
Effects of Pulsed Magnetic Field Melt Treatment on Grain Refinement of Al-Si-Mg-Cu-Ni Alloy Direct-Chill Casting Billet

Abstract
:1. Introduction
2. Experiment and Numerical Procedure
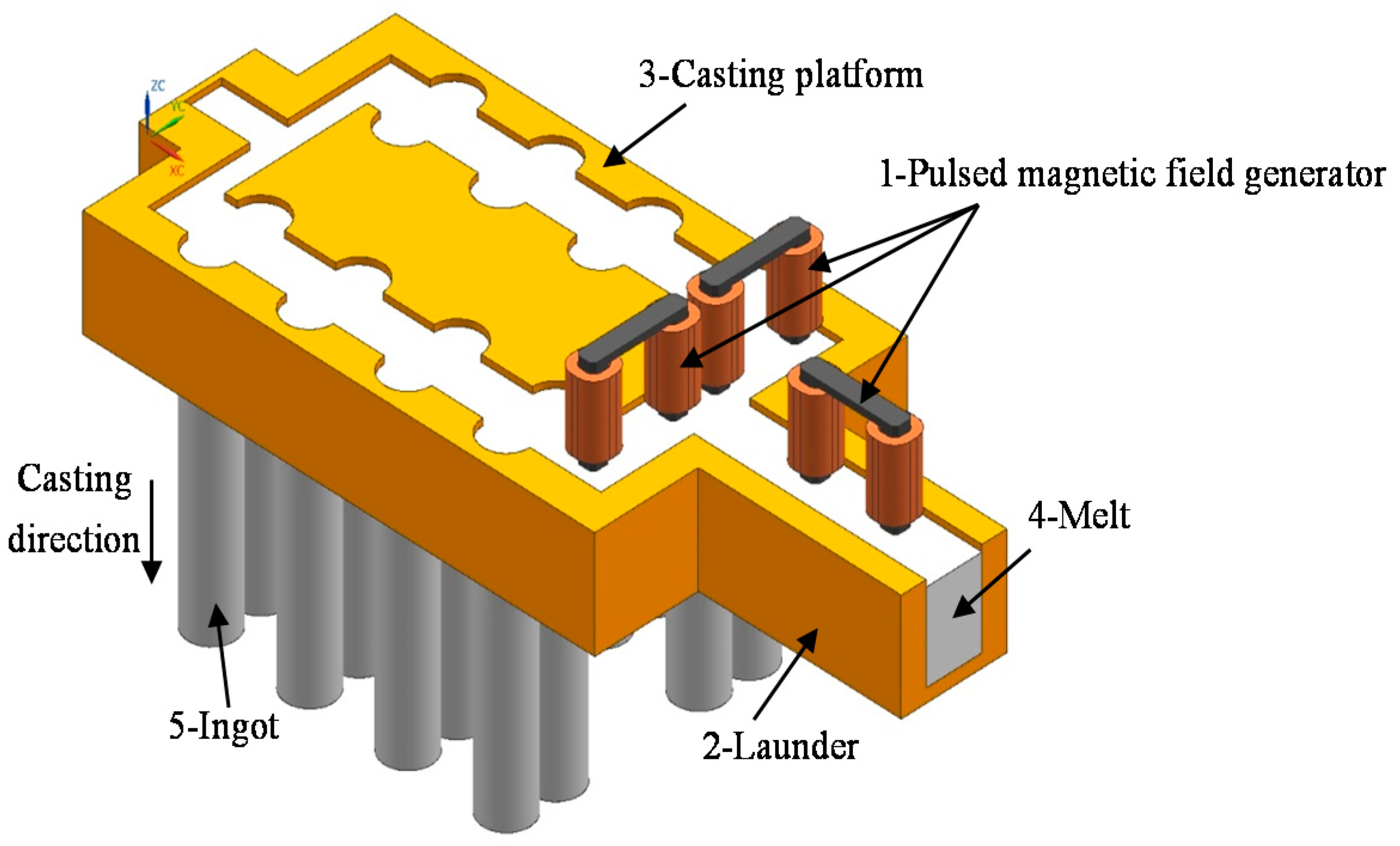
2.1. Pulsed Magnetic Field Melt Treatment Process
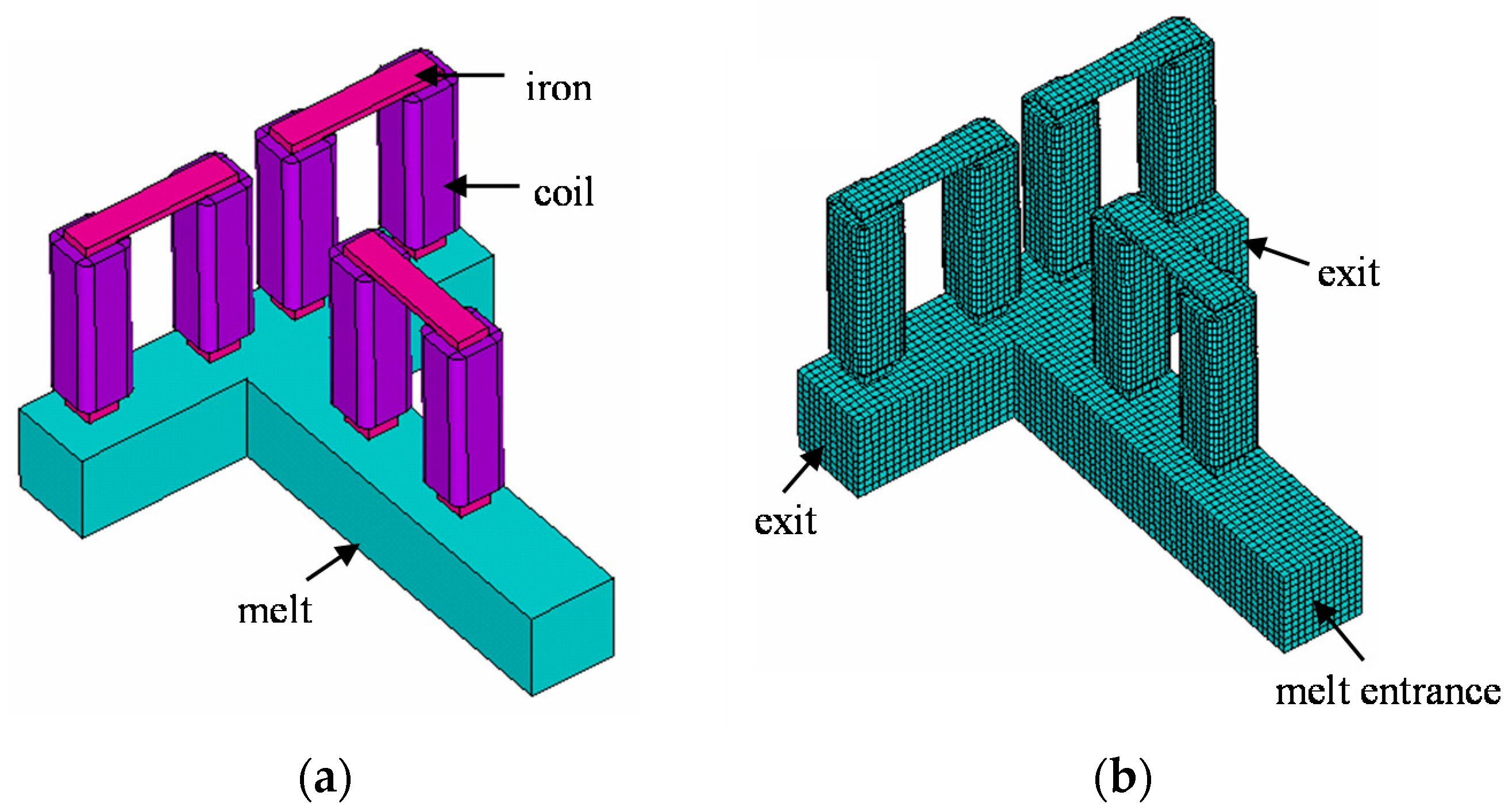
2.2. Numerical Procedure
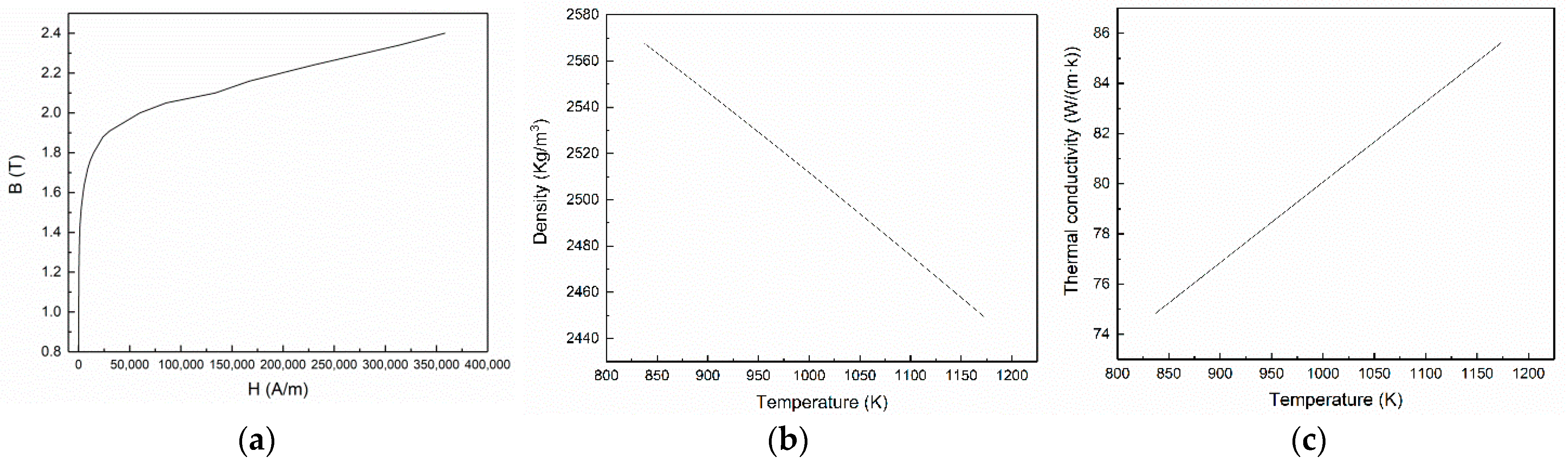
2.2.1. Material Properties
2.2.2. Governing Equations
2.2.3. Model Verification
3. Results
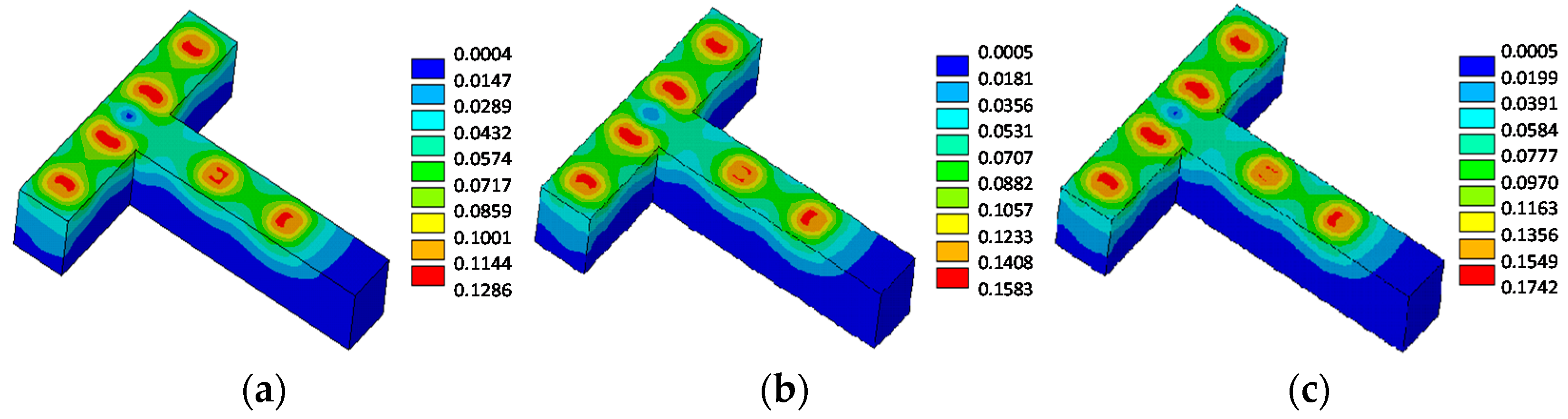
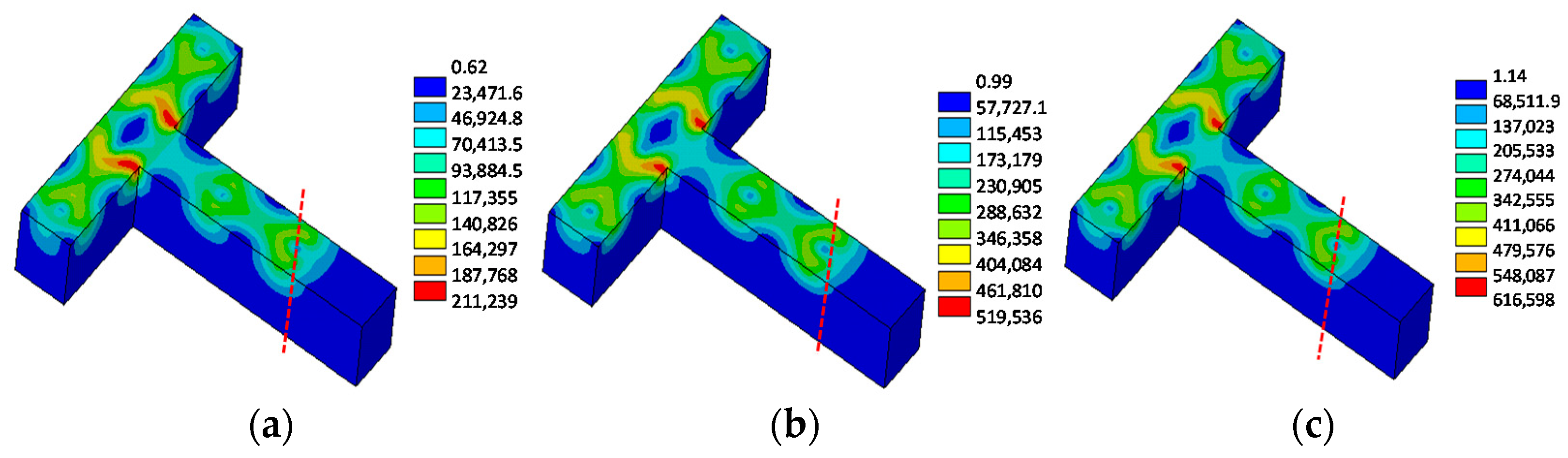
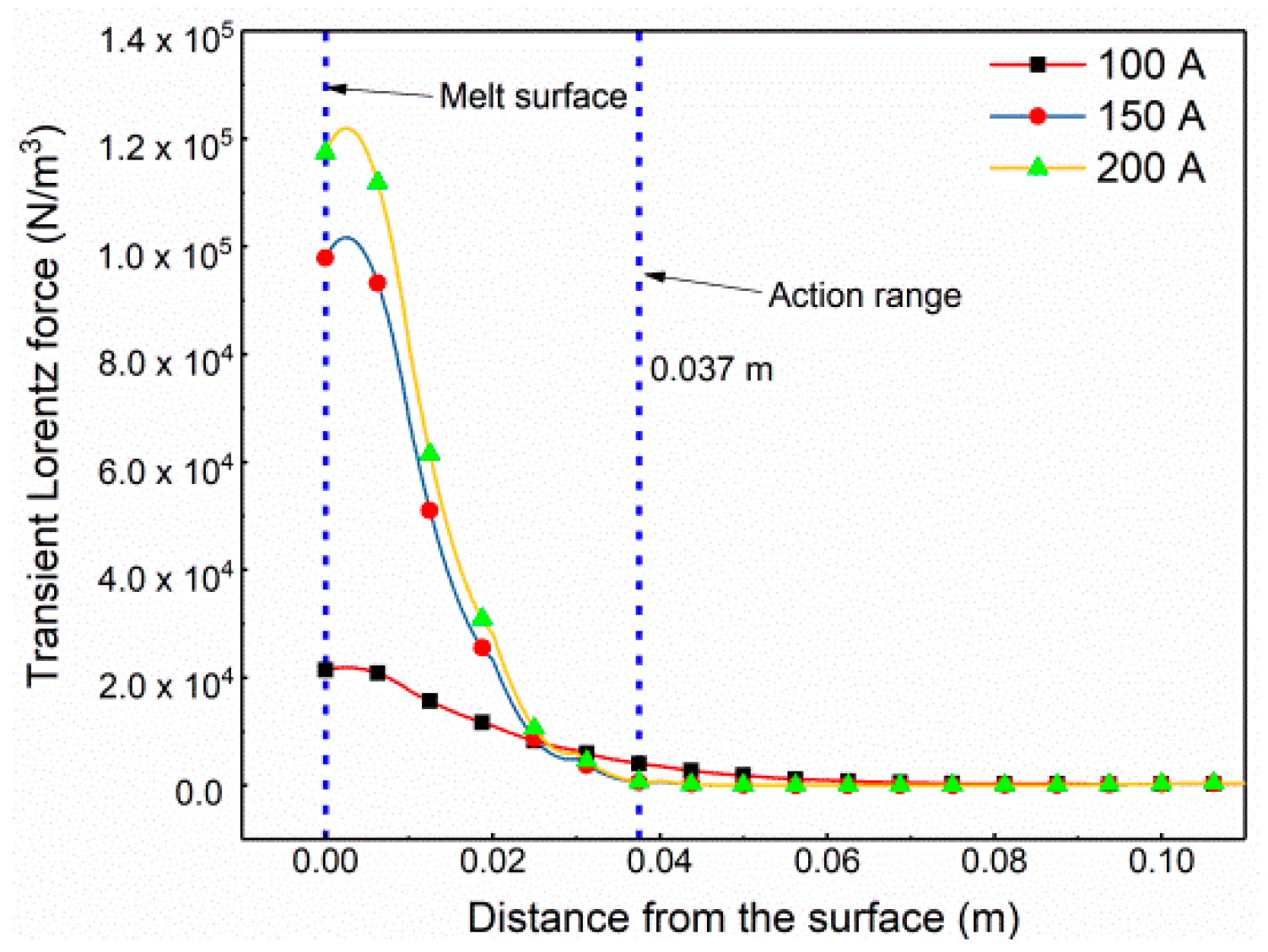
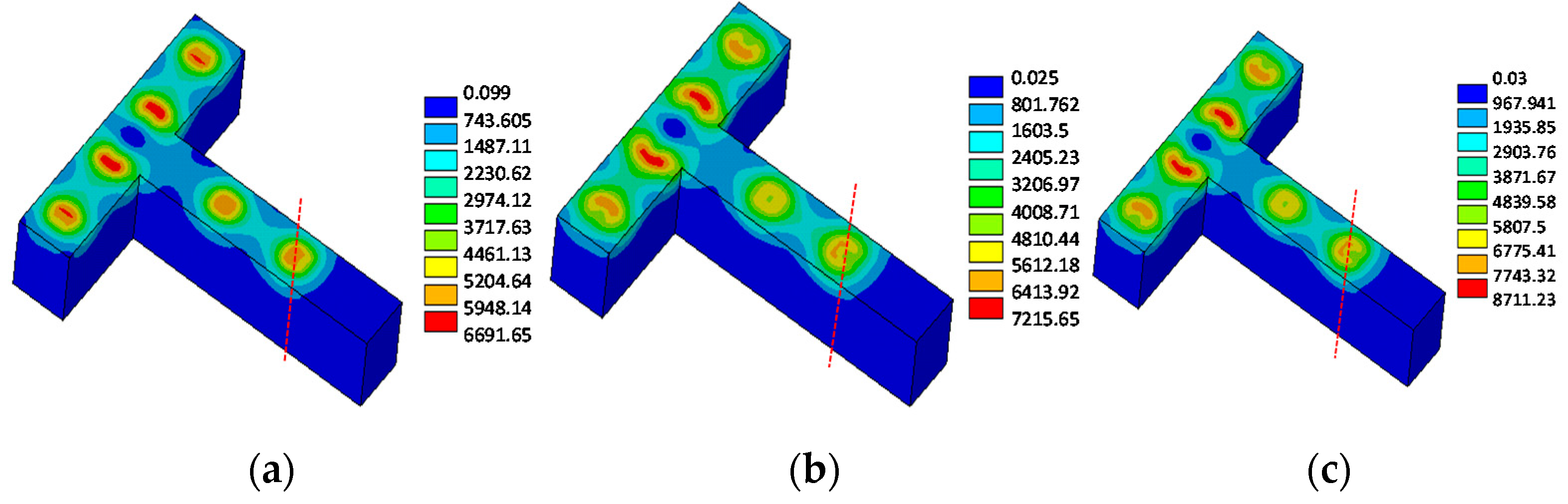
3.1. Distribution of the Magnetic Field in the Melt
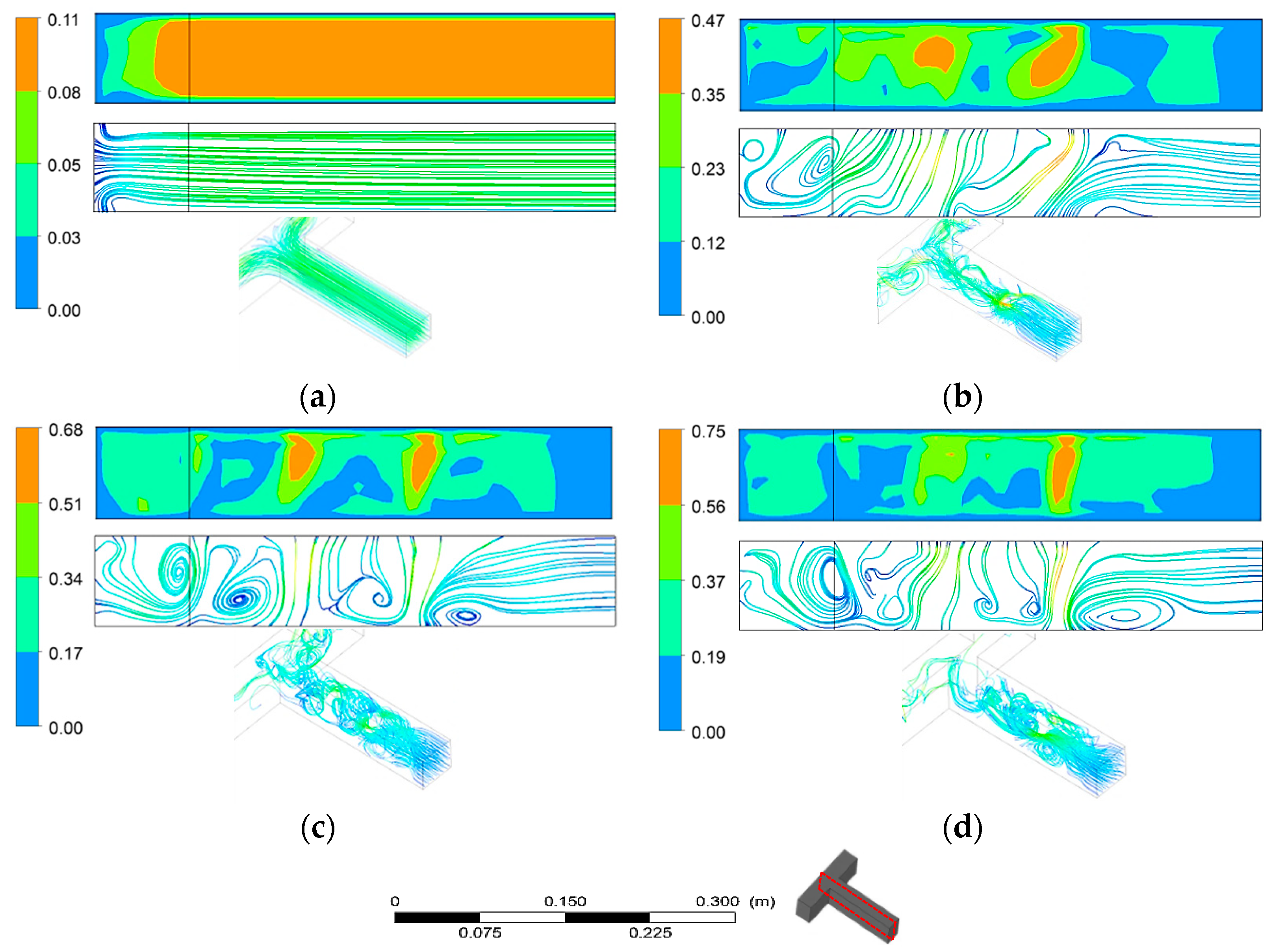
3.2. Distribution of the Flow Field in the Melt
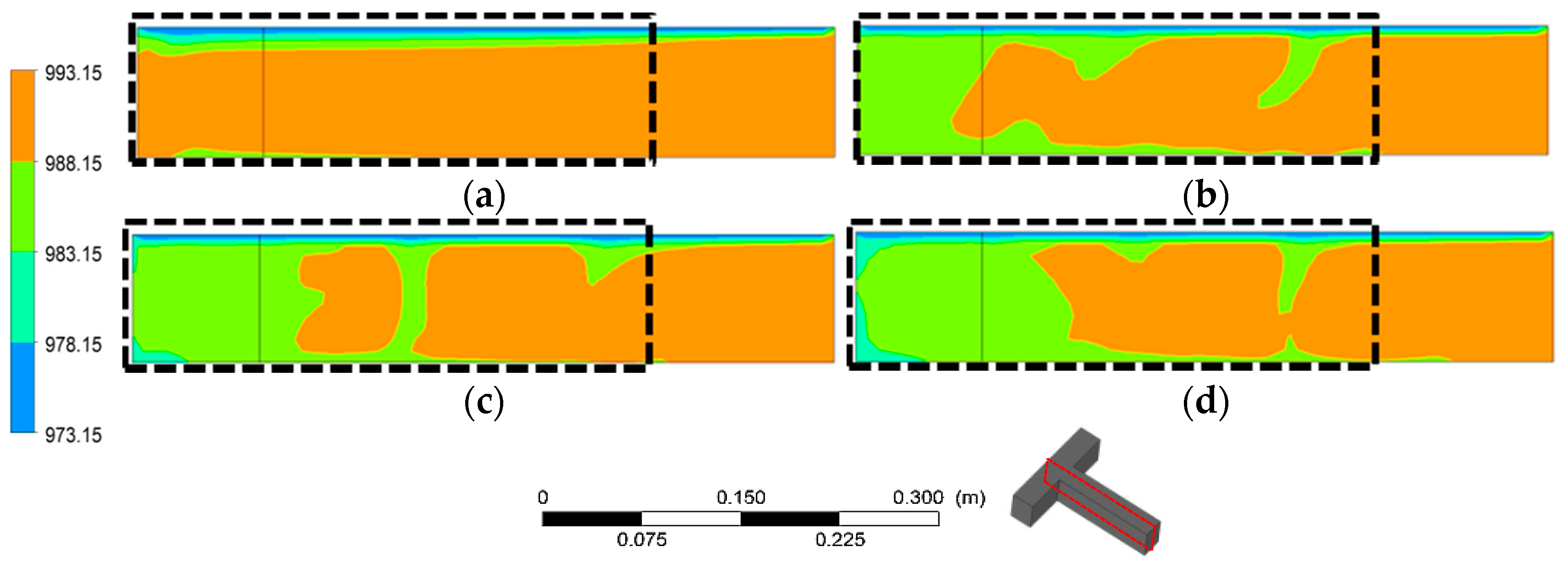
3.3. Distribution of the Temperature Field in the Melt
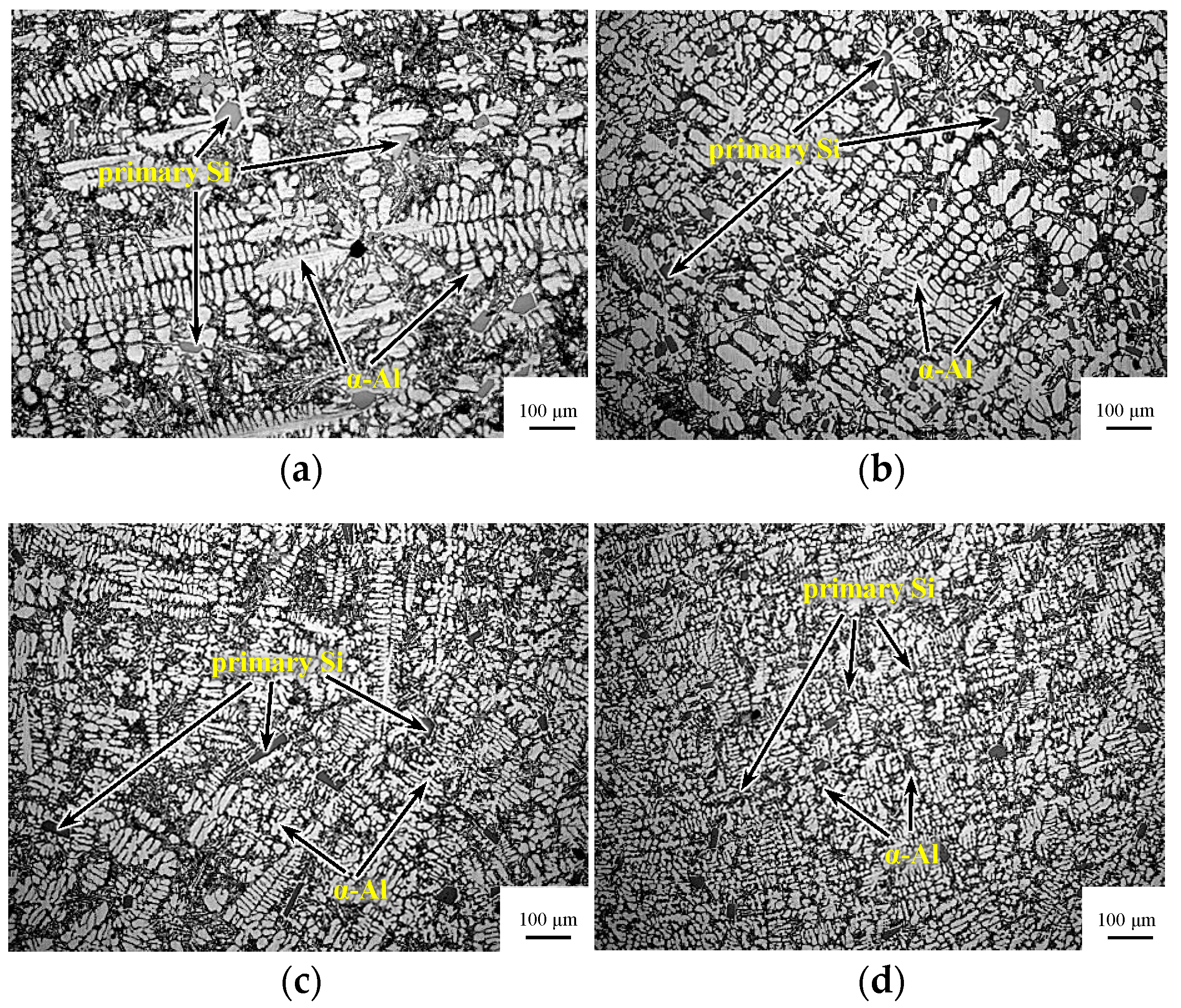
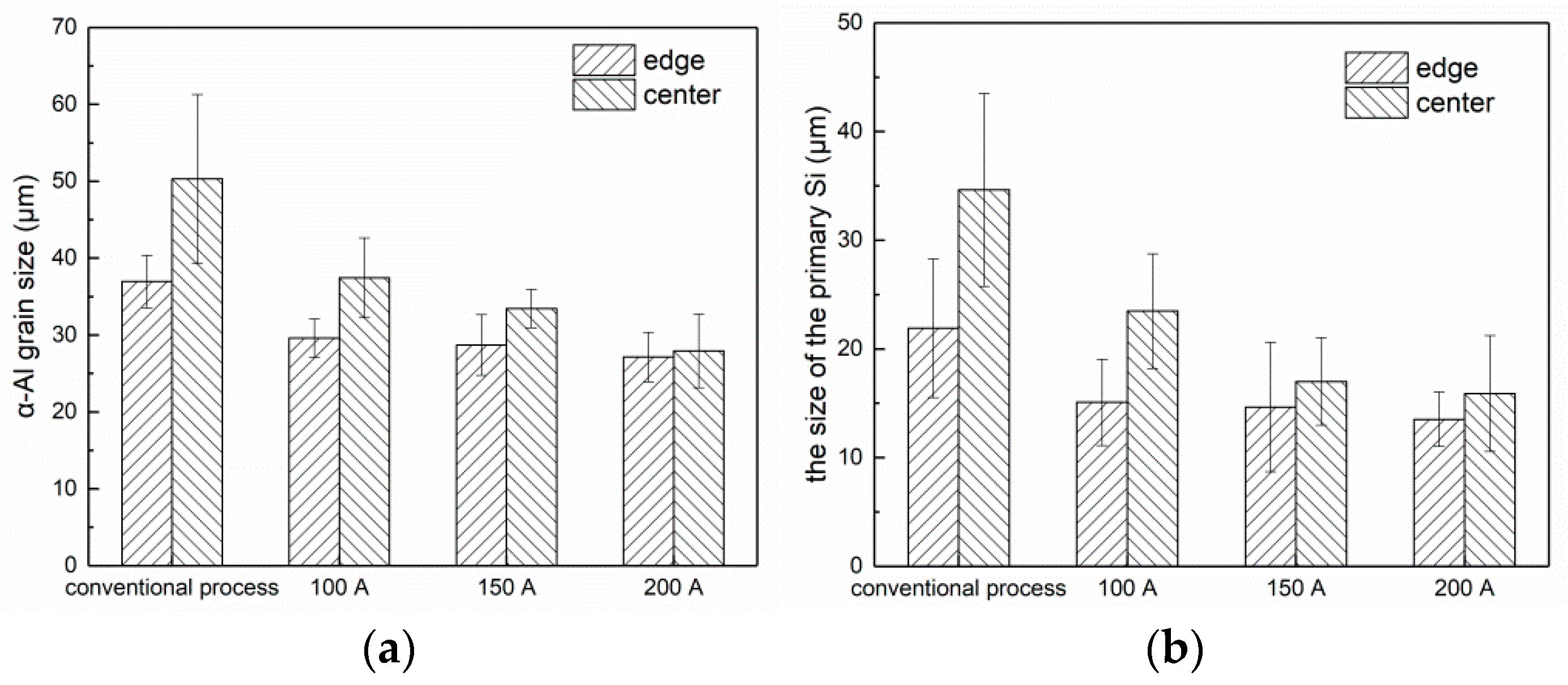
3.4. Solidification Structure
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pratheesh, K.; Kanjirathinkal, A.; Joseph, M.A.; Ravi, M. Study on the Effects of Squeeze Pressure on Mechanical Properties and Wear Characteristics of near-Eutectic Al–Si–Cu–Mg–Ni Piston Alloy with Variable Cu Content. Inter. Metalcast. 2017, 11, 831–842. [Google Scholar] [CrossRef]
- Wang, M.; Pang, J.C.; Zhang, M.X.; Liu, H.Q.; Li, S.X.; Zhang, Z.F. Thermo-mechanical fatigue behavior and life prediction of the Al-Si piston alloy. Mater. Sci. Eng. A 2018, 715, 62–72. [Google Scholar] [CrossRef]
- Chankitmunkong, S.; Eskin, D.G.; Limmaneevichitr, C. Structure modification upon ultrasonic processing of an AA4032 piston alloy: Comparison of permanent mold and direct-chill casting. Metall Mater. Trans. A 2020, 51, 818–829. [Google Scholar] [CrossRef] [Green Version]
- Subroto, T.; Eskin, D.G.; Beckwith, C.; Skalicky, I.; Roberts, D.; Tzanakis, I.; Pericleous, K. Structure Refinement Upon Ultrasonic Melt Treatment in a DC Casting Launder. JOM 2020, 72, 4071–4081. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, R.Q.; Chen, P.H.; Yang, Y.L.; Li, X.Q.; Jiang, R.P. Tuning the microstructure morphology and genetic mechanical properties of 2219 Al alloy with ultrasonic treatment. J. Alloys Compd. 2020, 846, 156251. [Google Scholar] [CrossRef]
- Gupta, M.K.; Singla, A.K.; Ji, Q.H.; Liu, Z.Q.; Cai, W.T.; Mia, M.; Khanna, N.; Krolczyk, G.M. Impact of layer rotation on micro-structure, grain size, surface integrity and mechanical behaviour of SLM Al-Si-10Mg alloy. J. Mater. Res. Technol. 2020, 9, 9506–9522. [Google Scholar] [CrossRef]
- Zuo, Y.B.; Cui, J.Z.; Zhao, Z.H.; Zhang, H.T.; Qin, K. Effect of low frequency electromagnetic field on casting crack during DC casting superhigh strength aluminum alloy ingots. Mater. Sci. Eng. A 2005, 406, 286–292. [Google Scholar] [CrossRef]
- Machado, P.A.B.; Quaresma, J.M.D.V.; Garcia, A.; Santos, C.A.D. Investigation on machinability in turning of as-cast and T6 heat-treated Al-(3, 7, 12%)Si-0.6%Mg alloys. J. Manuf. Process. 2022, 75, 514–526. [Google Scholar] [CrossRef]
- Wang, F.Y.; Wang, X.J.; Cui, J.Z. Micro-structure and mechanical properties of 2A97 Al-Li alloy cast by low-frequency electromagnetic casting. Metals 2019, 9, 822. [Google Scholar] [CrossRef] [Green Version]
- Wang, F.Y.; Wang, N.; Yu, F.; Wang, X.J.; Cui, J.Z. Study on micro-structure, solid solubility and tensile properties of 5A90 Al–Li alloy cast by low-frequency electromagnetic casting processing. J. Alloy Compd. 2020, 820, 153318. [Google Scholar] [CrossRef]
- Li, Y.; Hu, B.; Liu, B.; Nie, A.; Gu, Q.F.; Wang, J.F.; Li, Q. Insight into Si poisoning on grain refinement of Al-Si/Al-5Ti-B system. Acta Mater. 2020, 187, 51–65. [Google Scholar] [CrossRef]
- Joseph, O.O.; Afolalu, A.S.; Abioye, A.A.; Agbo, S.E.; Olatunde, S.F.; Omotehinwa, O.S. Effect of TiC addition on the mechanical properties and microstructure of Al-Si alloy. Mater. Today Proc. 2021, 38, 784–788. [Google Scholar] [CrossRef]
- Zhao, C.X.; Li, Y.; Xu, J.; Luo, Q.; Jiang, Y.; Xiao, Q.L.; Li, Q. Enhanced grain refinement of Al-Si alloys by novel Al-V-B refiners. J. Mater. Sci. Technol. 2021, 94, 104–112. [Google Scholar] [CrossRef]
- Ding, J.H.; Lu, C.; Sun, Y.J.; Cui, C.X.; Zhao, E. Refining and modification effects of (Al, Zr, Si)–Al4Sr on Al–7Si–0.5 Mg alloy. J. Mater. Res. Technol. 2021, 15, 1604–1612. [Google Scholar] [CrossRef]
- Subroto, T.; Lebon, G.S.B.; Eskin, D.G.; Skalicky, I.; Roberts, D.; Tzanakis, I.; Pericleous, K. Numerical modelling and experimental validation of the effect of ultrasonic melt treatment in a direct-chill cast AA6008 alloy billet. J. Mater. Res. Technol. 2021, 12, 1582–1596. [Google Scholar] [CrossRef]
- Peng, H.; Li, R.Q.; Li, X.Q.; Ding, S.; Chang, M.J.; Liao, L.Q.; Zhang, Y.; Chen, P.H. Effect of Multi-Source Ultrasonic on Segregation of Cu Elements in Large Al–Cu Alloy Cast Ingot. Materials 2019, 12, 2828. [Google Scholar] [CrossRef] [Green Version]
- Qi, M.F.; Xu, Y.Z.; Li, J.Y.; Kang, Y.L.; Wulabieke, Z. Microstructure refinement and corrosion resistance improvement mechanisms of a novel Al-Si-Fe-Mg-Cu-Zn alloy prepared by ultrasonic vibration-assisted rheological die-casting process. Corros. Sci. 2021, 180, 109180. [Google Scholar] [CrossRef]
- Li, L.; Zhu, Q.F.; Zuo, Y.B.; Cui, J.Z. Study on the transitional structures of 7075 aluminum alloy ingot after switching off a low-frequency electromagnetic field in the horizontal direct chill casting. J. Cryst. Growth 2020, 548, 125827. [Google Scholar] [CrossRef]
- Zhao, H.D.; Zhang, Z.F.; Bai, Y.L.; Li, B.; Gao, M.W. Numerical and Experimental Study on the Direct Chill Casting of Large-Scale AA2219 Billets via Annular Coupled Electromagnetic Field. Materials 2022, 15, 1802. [Google Scholar] [CrossRef]
- He, C.; Li, S.J.; Li, Y.; Wang, Z.D.; Xu, G.M.; Wu, D. Improvement of Spatial Inhomogeneity of Solute Elements and Mechanical Properties of Twin-Roll Cast Al-Mg-Si Alloy in Presence of Electromagnetic Fields. JOM 2020, 72, 3634–3644. [Google Scholar] [CrossRef]
- Jia, Y.H.; Hou, J.; Wang, H.; Le, Q.C.; Lan, Q.; Chen, X.R.; Bao, L. Effects of an oscillation electromagnetic field on grain refinement and Al8Mn5 phase formation during direct-chill casting of AZ31B magnesium alloy. J. Mater. Process. Technol. 2021, 278, 116542. [Google Scholar] [CrossRef]
- Jie, J.C.; Yue, S.P.; Liu, J.; StJohn, D.H.; Zhang, Y.B.; Guo, E.Y.; Wang, T.M.; Li, T.J. Revealing the mechanisms for the nucleation and formation of equiaxed grains in commercial purity aluminum by fluid-solid coupling induced by a pulsed magnetic field. Acta Mater. 2021, 208, 116747. [Google Scholar] [CrossRef]
- Ren, Z.M.; Lei, Z.S.; Li, C.J.; Xuan, W.D.; Zhong, Y.B.; Li, X. New Study and Development on Electromagnetic Field Technology in Metallurgical Processes. Acta Metall. Sin. 2020, 56, 583–600. Available online: https://www.ams.org.cn/EN/10.11900/0412.1961.2019.00373 (accessed on 6 May 2022).
- Wang, F.; Wang, X.; Cui, J. Effect of Low-Frequency Electromagnetic Casting on Micro-Structure and Macro-Segregation of 5A90 Alloy Ingots. Materials 2021, 13, 2720. [Google Scholar] [CrossRef] [PubMed]
- Xu, S.; Jia, W.T.; Song, Z.T. Effects of electromagnetic field on physical behaviors during low-frequency electromagnetic casting of Mg alloy AZ31. Mater. Res. Express 2019, 6, 066569. [Google Scholar] [CrossRef]
- Bai, Q.W.; Ma, Y.L.; Xing, S.Q.; Bao, X.Y.; Feng, Y.F.; Yu, W.X.; Kang, X.L. Effect of flow, heat transfer and magnetic energy on the grain refinement of 7A04 alloy under electromagnetic pulse. Int. J. Mater. Res. 2017, 108, 1064–1072. [Google Scholar] [CrossRef]
- Bai, Q.W.; Ma, Y.L.; Xing, S.Q.; Bao, X.Y.; Feng, Y.F.; Kang, X.L. Nucleation and Grain Refinement of 7A04 Aluminum Alloy Under a Low-Power Electromagnetic Pulse. Mater. Eng. Perform. 2018, 27, 857–863. [Google Scholar] [CrossRef]
- Bai, Q.W.; Wang, J.; Xing, S.Q.; Ma, Y.L.; Bao, X.Y. Crystal orientation and crystal structure of paramagnetic α-Al under a pulsed electromagnetic field. Sci. Rep. 2020, 10, 10603. [Google Scholar] [CrossRef]
- Luo, Y.J.; Wu, Z.G.; Zhou, L.; He, M.; Zhang, Z.L.; Peng, X.M.; Zhang, Z.F. Effect of Electromagnetic Stirring Position on Uniform Direct Chill Casting of Large-Sized 7005 Alloy Billet. JOM 2020, 72, 4665–4673. [Google Scholar] [CrossRef]
- Dong, X.X.; Mi, G.B.; He, L.J.; Li, P.J. 3D simulation of plane induction electromagnetic pump for the supply of liquid Al–Si alloys during casting. J. Mater. Process. Technol. 2013, 213, 1426–1432. [Google Scholar] [CrossRef]
- Kaimori, H.; Kameari, A.; Fujiwara, K. FEM computation of magnetic field and iron loss in laminated iron core using homogenization method. IEEE Trans. Magn. 2007, 43, 1405–1408. [Google Scholar] [CrossRef]
- Erdemir, D.; Lee, A.Y.; Myerson, A.S. Nucleation of Crystals from Solution: Classical and Two-Step Models. Acc. Chem. Res. 2009, 42, 621–629. [Google Scholar] [CrossRef] [PubMed]
- Kelton, K.F.; Greer, A.L. Nucleation in Condensed Matter: Applications in Materials and Biology; Pergamon: Oxford, UK, 2010; pp. 19–52. [Google Scholar]
- Christian, J.W. The Theory of Transformations in Metals and Alloys, 3rd ed.; Elsevier Science Ltd.: Oxford, UK, 2002; pp. 85–95. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Mg | Cu | Ni | Fe | Mn | Zn | Al |
|---|---|---|---|---|---|---|---|
| 12 | 1.1 | 3.0 | 2.5 | ≤0.3 | ≤0.2 | ≤0.2 | Bal. |
| No. | 1 | 2 | 3 | 4 |
|---|---|---|---|---|
| Excitation current/A | 100 | 150 | 200 | 0 |
| Duty cycle | 20% | 20% | 20% | 0 |
| Frequency/Hz | 40 | 40 | 40 | 0 |
| Length of the billet/mm | 0–600 | 600–1300 | 1300–2000 | 2000–2400 |
| Region | Alloy Melt | Coli | Iron Core |
|---|---|---|---|
| Magnetic properties Relative permeability Resistivity B-H curve Thermophysical properties Density Viscosity Liquidus temperature Solidus temperature Thermal conductivity Specific heat | - 1 2.83 × 10−7 Ω m - - As shown in Figure 4b 0.0011 kg/m s 837.28 K 782.95 K As shown in Figure 4c 1101 J/kg k | - 1 1.75 × 10−8 Ω m - - - - - - - - | - - - As shown in Figure 4a - - - - - - |
| C1 | C2 | |||
|---|---|---|---|---|
| 1.44 | 1.92 | 1.0 | 1.3 | 0.09 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bao, X.; Ma, Y.; Xing, S.; Liu, Y.; Shi, W. Effects of Pulsed Magnetic Field Melt Treatment on Grain Refinement of Al-Si-Mg-Cu-Ni Alloy Direct-Chill Casting Billet. Metals 2022, 12, 1080. https://doi.org/10.3390/met12071080
Bao X, Ma Y, Xing S, Liu Y, Shi W. Effects of Pulsed Magnetic Field Melt Treatment on Grain Refinement of Al-Si-Mg-Cu-Ni Alloy Direct-Chill Casting Billet. Metals. 2022; 12(7):1080. https://doi.org/10.3390/met12071080
Chicago/Turabian StyleBao, Xinyu, Yonglin Ma, Shuqing Xing, Yongzhen Liu, and Weiwei Shi. 2022. "Effects of Pulsed Magnetic Field Melt Treatment on Grain Refinement of Al-Si-Mg-Cu-Ni Alloy Direct-Chill Casting Billet" Metals 12, no. 7: 1080. https://doi.org/10.3390/met12071080
APA StyleBao, X., Ma, Y., Xing, S., Liu, Y., & Shi, W. (2022). Effects of Pulsed Magnetic Field Melt Treatment on Grain Refinement of Al-Si-Mg-Cu-Ni Alloy Direct-Chill Casting Billet. Metals, 12(7), 1080. https://doi.org/10.3390/met12071080