

A Machine Vision-Based Measurement Method for the Concentricity of Automotive Brake Piston Components

Abstract
1. Introduction
- (1)
- An innovative concentricity measurement algorithm is proposed, which can effectively measure the concentricity of complex stepped shaft-type parts by adjusting parameters.
- (2)
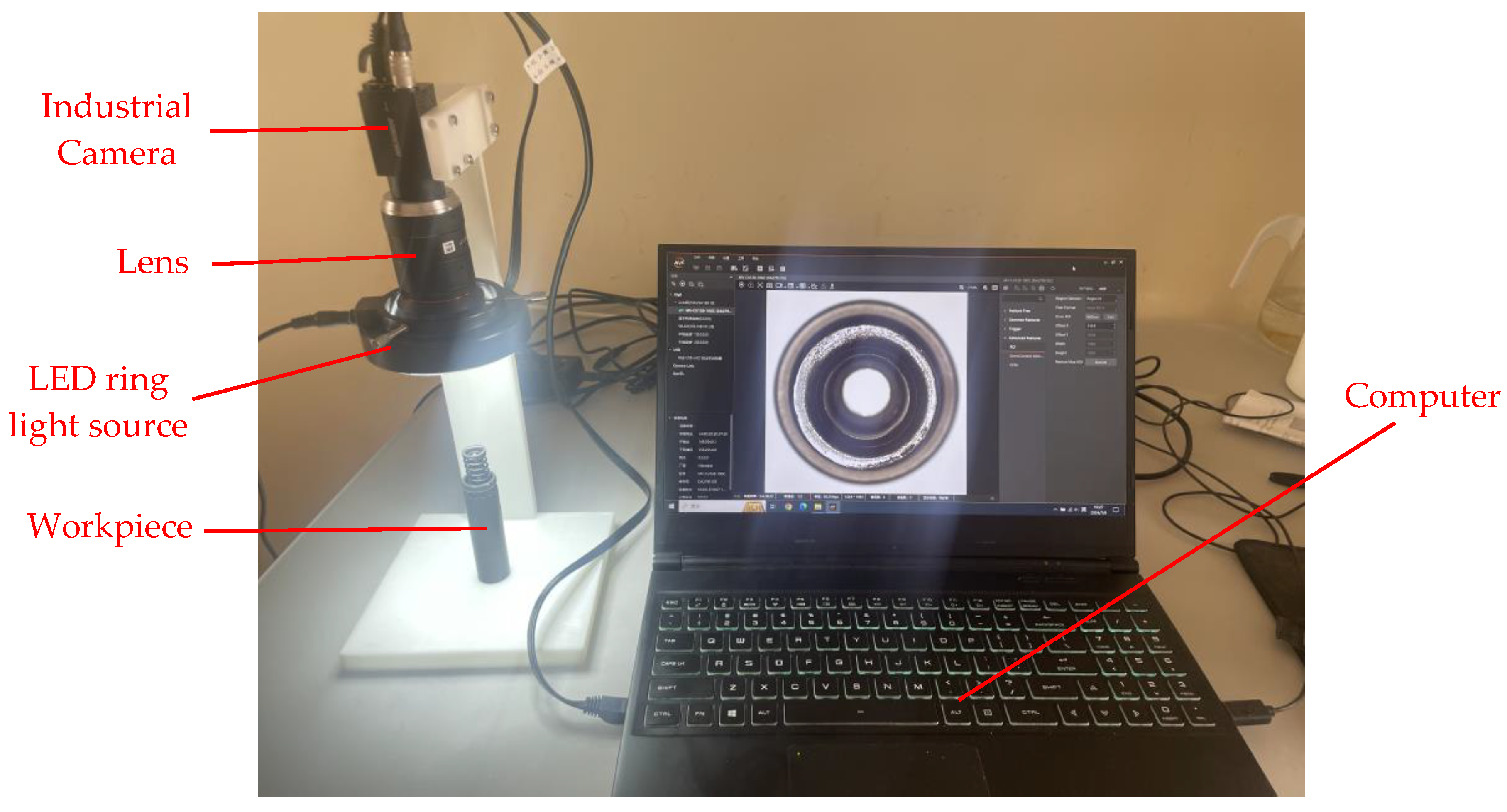
- A corresponding image acquisition system was designed to enable real-time detection of concentricity errors, providing reliable technical support for enterprises to measure concentricity errors online.
- (3)
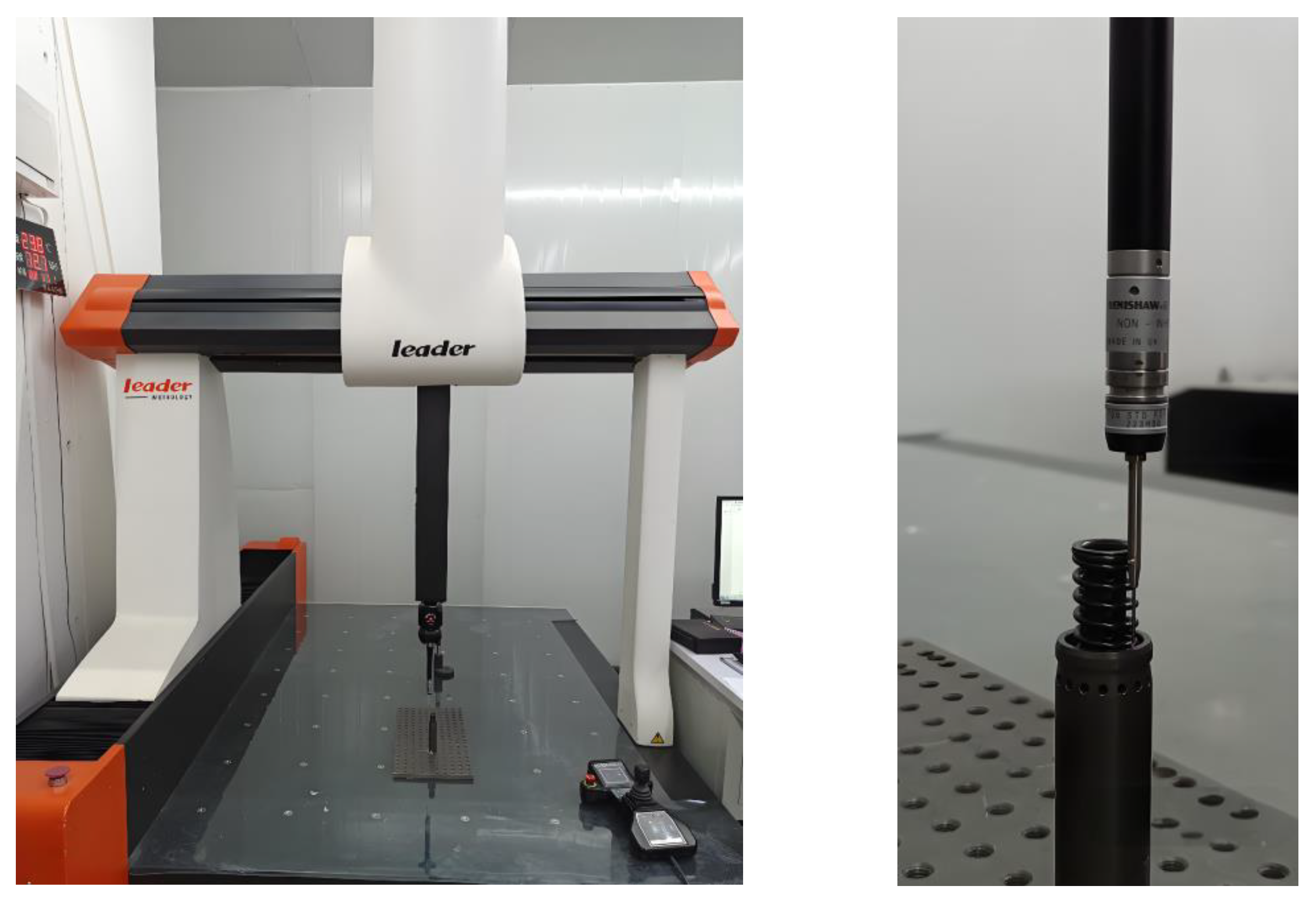
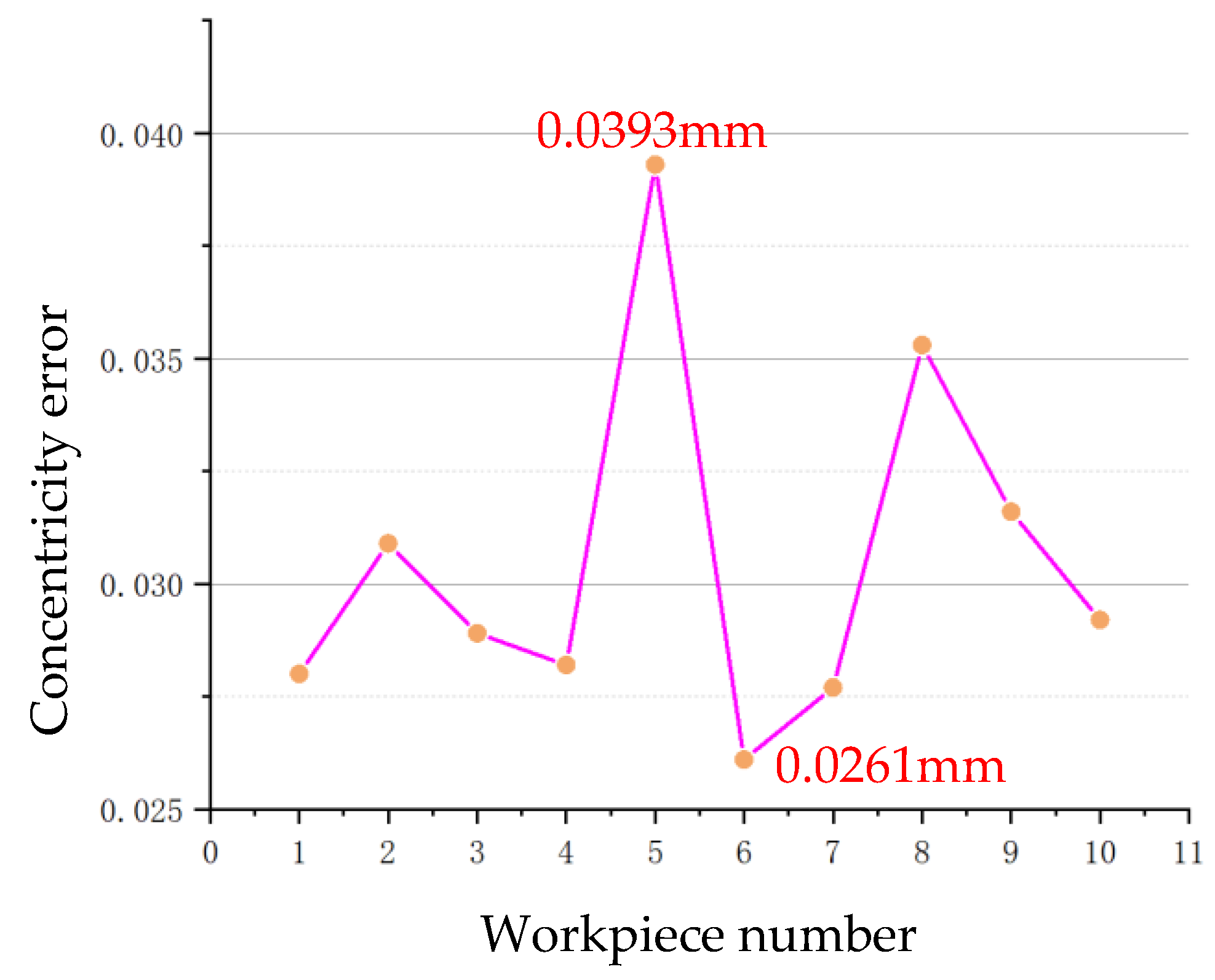
- The accuracy and effectiveness of the algorithm were verified through a comparative analysis with a three-coordinate measuring machine (CMM), showing a maximum error of only 0.0393 mm and an average measurement time of just 3.9 s. These results not only demonstrate the feasibility of the algorithm, but also offer a practical solution for the online inspection of automotive brake piston components, with broad application potential.
2. Concentricity Measurement Principles and Measurement Systems
2.1. Measurement Principles
2.2. Design of Concentricity Measurement System
3. Concentricity Measurement Algorithm
3.1. Image Preprocessing
3.2. Calculate the Outer Circle Center
- (1)
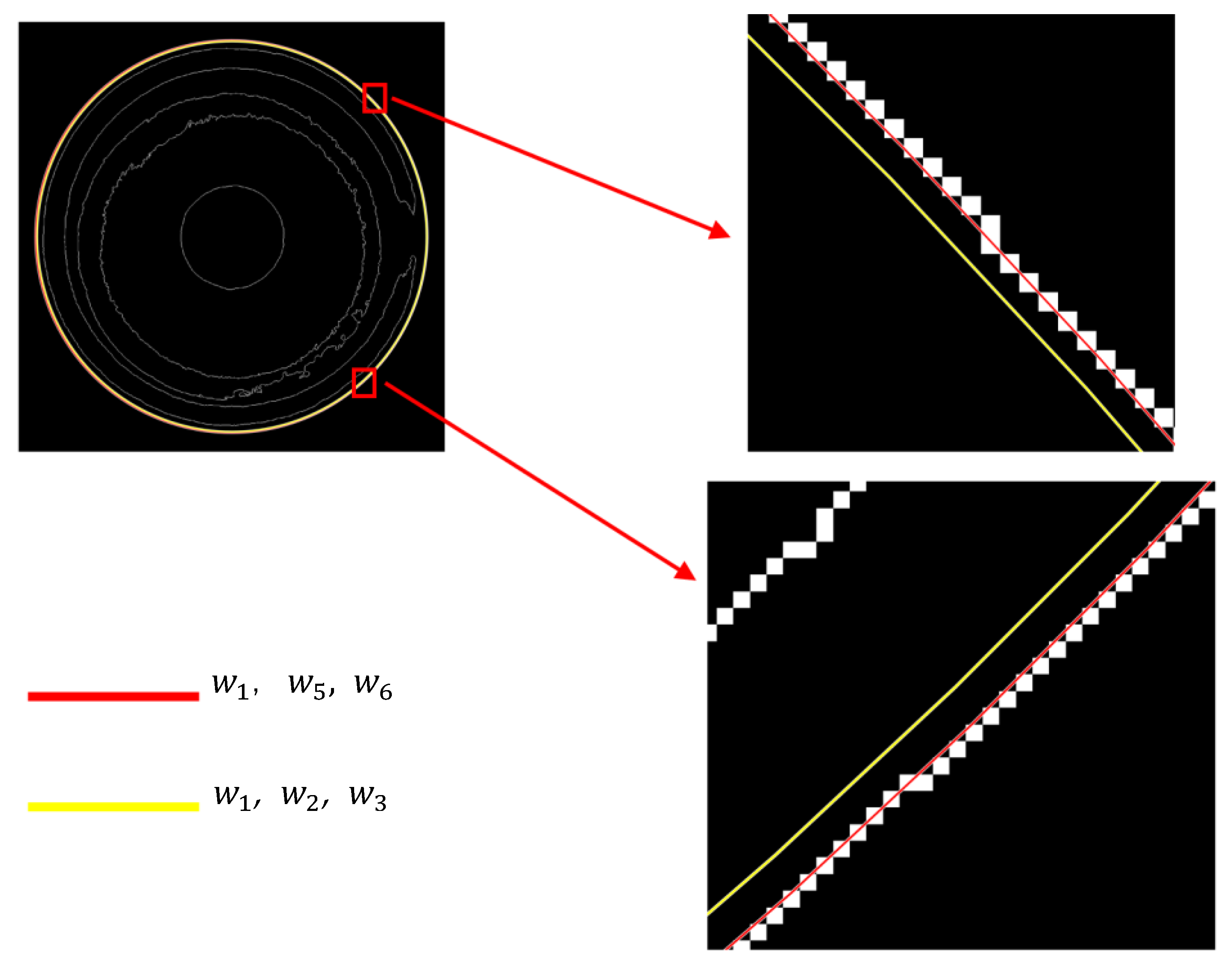
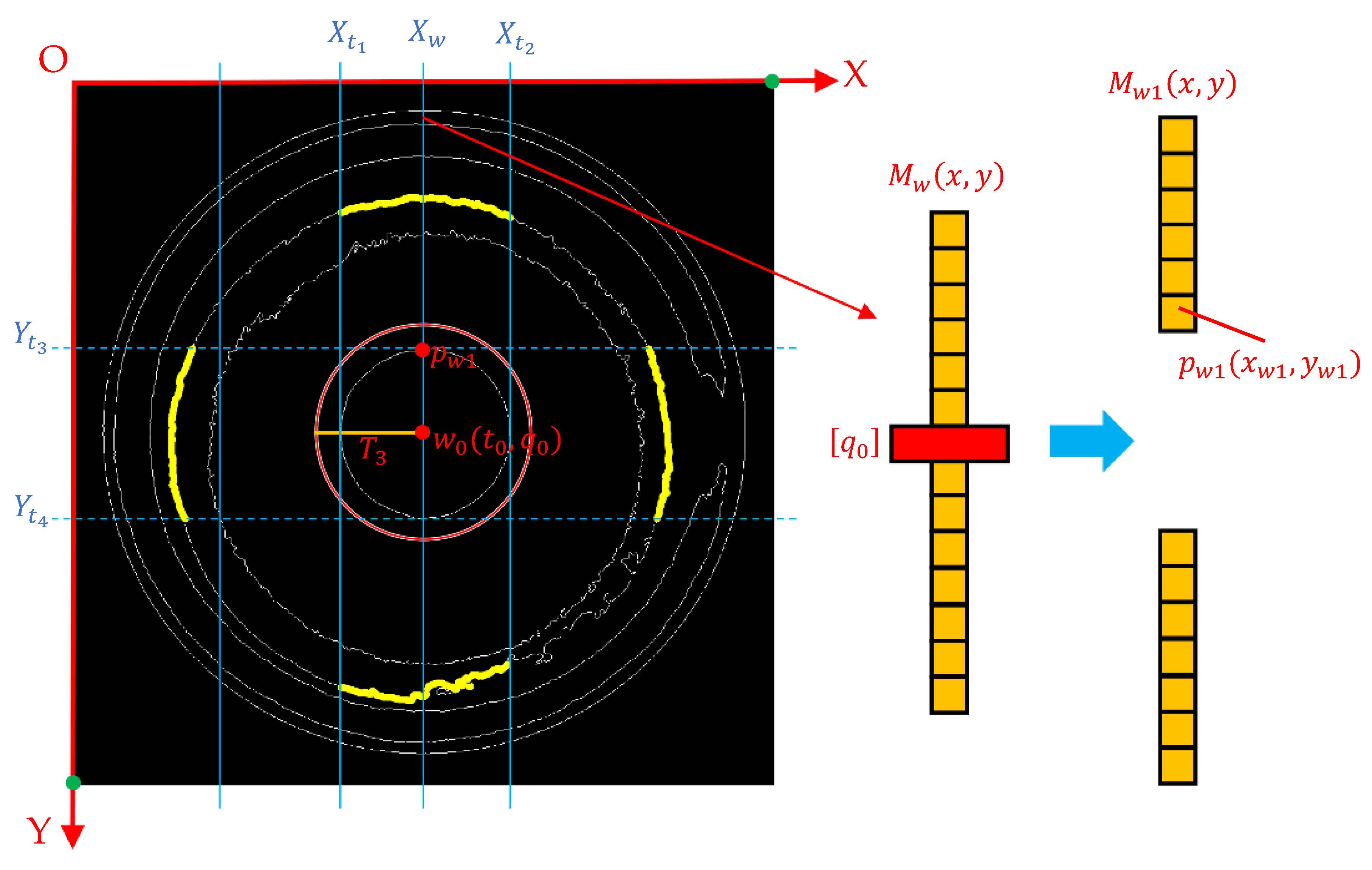
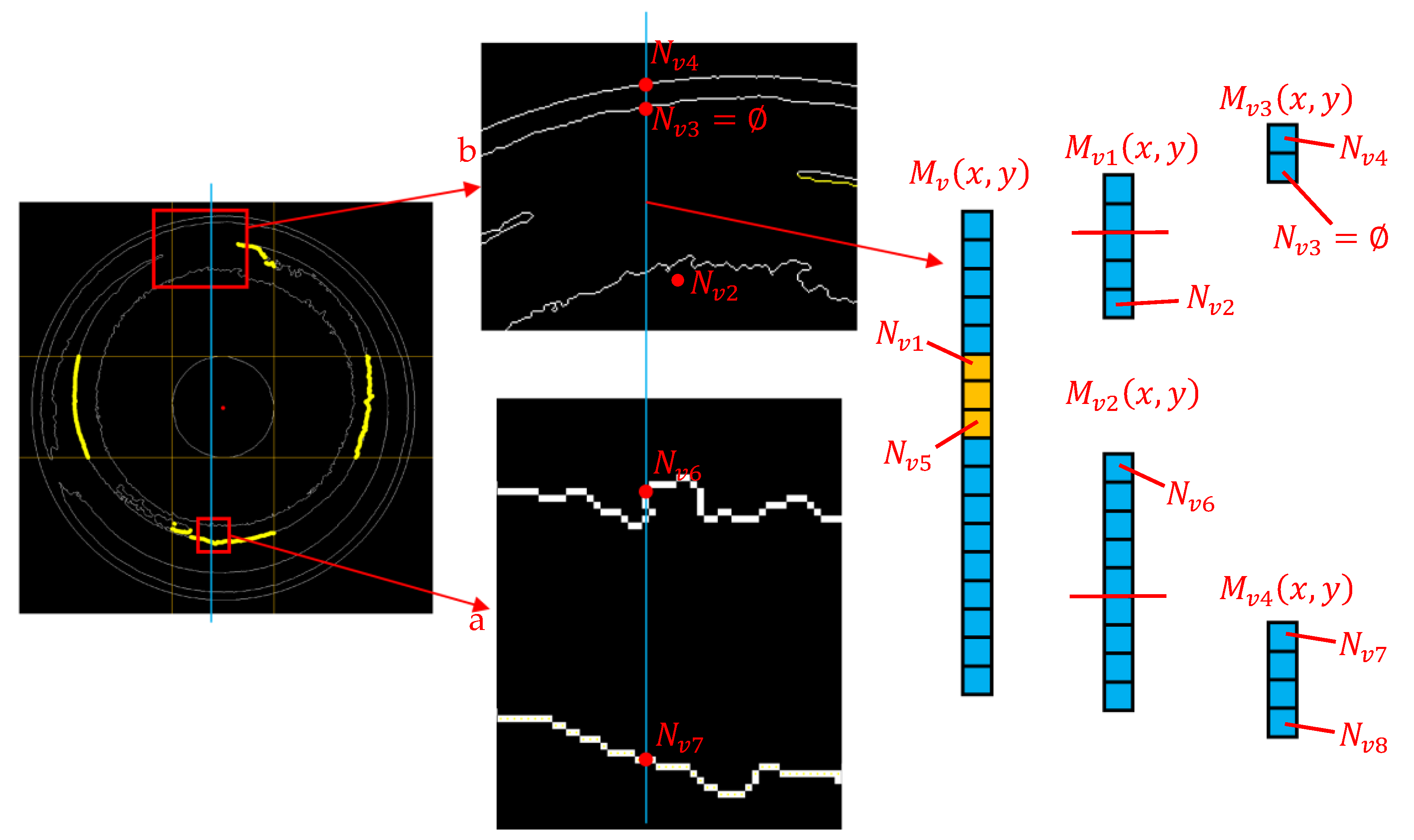
- The edge image is defined as a two-dimensional function . The pixel points that satisfy are extracted and stored in a two-dimensional array . Clearly, for and , their y-coordinates are the minimum and maximum y-coordinates in the two-dimensional array , respectively. For and , their x-coordinates are the minimum and maximum x-coordinates in the two-dimensional array , respectively. As shown in the detailed enlarged views a and b of Figure 6, the image edges are typically not single pixel points. Therefore, based on the aforementioned features, four sets of coordinate data will be extracted. In this paper, the median point of each set of coordinate data is selected as the geometric feature point of the outer circle. Ultimately, four geometric feature points of the outer circle are obtained: , , , and .
- (2)
- The y-coordinate of is defined as the average of the y-coordinates of points and . The y-coordinate of is defined as the average of the y-coordinates of points and . The y-coordinates of and are calculated using the following mathematical formulas:where and are the y-coordinates of and , respectively.
- (3)
- The line equation is defined as (because the average y-coordinate calculated through and is usually a decimal, and pixel coordinates are discrete data, the line equation must be represented in integer form). We extract the data with y-coordinates equal to from the two-dimensional array . This step will yield coordinate data points (where is the number of edge pixels with y-coordinates equal to ). Among these coordinate data points, the first data point is the coordinate of , denoted as .
- (4)
- Following the same method, the line equation is defined as . We extract the data with y-coordinates equal to from the two-dimensional array . This step will yield coordinate data points. Among these coordinates, the last data point is the coordinate of , denoted as .
- (5)
- In plane geometry, three non-collinear points can determine a unique circle. For , , and , although the center coordinates can also be calculated, the precision is relatively poor. In contrast, the points , , and can approximately form an equilateral triangle. In geometry, an equilateral triangle inscribed in a circle has the greatest symmetry and area. These advantages make the center coordinates calculated using , , and more accurate. A detailed comparison of the two methods for calculating the outer circle center is shown in Figure 7. The mathematical formula for calculating the outer circle center is as follows:
3.3. Determine the Range of Geometric Feature Points for the Inner Circle
- (1)
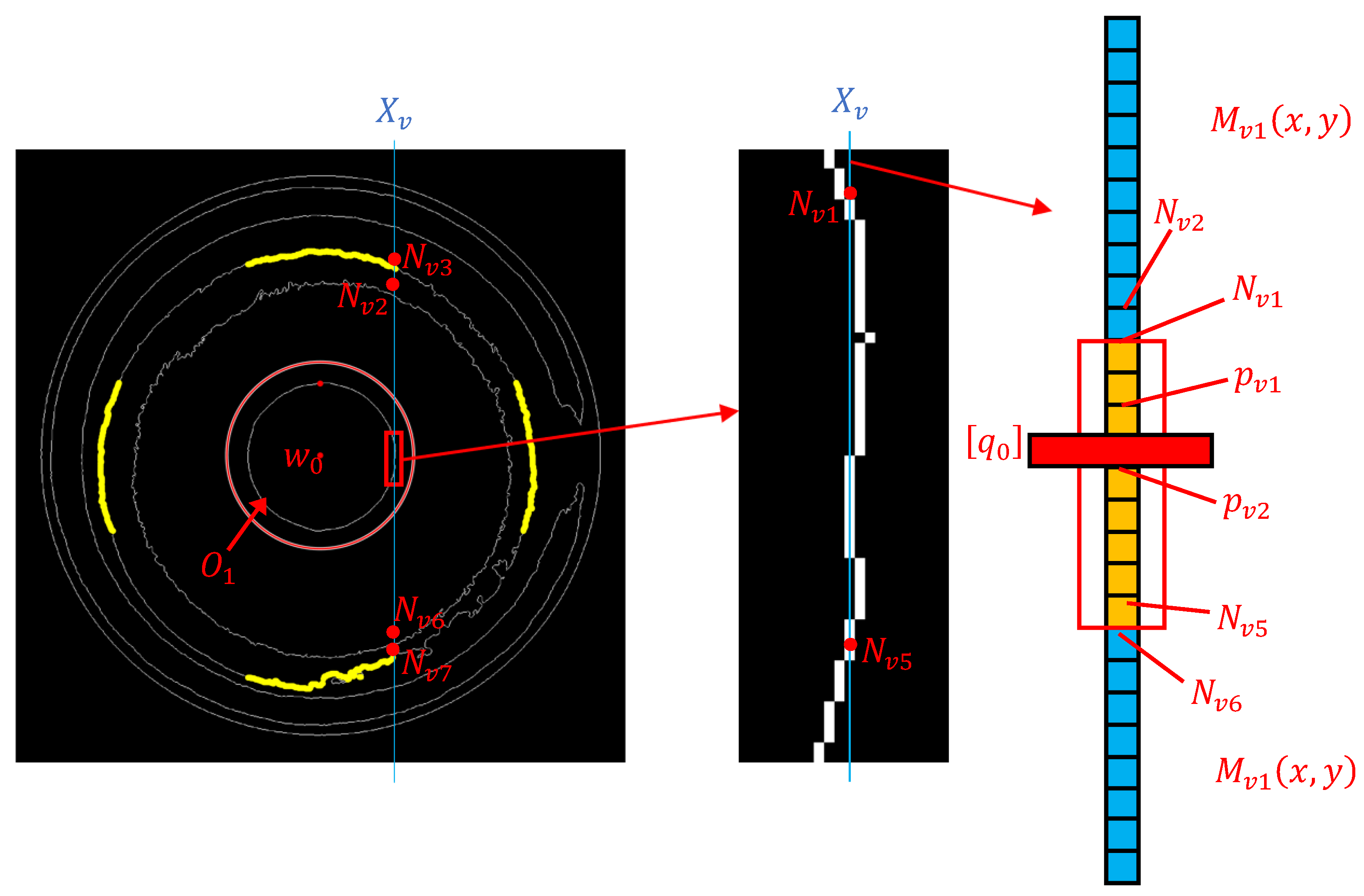
- Extract the data with x-coordinates equal to from the two-dimensional array (where is the integer part of the x-coordinate of the outer circle center). This step results in a two-dimensional array containing coordinate data points. Using as the condition (where is the integer part of the y-coordinate of the outer circle center), when , a two-dimensional array is obtained. The last data point in is .
- (2)
- Define the distance threshold , where the value of should not be large.
- (3)
- Define the line equation as . Extract the data with x-coordinates equal to from . Traverse the image from left to right (where ). Each traversal yields a set of coordinate data. Then, calculate the distance between each coordinate in this set of data and the outer circle center .
- (4)
- For all line equations , the first occurrence of a coordinate with a distance to less than the threshold is defined as the vertical left boundary , and the last occurrence is defined as the vertical right boundary . Using the same method, the horizontal boundaries and of the inner circle’s geometric feature points can be determined.
3.4. Extract the Geometric Feature Points of the Inner Circle
- (1)
- The line equations are defined through the vertical boundaries and of the inner circle’s geometric feature points as follows:
- (2)
- Using the equation , traverse from to . Each traversal will yield a set of coordinate data . The and in this set of coordinate data are the required inner circle coordinate data. can be divided into two two-dimensional arrays using . However, as shown in the enlarged view of Figure 9, the contour of the reference circle is not a single pixel point, but a line composed of multiple pixel points. Therefore, determining the position information of and using the position information of and is not feasible.
- (3)
- Calculate the distance between each coordinate in and the outer circle center . Extract the coordinate data with distances less than the threshold . Set the first and last data points in this set of coordinates as the reference points and , respectively. Using the position information of the reference points and in , can be divided into and .
3.5. Fit the Inner Circle Equation
4. Experimental Verification
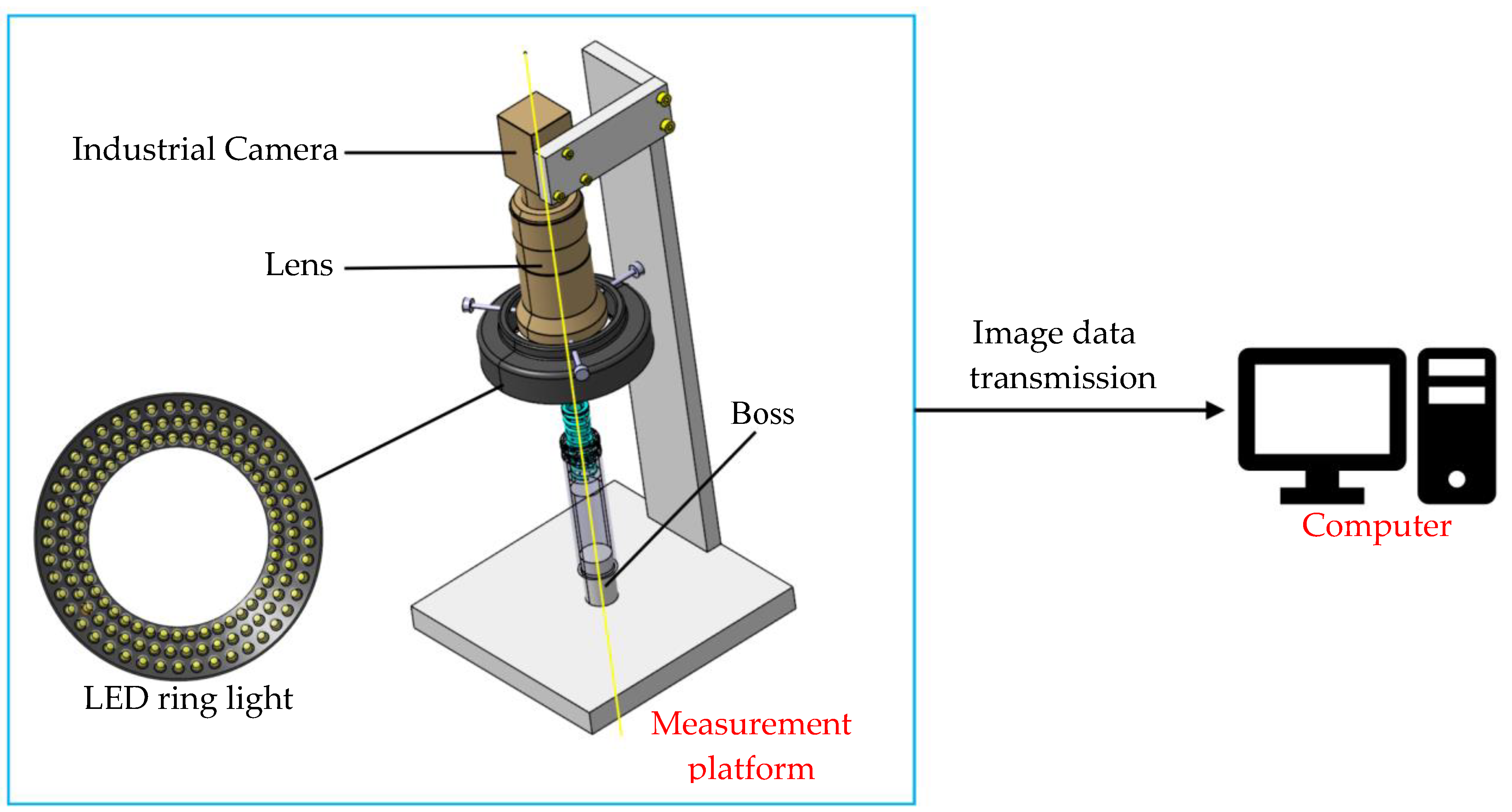
4.1. Experimental Setup
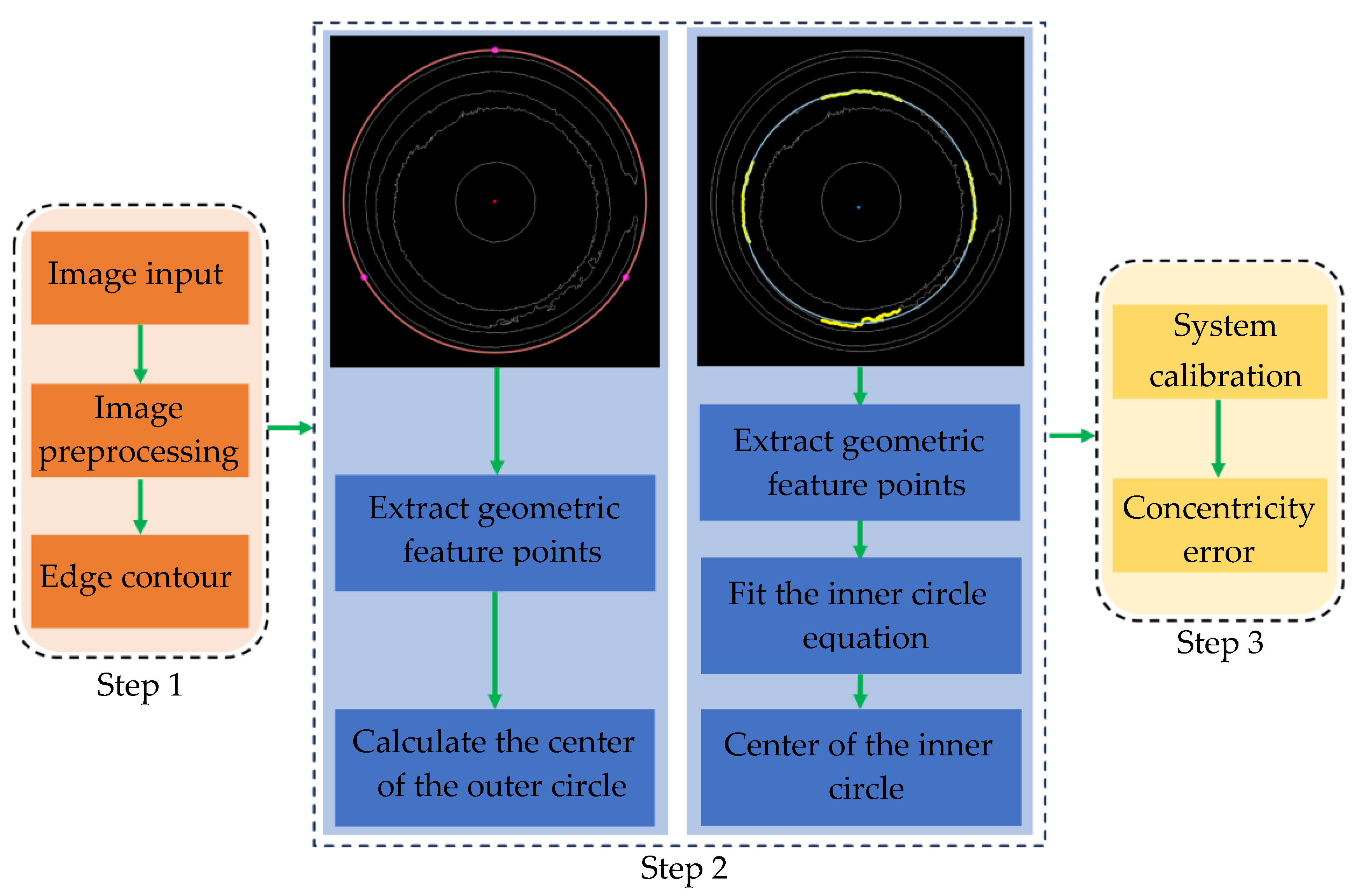
4.2. System Calibration and Concentricity Error Calculation
4.3. Experimental Results and Analysis
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhang, Y.; Wang, Y.; Liu, Y.; Lv, D.; Fu, X.; Zhang, Y.; Li, J. A concentricity measurement method for large forgings based on laser ranging principle. Measurement 2019, 147, 106838. [Google Scholar] [CrossRef]
- Cheng, A.; Ye, J.; Yang, F.; Lu, S.; Gao, F. An Effective Coaxiality Measurement for Twist Drill Based on Line Structured Light Sensor. IEEE Trans. Instrum. Meas. 2022, 71, 7006517. [Google Scholar] [CrossRef]
- Gao, C.; Lu, Y.; Lu, Z.; Liu, X.; Zhang, J. Research on coaxiality measurement system of large-span small-hole system based on laser collimation. Measurement 2022, 191, 110765. [Google Scholar] [CrossRef]
- Li, W.; Li, F.; Jiang, Z.; Wang, H.; Huang, Y.; Liang, Q.; Huang, M.; Li, T.; Gao, X. A machine vision-based radial circular runout measurement method. Int. J. Adv. Manuf. Technol. 2023, 126, 3949–3958. [Google Scholar] [CrossRef]
- Chai, Z.; Lu, Y.; Li, X.; Cai, G.; Tan, J.; Ye, Z. Non-contact measurement method of coaxiality for the compound gear shaft composed of bevel gear and spline. Measurement 2021, 168, 108453. [Google Scholar] [CrossRef]
- Dou, Y.; Zheng, S.; Ren, H.; Gu, X.; Sui, W. Research on the measurement method of crankshaft coaxiality error based on three-dimensional point cloud. Meas. Sci. Technol. 2024, 35, 035202. [Google Scholar] [CrossRef]
- Li, C.; Xu, X.; Sun, H.; Miao, J.; Ren, Z. Coaxiality of Stepped Shaft Measurement Using the Structured Light Vision. Math. Probl. Eng. 2021, 2021, 5575152. [Google Scholar] [CrossRef]
- Poyraz, A.G.; Kacmaz, M.; Gurkan, H.; Dirik, A.E. Sub-Pixel counting based diameter measurement algorithm for industrial Machine vision. Measurement 2024, 225, 114063. [Google Scholar] [CrossRef]
- Wang, W.; Liu, W.; Zhang, Y.; Zhang, P.; Si, L.; Zhou, M. Illumination system optimal design for geometry measurement of complex cutting tools in machine vision. Int. J. Adv. Manuf. Technol. 2023, 125, 105–114. [Google Scholar] [CrossRef]
- Wei, G.; Tan, Q. Measurement of shaft diameters by machine vision. Appl. Opt. 2011, 50, 3246–3253. [Google Scholar] [CrossRef]
- Xiang, R.; He, W.; Zhang, X.; Wang, D.; Shan, Y. Size measurement based on a two-camera machine vision system for the bayonets of automobile brake pads. Measurement 2018, 122, 106–116. [Google Scholar] [CrossRef]
- Dong, L.; Chen, W.; Yang, S.; Yu, H. A new machine vision-based intelligent detection method for gear grinding burn. Int. J. Adv. Manuf. Technol. 2023, 125, 4663–4677. [Google Scholar] [CrossRef]
- Li, X.; Wang, S.; Xu, K. Automatic Measurement of External Thread at the End of Sucker Rod Based on Machine Vision. Sensors 2022, 22, 8276. [Google Scholar] [CrossRef] [PubMed]
- Qu, J.; Yue, C.; Zhou, J.; Xia, W.; Liu, X.; Liang, S.Y. On-machine detection of face milling cutter damage based on machine vision. Int. J. Adv. Manuf. Technol. 2024, 133, 1865–1879. [Google Scholar] [CrossRef]
- Tian, H.; Wang, D.; Lin, J.; Chen, Q.; Liu, Z. Surface Defects Detection of Stamping and Grinding Flat Parts Based on Machine Vision. Sensors 2020, 20, 4531. [Google Scholar] [CrossRef]
- Xiao, G.; Li, Y.; Xia, Q.; Cheng, X.; Chen, W. Research on the on-line dimensional accuracy measurement method of conical spun workpieces based on machine vision technology. Measurement 2019, 148, 106881. [Google Scholar] [CrossRef]
- Xu, J.; Zheng, S.; Sun, K.; Song, P. Research and Application of Contactless Measurement of Transformer Winding Tilt Angle Based on Machine Vision. Sensors 2023, 23, 4755. [Google Scholar] [CrossRef]
- Zhou, J.; Yu, J. Chisel edge wear measurement of high-speed steel twist drills based on machine vision. Comput. Ind. 2021, 128, 103436. [Google Scholar] [CrossRef]
- Powell, D.; Magnanini, M.C.; Colledani, M.; Myklebust, O. Advancing zero defect manufacturing: A state-of-the-art perspective and future research directions. Comput. Ind. 2022, 136, 103596. [Google Scholar] [CrossRef]
- Sun, Q.; Hou, Y.; Tan, Q.; Li, C. Shaft diameter measurement using a digital image. Opt. Lasers Eng. 2014, 55, 183–188. [Google Scholar] [CrossRef]
- Zhang, W.; Han, Z.; Li, Y.; Zheng, H.; Cheng, X. A Method for Measurement of Workpiece form Deviations Based on Machine Vision. Machines 2022, 10, 718. [Google Scholar] [CrossRef]
- Li, B. Research on geometric dimension measurement system of shaft parts based on machine vision. Eurasip J. Image Video Process. 2018, 2018, 101. [Google Scholar] [CrossRef]
- Konstantinidis, F.K.; Mouroutsos, S.G.; Gasteratos, A. The Role of Machine Vision in Industry 4.0: An automotive manufacturing perspective. In Proceedings of the IEEE International Conference on Imaging Systems and Techniques (IST), Electr Network, Kaohsiung, Taiwan, 24–26 August 2021. [Google Scholar]
- Draz, H.H.; Elashker, N.E.; Mahmoud, M.M.A. Optimized Algorithms and Hardware Implementation of Median Filter for Image Processing. Circuits Syst. Signal Process. 2023, 42, 5545–5558. [Google Scholar] [CrossRef]
- Lim, T.Y.; Ratnam, M.M. Edge detection and measurement of nose radii of cutting tool inserts from scanned 2-D images. Opt. Lasers Eng. 2012, 50, 1628–1642. [Google Scholar] [CrossRef]
- Sun, K.W.; Xu, J.Z.; Zheng, S.Y.; Zhang, N.S. Transformer High-Voltage Primary Coil Quality Detection Method Based on Machine Vision. Appl. Sci. 2023, 13, 1480. [Google Scholar] [CrossRef]
- Yan, G.; Zhang, J.; Zhou, J.; Han, Y.; Zhong, F.; Zhou, H. Research on Roundness Detection and Evaluation of Aluminum Hose Tail Based on Machine Vision. Int. J. Precis. Eng. Manuf. 2024, 25, 1127–1137. [Google Scholar] [CrossRef]
- Koren, M.; Mokros, M.; Bucha, T. Accuracy of tree diameter estimation from terrestrial laser scanning by circle-fitting methods. Int. J. Appl. Earth Obs. Geoinf. 2017, 63, 122–128. [Google Scholar] [CrossRef]
- Ahn, S.J.; Rauh, W.; Warnecke, H.J. Least-squares orthogonal distances fitting of circle, sphere, ellipse, hyperbola, and parabola. Pattern Recognit. 2001, 34, 2283–2303. [Google Scholar] [CrossRef]
- Cao, Z.-m.; Wu, Y.; Han, J. Roundness deviation evaluation method based on statistical analysis of local least square circles. Meas. Sci. Technol. 2017, 28, 105017. [Google Scholar] [CrossRef]
- Li, Q.; Ge, W.; Shi, H.; Zhao, W.; Zhang, S. Research on Coaxiality Measurement Method for Automobile Brake Piston Components Based on Machine Vision. Appl. Sci. 2024, 14, 2371. [Google Scholar] [CrossRef]
- Konstantinidis, F.K.; Myrillas, N.; Tsintotas, K.A.; Mouroutsos, S.G.; Gasteratos, A. A technology maturity assessment framework for Industry 5.0 machine vision systems based on systematic literature review in automotive manufacturing. Int. J. Prod. Res. 2023. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Workpiece Number | CMM Measurement Results/mm | Proposed Method Measurement Results/mm | Error/mm |
|---|---|---|---|
| 1 | 0.4683 | 0.4963 | 0.0280 |
| 2 | 0.9277 | 0.8968 | 0.0309 |
| 3 | 0.6123 | 0.6412 | 0.0289 |
| 4 | 0.7582 | 0.7864 | 0.0282 |
| 5 | 0.8123 | 0.8516 | 0.0393 |
| 6 | 0.6598 | 0.6337 | 0.0261 |
| 7 | 0.6673 | 0.6950 | 0.0277 |
| 8 | 0.7321 | 0.7674 | 0.0353 |
| 9 | 0.7194 | 0.7510 | 0.0316 |
| 10 | 0.6085 | 0.6377 | 0.0292 |
| Measurement Method | Laser Distance Meter [1] | Laser Displacement Sensor [5] | 3D Point Cloud [6] | Proposed Method (Machine Vision) |
|---|---|---|---|---|
| Measurement Time | Not Specified | <2 min | <2 min | Average of 3.9 s |
| Measurement Error | <0.5 mm | <0.065 mm | <0.042 mm | <0.039 mm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ge, W.; Li, Q.; Zhao, W.; Xu, T.; Zhang, S. A Machine Vision-Based Measurement Method for the Concentricity of Automotive Brake Piston Components. Symmetry 2024, 16, 1584. https://doi.org/10.3390/sym16121584
Ge W, Li Q, Zhao W, Xu T, Zhang S. A Machine Vision-Based Measurement Method for the Concentricity of Automotive Brake Piston Components. Symmetry. 2024; 16(12):1584. https://doi.org/10.3390/sym16121584
Chicago/Turabian StyleGe, Weinan, Qinghua Li, Wanting Zhao, Tiantian Xu, and Shihong Zhang. 2024. "A Machine Vision-Based Measurement Method for the Concentricity of Automotive Brake Piston Components" Symmetry 16, no. 12: 1584. https://doi.org/10.3390/sym16121584
APA StyleGe, W., Li, Q., Zhao, W., Xu, T., & Zhang, S. (2024). A Machine Vision-Based Measurement Method for the Concentricity of Automotive Brake Piston Components. Symmetry, 16(12), 1584. https://doi.org/10.3390/sym16121584