
Nosing Process of 2A12 Aluminum Alloy Spacing Shims for Non-disengagement Fastening Devices for Spacecrafts


Abstract
:1. Introduction
2. Finite Element Analysis of Spacing Shim Nosing
2.1. Establishment of the Finite Element Model
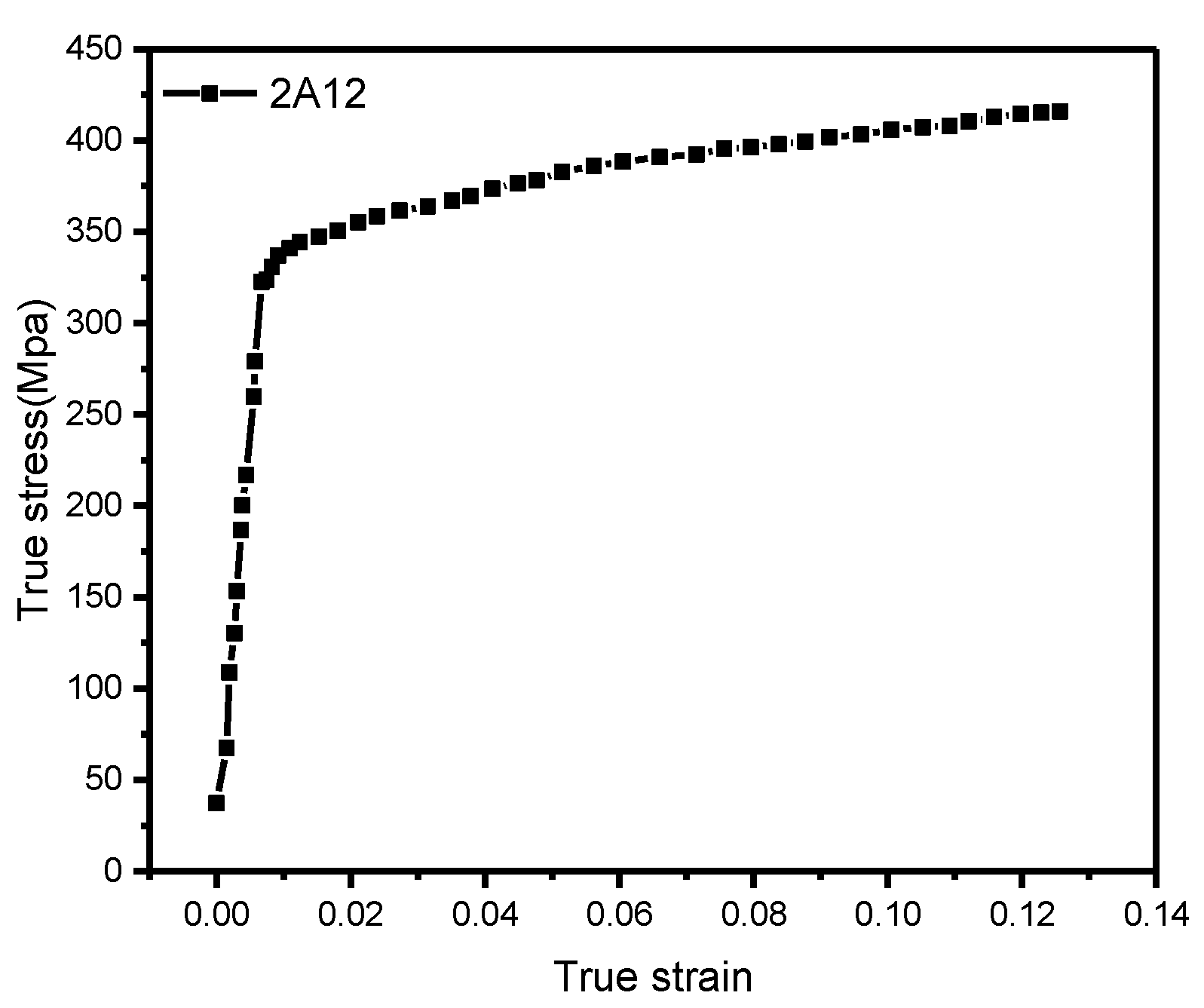
2.2. Material Properties
2.3. Gridding
2.4. Defining Contacts and Boundary Conditions
2.5. Requirements and Process Parameters for Stamping
3. Simulation Result Analysis
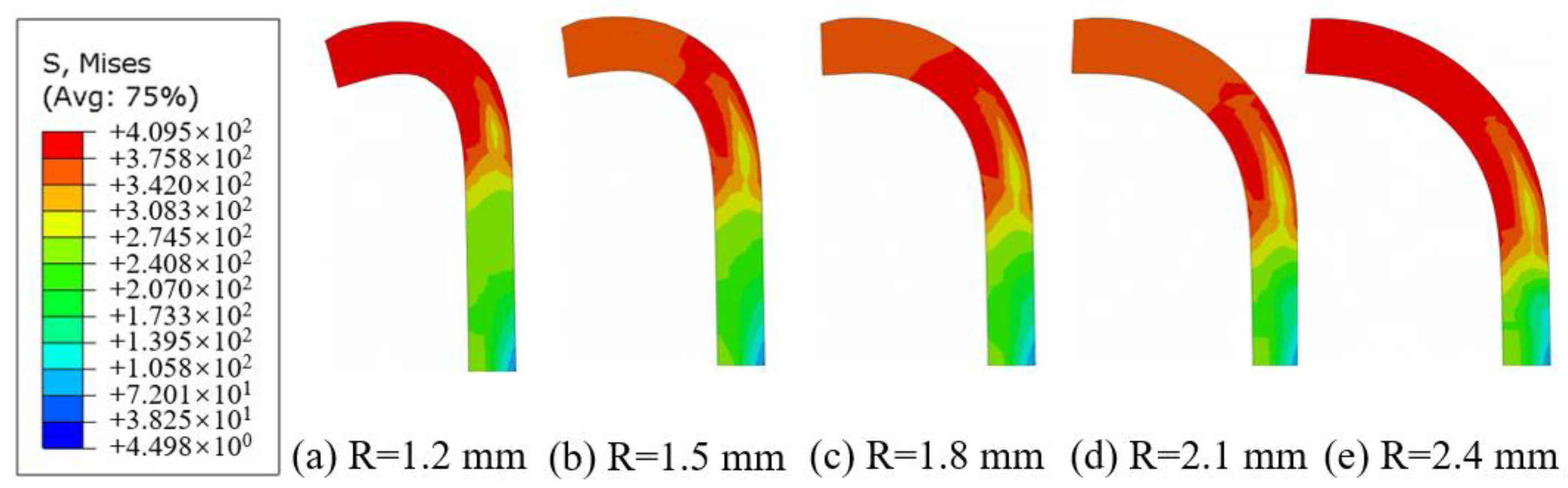
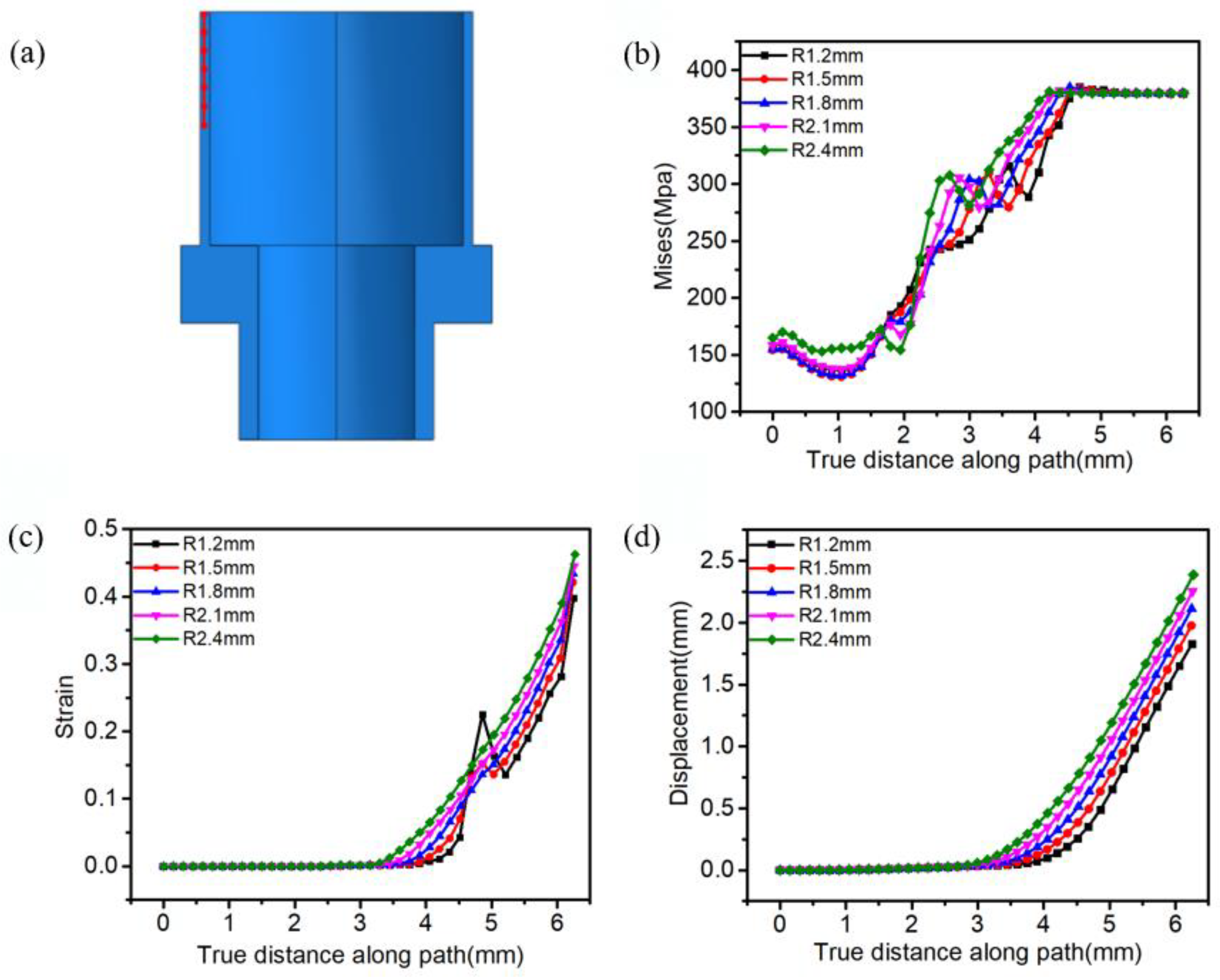
3.1. Effect of Nosing Die’s Fillet Radius on the Forming Performance
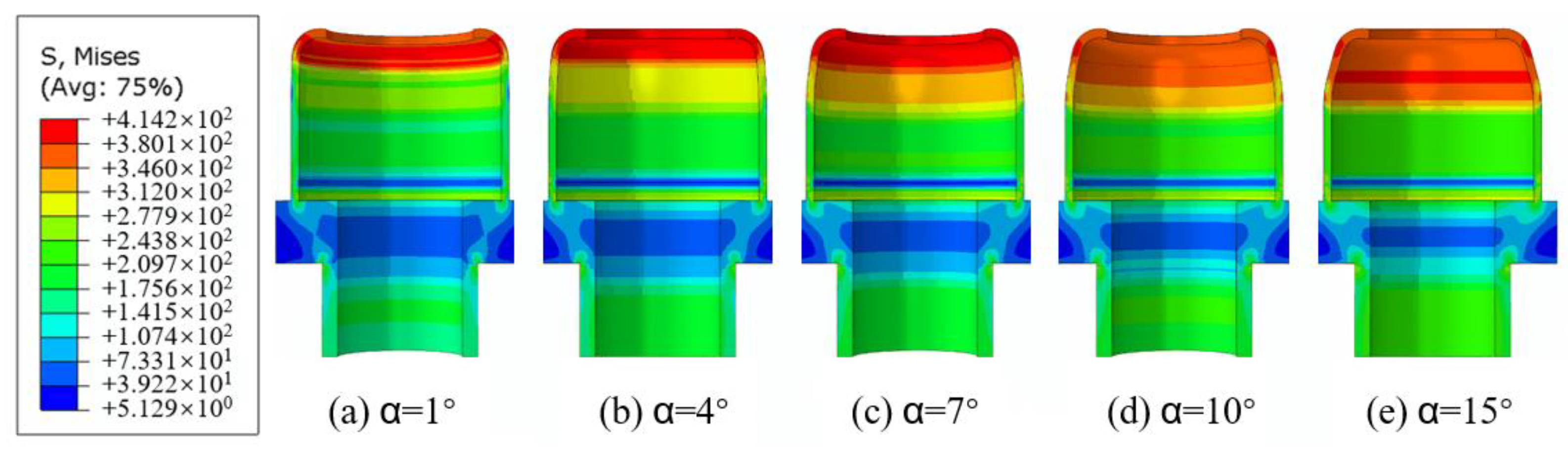
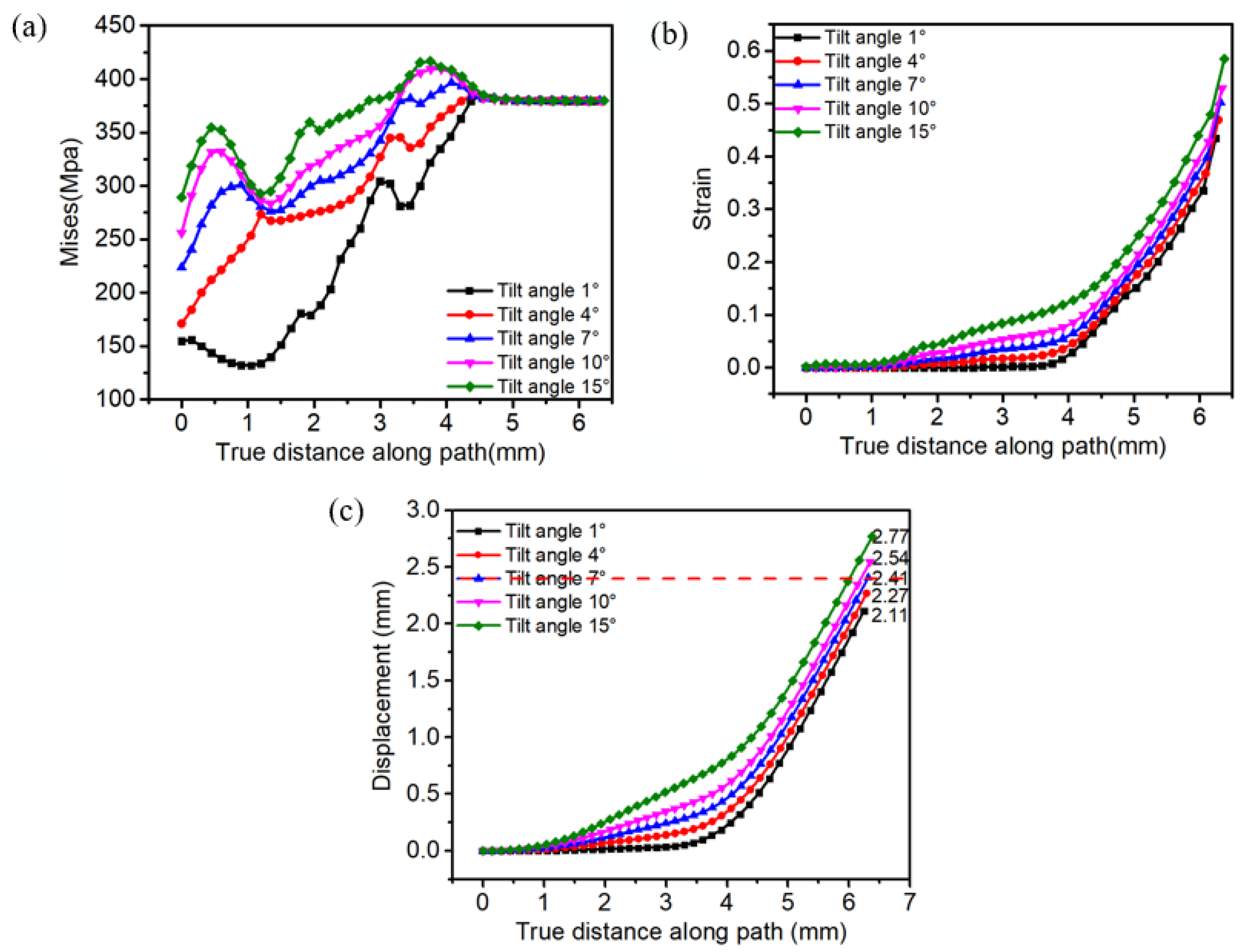
3.2. Effect of Nosing Die’s Inclined Angle (α) on the Forming Performance
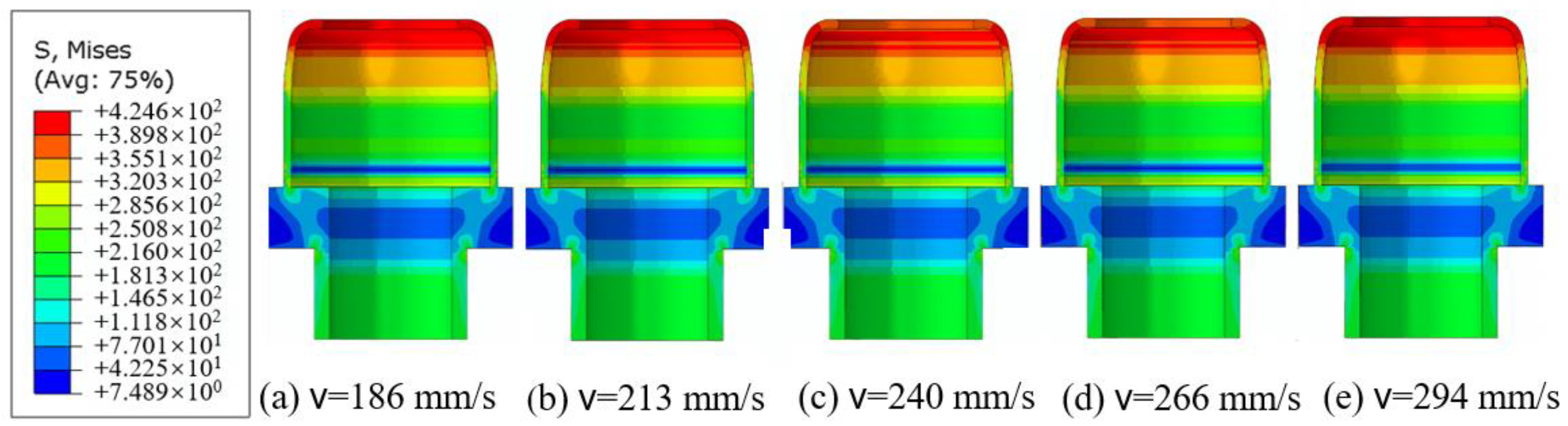
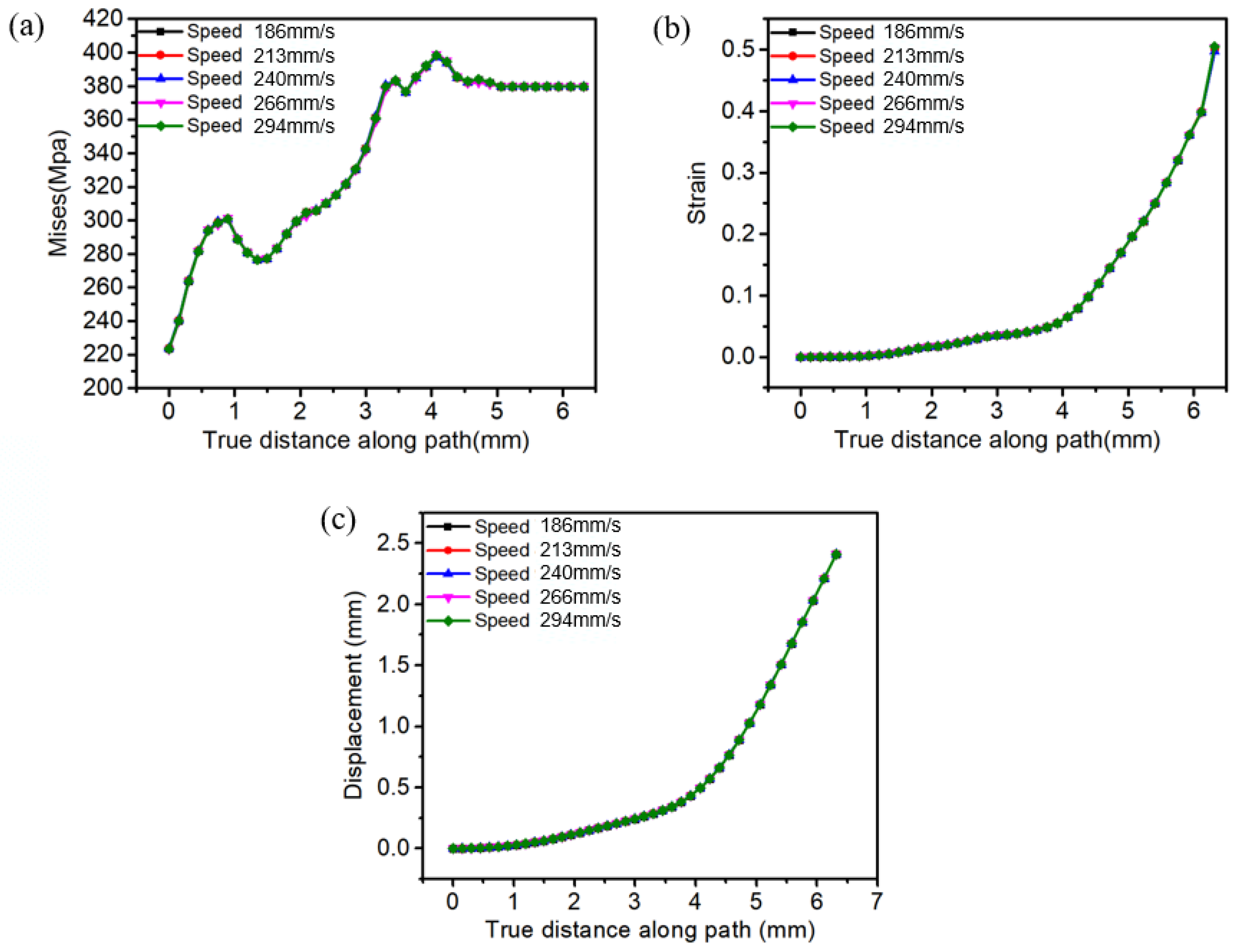
3.3. Effect of the Stamping Velocity on Forming
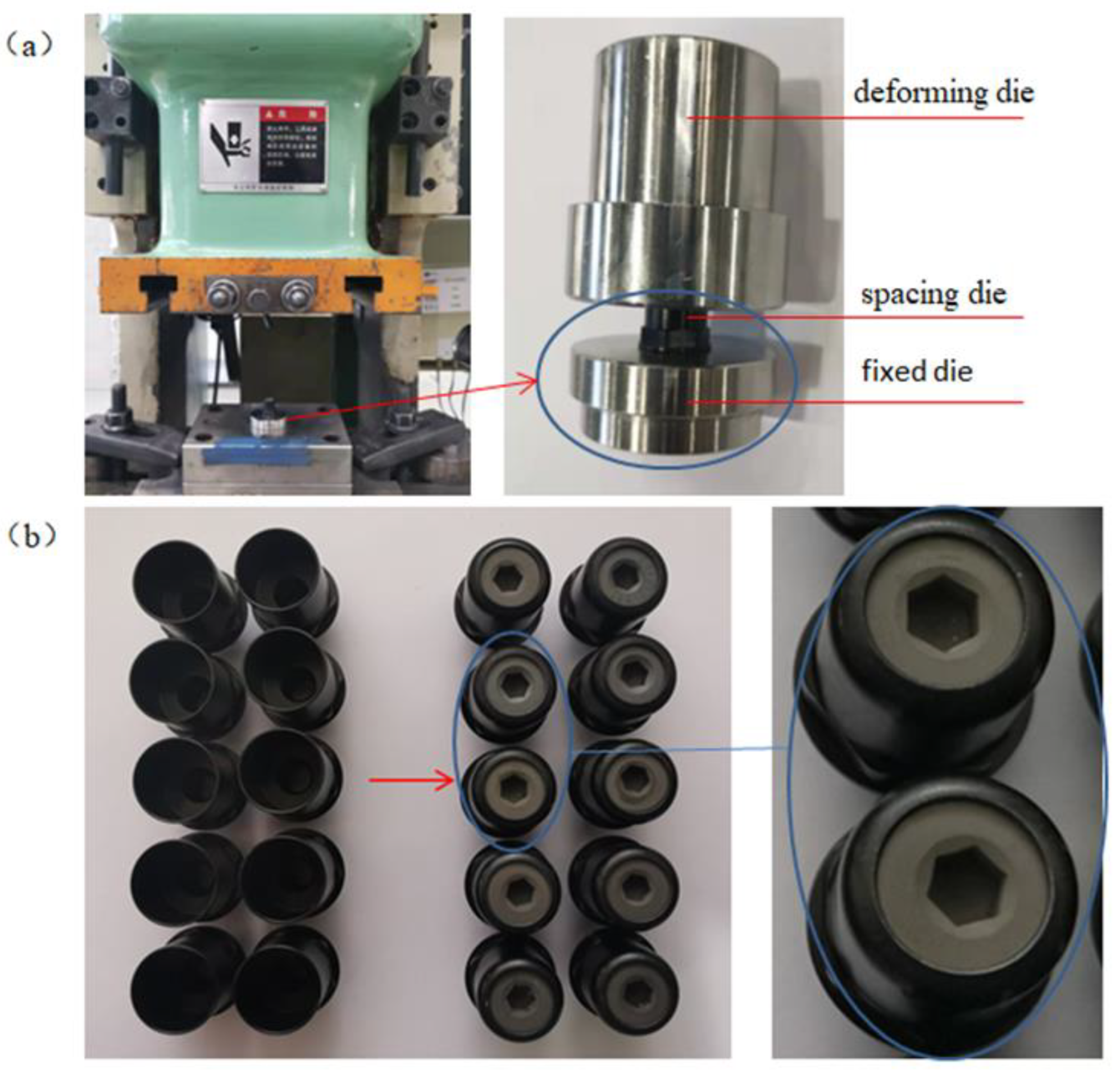
4. Validation of the Nosing Process for the Spacing Shim
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Deng, Y.; Zhang, X. Development of aluminium and aluminium alloys. Chin. J. Nonferrous Met. 2019, 29, 2115–2141. [Google Scholar]
- Barnes, A.J.; Raman, H.; Lowerson, A.; Edwards, D. Recent Application of Super-formed 5083 Aluminum Alloy in the Aerospace Industry. Mater. Sci. Forum 2013, 735, 361–371. [Google Scholar] [CrossRef]
- Li, B.; Dong, Y.; Wang, H.; Zhou, Y.X.; Gao, C. Research Progress on Corrosion Fatigue of Aerospace Aluminum Alloy. Surf. Technol. 2021, 50, 106–118. [Google Scholar]
- Wang, X.; Niu, G.; Wang, Z. Performance and machining process characteristics of a disengagement-free clamping device. In Proceedings of the 2015 Academic Annual Conference of Shandong Institute of Aeronautics and Astronautics, Qingdao, China, 23–25 May 2015; Beihang University Press: Beijing, China, 2015; pp. 109–112. [Google Scholar]
- Peng, L.; Guo, D.; Wei, Y.; Xu, C.; Duan, B.; Lin, G. Finite element simulation of formation of 2A12 aluminum alloy forgings. Min. Matal. Eng. 2017, 37, 99–104. [Google Scholar]
- Li, Q. Effect factors during aluminium alloy cylinder hot nosing up. Light Alloy Fabri. Technol. 2002, 30, 49–50. [Google Scholar]
- Guo, Y.; Xu, H.; Xue, X.; Wang, D.; Zheng, Y.; Wang, Y.; Huang, T.; Zhao, X.; Liang, C. Power spinning process for thin-walled shell parts of 2 A12 aluminum alloy. Forg. Stamp. Technol. 2021, 46, 143–150. [Google Scholar]
- Jiang, R. Research on Bearing Press Fit and Necking Process Based on Finite Element Simulation; Nanjing University of Aeronautics and Astronautics: Nanjing, China, 2015. [Google Scholar]
- Zhang, H.; Bo, H. Simulation of thermal stamping formation process for carbon fiber composite sheets based on ABAQUS. China Synth. Fiber Ind. 2019, 42, 16. [Google Scholar]
- Zhu, Y.; Zhu, P. Numerical analysis of stamping forming based on ABAQUS. J. Kaifeng Univ. 2015, 29, 83–88. [Google Scholar]
- Wang, Y.; Mao, X.; Qi, Y.; Liu, W.; Sun, H. Stamping forming and finite element simulation of titanium and titanium alloy sheets. Titan. Ind. Prog. 2017, 34, 1–5. [Google Scholar]
- Xing, J. Research on Numerical Simulation and Variable Blank Holder Force Technology of Aluminum Alloy Sheet Stamping; Changchun University of Technology: Changchun, China, 2021. [Google Scholar]
- Ju, M.; Men, X.; Chen, Q.; Xu, X.; Wang, G. Finite element simulation of aluminum alloy internal pressure bending forming with small bending radius based on ABAQUS. Hot work. Technol. 2015, 44, 109–112. [Google Scholar]
- Wang, H. Simulation and Optimization of Stamping Process for Automobile Oil Seal Frameworks; Anhui Engineering University: Wuhu, China, 2015. [Google Scholar]
- Wen, Y. Research and Numerical Simulation of Metal Plastic Forming Based on Ductile Damage Mechanics; Beijing University of Science and Technology: Beijing, China, 2020. [Google Scholar]
- Xie, H. Research on Stamping Process Analysis Theory and Key Technology Based on CAE; Hunan University: Changsha, China, 2003. [Google Scholar]
- Wang, L. Analysis of Material Deformation and Wrinkling Failure in Conventional Metal Spinning Process; Durham University: Durham, UK, 2012. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Properties | Value |
|---|---|
| Density/(g·cm−3) | 2.78 |
| Young’s modulus (MPa) | 69,000 |
| Poisson’s ratio | 0.31 |
| Yield strength (MPa) | 325 |
| Cell Size (mm) | Cell Quantity (n) | Equivalent Stress (MPa) |
|---|---|---|
| 0.25 | 448 | 275 |
| 0.23 | 497 | 330 |
| 0.21 | 620 | 358 |
| 0.19 | 790 | 381 |
| 0.17 | 999 | 398 |
| 0.15 | 1249 | 412 |
| 0.13 | 1697 | 415 |
| Fillet Radius Inclined Angle Stamping v | Simulated (mm) | Measured (mm) |
|---|---|---|
| R = 1.2 mm, α = 1°, v = 186 mm/s | 1.83 | 1.83 |
| R = 1.5 mm, α = 1°, v = 186 mm/s | 1.99 | 1.98 |
| R = 1.8 mm, α = 1°, v = 186 mm/s | 2.12 | 2.11 |
| R = 2.1 mm, α = 1°, v = 186 mm/s | 2.23 | 2.25 |
| R = 2.4 mm, α = 1°, v = 186 mm/s | 2.37 | 2.39 |
| R = 1.8 mm, α = 1°, v = 186 mm/s | 2.10 | 2.11 |
| R = 1.8 mm, α = 4°, v = 186 mm/s | 2.25 | 2.27 |
| R = 1.8 mm, α = 7°, v = 186 mm/s | 2.40 | 2.41 |
| R = 1.8 mm, α = 10°, v = 186 mm/s | 2.53 | 2.54 |
| R = 1.8 mm, α = 15°, v = 186 mm/s | 2.75 | 2.77 |
| R = 1.8 mm, α = 7°, v = 186 mm/s | 2.40 | 2.41 |
| R = 1.8 mm, α = 7°, v = 213 mm/s | 2.40 | 2.41 |
| R = 1.8 mm, α = 7°, v = 240 mm/s | 2.40 | 2.41 |
| R = 1.8 mm, α = 7°, v = 266 mm/s | 2.40 | 2.41 |
| R = 1.8 mm, α = 7°, v = 294 mm/s | 2.40 | 2.41 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Cui, Y.; Yuan, T. Nosing Process of 2A12 Aluminum Alloy Spacing Shims for Non-disengagement Fastening Devices for Spacecrafts. Metals 2022, 12, 1348. https://doi.org/10.3390/met12081348
Wang X, Cui Y, Yuan T. Nosing Process of 2A12 Aluminum Alloy Spacing Shims for Non-disengagement Fastening Devices for Spacecrafts. Metals. 2022; 12(8):1348. https://doi.org/10.3390/met12081348
Chicago/Turabian StyleWang, Xiaoliang, Yunxian Cui, and Tiebing Yuan. 2022. "Nosing Process of 2A12 Aluminum Alloy Spacing Shims for Non-disengagement Fastening Devices for Spacecrafts" Metals 12, no. 8: 1348. https://doi.org/10.3390/met12081348
APA StyleWang, X., Cui, Y., & Yuan, T. (2022). Nosing Process of 2A12 Aluminum Alloy Spacing Shims for Non-disengagement Fastening Devices for Spacecrafts. Metals, 12(8), 1348. https://doi.org/10.3390/met12081348