
Selective Recovery of Gold from E-Waste Recycling Plants’ Waste Fractions: Waste-to-Resource Transition

 ,
, 

 ,
,  and
and 
Abstract

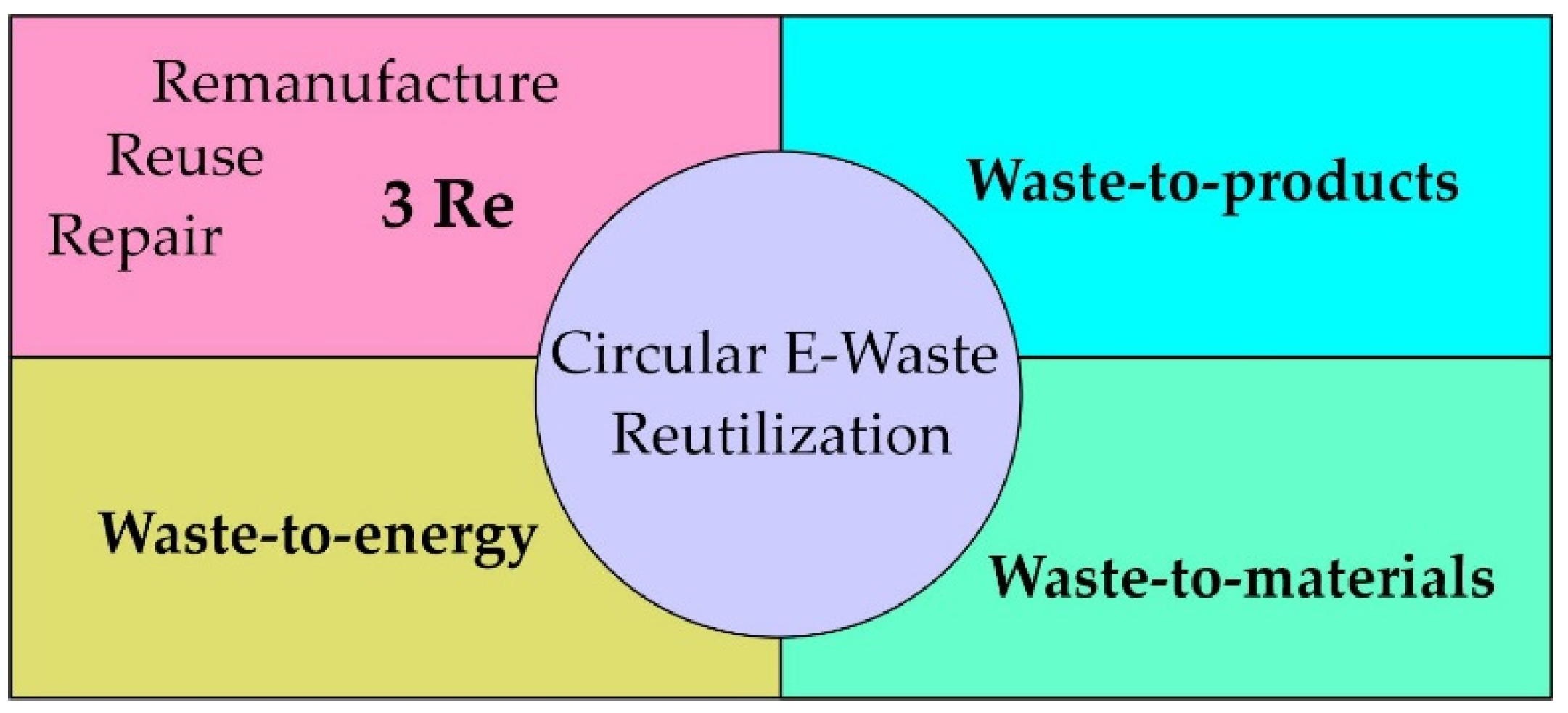
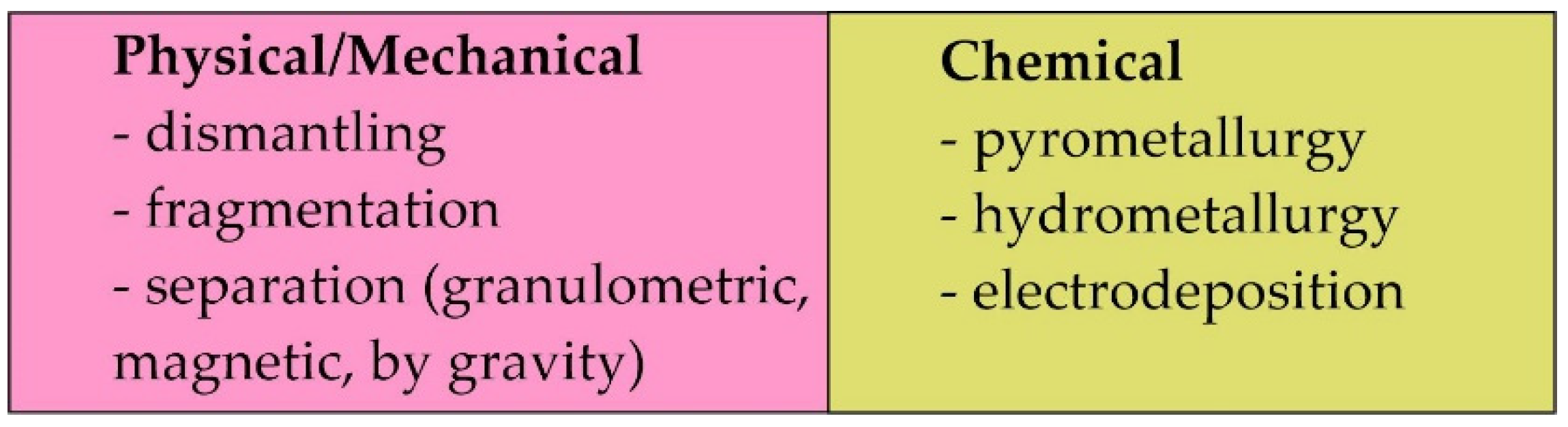
1. Introduction
2. Experimental
2.1. Materials and Methods
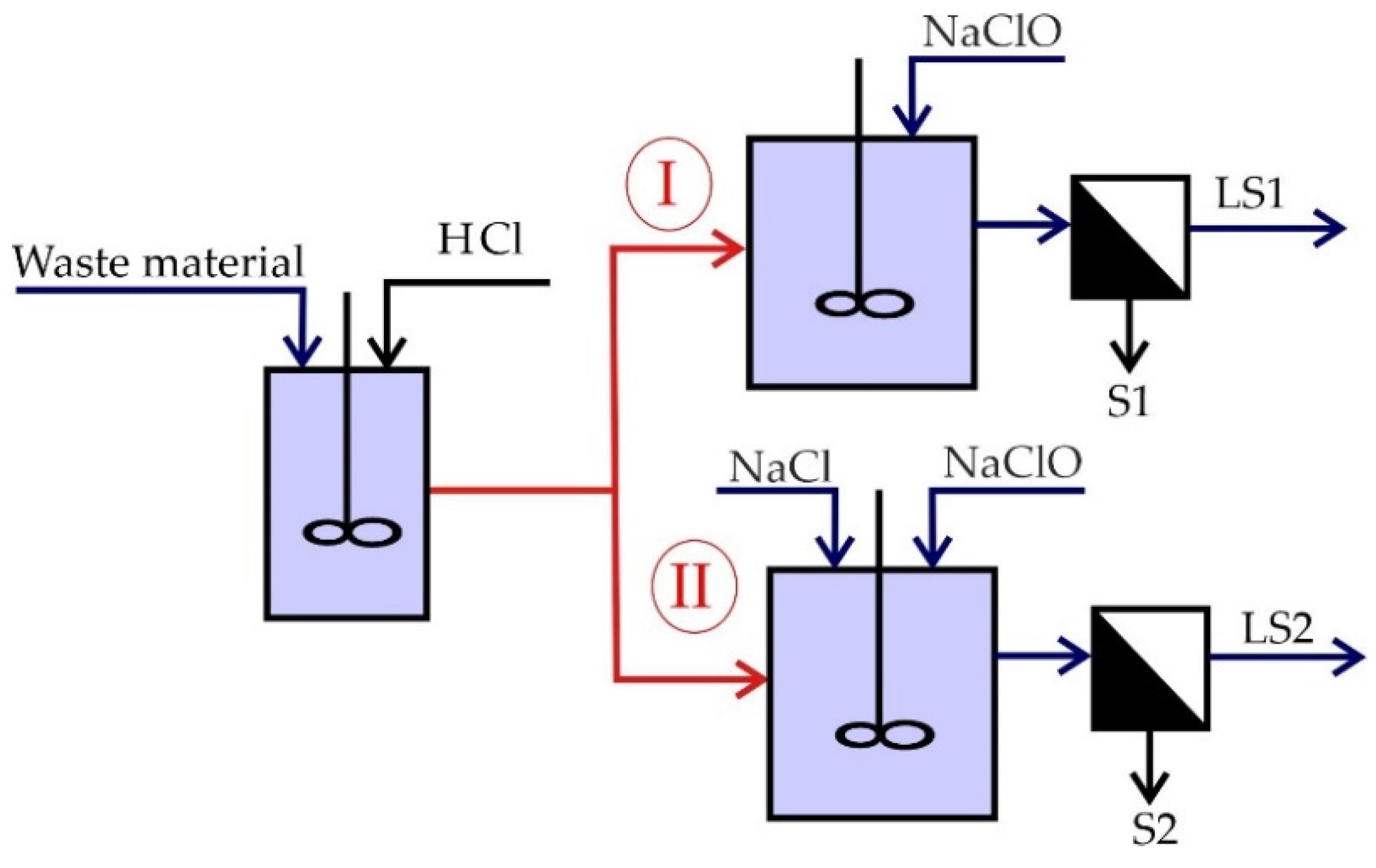
2.2. Experimental Procedures
2.2.1. Acid Attack
2.2.2. Leaching Test
2.3. Experimental Design and Data Analysis
3. Results and Discussion
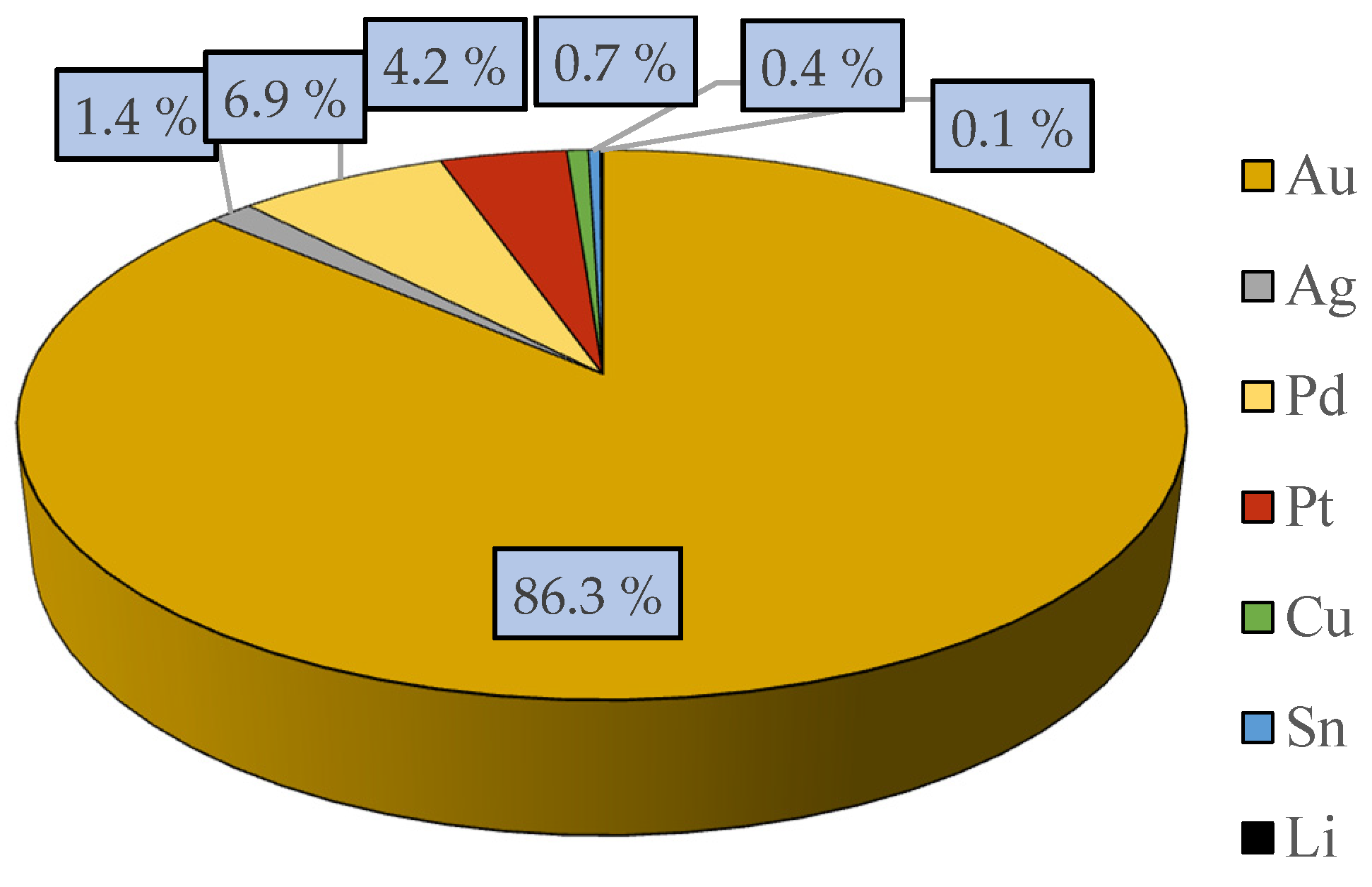
3.1. Sample Characterization
- F1 (filter): 4494 EUR/t;
- C1 (cyclone): 3517 EUR/t;
- F2 (filter output cables): 2243 EUR/t;
- C2 (cyclone output cables): 2429 EUR/t.
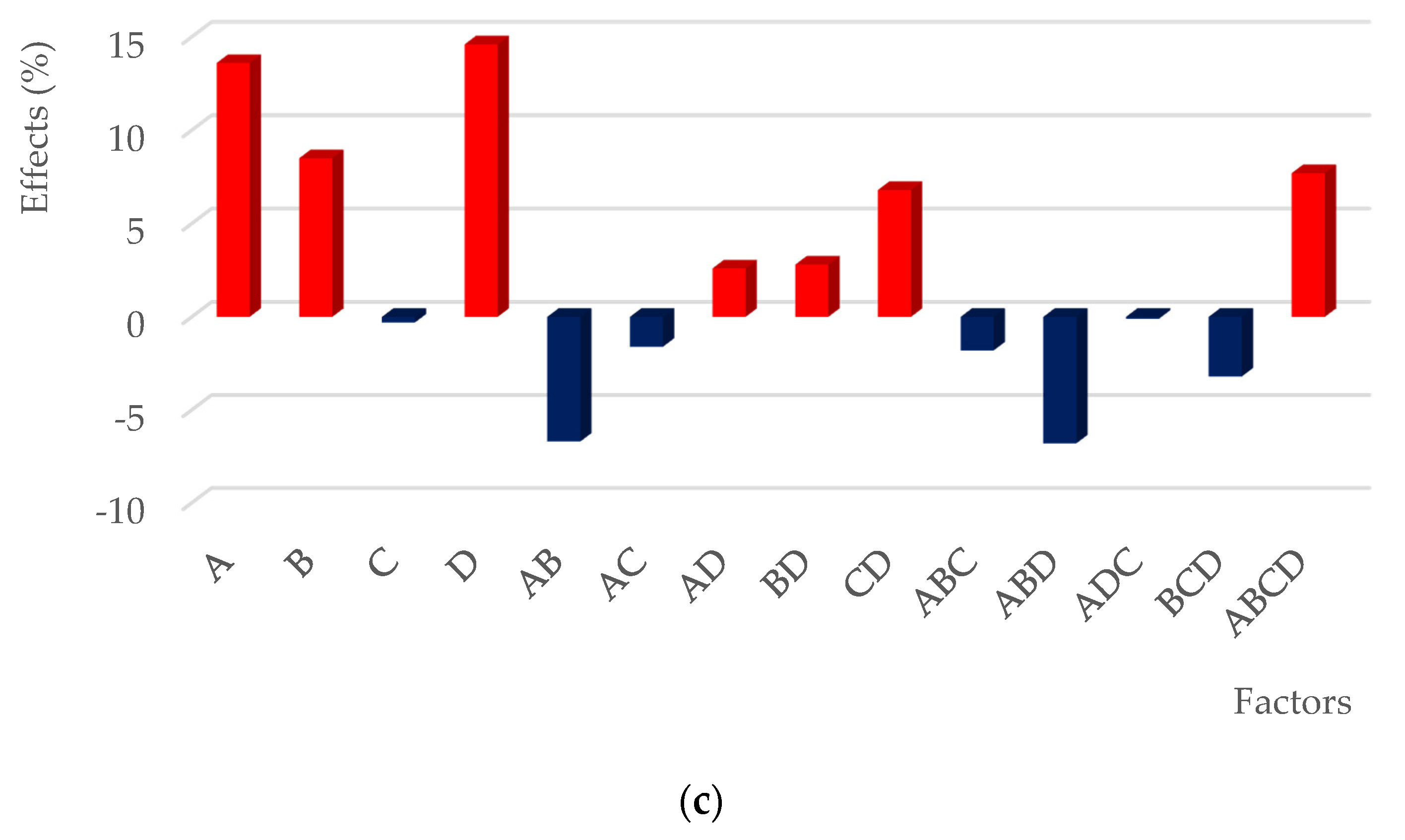
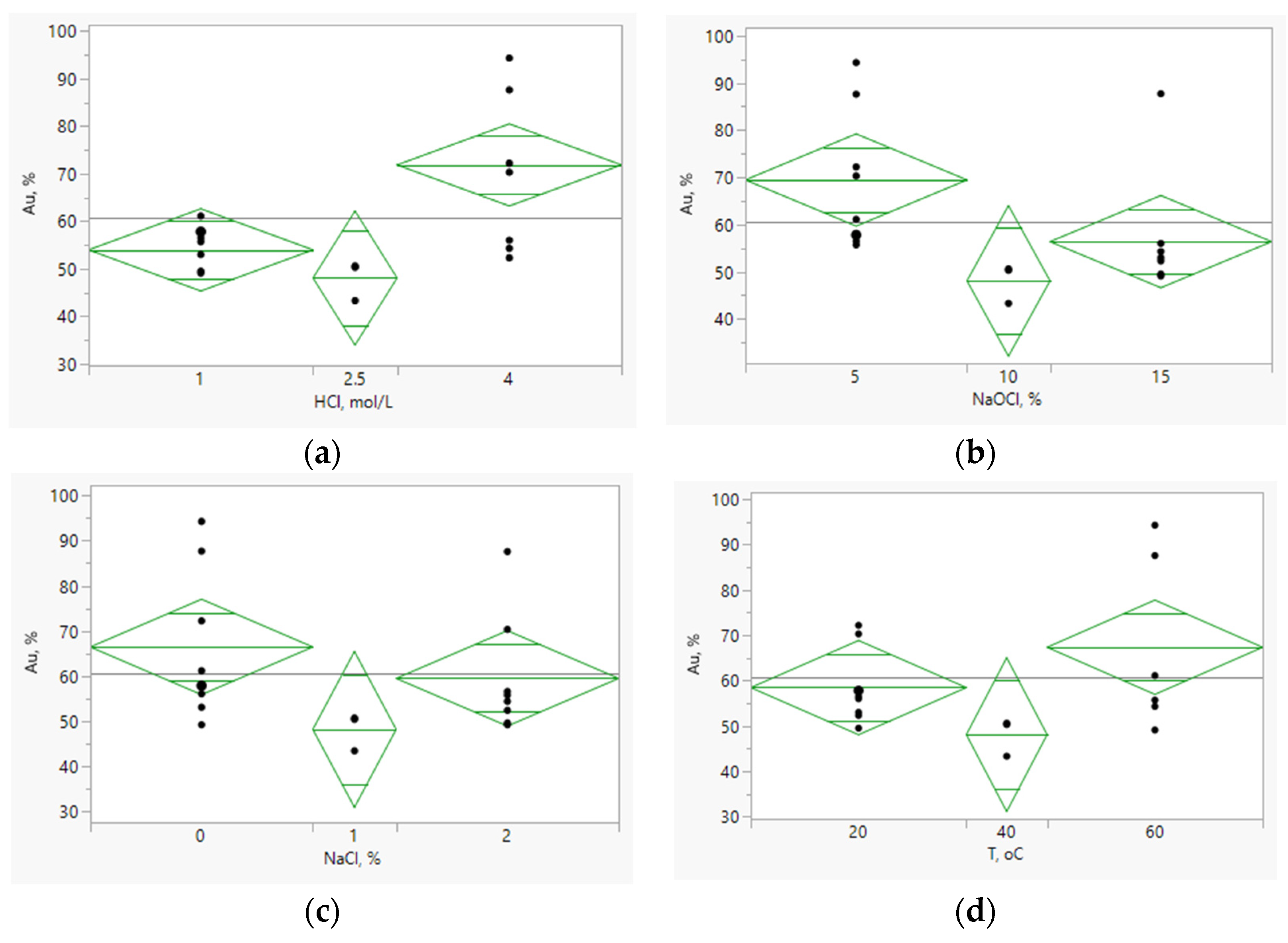
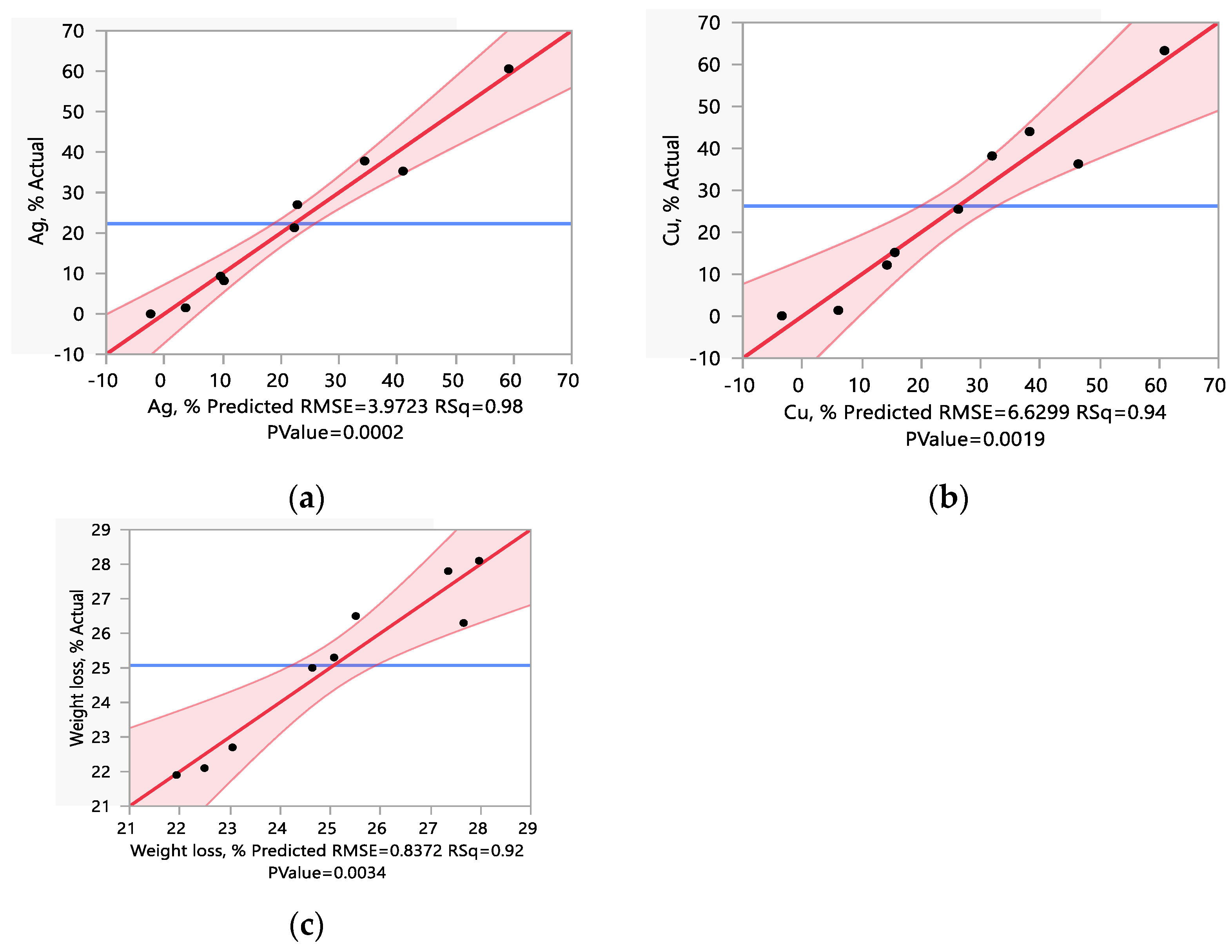
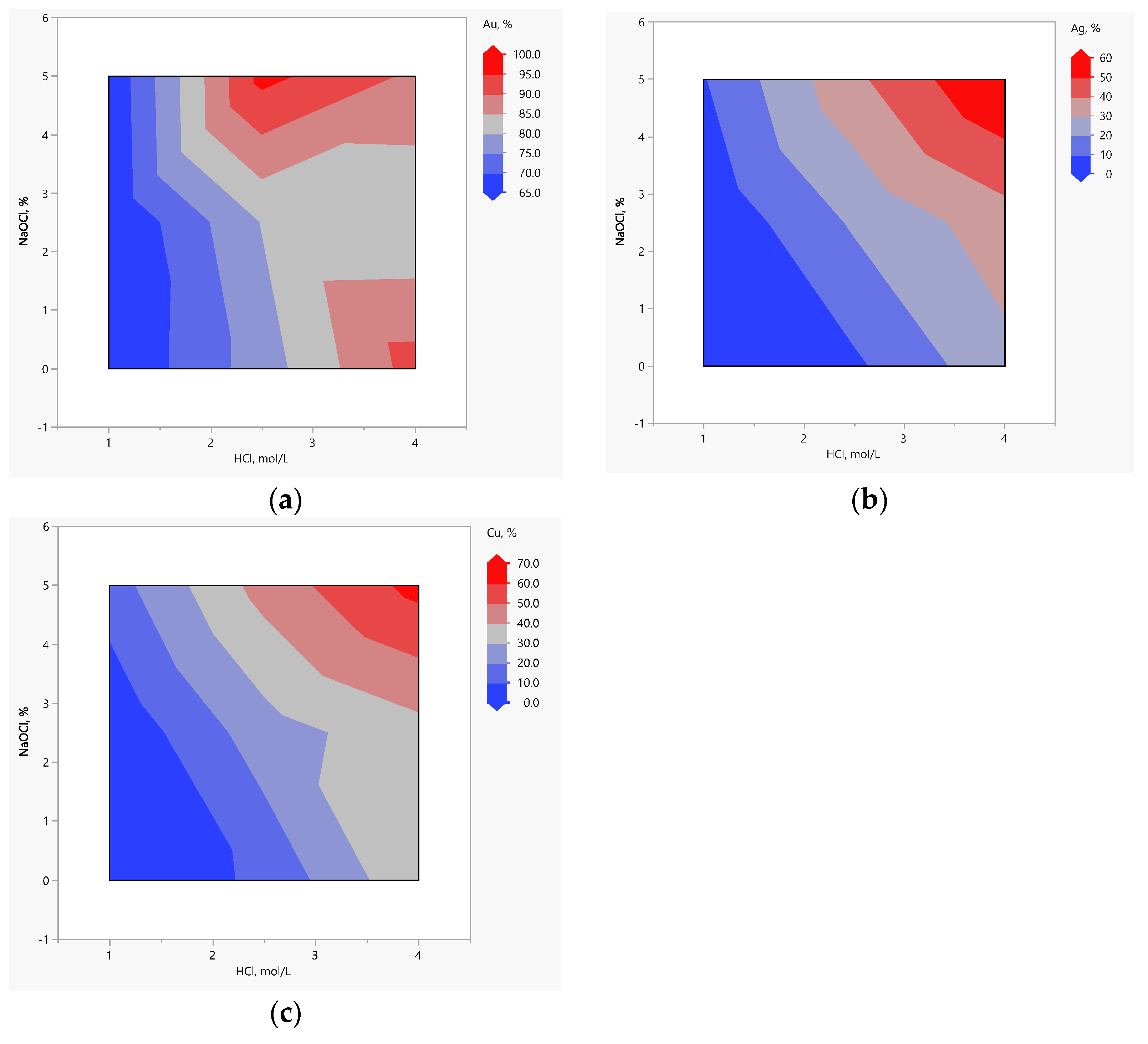
3.2. Optimizing the Leaching of Gold Recovery
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tuncuk, A.; Stazi, V.; Akcil, A. Aqueous metal recovery techniques from e-scrap: Hydrometallurgy in recycling. Miner. Eng. 2012, 25, 28–37. [Google Scholar] [CrossRef]
- Forti, V.; Balde, C.P.; Kuehr, R.; Bel, G. The Global E-Waste Monitor 2020: Quantities, Flows and the Circular Economy Potential; UNU/UNITAR SCYCLE, ITU, ISWA: Geneva, Switzerland, 2020; 120p. [Google Scholar]
- Hazra, A.; Das, S.; Ganguly, A. Plasma arc technology: A potential solution toward waste to energy conversion and of GHGs mitigation. In Waste Valorisation and Recycling, Proceedings of the 7th IconSWM—ISWMAW 2017; Springer: Singapore, 2019; pp. 203–217. [Google Scholar]
- Zulkernain, N.H.; Basant, N.; Ng, C.C. Recovery of precious metals from e-wastes through conventional and phytoremediation treatment methods: A review and prediction. J. Mater. Cycles Waste Manag. 2023, 25, 2726–2752. [Google Scholar] [CrossRef]
- Critical Raw Materials. Available online: https://ec.europa.eu/growth/sectors/raw-materials/areas-specific-interest/critical-raw-materials/ (accessed on 20 February 2024).
- Directive (EU) 2024/884 Amending Directive 2012/19/EU on Waste Electrical and Electronic Equipment (WEEE). Available online: https://www.europeansources.info/record/directive-eu-2024-884-amending-directive-2012-19-eu-on-waste-electrical-and-electronic-equipment-weee/ (accessed on 14 May 2024).
- WEEE: Illegal Trade of Electronic Waste Must be Stopped to Achieve EU Goals. Available online: https://www.renewablematter.eu/articles/article/weee-illegal-trade-of-electronic-waste-must-be-stopped-to-achieve-eu-goals/ (accessed on 13 April 2024).
- European Commission to fight shell entities. Available online: https://www.dpc.bg/insights/european-commission-to-fight-shell-entities/ (accessed on 13 April 2024).
- Tuncuk, A. Lab scale optimization and two-step sequential bench scale reactor leaching tests for the chemical dissolution of Cu, Au & Ag from waste electrical and electronic equipment (WEEE). Waste Manag. 2019, 95, 636–643. [Google Scholar]
- Rene, E.R.; Sethurajan, M.; Ponnusamy, V.K.; Kumar, G.; Dung, T.N.B.; Brindhadevi, K.; Pugazhendhi, A. Electronic waste generation, recycling and resource recovery: Technological perspectives and trends. J. Hazard. Mater. 2021, 416, 125664. [Google Scholar] [CrossRef]
- Neto, I.F.F.; Soares, H.M.V.M. Simple and near-zero-waste processing for recycling gold at a high purity level from waste printed circuit boards. Waste Manag. 2021, 135, 90–97. [Google Scholar] [CrossRef]
- Mori de Oliveira, C.; Bellopede, R.; Tori, A.; Marini, P. Study of Metal Recovery from Printed Circuit Boards by Physical-Mechanical Treatment Processes. Mater. Proc. 2021, 5, 121. [Google Scholar]
- Ahirwar, R.; Tripathi, A.K. E-waste management: A review of recycling process, environmental and occupational health hazards, and potential solutions. Environmental Nanotechnology. Monit. Manag. 2021, 15, 100409. [Google Scholar] [CrossRef]
- Anuar, W.; Ardani, M.; Baharun, N.; Ismail, S.; Rahman, S. Optimization Process of the Refractory Gold Ore Extraction by Hypochlorite Oxidative Leaching. Min. Metall. Explor. 2021, 38, 1191–1201. [Google Scholar] [CrossRef]
- Veit, H.M.; de Pereira, C.C.; Bernardes, A.M. Using mechanical processing in recycling printed wiring boards. JOM 2002, 54, 45–47. [Google Scholar] [CrossRef]
- Gurgul, A.; Szczepaniak, W.; Zabłocka-Malicka, M. Incineration and pyrolysis vs. steam gasification of electronic waste. Sci. Total Environ. 2018, 624, 1119–1124. [Google Scholar] [CrossRef]
- Andooz, A.; Eqbalpour, M.; Kowsari, E.; Ramakrishna, S.; Cheshmeh, Z.A. A comprehensive review on pyrolysis from the circular economy point of view and its environmental and social effects. J. Clean. Prod. 2023, 388, 136021. [Google Scholar] [CrossRef]
- Udayakumar, S.; Razak, M.I.B.A.; Ismail, S. Recovering valuable metals from Waste Printed Circuit Boards (WPCB): A short review Mater. Today Proc. 2022, 66, 3062–3070. [Google Scholar] [CrossRef]
- Ippolito, N.M.; Passadoro, M.; Ferella, F.; Pellei, G.; Veglio, F. Recovery of Metals from Printed Circuit Boards by Gold-REC 1 Hydrometallurgical. Sustainability 2023, 15, 7348. [Google Scholar] [CrossRef]
- Do, M.H.; Nguyen, G.T.; Thach, U.D.; Lee, Y.; Bui, T.H. Advances in hydrometallurgical approaches for gold recovery from E-waste: A comprehensive review and perspectives. Miner. Eng. 2023, 191, 107977. [Google Scholar] [CrossRef]
- Syed, S. Recovery of gold from secondary sources. A review. Hydrometallurgy 2012, 115–116, 30–51. [Google Scholar] [CrossRef]
- Sousa, R.; Regufe, M.J.; Fiúza, A.; Leite, M.M.; Futuro, A. A systematic review of sustainable gold extraction from raw ores using alternative leaching reagents. Extr. Ind. Soc. 2022, 9, 101018. [Google Scholar] [CrossRef]
- Ray, D.A.; Baniasadi, M.; Graves, J.E.; Greenwood, A.; Farnaud, S. Thiourea Leaching: An Update on a Sustainable Approach for Gold Recovery from E-waste. J. Sustain. Metall. 2022, 8, 597–612. [Google Scholar] [CrossRef]
- Xu, B.; Kong, W.; Li, Q.; Yang, Y.; Jiang, T.; Liu, X. A Review of Thiosulfate Leaching of Gold: Focus on Thiosulfate Consumption and Gold Recovery from Pregnant Solution. Metals 2017, 7, 222. [Google Scholar] [CrossRef]
- Tiburcio-Munive, G.; Salazar-Campoy, M.M.; Valenzuela-García, J.L. Dissolution of Silver and Gold with Sodium Hypochlorite and Hydrochloric Acid in Refractory Minerals (Mangano-Argentiferous). Min. Metall. Explor. 2020, 37, 1213–1220. [Google Scholar] [CrossRef]
- De Carvalho, F.A.; Resende, A.; Leão, V.A. Gold Leaching by Sodium Chloride and Calcium Hypochlorite Solutions Extraction. In Extraction 2018, Proceedings of the First Global Conference on Extractive Metallurgy; The Minerals, Metals & Materials Series; Springer: Cham, Switzerland, 2018. [Google Scholar]
- Wang, R.; Deng, Y.; Li, S.; Yu, K.; Liu, Y.; Shang, M.; Wang, J.; Shu, J.; Sun, Z.; Chen, M. Waste Electrical and Electronic Equipment Reutilization in China. Sustainability 2021, 13, 11433. [Google Scholar] [CrossRef]
- Montgomery, D.C. Design and Analysis of Experiments, 5th ed.; Springer: New York, NY, USA, 1997; ISBN 0-471-31649-0. [Google Scholar]
- Kremer, N. Teoriya Veroyatnostei i Matematicheskaya Statistika (Probability Theory and Mathematical Statistics); YuNITI DANA: Moscow, Russia, 2009. [Google Scholar]
- Romano, P.; Ippolito, N.M.; Veglio, F. Chemical Characterization of an ARDUINO® Board and Its Surface Mount Devices for the Evaluation of Their Intrinsic Economic Value. Processes 2023, 11, 1911. [Google Scholar] [CrossRef]
- New in JMP® 16 and JMP Pro® 16. Available online: https://www.jmp.com/en_is/events/mastering/topics/new-in-jmp16-and-jmp-pro16.html (accessed on 13 April 2024).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Acronym | Source | Granulometry Distribution, % | Sample Images | |
|---|---|---|---|---|
| <2 mm | >2 mm | |||
| F1 | Filter | 93.1 | 6.9 |  |
| C1 | Cyclone | 89.3 | 10.7 |  |
| F2 | Filter output cables | 84.8 | 15.2 |  |
| C2 | Cyclone output cables | 85.1 | 14.9 |  |
| Factors | Levels | |||
|---|---|---|---|---|
| −1 | 0 | +1 | ||
| A | HCl, mol/L | 1 | 2.5 | 4 |
| B | NaClO, % | 5 | 10 | 15 |
| C | NaCl, % | 0 | 1 | 2 |
| D | Temperature, °C | 20 | 40 | 60 |
| Factors | Levels | |||
|---|---|---|---|---|
| −1 | 0 | +1 | ||
| X1 | HCl, mol/L | 1 | 2,5 | 4 |
| X2 | NaClO, % | 0 | 2,5 | 5 |
| Au, g/t | Ag, g/t | Pd, g/t | Pt, g/t | Li, g/t | Sn, g/t | Cu, % | |
|---|---|---|---|---|---|---|---|
| F1 | 71.6 ± 16.7 | 84.6 ± 20.0 | 4.7 ± 2.0 | 6.9 ± 4.8 | 257.4 ± 69.3 | 623.3 ± 138.4 | 0.40 ± 0.17 |
| C1 | 35.4 ± 14.6 | 85.3 ± 49.9 | 16.8 ± 13.2 | <5 | 37.7 ± 17.1 | 1529 ± 994 | 4.82 ± 3.53 |
| F2 | <3 | 28.0 ± 23.5 | 22.8 ± 10.1 | <3 | 11.8 ± 5.2 | 1076 ± 572 | 8.65 ± 5.84 |
| C2 | <3 | 59.2 ± 106.7 | 25.3 ± 17.2 | <3 | 5.6 ± 1.3 | 661.9 ± 267.2 | 8.77 ± 4.98 |
| Test n. | Factors with Actual Levels | Me Recovery, % | Weight Loss, % | |||||
|---|---|---|---|---|---|---|---|---|
| A HCl, mol/L | B NaClO, % | C NaCl, % | D t, °C | Au | Ag | Cu | ||
| 1 | 1 | 5 | 0 | 20 | 57.78 | 17.59 | 66.02 | 21.6 |
| 2 | 4 | 5 | 0 | 20 | 72.17 | 80.41 | 69.40 | 21.6 |
| 3 | 1 | 15 | 0 | 20 | 52.99 | 49.60 | 59.63 | 21.6 |
| 4 | 4 | 15 | 0 | 20 | 55.96 | 86.21 | 81.36 | 23.2 |
| 5 | 1 | 5 | 2 | 20 | 56.50 | 36.46 | 47.99 | 20.6 |
| 6 | 4 | 5 | 2 | 20 | 70.29 | 80.79 | 67.41 | 22.4 |
| 7 | 1 | 15 | 2 | 20 | 49.52 | 57.24 | 66.39 | 21.0 |
| 8 | 4 | 15 | 2 | 20 | 52.29 | 91.42 | 66.02 | 20.4 |
| 9 | 1 | 5 | 0 | 60 | 61.08 | 66.78 | 50.98 | 26.4 |
| 10 | 4 | 5 | 0 | 60 | 94.32 | 95.35 | 87.96 | 32.6 |
| 11 | 1 | 15 | 0 | 60 | 49.07 | 77.88 | 84.94 | 22.6 |
| 12 | 4 | 15 | 0 | 60 | 87.73 | 94.56 | 83.83 | 30.0 |
| 13 | 1 | 5 | 2 | 60 | 55.68 | 72.68 | 68.63 | 23.0 |
| 14 | 4 | 5 | 2 | 60 | 87.63 | 94.75 | 90.45 | 34.8 |
| 15 | 1 | 15 | 2 | 60 | 49.08 | 85.65 | 83.71 | 23.8 |
| 16 | 4 | 15 | 2 | 60 | 54.30 | 94.33 | 90.97 | 26.8 |
| 17 | 2,5 | 10 | 1 | 40 | 43.32 | 77.64 | 73.83 | 24.0 |
| 18 | 2,5 | 10 | 1 | 40 | 50.58 | 77.34 | 78.90 | 23.6 |
| 19 | 2,5 | 10 | 1 | 40 | 50.27 | 74.78 | 71.05 | 26.4 |
| Terms | Effect | SS = MS | F-Value | P-Value | Significance % |
|---|---|---|---|---|---|
| intercept | 63.59 | - | - | - | - |
| A | 16.50 | 1088.8 | 64.6 | 0.015 | 98.49 |
| B | −14.44 | 833.9 | 49.5 | 0.020 | 98.04 |
| AB | −4.09 | 67.0 | 4.0 | 0.184 | 81.57 |
| C | −5.60 | 125.5 | 7.4 | 0.112 | 88.79 |
| AC | −5.82 | 135.3 | 8.0 | 0.105 | 89.48 |
| BC | −4.54 | 82.4 | 4.9 | 0.158 | 84.25 |
| ABC | −2.59 | 26.9 | 1.6 | 0.334 | 66.63 |
| D | 10.30 | 424.3 | 25.2 | 0.037 | 96.25 |
| AD | 8.02 | 257.2 | 15.3 | 0.060 | 94.03 |
| BD | −2.94 | 34.7 | 2.1 | 0.288 | 71.21 |
| ABD | 1.52 | 9.2 | 0.5 | 0.537 | 46.30 |
| CD | −3.03 | 36.6 | 2.2 | 0.278 | 72.17 |
| ACD | −5.62 | 126.2 | 7.5 | 0.112 | 88.84 |
| BCD | −3.54 | 50.2 | 3.0 | 0.226 | 77.36 |
| ABCD | −2.69 | 29.0 | 1.7 | 0.320 | 68.02 |
| Test n. | Factors with Actual Levels | Me Recovery, % | Weight Loss % | |||
|---|---|---|---|---|---|---|
| A HCl, mol/L | B NaClO, % | Au | Ag | Cu | ||
| 1 | 1 | 0 | 67.4 | 0.0 | 1.0 | 22.1 |
| 2 | 2.5 | 0 | 77.5 | 8.2 | 12.2 | 25.0 |
| 3 | 4 | 0 | 92.1 | 27.0 | 38.2 | 27.8 |
| 4 | 1 | 2.5 | 64.8 | 1.5 | 1.4 | 22.1 |
| 5 | 2.5 | 2.5 | 80.2 | 21.3 | 25.5 | 25.3 |
| 6 | 4 | 2.5 | 80.5 | 35.3 | 36.3 | 26.3 |
| 7 | 1 | 5 | 65.5 | 9.3 | 15.2 | 22.7 |
| 8 | 2.5 | 5 | 91.6 | 37.8 | 44.0 | 28.1 |
| 9 | 4 | 5 | 90.9 | 60.1 | 61.0 | 28.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zueva, S.; Ippolito, N.M.; Passadoro, M.; Romano, P.; Ferella, F.; Vegliò, F. Selective Recovery of Gold from E-Waste Recycling Plants’ Waste Fractions: Waste-to-Resource Transition. Minerals 2024, 14, 518. https://doi.org/10.3390/min14050518
Zueva S, Ippolito NM, Passadoro M, Romano P, Ferella F, Vegliò F. Selective Recovery of Gold from E-Waste Recycling Plants’ Waste Fractions: Waste-to-Resource Transition. Minerals. 2024; 14(5):518. https://doi.org/10.3390/min14050518
Chicago/Turabian StyleZueva, Svetlana, Nicolò Maria Ippolito, Marco Passadoro, Pietro Romano, Francesco Ferella, and Francesco Vegliò. 2024. "Selective Recovery of Gold from E-Waste Recycling Plants’ Waste Fractions: Waste-to-Resource Transition" Minerals 14, no. 5: 518. https://doi.org/10.3390/min14050518
APA StyleZueva, S., Ippolito, N. M., Passadoro, M., Romano, P., Ferella, F., & Vegliò, F. (2024). Selective Recovery of Gold from E-Waste Recycling Plants’ Waste Fractions: Waste-to-Resource Transition. Minerals, 14(5), 518. https://doi.org/10.3390/min14050518