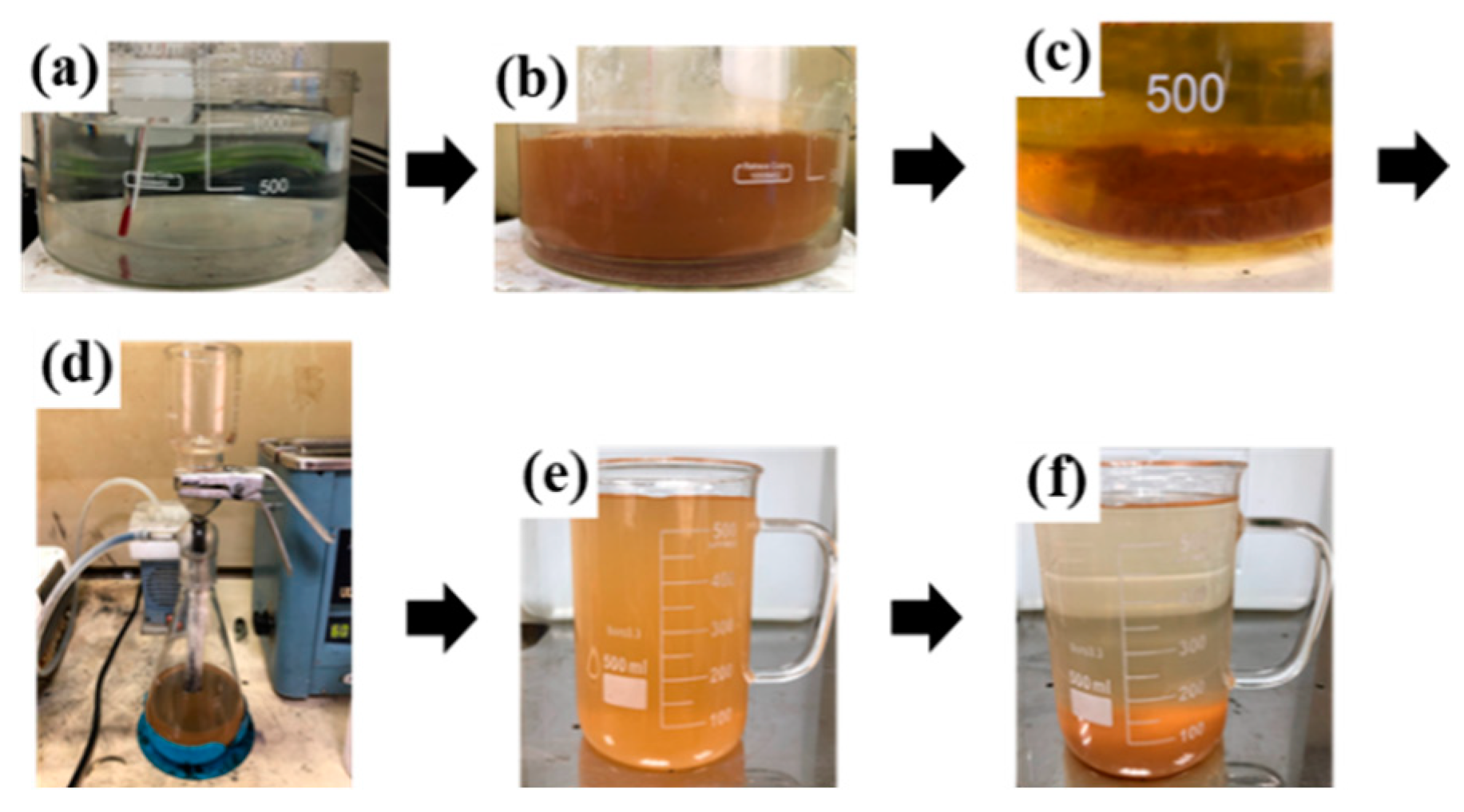
3.1.1. Color Changes of Polished Liquid
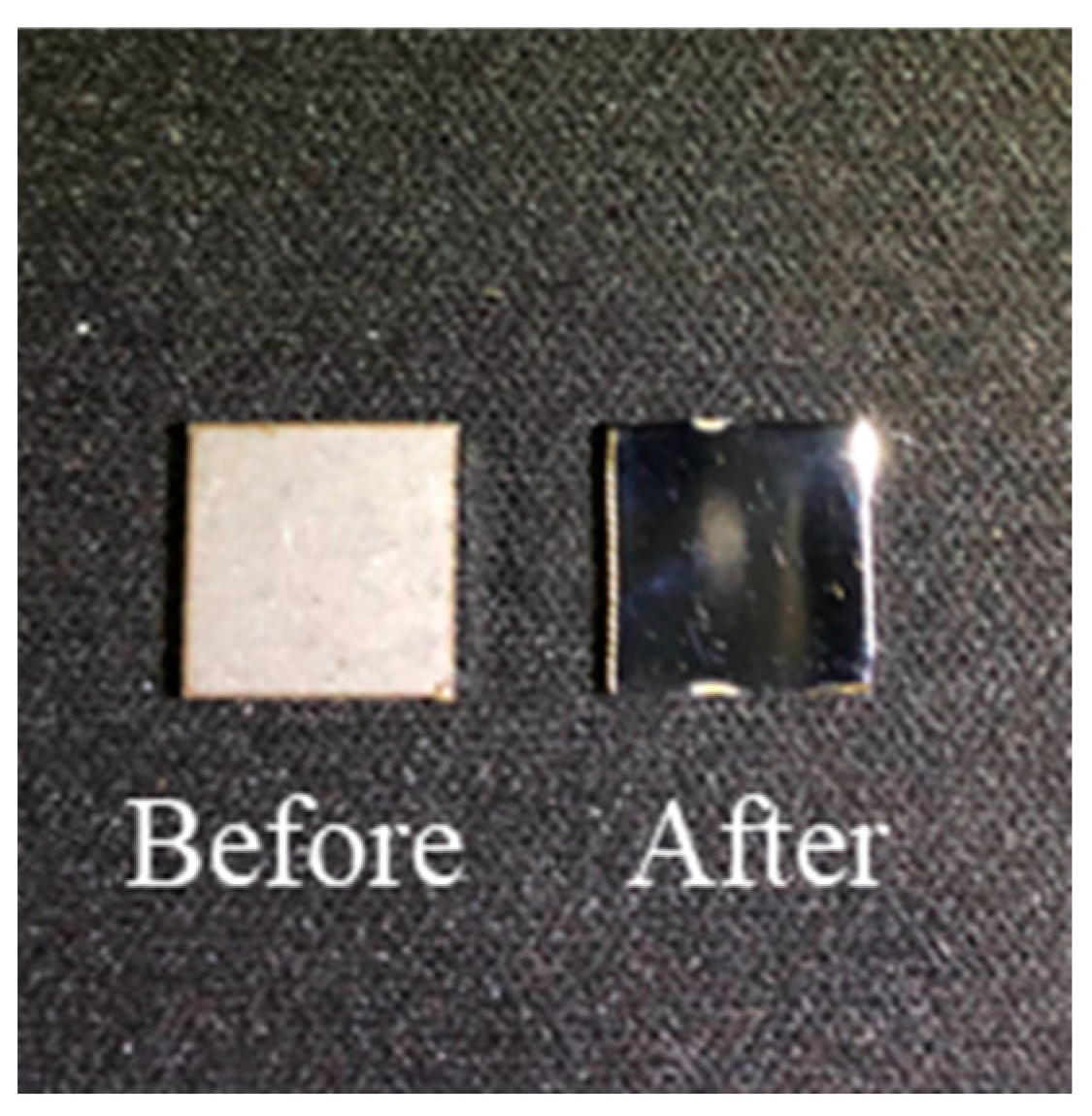
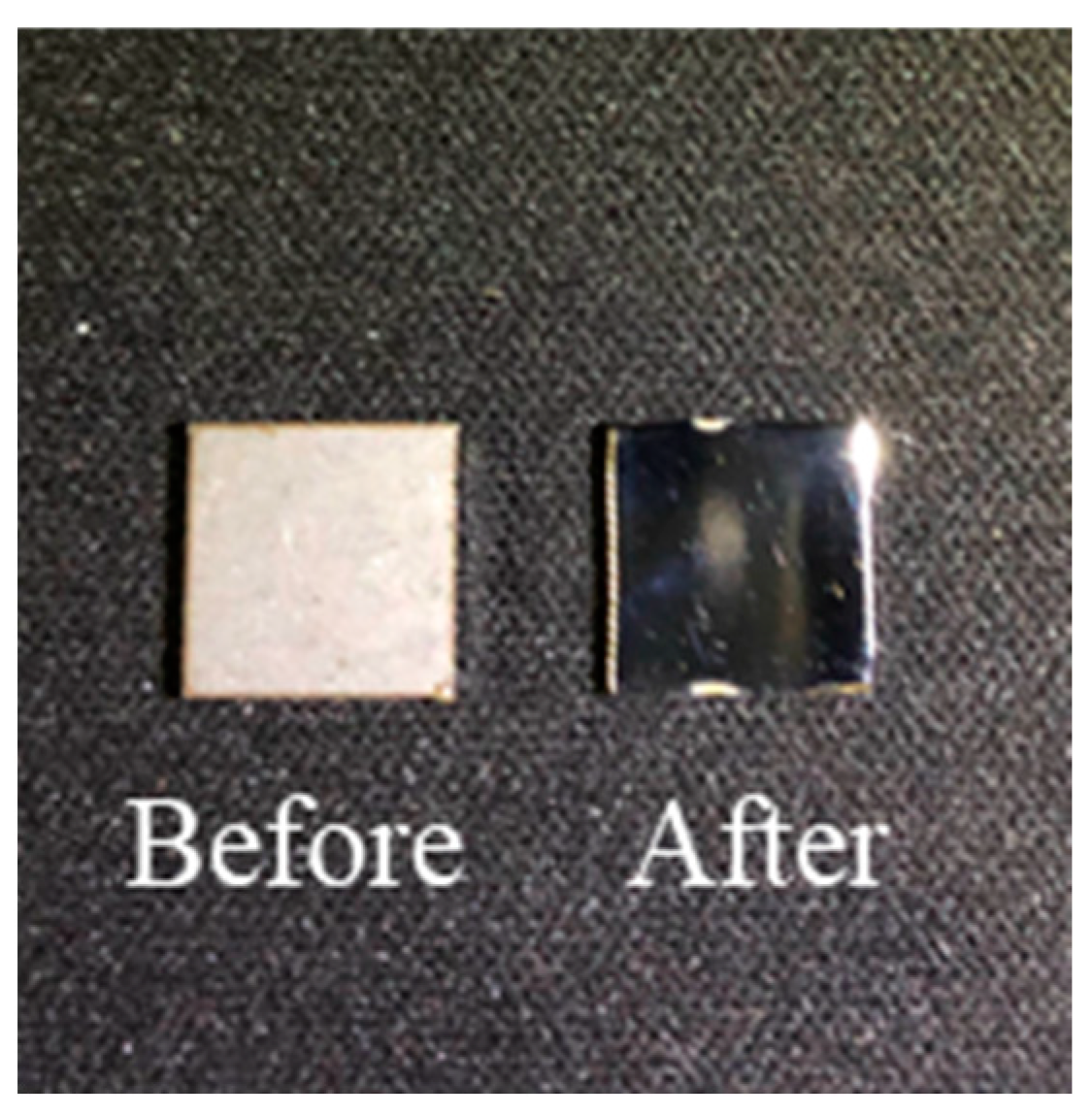
3.1.2. Contrast of Workpiece before and after Polishing
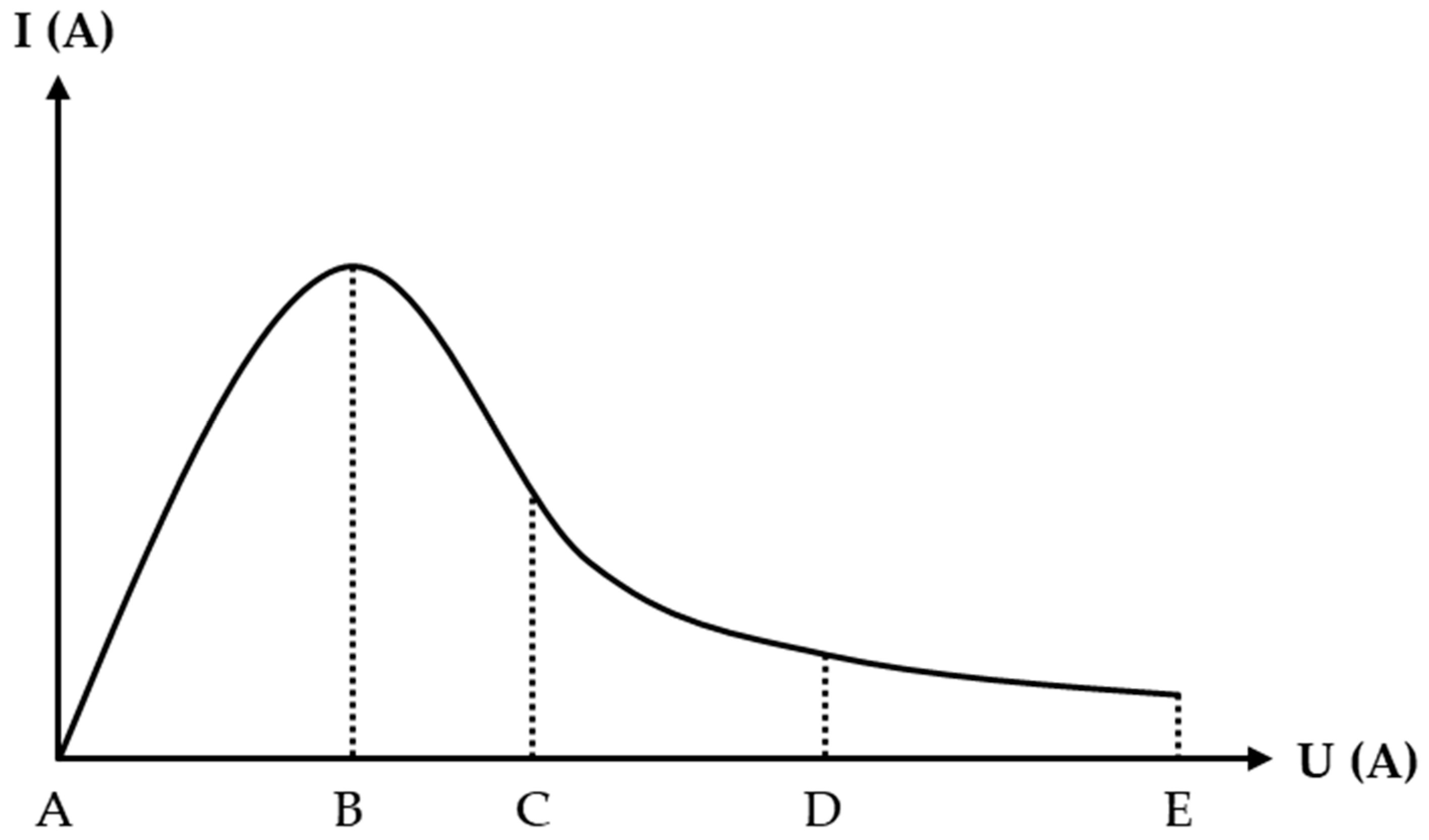
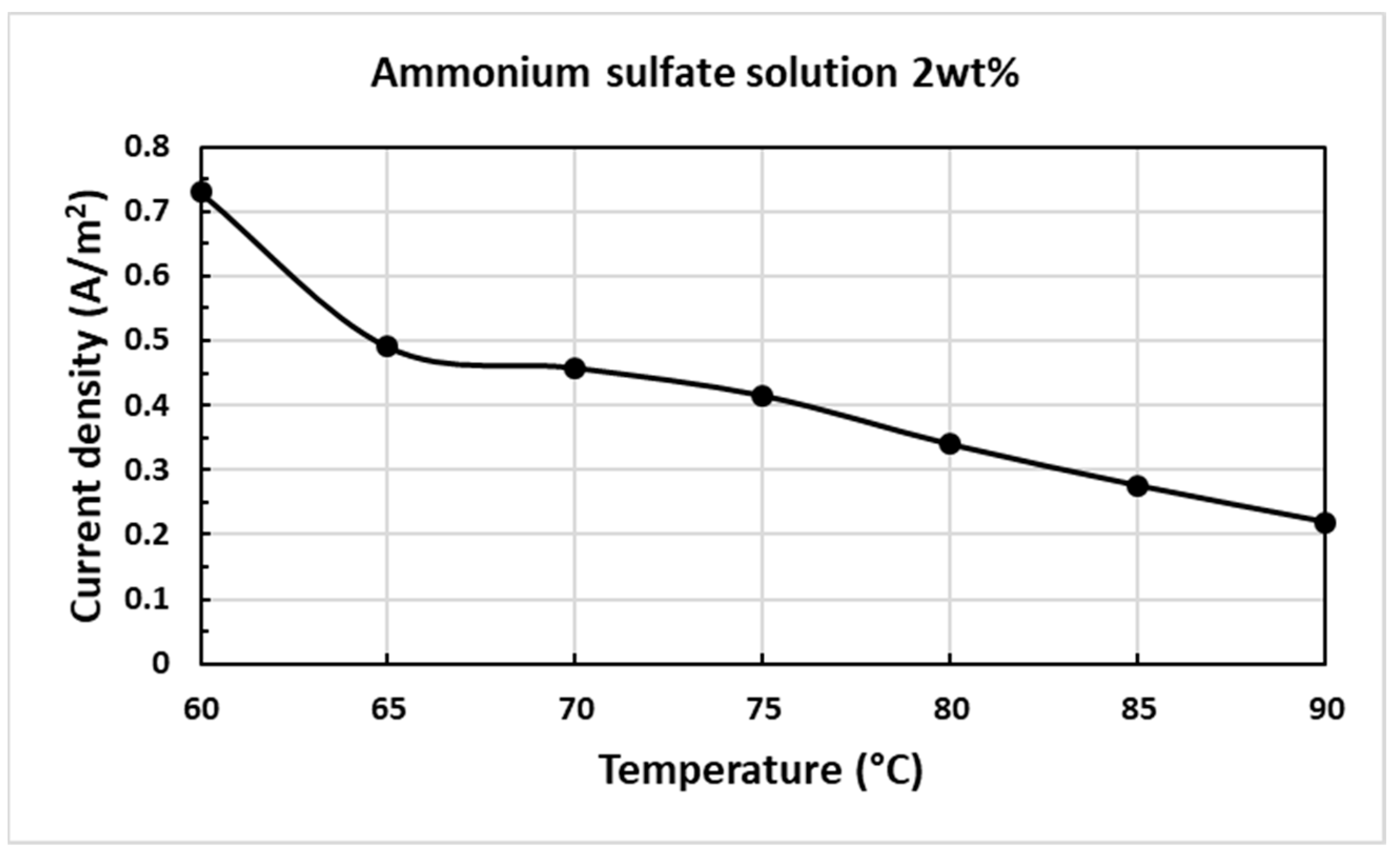
3.2. Current-Density–Temperature Curve
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Huang, Y.; Wang, C.; Ding, F.; Yang, Y.; Zhang, T.; He, X.; Zheng, L.; Li, N. Principle, process, and application of metal plasma electrolytic polishing: A review. Int. J. Adv. Manuf. Technol. 2021, 114, 1893–1912. [Google Scholar] [CrossRef]
- Rajput, A.S.; Zeidler, H.; Schubert, A. Analysis of Voltage and Current during the Plasma Electrolytic Polishing of Stainless Steel. Available online: https://www.researchgate.net/publication/348179554_Analysis_of_voltage_and_current_during_the_Plasmaelectrolytic_Polishing_of_stainless_steel (accessed on 29 July 2022).
- Mohammad, A.E.K.; Wang, D. Electrochemical mechanical polishing technology: Recent developments and future research and industrial needs. Int. J. Adv. Manuf. Technol. 2016, 86, 1909–1924. [Google Scholar] [CrossRef]
- Kalenchukova, O.V.; Nagula, P.K.; Tretinnikov, D.L. About changes in the chemical composition of the electrolyte in the pro cess of electrolytic-plasma treatment of materials. Mater. Methods Technol. 2015, 9, 404–413. [Google Scholar]
- Huang, Y.; Xiao, G.; Zhao, H.; Zou, L.; Zhao, L.; Liu, Y.; Dai, W. Residual stress of belt polishing for the micro-stiffener surface on the titanium alloys. Procedia CIRP 2018, 71, 11–15. [Google Scholar] [CrossRef]
- Zeidler, H.; Boettger-Hiller, F.; Edelmann, J.; Schubert, A.J.P.C. Surface finish machining of medical parts using plasma electrolytic polishing. Procedia CIRP 2016, 49, 83–87. [Google Scholar]
- Lee, S.J.; Lee, Y.M.; Du, M.F. The polishing mechanism of electrochemical mechanical polishing technology. J. Mater. Process. Technol. 2003, 140, 280–286. [Google Scholar] [CrossRef]
- Liang, S.Y.; Shih, A.J. Electrochemical Machining, Chemical Machining, and Chemical Mechanical Polishing Processes. In Analysis of Machining and Machine Tools; Springer: Boston, MA, USA, 2016. [Google Scholar] [CrossRef]
- Danilov, I.; Hackert-Oschätzchen, M.; Zinecker, M.; Meichsner, G.; Edelmann, J.; Schubert, A. Electrolytic plasma technology: Science and engineering—Anoverview. Micromachines 2019, 2019, 10. [Google Scholar]
- Stanishevsky, V.K.; Parshuto, A.E.; Kosobutsky, A.A.; Semenenko, L.M.; Tikhonovsky, V.N.; Khlebtsevich, V.A.; Velichko, L.S.; Semchenko, A.A.; Slepnev, G.E. Method of Electrochemical Machining of Articles Made of Conducting Materials. U.S. Patent No US5028304A, 2 July 1991. [Google Scholar]
- Wang, J.; Suo, L.C.; Guan, L.L.; Fu, Y.L. Optimization of processing parameters for electrolysis and plasma polishing. Appl. Mech. Mater. 2012, 217–219, 1368–1371. [Google Scholar]
- Ablyaz, T.; Muratov, K.; Ushomirskaya, L.; Zarubin, D.; Sidhu, S. Electrolytic plasma polishing technique for improved surface finish of ED machined components. Eng. Solid Mech. 2019, 7, 131–136. [Google Scholar] [CrossRef]
- Belkin, P.N.; Silkin, S.A.; Dyakov, I.G.; Tambovskiy, I.V.; Korableva, S.S.; Kusmanov, S.A. Plasma electrolytic polishing of nitrided steel under force convection condition. IOP Conf. Ser. Mater. Sci. Eng. 2019, 672, 012020. [Google Scholar] [CrossRef]
- Duradji, V.N.; Kaputkin, D.E. Metal Surface Treatment in Electrolyte Plasma during Anodic Process. J. Electrochem. Soc. 2015, 163, E43–E48. [Google Scholar] [CrossRef]
- Böttger-Hiller, F.; Nestler, K.; Zeidler, H.; Glowa, G.; Lampke, T. Plasma electrolytic polishing of metalized carbon fibers. AIMS Mater. Sci. 2016, 3, 260–269. [Google Scholar] [CrossRef]
- Danilov, I.; Hackert-Oschätzchen, M.; Zinecker, M.; Meichsner, G.; Edelmann, J.; Schubert, A. Process Understanding of Plasma Electrolytic Polishing through Multiphysics Simulation and Inline Metrology. Micromachines 2019, 10, 214. [Google Scholar] [CrossRef] [Green Version]
- Lin, C.F.; Fan, Z.W.; Chen, H.Y.; Chen, Y.K.; Liu, M.Y.; Chen, T.H.; Wu, W.C. Plasma Electrolytic Polishing Process Mechanism and Application Possibilities Research for Metal Workpiece Surface Finishing. In Proceedings of the 7th International Conference on Applied System Innovation (ICASI), Chiayi, Taiwan, 24–25 September 2021; pp. 41–45. [Google Scholar] [CrossRef]
- Wang, J.; Suo, L.C.; Guan, L.L.; Fu, Y.L. Analytical study on mechanism of electrolysis and plasma polishing. Adv. Mater. Res. 2012, 472–475, 350–353. [Google Scholar]
- Belkin, P.N.; Kusmanov, S.A.; Parfenov, E.V. Mechanism and technological opportunity of plasma electrolytic polishing of metals and alloys surfaces. Appl. Surf. Sci. Adv. 2020, 1, 100016. [Google Scholar] [CrossRef]
- Liu, S.B.; Shohji, I.; Kobayashi, T.; Osanai, K.; Ando, T.; Hirohashi, J.; Wake, T.; Inoue, K.; Yamamoto, H. Microstructure and Properties of SUS304 Stainless Steel Joints Brazed with Electrodeposited Ni-Cr-P Alloy Coatings. Materials 2021, 14, 4216. [Google Scholar] [CrossRef]
- Wang, J.; Zong, X.-m.; Liu, J.-f.; Feng, S. Influence of voltage on electrolysis and plasma polishing. In Proceedings of the 2017 International Conference on Manufacturing Engineering and Intelligent Materials (ICMEIM 2017), Guangzhou, China, 25–26 February 2017; pp. 10–15. [Google Scholar]
- Zong, X.M.; Wang, J.; Wang, Y.F.; Liu, J.F. Influence of Electrolysis and Plasma Polishing on Surface Properties of SUS304 Stainless Steel. Adv. Mater. Res. 2014, 989, 308–311. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Voltage | 340 V |
| Electrolyte | Ammonium sulfate |
| Electrolyte concentration (wt%) | 2% |
| Electrolyte temperature | From 60 to 90 °C |
| Workpiece | Stainless steel (SUS 304) |
| Diving depth | 30 mm |
| Element | Percentage (%) |
|---|---|
| Carbon | ≤0.08 |
| Silicon | ≤1.00 |
| Manganese | ≤2.00 |
| Phosphorus | ≤0.045 |
| Sulfur | ≤0.03 |
| Chromium | 18.00~20.00 |
| Nickel | 8.00~10.50 |
| Metallic Material | Electrolyte (wt%) | Voltage (V) | Reuse of Electrolyte | Temperature (℃) | Hot-Bath Heating Method and Suction Filtration Method | Reference |
|---|---|---|---|---|---|---|
| Stainless steel SUS304 | 0.4% (NH)2SO4 | 280 | None | 79–81 | No | Zong [22] |
| Stainless steel SUS304 | 3% (NH)2SO4 | 280 | None | 17 | No | Wang [21] |
| Stainless steel SUS304 | 2% (NH)2SO4 | 340,340 | None | 60–90 | Yes | This work |
| Temperature (°C) | Current-Density (A/cm2) |
|---|---|
| 60 | 0.729 |
| 65 | 0.49 |
| 70 | 0.458 |
| 75 | 0.415 |
| 80 | 0.34 |
| 85 | 0.276 |
| 90 | 0.219 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Su, F.; Yang, H.; Wu, W.; Chen, Y. An Electrolyte Life Indicator for Plasma Electrolytic Polishing Optimization. Appl. Sci. 2022, 12, 8594. https://doi.org/10.3390/app12178594
Su F, Yang H, Wu W, Chen Y. An Electrolyte Life Indicator for Plasma Electrolytic Polishing Optimization. Applied Sciences. 2022; 12(17):8594. https://doi.org/10.3390/app12178594
Chicago/Turabian StyleSu, Facheng, Hsiharng Yang, Wenchieh Wu, and Yukai Chen. 2022. "An Electrolyte Life Indicator for Plasma Electrolytic Polishing Optimization" Applied Sciences 12, no. 17: 8594. https://doi.org/10.3390/app12178594
APA StyleSu, F., Yang, H., Wu, W., & Chen, Y. (2022). An Electrolyte Life Indicator for Plasma Electrolytic Polishing Optimization. Applied Sciences, 12(17), 8594. https://doi.org/10.3390/app12178594