

Effect of Alloying Elements Mg and Cu on the Modification of Eutectic Silicon in Hypoeutectic Al–Si Alloys


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
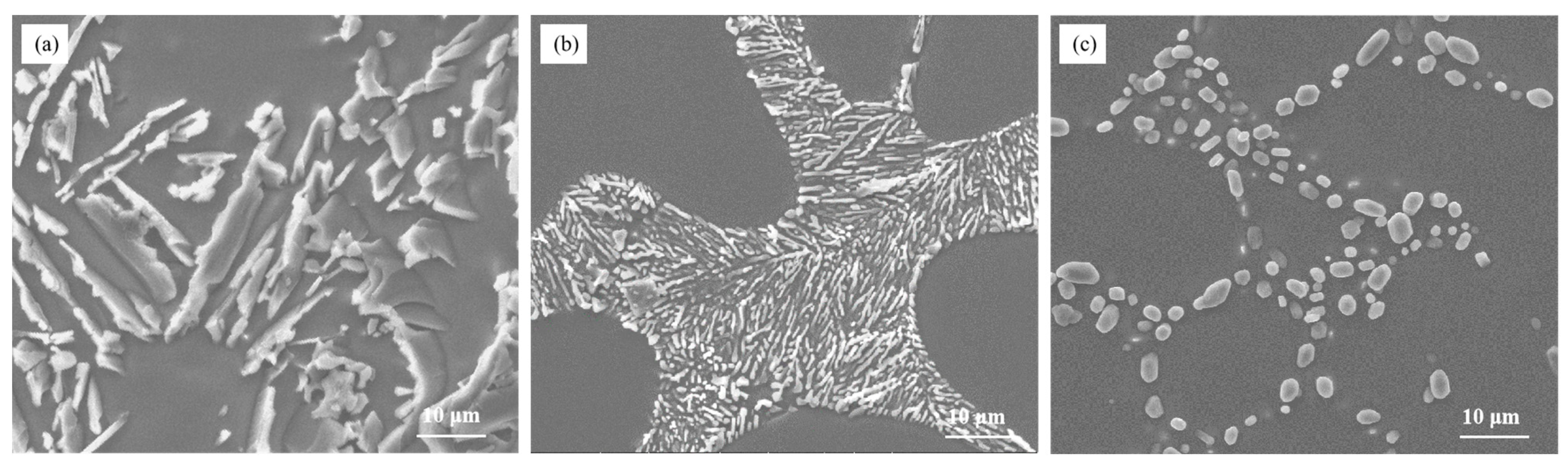
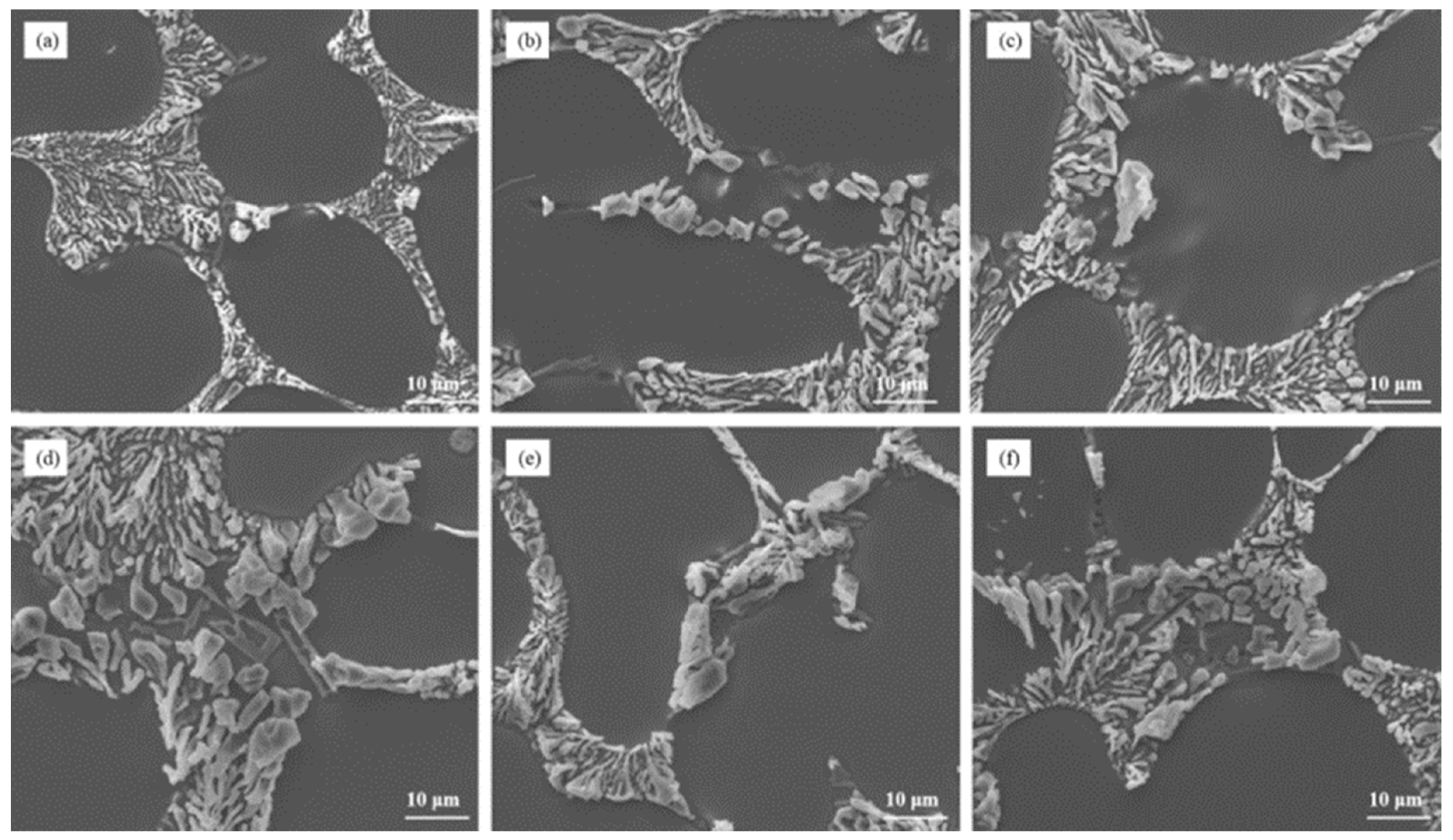
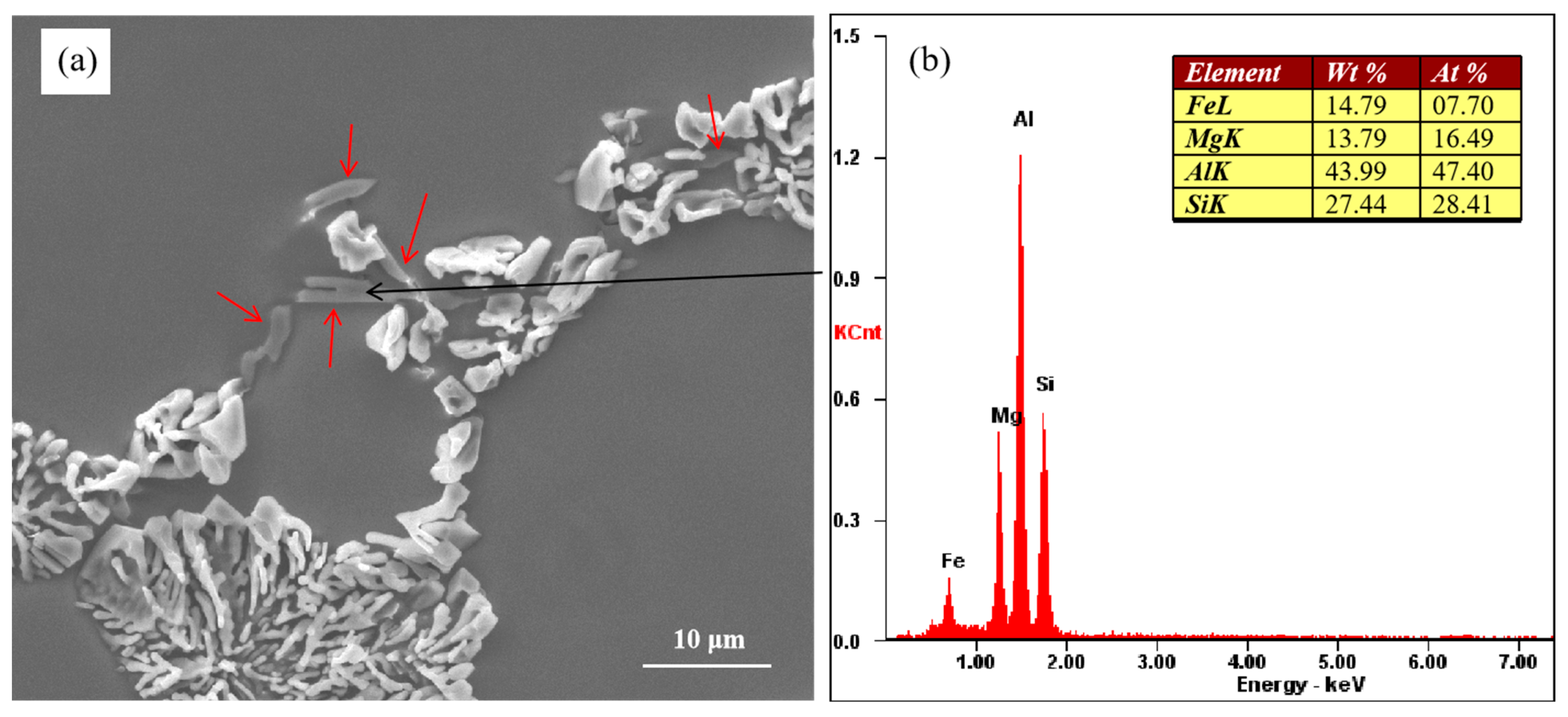
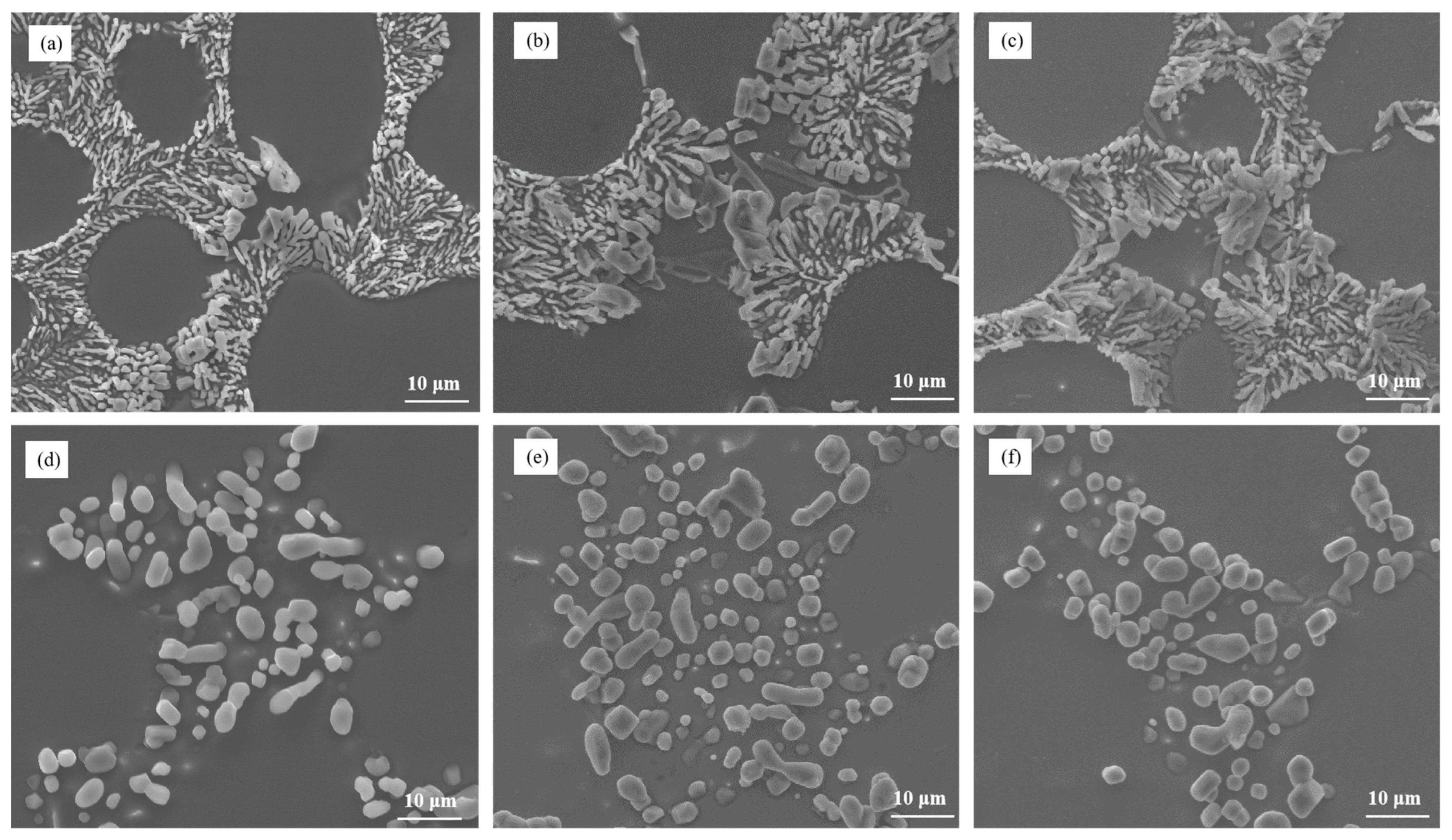
3.1. The Influence of Alloying Element Mg on the Morphology of Eutectic Silicon in Al–7Si Alloy
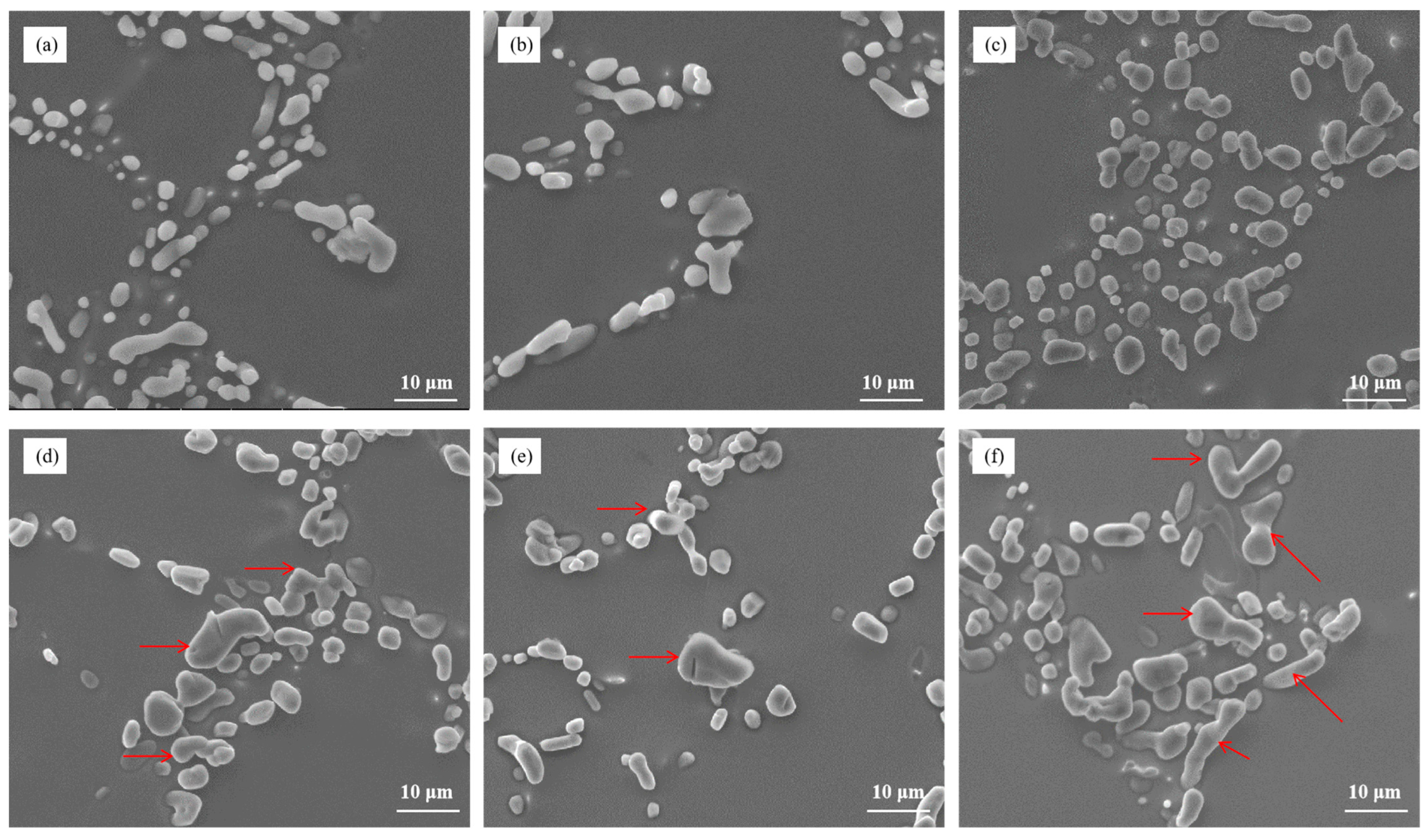
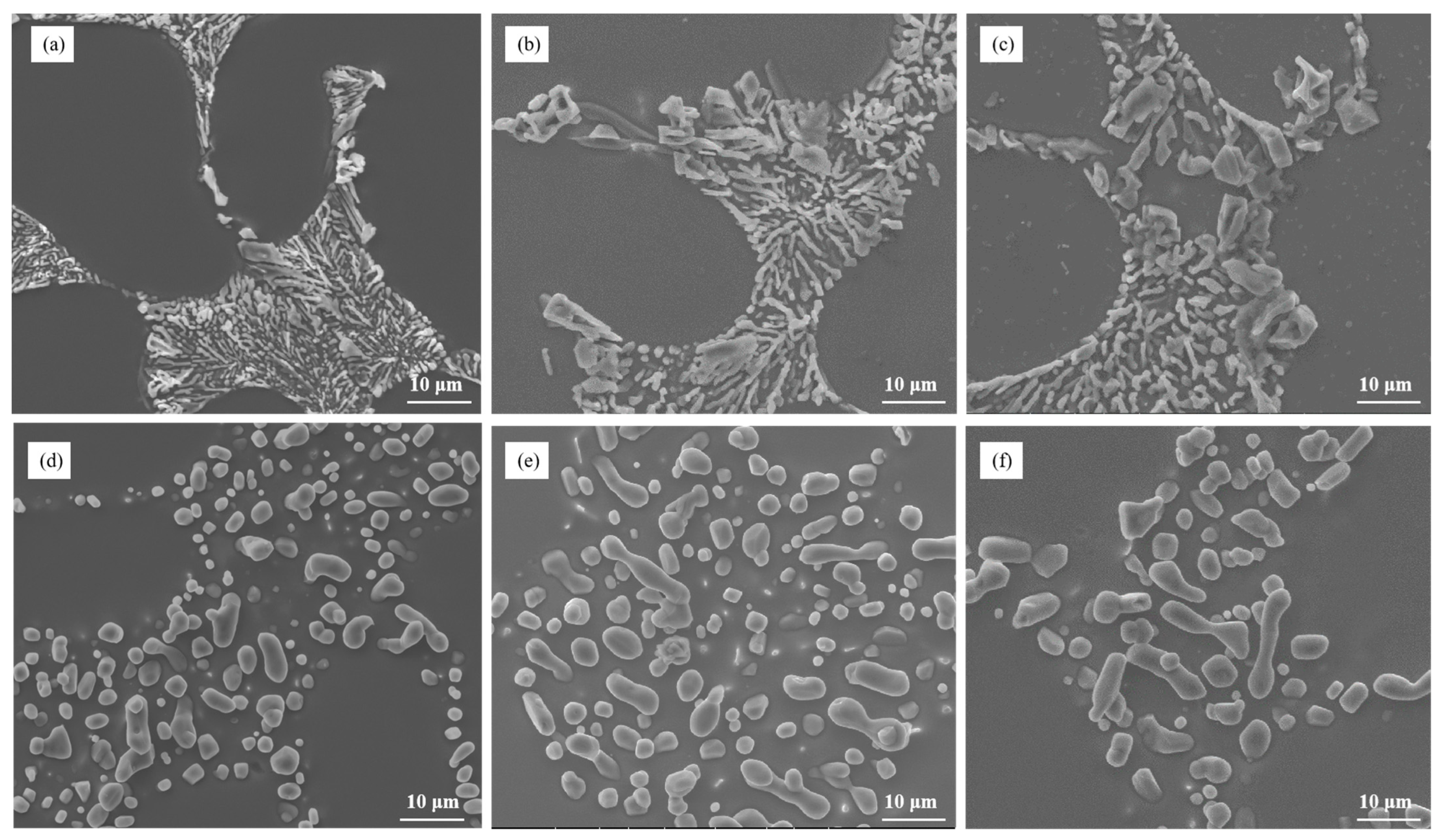
3.2. The Influence of Alloying Element Cu on the Morphology of Eutectic Silicon in Al–7Si Alloy
4. Conclusions
- (1)
- Alloying elements Mg and Cu weaken the modification of eutectic silicon in hypoeutectic Al–7Si alloy. Even with the addition of only 0.1wt.% Mg or 0.5wt.% Cu, unmodified blocky eutectic silicon appears in certain fraction in the alloy. The weakening effect increases with the increase in the alloying element content.
- (2)
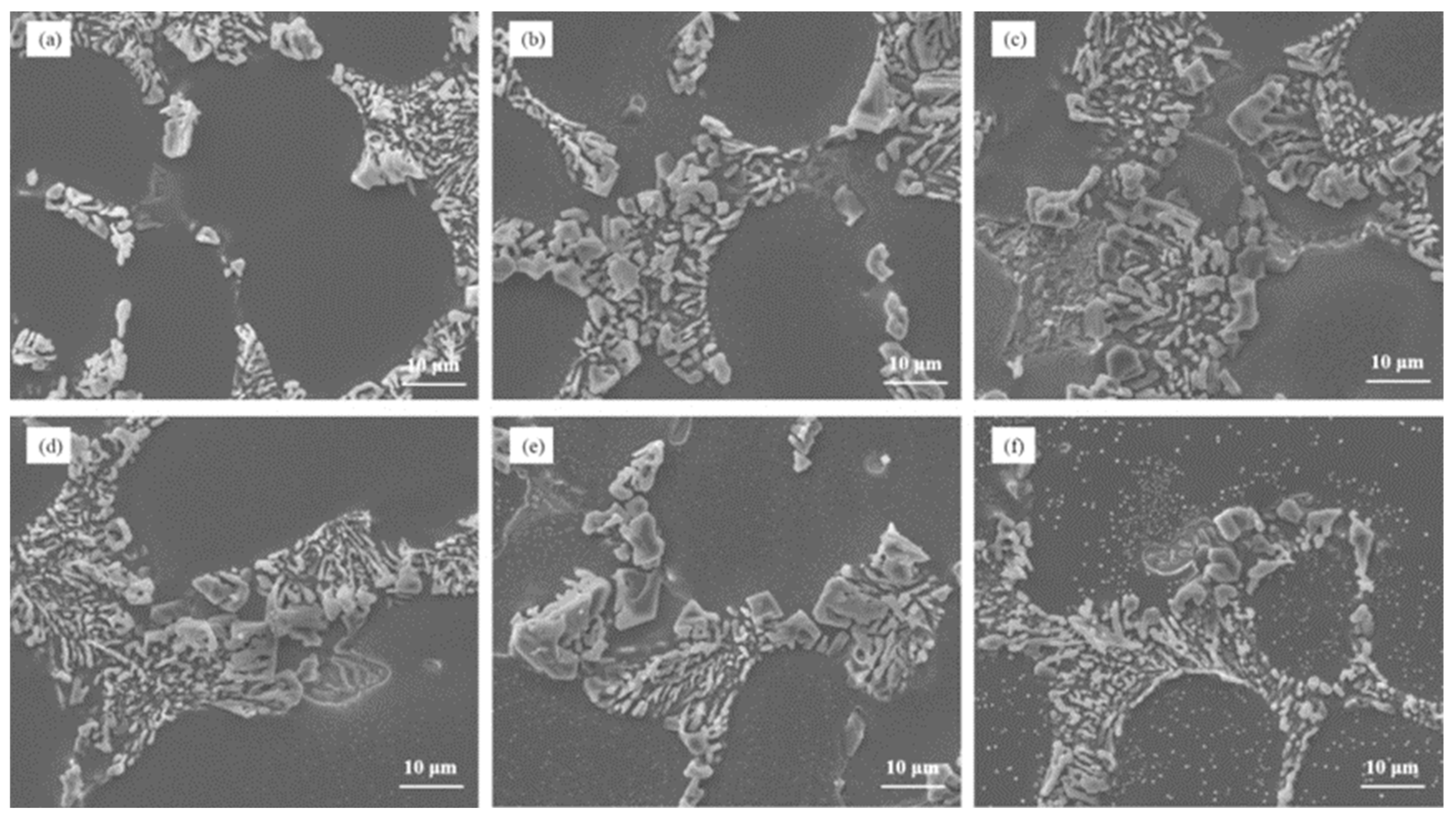
- Under the experimental conditions in this paper, increasing the content of the modification element Sr or improving the solidification cooling rate cannot eliminate the weakening effect of alloying elements Mg and Cu on the modification of eutectic silicon.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Flood, S.C.; Hunt, J.D. Modification of Al-Si eutectic alloys with Na. Met. Sci. J. 1981, 15, 287–294. [Google Scholar] [CrossRef]
- Ravi, M.; Pillai, U.T.S.; Pai, B.C.; Damodaran, A.D.; Dwarakadasa, E.S. Mechanical properties of cast Al-7Si-0.3Mg (LM 25/356) alloy. Int. J. Cast Met. Res. 1998, 11, 113–125. [Google Scholar] [CrossRef]
- Faraji, M.; Katgerman, L. Microstructural analysis of modification and grain refinement in a hypoeutectic Al–Si alloy. Cast Met. 2013, 22, 108–110. [Google Scholar] [CrossRef]
- Ganesh, M.R.S.; Reghunath, N.J.; Levin, M.; Prasad, A.; Doondi, S.; Shankar, K.V. Strontium in Al–Si–Mg Alloy: A Review. Met. Mater. Int. 2022, 28, 1–40. [Google Scholar] [CrossRef]
- Pan, Y.P.; Zhang, Z.F.; Li, B.; Xu, J. Effect of Sr Modification on Eutectic Silicon Morphology in Al-6Si-3Cu-0.3Mg Alloy. Spec. Cast. Nonferrous Alloys 2015, 35, 322–324. [Google Scholar]
- Sui, Y.D.; Wang, Q.D.; Wang, G.L.; Liu, T. Effects of Sr content on the microstructure and mechanical properties of cast Al–12Si–4Cu–2Ni–0.8Mg alloys. J. Alloys Compd. 2015, 622, 572–579. [Google Scholar] [CrossRef]
- Sigworth, G.; Campbell, J.; Jorstad, J. The Modification of Al-Si Casting Alloys: Important Practical and Theoretical Aspects. Int. J. Metal Cast. 2009, 3, 65–78. [Google Scholar] [CrossRef]
- Dong, X.G.; Zhou, J.; Jia, Y.J.; Liu, B.; Lei, Z.Z.; Wang, W.H.; Bi, H. Influence of Sr on microstructure and mechanical properties of ZL114 cast alloy. China Foundry 2011, 8, 401–406. [Google Scholar]
- Yamamoto, K.; Takahashi, M.; Kamikubo, Y.; Sugiura, Y.; Wasawa, S.I.; Nakata, T.; Kamado, S. Effect of Mg content on age-hardening response, tensile properties, and microstructures of a T5-treated thixo-cast hypoeutectic Al-Si alloy. Mater. Sci. Eng. A. Struct. Mater. Prop. Misrostruct. Process 2020, 798, 140089. [Google Scholar] [CrossRef]
- Tavitas-Medrano, F.J.; Gruzleski, J.E.; Samuel, F.H.; Valtierra, S.; Doty, H.W. Effect of Mg and Sr-modification on the mechanical properties of 319-type aluminum cast alloys subjected to artificial aging. Mater. Sci. Eng. A 2008, 480, 356–364. [Google Scholar] [CrossRef]
- Pezda, J. Optimization of Heat Treatment Parameters of AlSi7Mg Alloy. Materials 2022, 15, 1163. [Google Scholar] [CrossRef]
- Stani´c, D.; Brodarac, Z.Z.; Li, L. Influence of Copper Addition in AlSi7MgCu Alloy on Microstructure Development and Tensile Strength Improvement. Metals 2020, 10, 1623. [Google Scholar] [CrossRef]
- Rashed, H.M.M.A.; Ashrafi, E.A.; Hasan, A. Modelling Effects of Copper on Microstructure and Properties of Al-Si-Cu Alloys. Mater. Trans. 2023, 64, 177–183. [Google Scholar] [CrossRef]
- Shivaprasad, C.G.; Aithal, K.; Narendranath, S.; Vijay, D.; Mukunda, P.G. Effects of 4.5% Copper Addition and Melt Treatment on Microstructure and Wear Properties of Al-7Si Alloy. Appl. Mech. Mater. 2015, 766–767, 410–415. [Google Scholar] [CrossRef]
- Rakhmonov, J.; Timelli, G.; Fabrizi, A.; Bonollo, F. Effect of V and Zr microalloying, and heat treatment on microstructure and mechanical properties of secondary Al-7Si-3Cu-0.3Mg alloy. Int. J. Mater. Res. 2018, 109, 1099–1112. [Google Scholar] [CrossRef]
- Dons, A.L.; Heiberg, G.; Voje, J.; Maland, J.S.; Loland, J.O.; Prestmo, A. On the effect of additions of Cu and Mg on the ductility of AlSi foundry alloys cast with a cooling rate of approximately 3 K/s. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process 2005, 413–414, 561–566. [Google Scholar] [CrossRef]
- Alessandro, D.M.; Giulio, T.; Alberto, F.; Berto, F. Influence of Cu content on the microstructure and high-temperature tensile and fatigue properties of secondary AlSi7Mg0.3VZr alloys. Mater. Sci. Eng. A 2021, 816, 141310. [Google Scholar]
- Callegari, B.; Lima, T.N.; Coelho, R.S. The Influence of Alloying Elements on the Microstructure and Properties of Al-Si-Based Casting Alloys: A Review. Metals 2023, 13, 1174. [Google Scholar] [CrossRef]
- Darlapudi, A.; McDonald, S.D.; Terzi, S.; Prasad, A.; Felberbaum, M.; StJohn, D.H. The influence of ternary alloying elements on the Al–Si eutectic microstructure and the Si morphology. J. Cryst. Growth 2016, 433, 63–73. [Google Scholar] [CrossRef]
- Li, Q.L.; Li, B.Q.; Li, J.B.; Xia, J.B.; Lan, T.D.; Guo, Y.F.; Biao, T. Effects of the Addition of Mg on the Microstructure and Mechanical Properties of Hypoeutectic Al-7%Si Alloy. Int. J. Met. Cast. 2017, 11, 823–830. [Google Scholar] [CrossRef]
- Abedi, A.; Shahmiri, M.; Esgandari, B.; Nami, B. Microstructural Evolution during Partial Remelting of Al-Si Alloys Containing Different Amounts of Magnesium. J. Mater. Sci. Technol. 2013, 29, 971–978. [Google Scholar] [CrossRef]
- Fracchia, E.; Gobber, F.S.; Rosso, M. Effect of Alloying Elements on the Sr Modification of Al-Si Cast Alloys. Metals 2021, 11, 342. [Google Scholar] [CrossRef]
- Nafisi, S.; Emadi, D.; Ghomashchi, R. Impact of Mg addition on solidification behaviour of Al–7%Si alloy. Mater. Sci. Technol. 2008, 24, 718–724. [Google Scholar] [CrossRef]
- Caceres, C.H.; Davidson, C.J.; Griffiths, J.R.; Wang, Q.G. The effect of Mg on the microstructure and mechanical behavior of Al-Si-Mg casting alloys. Metall. Mater. Trans. A 1999, 30, 2611–2618. [Google Scholar] [CrossRef]
- Joenoes, A.T.; Gruzleski, J.E. Magnesium Effects on the Microstructure of Unmodified and Modified Al-Si Alloys. Cast Met. 1991, 4, 62–71. [Google Scholar] [CrossRef]
- Heusler, L.; Schneider, W. Influence of alloying elements on the thermal analysis results of Al–Si cast alloys. J. Light Met. 2002, 2, 17–26. [Google Scholar] [CrossRef]
- Zhang, W.D.; Ma, S.X.; Wei, Z.H.; Bai, P.K. The Relationship between Residual Amount of Sr and Morphology of Eutectic Si Phase in A356 Alloy. Materials 2019, 12, 3222. [Google Scholar] [CrossRef] [PubMed]
- Mohamed, A.M.A.; Samuel, A.M.; Samuel, F.H.; Doty, H.W. Influence of additives on the microstructure and tensile properties of near-eutectic Al–10.8%Si cast alloy. Mater. Des. 2009, 30, 3943–3957. [Google Scholar] [CrossRef]
- Garcia-Hinojosa, J.A.; Gonzalez, C.R.; Gonzalez, G.M.; Houbaert, Y. Structure and properties of Al–7Si–Ni and Al–7Si–Cu cast alloys nonmodified and modified with Sr. J. Mater. Process. Technol. 2003, 143–144, 306–310. [Google Scholar] [CrossRef]
- Zhang, L.L.; Ji, Z.W.; Zhao, J.Z.; He, J.; Jiang, H.X. Factors affecting eutectic Si modification in Al-Si hypoeutectic alloy with the addition of Na, Sr, Eu and Yb. Mater. Lett. 2021, 308, 131206. [Google Scholar] [CrossRef]
- Sebaie, O.E.; Samuel, A.M.; Samuel, F.H.; Doty, H.W. The effects of mischmetal, cooling rate and heat treatment on the eutectic Si particle characteristics of A319.1, A356.2 and A413.1 Al–Si casting alloys. Mater. Sci. Eng. A 2008, 480, 342–355. [Google Scholar] [CrossRef]
- Huang, C.F.; Liu, Z.G.; Li, J.G. Influence of Alloying Element Mg on Na and Sr Modifying Al-7Si Hypoeutectic Alloy. Materials 2022, 15, 1537. [Google Scholar] [CrossRef] [PubMed]
- Liu, B.; Jiang, Y.H.; Pan, L.X.; Jin, Q.L.; Zhou, R. Effect of Eutectic Silicon Morphology on Tensile Fracture Mechanism of ZL114A Alloy. Foundry Technol. 2010, 31, 612–615. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Si | Mg | Cu | Sr | Fe | Al |
|---|---|---|---|---|---|---|
| Al–7Si | 6.96684 | 0.00031 | 0.00502 | 0.00017 | 0.11412 | Balance |
| Al–7Si–0.1Mg | 7.05375 | 0.09326 | 0.00503 | 0.00019 | 0.12094 | Balance |
| Al–7Si–0.2Mg | 7.16770 | 0.18704 | 0.00479 | 0.00021 | 0.11542 | Balance |
| Al–7Si–0.3Mg | 7.11539 | 0.28327 | 0.00471 | 0.00017 | 0.11708 | Balance |
| Al–7Si–0.4Mg | 7.06226 | 0.39173 | 0.00480 | 0.00017 | 0.11323 | Balance |
| Al–7Si–0.5Mg | 6.93288 | 0.48215 | 0.00467 | 0.00019 | 0.10482 | Balance |
| Al–7Si–0.5Cu | 6.91991 | 0.00165 | 0.51514 | 0.00020 | 0.12099 | Balance |
| Al–7Si–1Cu | 6.94239 | 0.00240 | 1.08733 | 0.00021 | 0.11367 | Balance |
| Al–7Si–2Cu | 7.03344 | 0.00170 | 2.06231 | 0.00024 | 0.10398 | Balance |
| Al–7Si–3Cu | 6.95523 | 0.00185 | 3.11467 | 0.00020 | 0.09012 | Balance |
| Al–7Si–4Cu | 7.08921 | 0.00209 | 4.02143 | 0.00022 | 0.10520 | Balance |
| Al–7Si–5Cu | 7.05884 | 0.00180 | 5.05415 | 0.00023 | 0.11374 | Balance |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, L.; Du, X.; Zhuang, Q.; Huang, C.; Li, J. Effect of Alloying Elements Mg and Cu on the Modification of Eutectic Silicon in Hypoeutectic Al–Si Alloys. Metals 2023, 13, 1995. https://doi.org/10.3390/met13121995
Huang L, Du X, Zhuang Q, Huang C, Li J. Effect of Alloying Elements Mg and Cu on the Modification of Eutectic Silicon in Hypoeutectic Al–Si Alloys. Metals. 2023; 13(12):1995. https://doi.org/10.3390/met13121995
Chicago/Turabian StyleHuang, Li, Xuchu Du, Qianyu Zhuang, Chunfa Huang, and Jianguo Li. 2023. "Effect of Alloying Elements Mg and Cu on the Modification of Eutectic Silicon in Hypoeutectic Al–Si Alloys" Metals 13, no. 12: 1995. https://doi.org/10.3390/met13121995
APA StyleHuang, L., Du, X., Zhuang, Q., Huang, C., & Li, J. (2023). Effect of Alloying Elements Mg and Cu on the Modification of Eutectic Silicon in Hypoeutectic Al–Si Alloys. Metals, 13(12), 1995. https://doi.org/10.3390/met13121995