
Integrated Design of Process-Tolerance for Remanufacturing Based on Failure Feature




Abstract
:1. Introduction
2. Materials and Methods
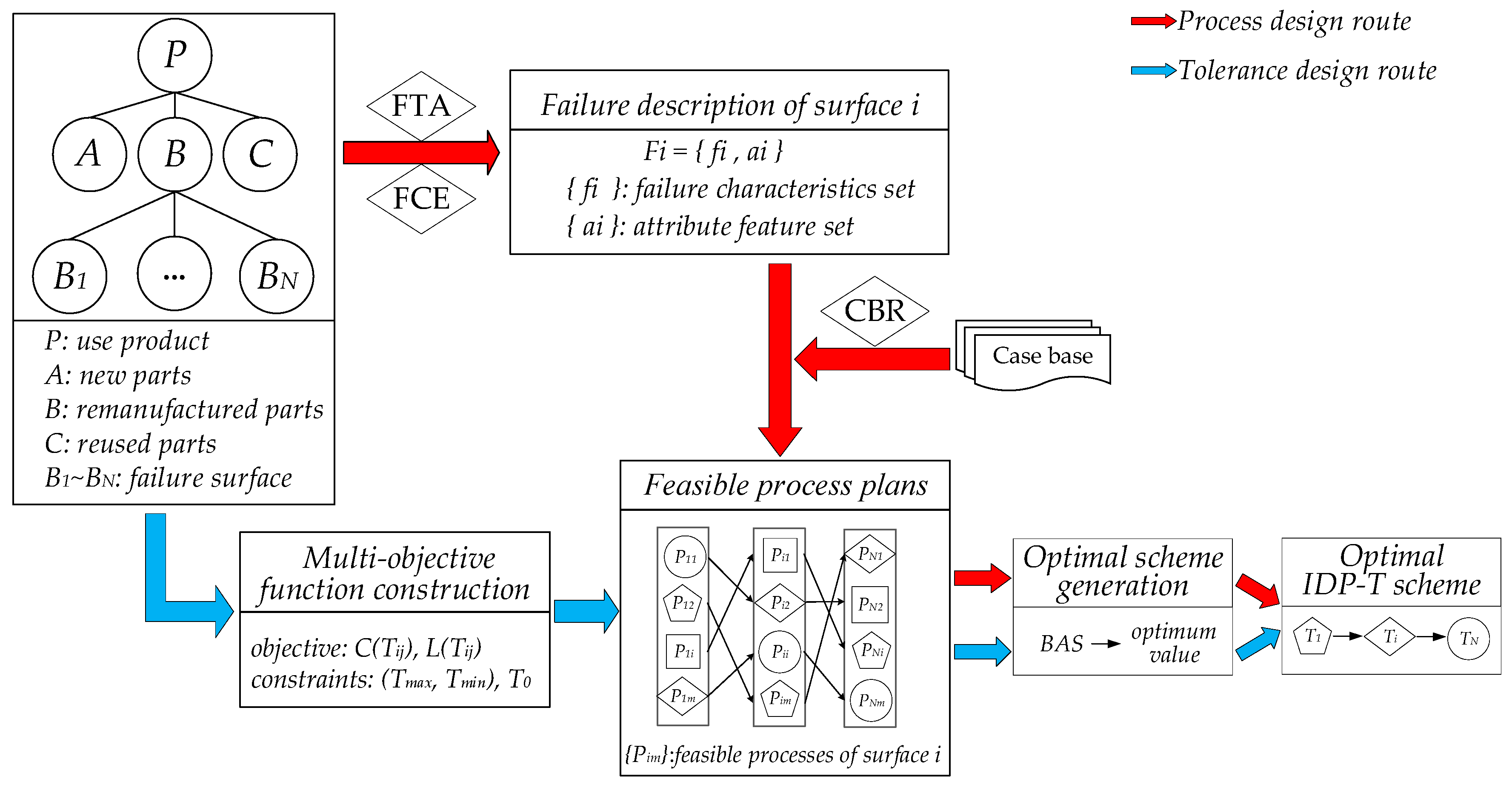
2.1. The Framework of IDP-T for Remanufacturing
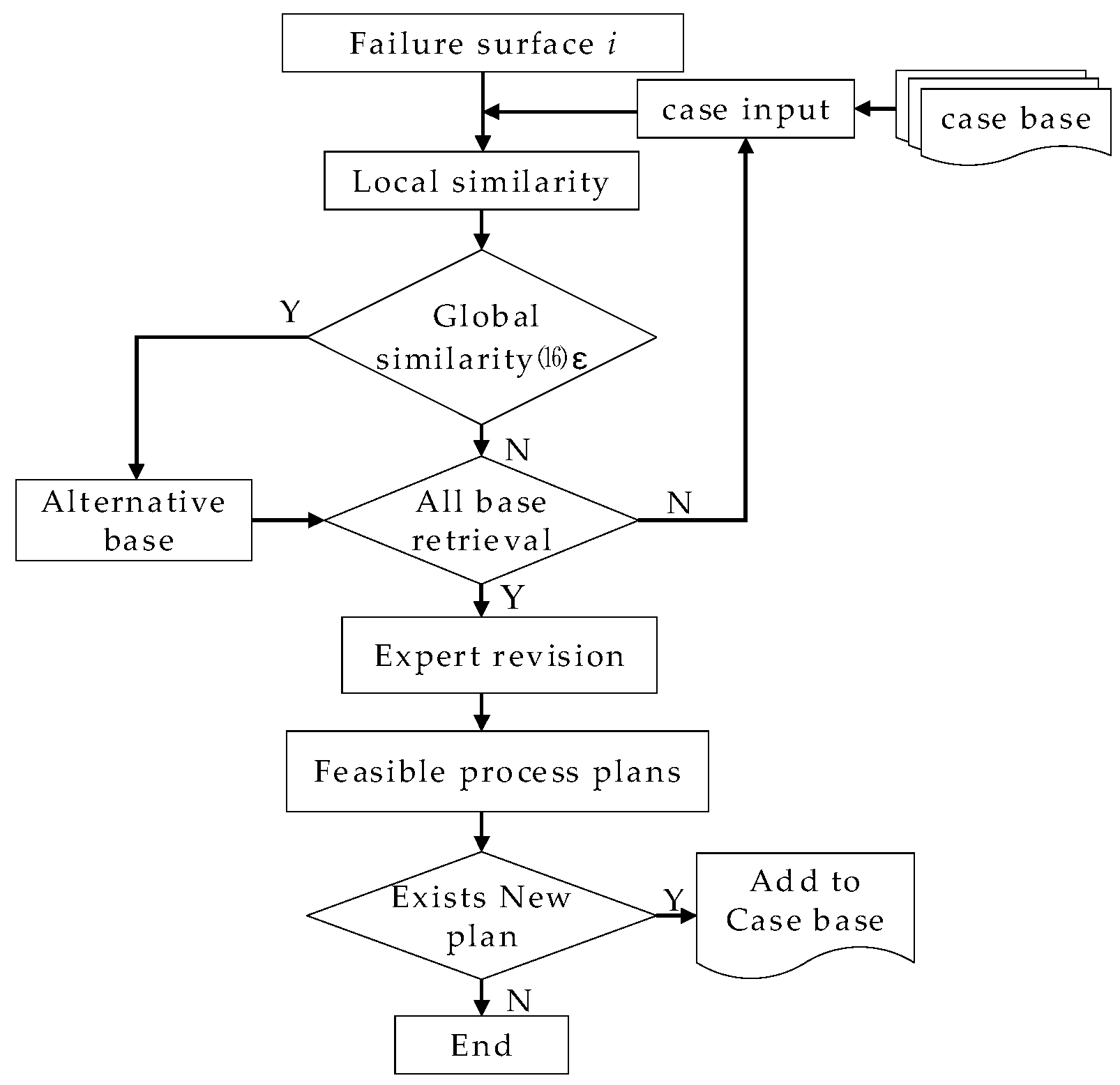
- Feasible process plan generation. In order to obtain the feasible remanufacturing process plans of the failure surface, FTA (fault tree analysis) and FCE (fuzzy comprehensive evaluation) are used to extract and quantify the failure features of the failure surface, and combine the attributes of the failure surface to construct the failure surface feature description set. Then, CBR (Case-based reasoning) is utilized to match the case base to generate the feasible process plans of the failure surface.
- Multi-objective function construction. IDP-T is a multi-objective optimization problem. In this step, the minimization of the remanufacturing cost and quality loss of used products are regarded as optimization objectives, and the processing capacity and assembly precision requirements as constraints to construct the optimization model.
- Optimal scheme generation utilizing BAS. BAS is used to solve the problem of multi-objective optimization. At last, the optimum value is obtained, and the optimal plan of IDP-T is selected.
2.2. Feasible Process Plans Generation
2.2.1. Failure Characteristics Set Construction
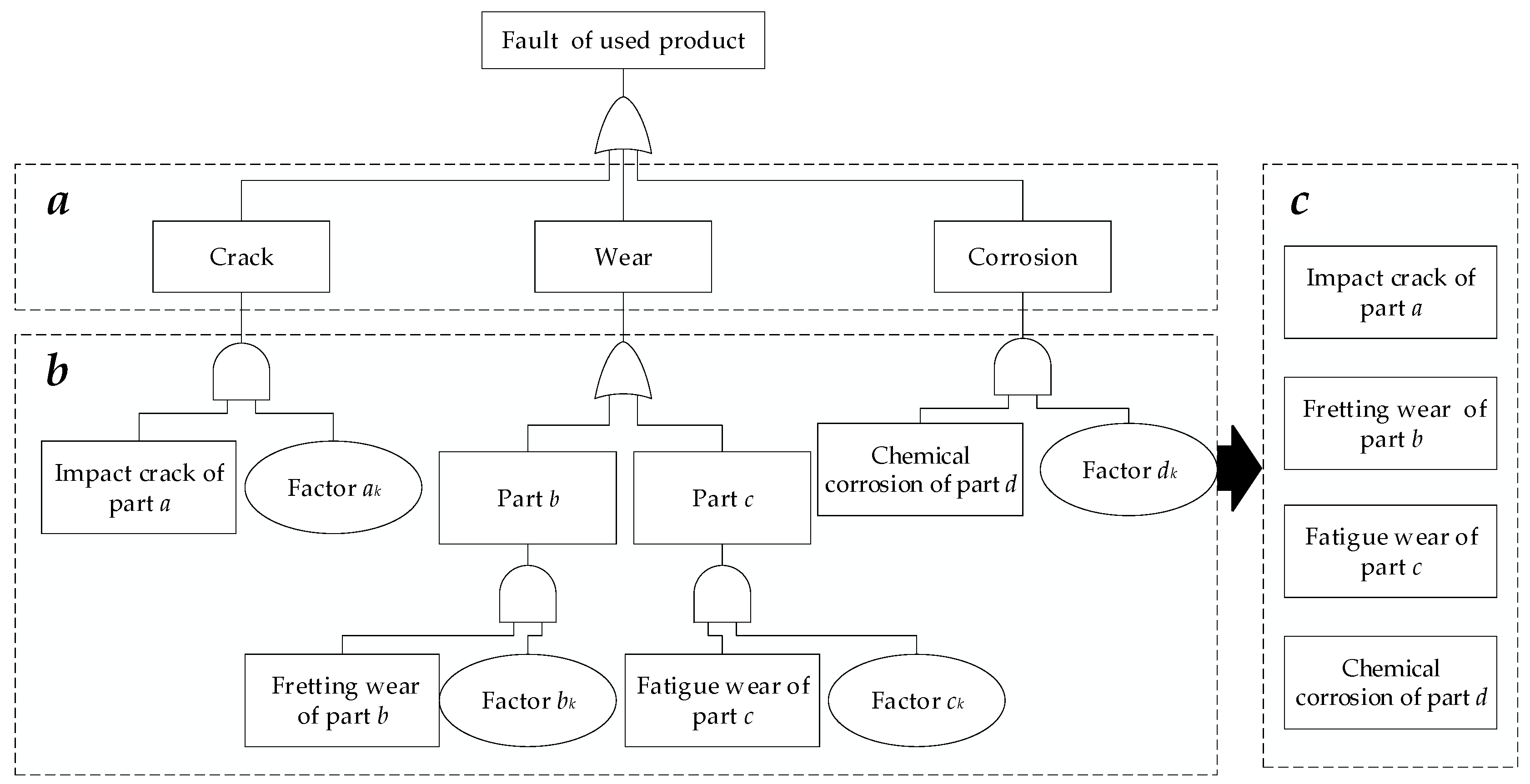
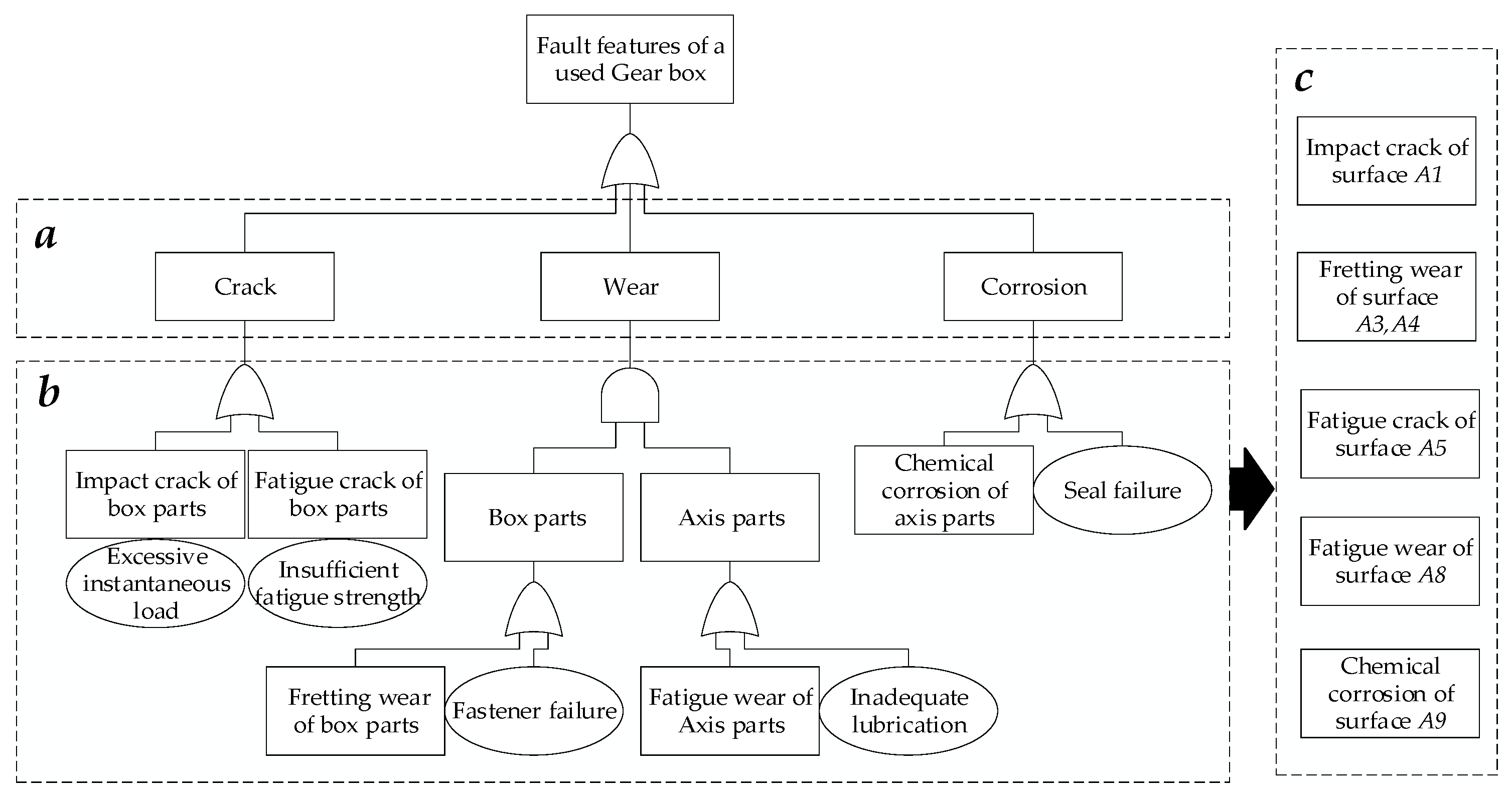
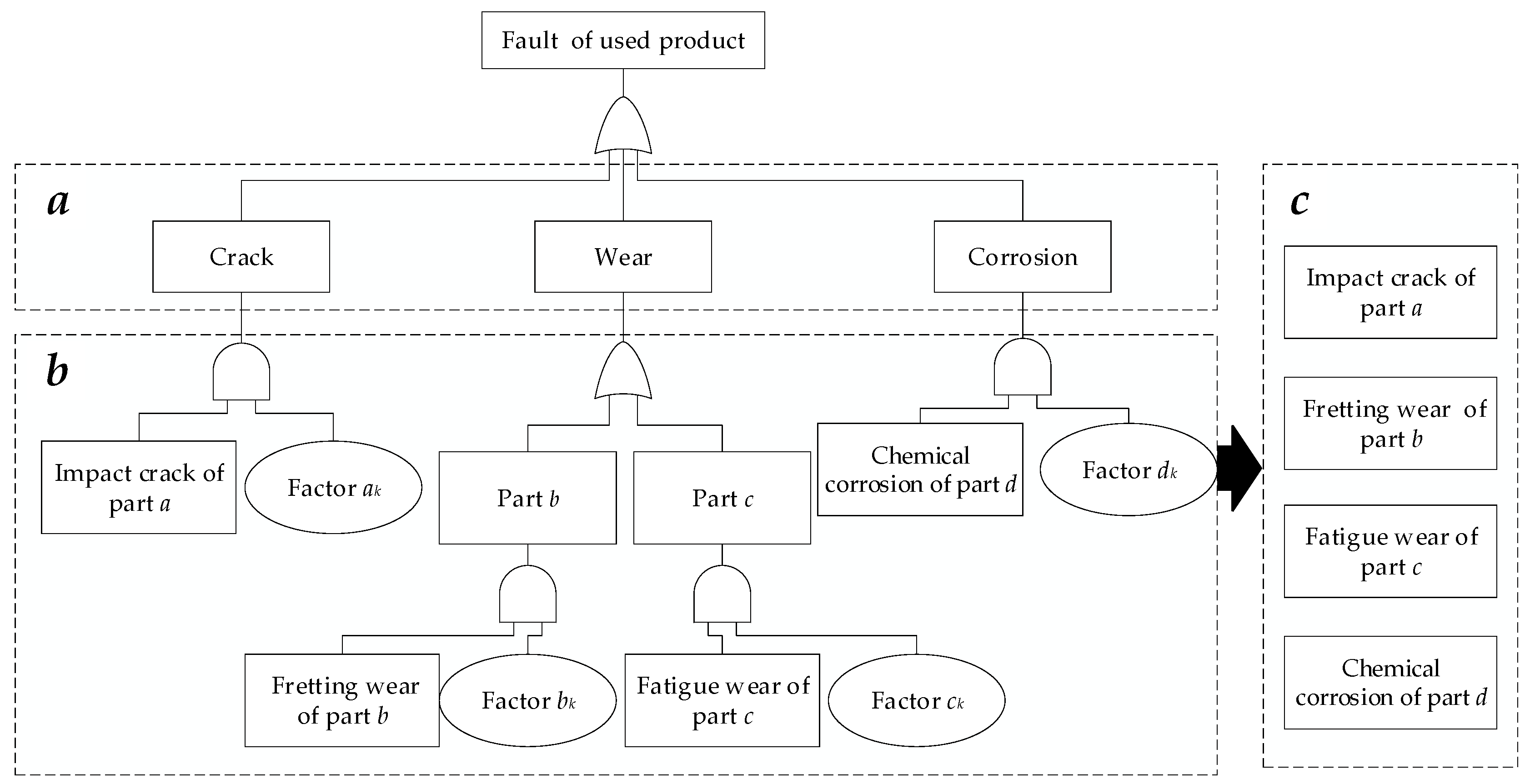
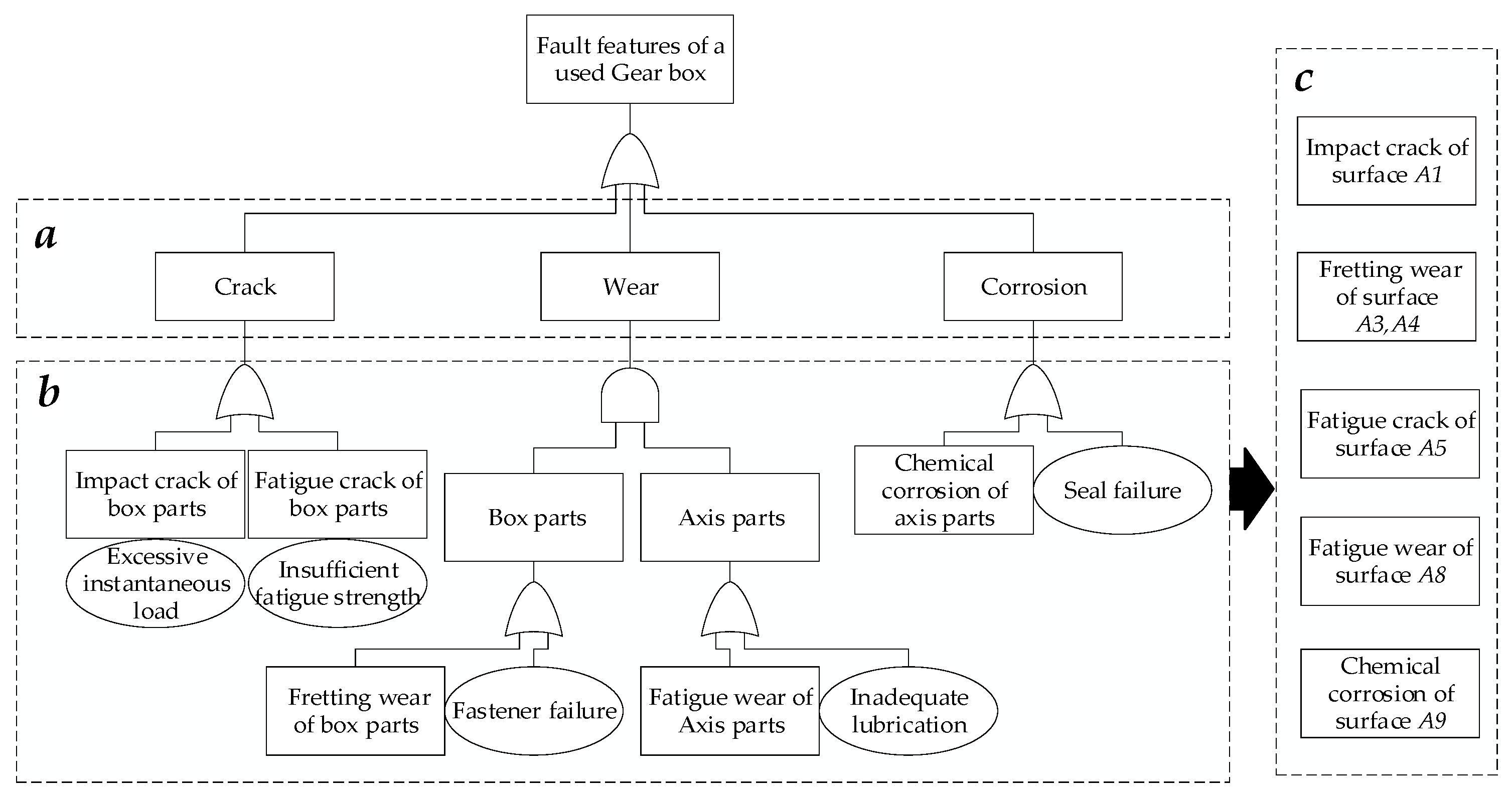
Failure Type Extraction ()
 ” in (a) is the input events, representing the main failure performance of the used parts of this type of used product; “ ” and “
” in (a) is the input events, representing the main failure performance of the used parts of this type of used product; “ ” and “  ” in (b) is the input events and condition events, representing the specific failure type of used parts and the cause of the failure type, respectively; “ ” in (c) is the output events, representing the specific failure parts and failure types of the used product; “
” in (b) is the input events and condition events, representing the specific failure type of used parts and the cause of the failure type, respectively; “ ” in (c) is the output events, representing the specific failure parts and failure types of the used product; “  ” and “
” and “  ” are AND gate events and OR gate events, respectively.
” are AND gate events and OR gate events, respectively.Failure Quantification ()
2.2.2. Attribute Feature Set Construction
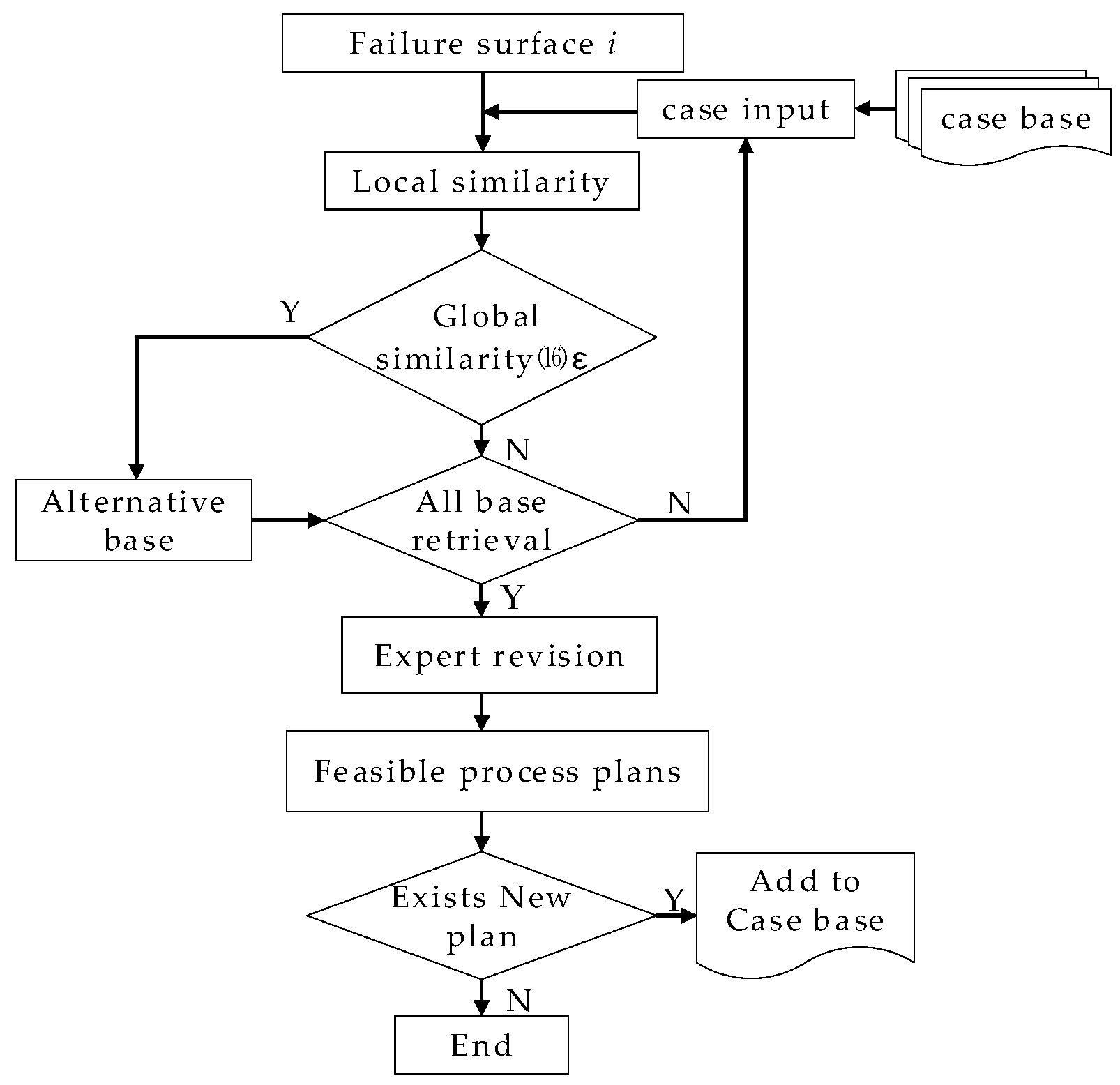
2.2.3. Feasible Process Plans Generation Based on CBR
- Numerical data similarity calculation model.
- 2.
- Enumerated data similarity calculation model.
- 3.
- Character data similarity calculation model.
2.3. Multi-Objective Function Construction
- The dimensional chain is in plane.
- Tolerances of remove process are symmetrically distributed.
- The failure surface needs to be processed as a whole. Partially repaired failure surface needs to coincide with the base plane after remanufacturing, so it can be regarded as a new part and the tolerances conform to the original dimensions.
2.3.1. Objective Functions
Cost Function
Quality Loss Function
2.3.2. Constraints Functions
Tolerance Constraint of Closed-Loop
Constraint of Machining Capability
2.3.3. Multi-Objective Function Transformation
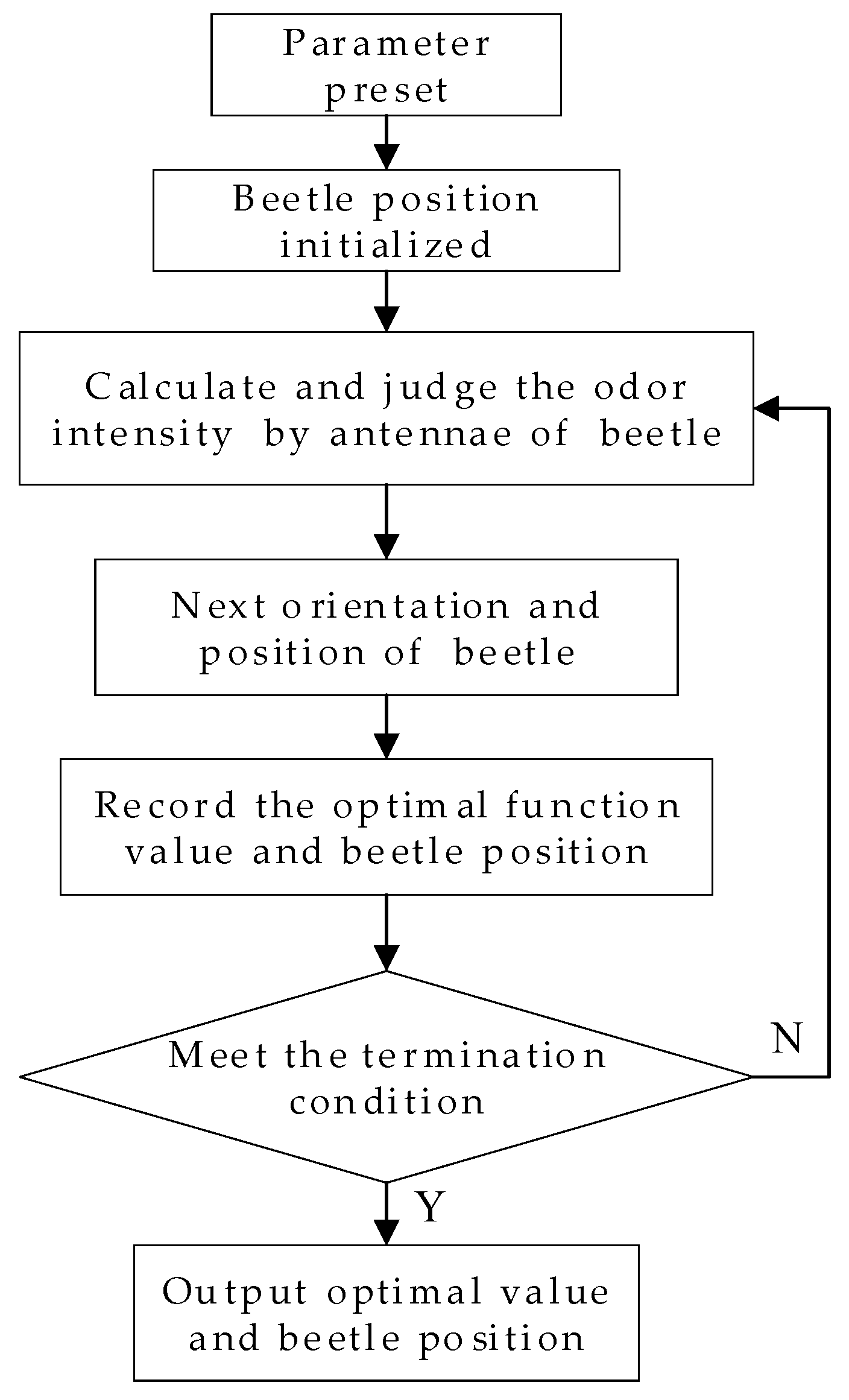
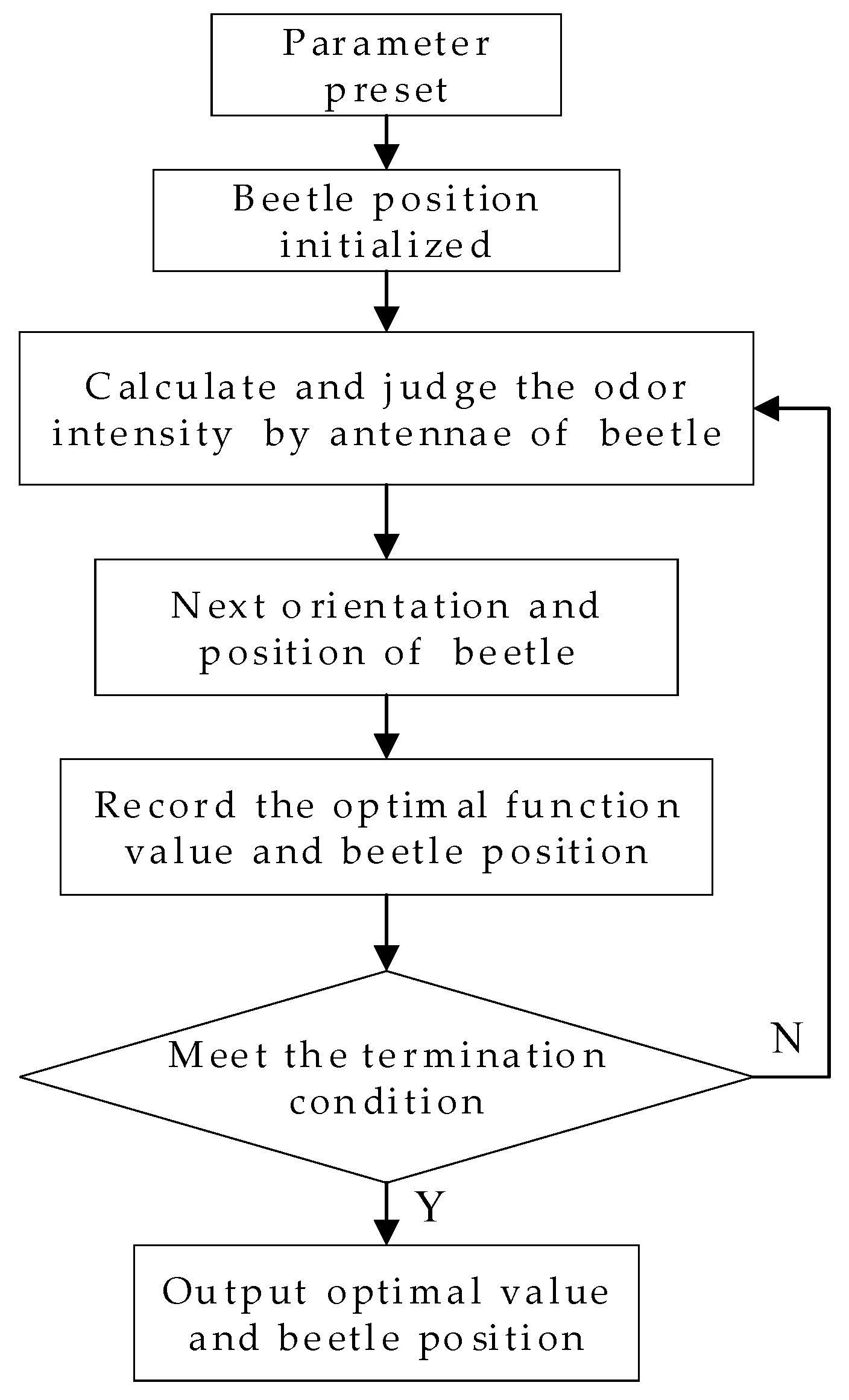
2.4. Optimization Implementation Process of BAS
- The beetle is simplified as a particle, and the left and right antennae are located on both sides of the particle.
- The ratio of the movement step size to the distance between the antennas is constant, that is .
- The head orientation of the beetle is random after one step.
- Beetle position initialized. Select a group of solution in the optimization model of IDP-T solution space as the initial position of beetle .
- Set left and right antennae and distance between two antennae. The fitness value is obtained by the left and right antennae of beetles, represented by and respectively, and the difference value between the two antennae is represented by . Since , , are located in the same straight line, . According to the simplified condition 3, the beetle faces in any direction, which means the direction vector that points to is arbitrary; thus, use the random vector to represent this direction vector, and normalize by . Therefore, , when using the particle in simplifications condition 1, and can be expressed as and , respectively.
- The orientation and step size of a beetle. The corresponding fitness values of left and right antennae are represented by and respectively. Then, the beetle moves with a step size of . The forward direction of the beetle is shown as Equation (20).
- Output the optimal scheme and fitness. After comparing the fitness of the left and right tentacles for one step, the step size is updated in , where is the step size update factor [25]. When the precision requirement or the specified number of steps is reached, the beetle stops moving. When thee position of the beetle is the optimal solution of the model, then output position with best scheme and corresponding fitness value .
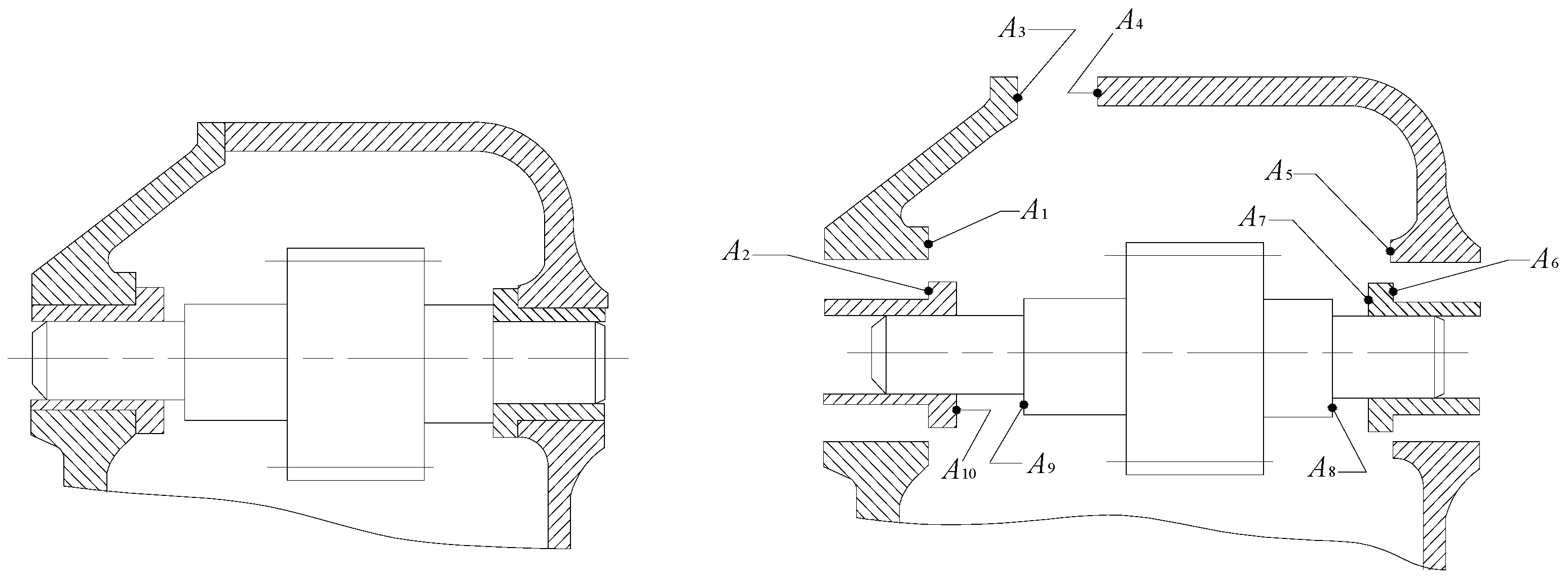
3. Case Study
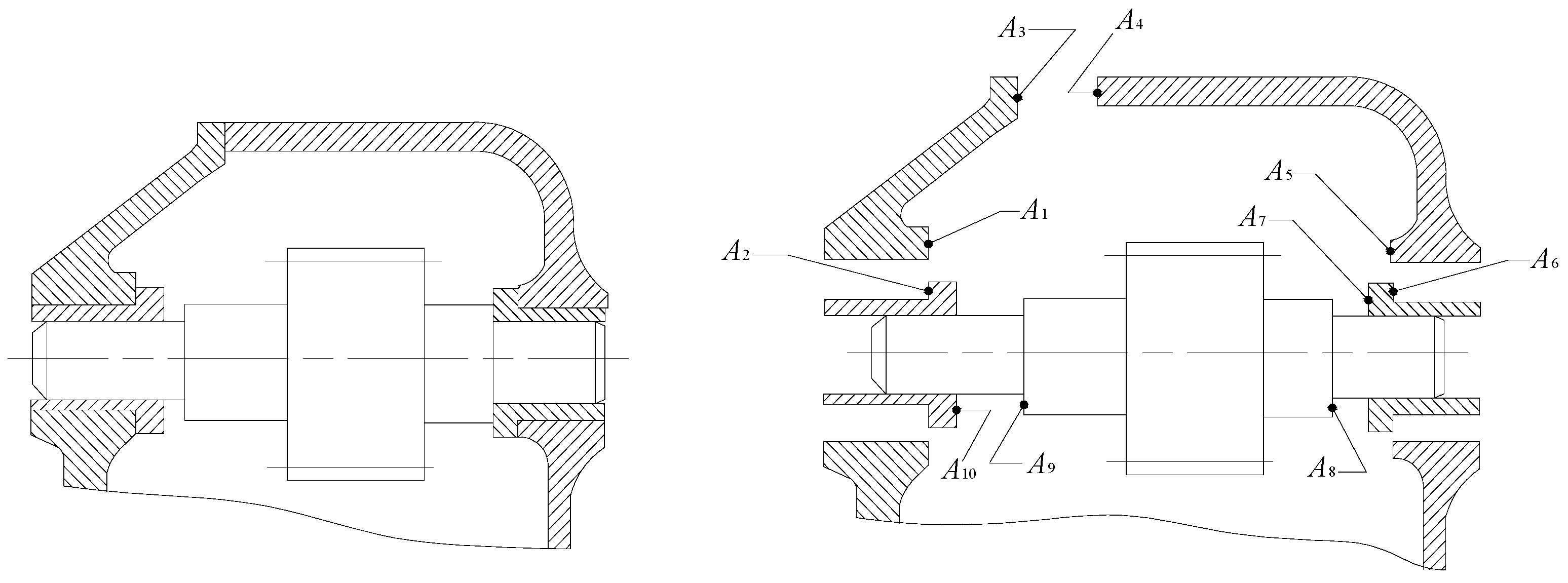
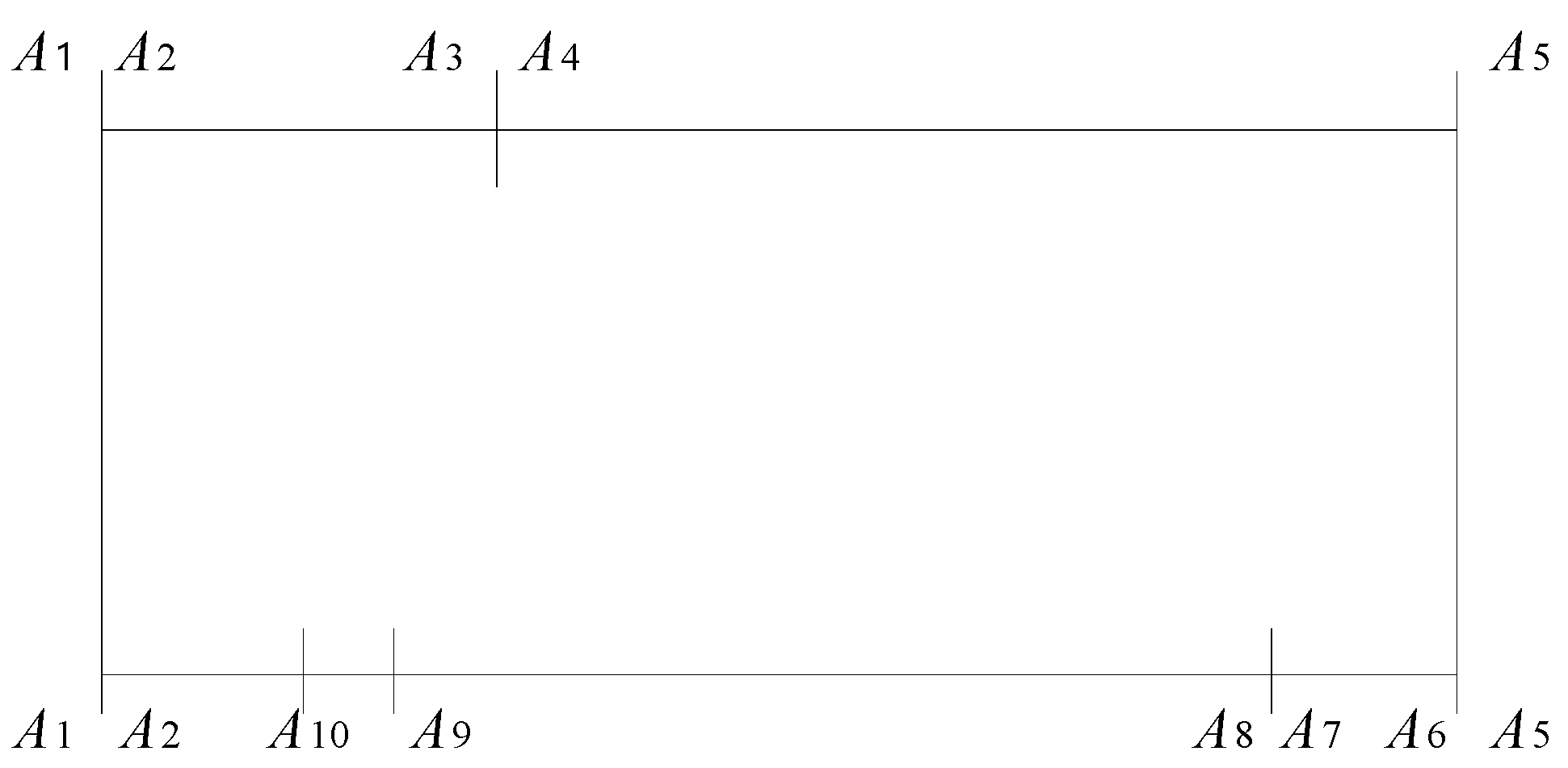
3.1. Remanufacturing Process Plan Formulation of Failure Surface
3.2. Multi-Objective Function Construction
3.3. Optimization by BAS
3.4. Comparison with Different Scheme
4. Summary and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Guide, V.D.R., Jr. Production planning and control for remanufacturing: Industry practice and research needs. J. Oper. Manag. 2000, 18, 467–483. [Google Scholar] [CrossRef]
- Zhang, X.G.; Zhang, M.Y.; Zhang, H.; Jiang, Z.G.; Liu, C.H.; Cai, W. A review on energy, environment and economic assessment in remanufacturing based on life cycle assessment method. J. Clean. Prod. 2020, 255, 120160. [Google Scholar] [CrossRef]
- Cai, W.; Li, L.; Jia, S.; Liu, C.; Xie, J.; Hu, L. Task-oriented energy benchmark of machining systems for energy-efficient production. Int. J. Precis. Eng. 2019, 7, 205–218. [Google Scholar] [CrossRef]
- Ijomah, W.L.; Mcmahon, C.A.; Hammond, G.P.; Newman, S.T. Development of design for remanufacturing guidelines to support sustainable manufacturing. Robot. Comput. Integr. Manuf. 2007, 23, 712–719. [Google Scholar] [CrossRef]
- Zhang, X.; Ao, X.; Jiang, Z.; Zhang, H.; Cai, W. A remanufacturing cost prediction model of used parts considering failure characteristics. Robot. Comput. Integr. Manuf. 2019, 59, 291–296. [Google Scholar] [CrossRef]
- Jiang, Z.G.; Wang, H.; Zhang, H.; Mendis, G.; Sutherland, J.W. Value recovery options portfolio optimization for remanufacturing end of life product. J. Clean. Prod. 2019, 210, 419–431. [Google Scholar] [CrossRef]
- Saravanan, A.; Jerald, J.; Rani, A.D.C. An explicit methodology for manufacturing cost–tolerance modeling and optimization using the neural network integrated with the genetic algorithm. AI EDAM 2020, 34, 430–443. [Google Scholar]
- Liu, S.G.; Jin, Q.; Dong, Y.H.; Wang, Y. A closed-form method for statistical tolerance allocation considering quality loss and different kinds of manufacturing cost functions. Int. J. Adv. Manuf. Tech. 2017, 93, 2801–2811. [Google Scholar] [CrossRef]
- He, Y.; Hao, C.P.; Wang, Y.L.; Li, Y.F. An ontology-based method of knowledge modelling for remanufacturing process planning. J. Clean. Prod. 2020, 258, 120952. [Google Scholar] [CrossRef]
- Jiang, Z.G.; Jiang, Y.; Wang, Y.; Zhang, H.; Cao, H.J.; Tian, G.D. A hybrid approach of rough set and case-based reasoning to remanufacturing process planning. J. Intell. Manuf. 2019, 30, 19–32. [Google Scholar] [CrossRef]
- Liu, M.Z.; Liu, C.H.; Xing, L.L.; Mei, F.D.; Zhang, X. Study on a tolerance grading allocation method under uncertainty and quality oriented for remanufactured parts. Int. J. Adv. Manuf. Tech. 2016, 87, 1265–1272. [Google Scholar] [CrossRef]
- Hu, J.; Zhang, Y.; Ge, M.G.; Liu, M.Z. Optimal control method on assembly precision for a remanufactured car engine based on state space model. Assem. Autom. 2016, 36, 460–472. [Google Scholar] [CrossRef]
- Mohamad, I.M.; Udisubakti, C.; Nani, K. A novel multi-criteria sorting model based on ahp-entropy grey clustering for dealing with uncertain incoming core quality in remanufacturing systems. Appl. Sci. 2020, 11, 2731. [Google Scholar]
- Du, Y.B.; Cao, H.J.; Liu, F.; Li, C.B.; Chen, X. An integrated method for evaluating the remanufacturability of used machine tool. J. Clean. Prod. 2012, 20, 82–91. [Google Scholar] [CrossRef]
- Zhang, X.F.; Gang, Y.; LIU, X. Product failure mode information transfer polychromatic model for design for remanufacture. J. Mech. Eng. 2017, 53, 201–208. [Google Scholar] [CrossRef]
- Wang, H.; Jiang, Z.G.; Zhang, X.G.; Wang, Y.N.; Wang, Y. A fault feature characterization based method for remanufacturing process planning optimization. J. Clean. Prod. 2017, 161, 708–719. [Google Scholar] [CrossRef]
- Liu, M.Z.; Liu, C.H.; Zhu, Q.H. Optional classification for reassembly methods with different precision remanufactured parts. Assem. Autom. 2014, 34, 315–322. [Google Scholar] [CrossRef]
- Liu, C.H. Tolerance redistributing of the reassembly dimensional chain on measure of uncertainty. Entropy 2016, 18, 348. [Google Scholar] [CrossRef] [Green Version]
- Liu, C.H.; Zhu, Q.H.; Wei, F.F.; Rao, W.Z.; Liu, J.J.; Hu, J.; Cai, W. A review on remanufacturing assembly management and technology. Int. J. Adv. Manuf. Technol. 2019, 105, 4797–4808. [Google Scholar] [CrossRef]
- Purba, J.H. Fuzzy probability on reliability study of nuclear power plant probabilistic safety assessment: A review. Prog. Nucl. Energ. 2014, 76, 73–80. [Google Scholar] [CrossRef]
- Ding, Z.Y.; Jiang, Z.G.; Zhang, H.; Cai, W.; Liu, Y. An integrated decision-making method for selecting machine tool guideways considering remanufacturability. Int. J. Comput. Integ. M. 2018, 33, 686–700. [Google Scholar] [CrossRef]
- Ding, D.H.; Pan, Z.X.; Cuiuri, D.; Li, H.J. A multi-bead overlapping model for robotic wire and arc additive manufacturing (WAAM). Robot. Comput. Integr. Manuf. 2015, 31, 101–110. [Google Scholar] [CrossRef] [Green Version]
- Jhavar, S.; Paul, C.P.; Jain, N.K. Micro-plasma transferred arc additive manufacturing for die and mold surface remanufacturing. JOM 2016, 68, 1801–1809. [Google Scholar] [CrossRef]
- Jiang, X.Y.; Li, S. BAS: Beetle antennae search algorithm for optimization problems. IJRC 2018, 1, 1–5. [Google Scholar] [CrossRef]
- Cheng, Y.Z.; Li, C.X.; Li, S.; Li, Z. Motion planning of redundant manipulator with variable joint velocity limit based on beetle antennae search algorithm. IEEE Access 2020, 8, 138788–138799. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Failure Feature | Volumetric Damage Amount Interval | Quantified Score Equation | Quantified Score Interval [0, 10] |
|---|---|---|---|
| Wear | 0 | ---- | 0 |
| 10 | 10 | ||
| Corrosion | 0 | ---- | 0 |
| 10 | 10 | ||
| Crack | 0 | ---- | 0 |
| 10 | 10 |
| Surface No. | |||||
|---|---|---|---|---|---|
| HT250 | Torus plane | 0.4 | Impact crack | 2.07 | |
| HT250 | Square ring plane | 0.8 | Fretting wear | 3.20 | |
| HT250 | Square ring plane | 0.8 | Fretting wear | 3.88 | |
| HT250 | Torus plane | 0.4 | Fatigue crack | 1.43 | |
| 45# | Torus plane | 0.2 | Fatigue wear | 1.07 | |
| 45# | Torus plane | 0.2 | Chemical corrosion | 1.65 | |
| Case No. | Sim(N,E) | Process Plan | |||||
|---|---|---|---|---|---|---|---|
| 1# | Gray iron | Torus plane | 0.6 | Impact crack | 2.46 | 94.5% | rough turning-cold welding-fine turning |
| 2# | Gray iron | Torus plane | 0.8 | Impact crack | 3.23 | 87.2% | rough milling-laser cladding-fine milling |
| 3# | Gray iron | Torus plane | 0.5 | Impact crack | 4.15 | 84.7% | rough grinding -cold welding-fine grinding |
| Surfaces No. | Feasible Process Plans |
|---|---|
| Surfaces No. | Process No. | Surfaces No. | Process No. | ||||||
|---|---|---|---|---|---|---|---|---|---|
P111 | 9.72 | 0.040 | 1510 | P121 | 10.02 | 0.038 | 1630 | ||
P112 | 14.64 | 2310 | P122 | 16.75 | 2550 | ||||
P113 | 15.34 | 0.012 | 2560 | P123 | 11.36 | 0.0105 | 2750 | ||
P311 | 12.61 | 0.047 | 1780 | P411 | 14.53 | 0.051 | 3300 | ||
P312 | 28.25 | 1980 | P412 | 20.32 | 3240 | ||||
P313 | 19.65 | 0.0103 | 2320 | P413 | 20.72 | 0.0105 | 3730 | ||
P511 | 9.72 | 0.0370 | 3950 | P521 | 10.02 | 0.036 | 3160 | ||
P512 | 17.45 | 3460 | P522 | 18.84 | 3180 | ||||
P513 | 15.34 | 0.0120 | 3800 | P523 | 12.46 | 0.0118 | 2980 | ||
P812 | 11.91 | 0.044 | 5000 | P821 | 10.38 | 0.042 | 5330 | ||
P812 | 25.00 | 6420 | P822 | 22.96 | 5960 | ||||
P813 | 18.31 | 0.0108 | 5200 | P823 | 15.61 | 0.0102 | 4960 | ||
P911 | 9.72 | 0.040 | 1510 | P921 | 10.02 | 0.038 | 1630 | ||
P912 | 14.64 | 2310 | P922 | 16.75 | 2550 | ||||
P913 | 15.34 | 0.012 | 2560 | P923 | 11.36 | 0.0105 | 2750 |
| Removal Process (j−) | Rough Machining | Finish Machining | Additive Process (j+) | Deviation Coefficient |
|---|---|---|---|---|
| turning | 0.072–0.120 | 0.020–0.069 | cold welding | 7.3% |
| bead welding | 5.5% | |||
| milling | 0.050–0.100 | 0.018–0.050 | laser cladding | 4.5% |
| chromium plating | 3.8% | |||
| grinding | 0.054–0.072 | 0.016–0.052 | thermal spraying | 4.2% |
| electric arc spraying | 4.9% |
| 1 | 1 | 0.95 | 100 | 0.0001 |
| Surfaces No. | Process (Tolerance) | Cost | Quality Loss |
|---|---|---|---|
| P111(0.078)→P112(0.045)→P113(0.047) | 393.8 | 177.94 | |
| P311(0.075)→P312(0.053)→P313(0.044) | |||
| P411(0.080)→P412(0.064)→P413(0.041) | |||
| P521(0.086)→P522(0.019)→P523(0.050) | |||
| P821(0.063)→P822(0.016)→P823(0.030) | |||
| P911(0.067)→P912(0.021)→P913(0.029) |
| Surfaces No. | Process (Tolerance) | Cost | Quality Loss |
|---|---|---|---|
| P111(0.120)→P112(0.045)→P113(0.040) | 418.7 | 265.1 | |
| P311(0.100)→P312(0.053)→P313(0.040) | |||
| P411(0.100)→P412(0.064)→P413(0.040) | |||
| P511(0.120)→P512(0.031)→P513(0.040) | |||
| P811(0.072)→P812(0.012)→P813(0.020) | |||
| P911(0.072)→P912(0.021)→P913(0.020) |
| Surfaces No. | Process (Tolerance) | Cost | Quality Loss |
|---|---|---|---|
| P111(0.116)→P112(0.045)→P113(0.055) | 415.6 | 200.8 | |
| P311(0.079)→P312(0.053)→P313(0.048) | |||
| P411(0.076)→P412(0.064)→P413(0.043) | |||
| P511(0.085)→P512(0.031)→P513(0.051) | |||
| P811(0.071)→P812(0.012)→P813(0.032) | |||
| P911(0.070)→P912(0.021)→P913(0.031) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.; Jiang, Z.; Zhang, H.; Yan, W. Integrated Design of Process-Tolerance for Remanufacturing Based on Failure Feature. Appl. Sci. 2021, 11, 6377. https://doi.org/10.3390/app11146377
Chen Y, Jiang Z, Zhang H, Yan W. Integrated Design of Process-Tolerance for Remanufacturing Based on Failure Feature. Applied Sciences. 2021; 11(14):6377. https://doi.org/10.3390/app11146377
Chicago/Turabian StyleChen, Yanxiang, Zhigang Jiang, Hua Zhang, and Wei Yan. 2021. "Integrated Design of Process-Tolerance for Remanufacturing Based on Failure Feature" Applied Sciences 11, no. 14: 6377. https://doi.org/10.3390/app11146377
APA StyleChen, Y., Jiang, Z., Zhang, H., & Yan, W. (2021). Integrated Design of Process-Tolerance for Remanufacturing Based on Failure Feature. Applied Sciences, 11(14), 6377. https://doi.org/10.3390/app11146377