1. Introduction
The term “manual assembly” refers to a process in which human operators use their innate dexterity, aptitude, and judgment to combine pre-existing parts to create a finished product or a unit of a finished product. According to Richardson et al. [
1], the activity of manual assembly is a type of spatial problem-solving that requires workers to construct a mental model in order to interpret and engage with spatial input. Work instructions, their presentation, and the worker’s interaction with them are extremely important in manual assembly operations [
2,
3,
4,
5]. Work instructions must be clear and unambiguous about which parts to utilize and how they should be built in order to optimize the operators’ mental abilities [
4]. It is generally accepted that assembly instructions must be provided in a way that allows everyone to read them and successfully complete the assembly [
6]. In this manner, work instructions can help reduce the mental load on the operators, in particular by simplifying the complexity of the tasks. Today, most manual assembly instructions are provided digitally, on a computer display, and include text and visual content [
2,
3,
4,
5]. However, Mattsson et al. [
7] believed that instructions should be highly perceptual, which necessitates providing the operator with more sophisticated and timely sensory inputs. Using three-dimensional models in work instructions improves their realism, accuracy, and legibility in depicting the assembly process. Perspectives and basic assembly guidelines might be included in these model-based instructions (MBI) [
8,
9].
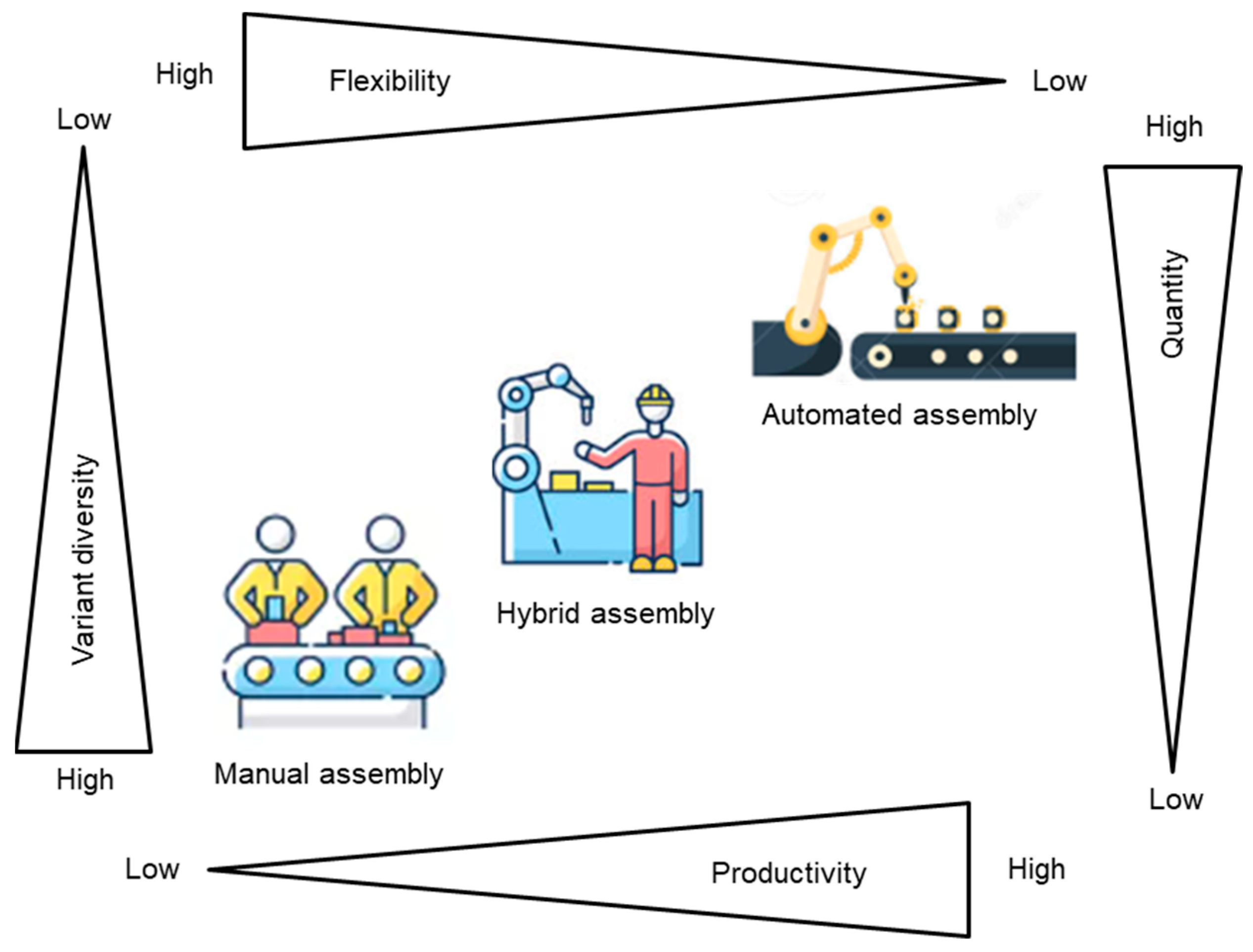
The assembly process is crucial to manufacturing because it guarantees that the final product meets the necessary quality standards. Several factors, such as flexibility, the variety of products, the volume of production, and productivity, are considered by engineers when selecting an appropriate assembly system [
6,
10]. Despite the lower productivity and production volume in manual assembly systems compared with automatic assembly systems, manual systems have an increased flexibility and variety of products. Worker productivity is a measure of the output or results achieved by an individual worker or a group of workers within a specific time.
Figure 1 illustrates the impact of assembly system automation on these factors. Although industrial robots contribute greatly to the automation of manufacturing systems, including assembly systems, the complexity and diversity of the product still represent significant challenges in manufacturing; therefore, manual work remains a viable and irreplaceable alternative [
6,
11]. These manufacturing fields include electronics, aerospace, automotive, combustion engine assembly, and industrial machinery and equipment [
12,
13]. Manual assembly requires the precise execution of a number of steps in order to yield a finished product of the requisite quality. Torabi et al. [
14] discussed the common human errors in the design, installation, and operation of variable air volume air handling unit systems. They identified that many types of faults can occur, including design, assembly, manufacturing, incorrect operation, maintenance, software, and operator’s faults, and the mistakes that humans directly cause may be referred to as errors. Park et al. [
15] have designed a software tool called Foolproof Joint that simplifies the assembly of laser-cut 3D models to reduce assembly errors by modifying finger joint patterns. They [
16] developed an intelligent detection approach to detect human errors in the maintenance and assembly of components of a nuclear power plant using artificial intelligence. Wang et al. [
17] investigated the vibration characteristics of the spindle system and discovered that the vibrations were caused by assembly errors.
Furthermore, Miao et al. [
18] and Wang et al. [
19] mentioned that supporting bearing assembly errors have a significant impact on bearing operating performance and spindle vibration characteristics. Human error (HE) is one of the most common causes of accidents in many industries. Previous studies indicate that HE contributes to 30–90% of all accidents in work environments despite strict safety procedures in those industries [
20]. Common types of human errors (HEs) in assembly processes include unsecured links, missing parts, improper part installation, the inadequate application of force to fasteners, breakage during assembly, and contamination by foreign object debris [
21,
22]. Inadequate cognitive and physical ergonomics have also been found to impact product quality and increase the frequency of errors [
11,
23].
Moreover, there are many other kinds of human errors that are capable of occurring throughout the assembly processes. Here are a few common examples:
- (1)
Omission errors: These occur when a step or task in the assembly process is missed or skipped over entirely. For example, a worker might forget to install a specific component or tighten a screw;
- (2)
Commission errors: Commission errors occur when a worker does an action incorrectly, such as installing a part backward or using the wrong tool;
- (3)
Transposition errors: These errors occur when two similar-looking parts or components are confused with each other. For example, two screws of different lengths might look similar, and a worker might accidentally use the wrong one;
- (4)
Timing errors: Timing errors occur when a worker completes tasks in the wrong order or sequence, which can cause problems down the line. For example, a worker might install a part before another part that should have gone in first;
- (5)
Procedural errors: These errors occur when workers do not follow the correct procedures or instructions for a task. This could be due to a lack of training or understanding of the instructions;
- (6)
Communication errors: Communication errors can occur when workers do not communicate effectively with each other or when instructions are unclear or misunderstood;
- (7)
Fatigue-related errors: Errors can also occur due to factors such as fatigue or stress, affecting a worker’s attention and decision-making abilities.
It is essential to remember that these errors can frequently be connected to one another and exacerbate one another, which might result in more severe issues throughout the assembly processes. Therefore, it is important to identify these errors and know the factors causing them as early as possible to prevent more significant issues.
With the advent of Industry 4.0, increased product customization will occur in highly flexible production settings [
6]. As a result of this widespread personalization, manufacturing is likely to become more complicated, possibly calling for more highly trained employees [
23]. Reducing HEs in this situation depends critically on a well-optimized work system. A well-optimized work system refers to an effective arrangement of people, processes, resources, and technology that maximizes productivity, quality, and overall performance. It is designed to streamline workflows and reduce human errors to achieve desired outcomes. Identifying the aspects and factors influencing operator performance is crucial for optimizing assembly processes and minimizing errors. Many factors directly or indirectly influence the assemblers’ errors during the manual assembling processes. Identifying the most critical factors needs much research in the field, which is time-consuming and expensive; moreover, some previous studies focused on defining and identifying some of these factors and did not address identifying which factors are the most influential for these errors. Therefore, the main objective of this study is to determine the most important factors affecting HEs and identify the relationships between these factors in manual assembly processes using two types of Multi-Criteria Decision-Making (MCDM) techniques: the Fuzzy Delphi method (FDM) and Decision-Making Trial and Evaluation Laboratory (DEMATEL). Symmetry is a crucial characteristic that can be employed in MCDM studies to identify correlations between variables. It depends on the idea that, regardless of the two variables’ positions or roles, their relative importance or preference should remain constant. In other words, symmetry is a consideration that MCDM techniques make to help ensure that the relationships between variables are effectively represented, resulting in more accurate decision-making outcomes.
1.1. The Need and Motivation for the Study
This study needs to reduce worker errors and identify the factors contributing to assembly errors. Hence, this study benefits several stakeholders, including the following:
- (1)
Businesses and Employers: This study can benefit companies and organizations that rely on assembly or manufacturing processes. By understanding the factors contributing to worker errors, businesses can implement strategies to reduce errors, enhance productivity, and improve overall product quality. This, in turn, can lead to cost savings, increased customer satisfaction, and improved competitiveness in the market;
- (2)
Workers and Workforce: The study can directly benefit workers by improving their working conditions and reducing the chances of errors. By identifying factors contributing to assembly errors, interventions such as improved training programs, better equipment and tools, ergonomic improvements, and enhanced safety measures can be implemented to support workers in their tasks. This can lead to increased job satisfaction, reduced stress, and improved worker well-being;
- (3)
Consumers: Consumers stand to benefit from the study as well. Reduced worker errors in assembly processes can lead to higher product quality and reliability. This means that consumers are more likely to receive products that meet their expectations, with fewer defects or issues. Improved quality control can also contribute to enhanced product safety features, reducing the risk of accidents or malfunctions.
- (4)
Researchers and Academia: The study of reducing worker errors and identifying contributing factors can provide valuable insights and contribute to the body of knowledge in fields such as human factors engineering, industrial psychology, and manufacturing management. Researchers can build upon this knowledge to develop new theories, methodologies, and best practices for error reduction in various industries;
- (5)
Therefore, the primary motivation for this study was to improve overall productivity, product quality, and worker well-being. By understanding the factors that contribute to assembly errors, interventions can be implemented to reduce errors, minimize waste, and optimize the assembly process. This leads to improved efficiency, cost savings, and enhanced business competitiveness while providing employees with a safer and more satisfying work environment. This study aims to contribute to scientific knowledge and advance the understanding of human factors in manufacturing and assembly processes.
1.2. Research Contributions
This research makes several contributions to the existing body of literature, including the following:
- (1)
To the best of our knowledge, this study is considered one of the first to determine factors affecting HEs in manual assembly processes and identify the relationships between these factors using the MCDM techniques. Therefore, this research could theoretically add to the current body of knowledge and fill existing gaps in studies of factors driving manual assembly errors;
- (2)
This study provides a cause-and-effect model in order to identify the interactions between factors affecting human errors in the manual assembly processes and analyze the root causes of those errors;
- (3)
The proposed methodology allows managers and experts of manual assembly lines to know the factors that cause assembly errors, which helps them focus on improving the sources of those factors to reduce assembly errors.
This study is organized as follows:
Section 2 describes the literature review, and
Section 3 presents the research methodology.
Section 4 describes the fuzzy Delphi and DEMATEL models. The results and discussion are described in
Section 5;
Section 6 specifies the conclusion and future work.
2. Literature Review
Human errors (HEs) refer to mistakes or deviations from intended actions made by individuals when implementing some tasks. These errors can occur due to various reasons, such as a lack of training, fatigue, poor work instructions, etc. Different types or categories of human errors include slips (unintended actions), lapses (omission), mistakes (knowledge-based errors), rule-based errors (applying incorrect rules), etc. The consequences or impacts of these errors on productivity include delays in production timelines and quality involving defects or rework, while in safety results, accidents lead to injuries.
In recent years, some studies have been conducted to find the influencing factors of human errors in different fields. Lopez et al. [
24] classified the influence factors on design errors in construction into personal factors, such as adverse behavior, and organizational factors, such as poor training and quality. Iraj et al. [
25] reported that factors affecting HEs in a mining process design are caused by individual factors (lack of knowledge and experience), task factors (multitasking and workload), organizational factors (poor management and training), and environmental factors (inadequate lighting, noise, and poor air quality). Noman et al. [
26] have studied some factors affecting inspection and maintenance errors, such as unclear instructions and procedures, stress, task complexity, and lack of experience and training, in addition to other work environmental factors such as noise, lighting, etc., Yaniel et al. [
27] analyzed human errors in a complex manual assembly line and identified 31 factors that caused those errors.
A comprehensive survey of the literature was conducted to summarize the main factors affecting HEs in the manual assembly processes, as well as the related sub-factors. These were then reviewed and discussed by academic and industry experts with at least ten years of experience in manual assembly processes. Through a literature review, 51 factors influencing human error were identified. The factors influencing human error were finally classified into five categories, namely individual factors, tool factors, task factors, organizational factors, and environmental factors, as shown in
Table 1.
In the field of manufacturing, manual assembly processes play a crucial role in ensuring product quality and efficiency. However, human errors are an inherent risk factor that can significantly impact productivity, quality assurance, and worker safety. Therefore, it is essential to understand the determining factors that contribute to human errors in manual assembly processes in order to develop effective strategies for error prevention and process improvement. This study aims to apply two Multi-Criteria Decision-making (MCDM) techniques—Fuzzy Delphi (FDM) and DEMATEL methods—which can be used to accurately determine the factors affecting human errors in manual assembly processes and identify the relationships among them. These methods are often used to solve fuzzy complex issues based on experts’ opinions. Therefore, the MCDM techniques are analytical tools used to handle complex decision-making problems by simultaneously considering multiple criteria or factors. These techniques provide a systematic framework for evaluating alternatives based on various qualitative or quantitative attributes. In the context of determining factors affecting human errors in manual assembly processes, MCDM methods offer a structured approach for gathering expert opinions and constructing cause-and-effect models.
Many MCDM techniques have been used by researchers and decision-makers in the literature. The selection of an appropriate MCDM technique depends on the specific characteristics of the decision problem, the available data, decision-maker preferences, and the objectives of the decision-making process. According to the study of Taherdoost and Madanchian [
51], the twenty most-cited MCDM methods from 2012 to 2022 (based on the “ScienceDirect” database) are shown in
Table 2.
The DEMATEL method is one of the MCDM techniques employed for analyzing causal relationships among different criteria. It was first used by Lin in 2008 in a fuzzy environment study [
72]. It involves constructing a cause-and-effect relationship model based on expert opinions gathered through a questionnaire-based survey. The fuzzy DEMATEL method uses the total-relation matrix to identify the criteria that are effective (cause) and affected (effect) and looks into how these criteria relate to each other [
25].
In this study, the Fuzzy DEMATEL method was selected depending on the specific context and requirements of the decision problem at hand. While various MCDM techniques are available, the Fuzzy DEMATEL offers certain advantages that make it suitable for certain types of decision-making problems. The Fuzzy DEMATEL is particularly useful when the decision problem involves complex interdependencies among criteria or factors [
25]. It allows decision-makers to analyze the cause-and-effect relationships between criteria and identify the strength and direction of these relationships [
25,
73]. This helps in understanding the interdependencies and their impact on the decision problem. Therefore, in this study, the Fuzzy DEMATEL was used to analyze the cause-and-effect relationships between the factors affecting human errors in the manual assembly processes and identify the factors that are effective (cause) and affected (effect).
The FDM is a potent instrument that helps researchers in a particular field of study obtain a consensus based on expert viewpoints [
74]. It is considered to be one of the most common and reliable techniques for collecting expert opinions and carrying out questionnaires [
75,
76]. In addition, it is one of the most commonly utilized methodologies for solving an extensive variety of group decision-making problems through choosing and/or ranking factors, standards, questionnaire factors, or calculating index factors [
77]. Combining the traditional Delphi method (DM) with fuzzy set theory led to the development of a more robust FDM [
25]. The FDM has some advantages, such as the ability to combine expert opinions in order to establish a consensus [
56], time and cost reduction compared with the DM [
3], and the reduction in rounds of expert-opinion gathering [
38].
Moreover, the most notable characteristics of the FDM are that the answers gathered are unexplored and unidentified, that it is dependent on a conditional phased statistical processing operation, and that it is based on processes that can be counted, limited, and repeated while being controlled and managed by a phase focused on a results feedback process. The FDM outputs also represent uniform, updated, and collective statistical scores. Its other distinguishing features are its ability to address qualitative difficulties depending on nature through multiple survey rounds, to develop consensus opinions, and to facilitate efficient decisions. As a result, the FDM has been extensively used in a wide variety of interdisciplinary research to compile a consistent and evolving set of responses from expert respondents in the course of numerous rounds of surveying [
75,
76,
77].
Recently, in identifying factors affecting HEs, the Delphi method has been used in some studies. Iraj et al. [
25] have used the FDM to determine the factors affecting HEs in a mining process design. In addition, they used the DEMATEL method to identify the relationships among those factors. In the studies of Adel et al. [
36], the FDM was used to identify the influencing factors that lead to accidents as a result of HEs during the construction of industrial park projects. The results of the survey showed that the specific factors had a significant impact on the incidence of those accidents caused by HEs. In a similar study for determining the factors affecting HEs in the construction industry using the Delphi method, the study conducted by Daniel et al. [
39] showed that most influencing factors affecting construction industry errors were evaluated from medium to strong. The study of Cheryl et al. [
78] used a two-round Delphi technique to identify human factors affecting nursing errors.
Comparing the fuzzy Delphi and DEMATEL methods reveals their distinct strengths and limitations: The fuzzy Delphi method offers a systematic approach for expert consensus building, ensuring comprehensive coverage of potential influential factors through iterative feedback rounds. On the other hand, the DEMATEL method allows researchers to visualize complex cause-and-effect relationships among identified factors while highlighting key drivers or bottlenecks within the network. However, it is important to note that both methods heavily rely on expert opinions, which may introduce biases based on individual knowledge or experience levels.
From the literature, it can be found that there are a lack of in-depth studies to determine the factors affecting HEs in the field of manual assembly processes and identify the relationships between these factors using MCDM techniques. Previous studies focused mainly on factors affecting HEs in nursing [
78], the construction of industrial park projects [
36,
39,
79], and mining process design [
25]. Previous researchers used either the FDM method for identifying factors affecting HEs or the DEMATEL method for identifying the relationships among the factors affecting HEs.
Therefore, this study aims to advance the body of knowledge and fill existing gaps relative to human error in manual assembly processes from the perspective of multiple factors. In addition, this study provides a cause-and-effect model to identify the interactions between factors affecting human errors in manual assembly processes and analyze the root causes of those errors. To accomplish this goal, the MCDM techniques are considered to determine the factors affecting HEs and identify the relationships among the factors affecting HEs. The research questions focused on what the factors affecting human errors are in manual assembly processes, how studies address those different types of factors, and how the proposed model reduces clustering errors related to those factors. Therefore, the main objectives of this study are as follows:
- (1)
Identify and classify the factors affecting human errors in manual assembly processes from the literature review;
- (2)
Determine the most significant factors affecting human errors in manual assembly processes using the FDM method;
- (3)
Determine the cause-and-effect relationships among those factors using the DEMATEL method.
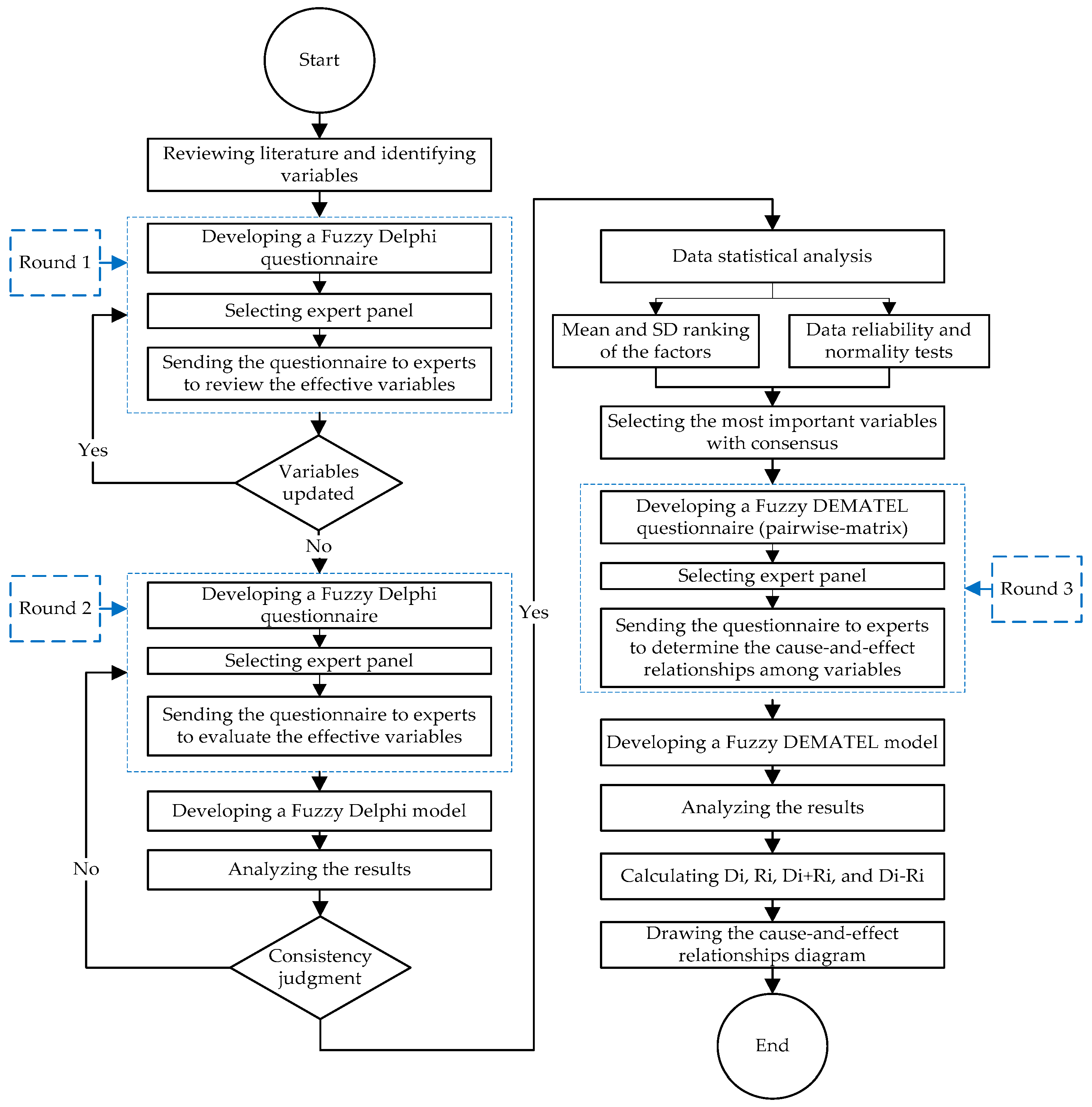
3. Research Methodology
The flow chart of the research methodology and the steps involved in its implementation are shown in
Figure 2.
Several steps were taken to implement the proposed methodology, and these are discussed and shown below.
Step 1: The literature was reviewed and factors affecting HEs in manual assembly processes were identified.
Step 2: This step is called round 1. In this step, an initial fuzzy Delphi questionnaire for factors affecting HEs in the manual assembly processes was developed. Experts with high experience were selected and then the fuzzy Delphi questionnaire was emailed to them to screen and classify the most important factors affecting HEs in manual assembly processes based on individual, tool, task, organizational, and environmental classifications. In addition, the experts were asked to review the influential factors and revise them by adding any essential missing factors. The study of John Baker et al. [
80] recommended that researchers ensure accuracy in selecting experts for the fuzzy research by choosing experts with a minimum of ten years’ experience. In this research, a panel of experts was chosen based on their academic experience or level of knowledge in the field of manual assembly processes.
Step 3: This step is called round 2. In this step, a final fuzzy Delphi questionnaire for factors affecting HEs in manual assembly processes was developed and sent again to the experts to evaluate the effective factors. In both rounds of the Delphi study, thirty-two experts who have academic experience and a level of knowledge in the field of manual assembly processes responded to the questionnaire.
Step 4: A fuzzy Delphi model was developed that integrates the opinions of all the experts to identify the factors affecting HEs in manual assembly processes. In this step, the factors must be rated, and the ones with low scores were eliminated [
25,
77]. In this research, a factor with an evaluation score of 70% or more was accepted as an influencing factor on HEs.
Step 5: The results were analyzed and the most important factors affecting HEs in manual assembly processes based on expert opinions were selected with a consensus agreement rate of 75% or more. Based on each expert’s agreement rating, the expert group’s consensus needed to be derived for each factor [
25,
77].
Step 6: To ensure whether the number of experts was enough, a statistical analysis was undertaken for the surveying data collected from the experts and then the data reliability and normality was calculated using the SPSS 22.0 software program.
Step 7: This step is called round 3. In this step, the most important factors affecting HEs, which are the outputs of the fuzzy Delphi model, were selected, and then a fuzzy DEMATEL questionnaire was developed in the form of a pairwise matrix. After that, the expert panel was selected and the pairwise matrix questionnaires were emailed to them to evaluate the cause-and-effect relationships among the factors. In this round, fifteen experts responded to the fuzzy DEMATEL questionnaire. The demographic data of the experts in the fuzzy Delphi and DEMATEL studies are summarized in
Table 3.
Step 8: A fuzzy DEMATEL model was developed to evaluate the cause-and-effect relationships among the factors.
Step 9: The outputs of the fuzzy DEMATEL model were analyzed to find the interaction between factors. After that, the cause-and-effect diagram, which shows the relationships among factors, must be drawn.
5. Results and Discussion
A literature review was conducted to identify and extract important factors influencing HEs during manual assembly processes. After that, these factors were analyzed by experts and classified into five groups: individual, tool, task, organizational, and environmental factors. Furthermore, a developed model was proposed by applying FDM and DEMATEL methods to accurately determine the factors affecting human errors in manual assembly processes and identify the relationships among them. The results and discussion are explained in detail in the following subsections.
5.1. Reliability and Validity Test of the Survey Data
To evaluate the reliability of the survey data, Cronbach’s
coefficients for each factor were calculated using the SPSS 22.0 software program, as shown in
Table 5. It was noted that the subscale Cronbach’s
coefficients were all greater than 0.70; thus, the scale’s reliability is high [
15]. Furthermore, the questionnaire’s overall reliability is 0.91, indicating that the survey data were reliable enough for further statistical analysis.
5.2. Factors Descriptive Statistics
Regarding experts’ responses, the descriptive statistics of the factors affecting HEs in manual assembly processes are shown in
Table 6.
Statistical parameters such as mean, standard deviation, mode, median, and skewness were calculated in the descriptive statistics section. All of these parameters are used to describe the influence of these factors on human errors in assembly processes. For example, by asking the experts about the influence of individual factors on human errors in assembly processes, there were different answers ranging from 1 to 5. However, the mean of these answers was 3.715, indicating a high effect of individual factors on human errors in assembly processes. The variation answer of the answers was not high, as indicated by the standard deviation value for this response (0.224). In addition, most of the answers were greater than the mean since the mode was 3. The median and mean were very close to each other, which indicates a normal distribution of the data. This is also supported by the value of the skewness, which was close to zero.
Moreover, the tool and task factors had a high mean of more than four and have the same mode and median that are very close to their mean. In addition, they have a skewness close to zero. It is worth noting that the tool factor has a positive skewness, which means its distribution is on the right side but is close to zero. Finally, the organizational and work environment factors have a very close mean, and their mode and median are equal. In addition, they have a skewness very close to zero.
5.3. Normality Test of the Survey Data
The normality test of the survey data was performed to check whether the data are normally distributed or not and to check if the data can be analyzed using parametric or nonparametric statistical methods.
Additionally, normality tests can help to identify outliers, which are values that are significantly different from the rest of the data. Outliers can affect the results of statistical analyses and can lead to incorrect conclusions. By identifying outliers, researchers can decide how to handle them, either by removing them from the analysis or by using robust statistical methods that are less sensitive to outliers. Overall, normality tests are important in survey research to ensure that the data are appropriate for the statistical analyses being used and to identify any potential outliers that may affect the results.
Examining whether or not the survey data in this study follows a normal distribution was performed using the Shapiro–Wilk test. The Shapiro–Wilk test is a more powerful test when the sample size is small (less than 50 samples), and it is less sensitive to deviations from normality in the tails of the distribution [
39]. The test statistic for the Shapiro–Wilk test is based on the correlation between the observed sample values and the expected normal distribution values, and it provides a
p-value that indicates the probability of observing such a deviation from normality if the data were actually normally distributed. Hypothesis testing for the full survey (including individual factors, tool factors, task factors, organizational factors, and environmental factors) is shown in
Table 7. The results showed a significance level of >0.05. Therefore, the data followed a normal distribution for the research factors, and the null hypothesis was accepted with a 95% confidence level.
5.4. One-Sample t-Test
In this section, the one-sample t-test was used as a statistical hypothesis test to determine whether the mean of a single sample of data is significantly different from a hypothesized value (a test value = 3) [
39]. For the primary research factor (human errors during assembly processes), the means of the individual, tool, task, organizational, and environmental factors were 3.715, 4.093, 4.140, 3.580, and 3.644, respectively (
Table 8). The mean of the overall questionnaire was 3.834. The difference with the test result was significant and above average because the
p-values of all the factors were less than 0.05. In contrast, since both the upper and lower bounds of the confidence range are positive, it is possible that all of the factors under examination should be interpreted as “strong” human error factors generating assembly process errors.
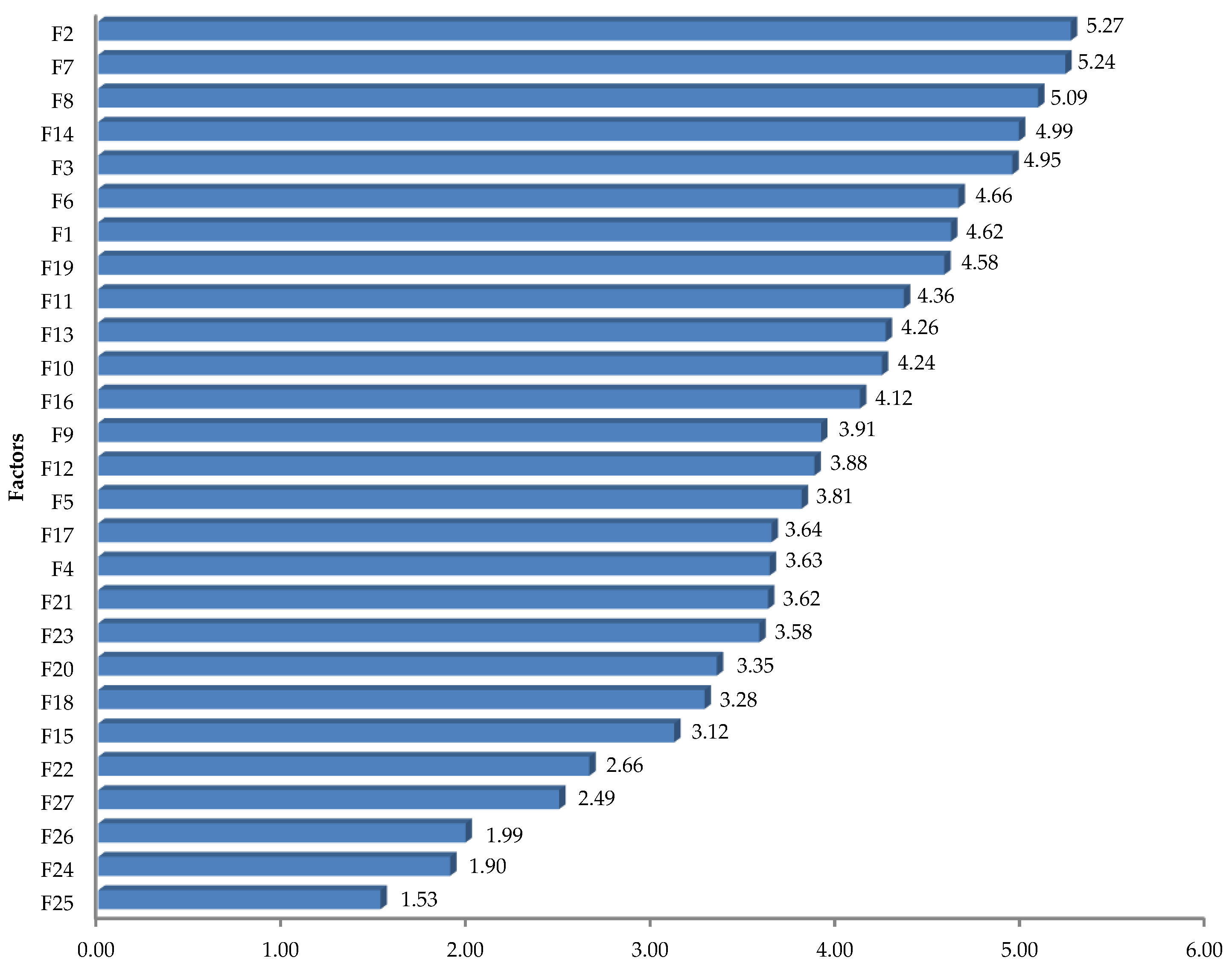
5.5. Ranking Factors Influencing HEs Based on the Fuzzy Delphi Method
Based on the fuzzy Delphi method, the most factors affecting human errors in manual assembly processes were identified, as shown in
Table 9. It is worth noting that the defuzzified evaluation rating scores (
) were calculated for each factor based on Equation (3). Thus, if the score
of the factor was found to be 0.7 or higher based on expert opinions, the factor was accepted as an affecting factor of human errors. Otherwise, it would be removed from the study. In addition, the expert group consensus for each factor was screened out using the expert’s agreement with an
based on Equation (7). The results revealed that the following factors strongly affected human error in manual assembly processes: a lack of experience, poor instructions and procedures, misunderstanding, a lack of knowledge, poor error visual perception, risk-taking, task complexity, and a lack of training. The tool factors, such as using inappropriate tools and a lack of necessary tools exerted the strongest effects on HEs. As for task factors, poor instructions and procedures, task complexity, and time pressure have strongly influenced HEs. For the organizational factors, the lack of training and the poor supervision were shown to have the strongest effects on HEs. Finally, the environmental factors, such as inappropriate lighting and noise, were found to be the strongest factors affecting HEs.
5.6. Determining Cause-and-Effect Relationships among Factors Affecting HEs Based on the Fuzzy DEMATEL Method
In this section, the twenty-seven factors with an influencing score of 0.7 or higher, which are shown in
Table 9, were screened for the Fuzzy DEMATEL study and then given to the experts in the form of a pairwise-matrix questionnaire (
Table 10) to analyze the cause-and-effect relationships among the factors. After expert opinions were collected, the direct-relation fuzzy matrix was created to acquire the mean of opinions. Next, the normalized direct-relation matrix was formed. Finally, the total relation matrix was created to describe the effects of factors on each other, as shown in
Table 11. In the total relation matrix, the addition of factors in each row measured the D-value, which illustrates how the factor affects other factors, and the addition of factors in each column measured the R-value, which illustrates how the factor is impacted by other factors, as shown in
Table 12. Then, the interaction of factors
as shown in
Figure 3 and the relationship between factors
, as shown in
Figure 4, were calculated using
and
values. A positive
relationship indicated that a factor was effective (cause), whereas a negative
relationship indicated that a factor was affected (effect). According to
values in
Figure 3, misunderstanding, fatigue, and stress had the highest level of interaction with other factors; on the contrary, noise, inappropriate lighting, and a poor ergonomic design of the workplace had the lowest level of interaction with other factors.
Based on
values in
Figure 4, a lack of training, poor workplace layout, a lack of necessary tools, and a lack of experience were the most effective factors and were less affected by other factors. This indicates that these factors had a strong directing influence with minor dependence on other factors. Therefore, if these factors are strengthened, assembly-process errors are decreased, which results in a large decrease in human errors. On the contrary, the factors most affected (effects) by other cause factors were a failure to address the error-causing problem, unintentional unsafe acts, fatigue, and poor error visual perception.
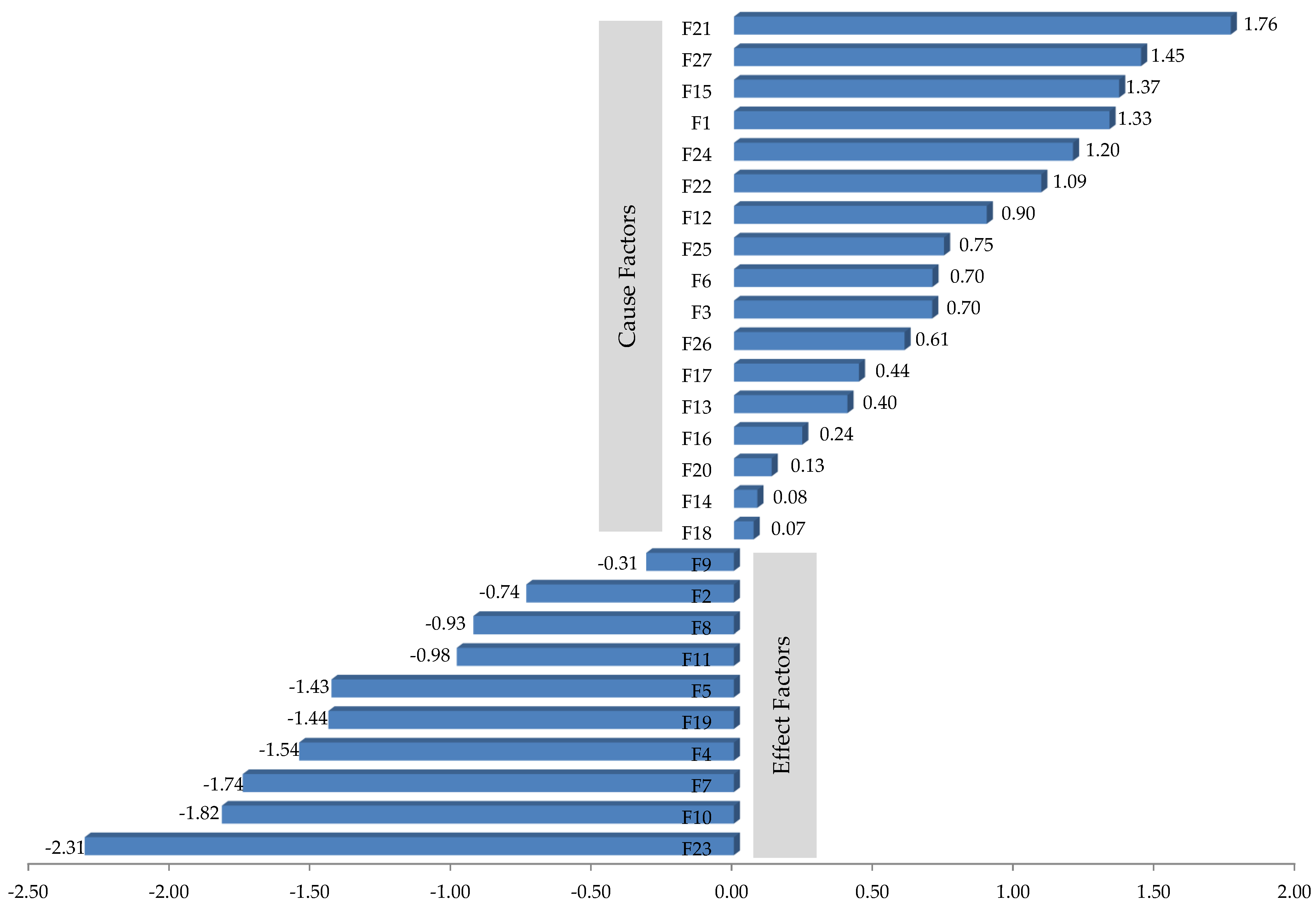
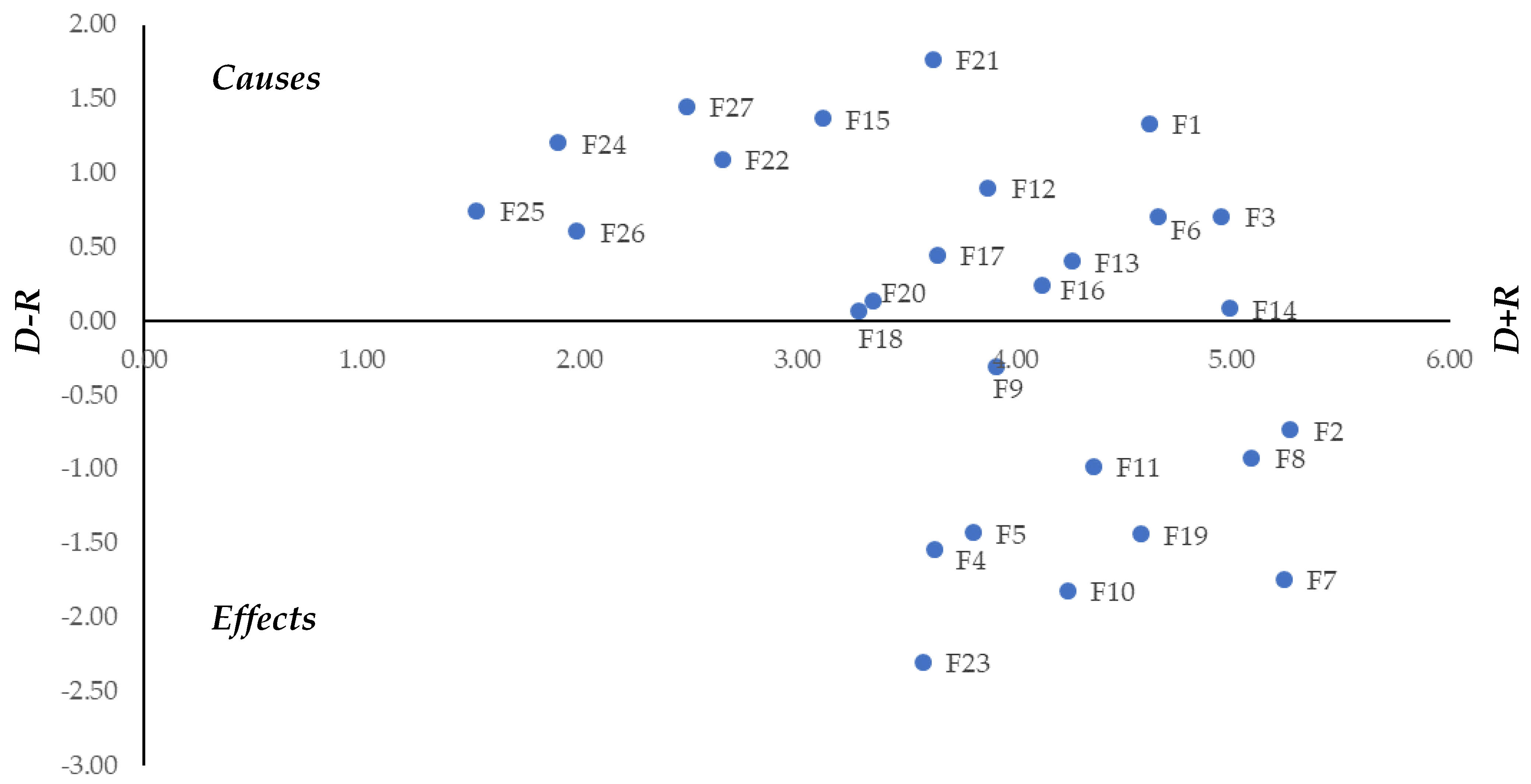
Based on the cause-and-effect relationship, as shown in
Figure 5, the factors have been divided into two groups, which are causes and effects. It is worth noting that a lack of training (F21), poor workplace layout (F27), a lack of necessary tools (F15), and a lack of experience (F1) factors have the highest
values with 1.76, 1.45, 1.37, and 1.33, respectively, among all the cause group factors. This indicates that these factors have more impact on the effect group factors. In other words, manual assembly organizations should focus and pay attention to these factors in order to reduce manual assembly errors. On the other hand, a failure to address the error-causing problem (F23)-, unintentional unsafe acts (F10)-, fatigue (F7)-, and poor error visual perception (F4)-affected factors have
values with
,
,
, and
, respectively, among all the effect group factors. In addition, the results showed that the most influencing factors among the main factors are the individual factors, the organizational factors, the tool factors, the environmental factors, and the task factors. Based on the results, this study developed a useful framework for practitioners based on the identified cause-and-effect factors, as shown in
Table 13. This framework illustrates how factors are affected by each other. From
Table 13, it can be noticed that a lack of experience influences most other factors such as misunderstanding, knowledge level, poor error visual perception, etc., and it is affected by seven factors, which are knowledge level, memory, stress, health, intelligence, using tools, and training. In addition, it is noticable that some factors are only influencing and not affected by any factor; these factors are a lack of necessary tools, poor supervision, and all of the environmental factors. Therefore, the developed framework will help practitioners delve deeper into understanding the root causes of human errors related to manual assembly processes to develop effective strategies and make more informed, evidence-based decisions that will contribute to reducing assembly errors.
The findings of this study showed the importance of parameters, such as worker experience and knowledge, using appropriate tools, clear instructions of tasks, training, and good environmental work, in reducing worker errors in manual assembly processes. In previous research, some studies have confirmed the relationship between the parameters of this study and human errors in the manual assembly processes. The results of this study demonstrate that experience and technical knowledge are the root cause of human errors in manual assembly processes. Based on some previous studies [
29], the experience factor is an important factor affecting human errors in assembly systems. Some studies, such as [
30,
31,
32,
33,
34], demonstrated that the lack of experience and knowledge of the assembler were the most effective personal factors that led to assembly errors. In addition, some studies demonstrated many personal factors, such as misunderstanding [
39], visual error perception [
25,
38,
84], risk-taking [
41], worker memory [
35,
36,
39], fatigue [
6,
25,
85,
86,
87], stress [
2], understanding roles and responsibilities [
25,
38], unintentional unsafe acts and haste in doing work [
39], worker health [
36], and intelligence coefficient [
25,
38], were the root causes of human errors in manual assembly processes.
Moreover, many studies focusing on human error have emphasized tool factors, such as using necessary and appropriate tools [
36,
39], and task factors, such as instructions and procedures [
42], task complexity [
43], time pressure [
2], workload [
2], and multitasking [
45,
46,
47,
48]. Human errors have been studied extensively, with many previous studies concentrating on organizational factors such as training [
25], a lack of supervision, and avoiding the root cause of the error [
39]. Appropriate lighting and noiseing in environmental work improves awareness and cognitive performance [
49,
50]. The poor ergonomic design of the workplace [
28] and poor workplace layout [
25] led to increased human errors. The findings of this study will help organizations make better-informed decisions on how to reduce worker errors and the factors that contribute to assembly errors. In addition, the findings demonstrate a reasonable basis for reaching the quality of the final assembled parts.
6. Conclusions and Future Research
This study aimed to determine the factors influencing human errors in manual assembly processes and identify the cause-and-effect relationships among them using two types of MCDM techniques. Based on the literature and experts, five main factors affecting HEs in manual assembly processes were identified: individual, tool, task, organizational, and work environment factors. Related to the five main factors, fifty-one factors were recognized by analyzing earlier literature on factors affecting HEs in manual assembly processes. The fuzzy Delphi model has developed, and the fuzzy Delphi survey was built. Based on two rounds of the fuzzy Delphi study, twenty-seven factors with an affecting score of 0.7 and higher were selected as the most influencing HEs in manual assembly processes. After that, the DEMATEL method was used to analyze the cause-and-effect relationships among the twenty-seven factors affecting HEs.
The findings of this study indicated that the root causes of HEs in the manual assembly processes were as follows: level of training, poor workplace design, a lack of appropriate tools, and experience. Furthermore, a failure to address the error-causing problem, unintentional unsafe acts, fatigue, and poor error visual perception were found to be effect (dependent) factors. The practical implications of this study for organizations will be in identifying the factors that contribute to assembly errors; organizations can make decisions to control those factors to reduce worker errors, increase the quality of assembled parts, and save the costs associated with assembly errors.
There are some limitations related to this paper that should be taken into consideration for future work. They are as follows: This paper provides a summary of the factors that cause human errors during manual assembly processes and interactions between these factors. Future research should be undertaken using other methods, such as structure-equation modeling, to study the interrelationship between the factors affecting human errors. In addition, empirical studies should be investigated to verify the structural correlations revealed in the study model. It also encourages the researchers to perform some experiments to measure the mental and physical workloads of the workers while performing manual assembly processes to know the root causes of the factors affecting human errors that contribute to decreasing efficiency and the discomfort of humans in the workplace.


 ,
, 







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}