
A Review on Injection Molding: Conformal Cooling Channels, Modelling, Surrogate Models and Multi-Objective Optimization


Abstract
1. Introduction
- Broader Optimization Objectives: Future work should go beyond conventional objectives, including new considerations like temperature profiles linked to defect formation for comprehensive optimization.
- Practical Applications: Practical case studies are needed to bridge the gap between theory and practice.
- Multi-Objective Optimization: New approaches should balance conflicting objectives, such as cooling efficiency, mechanical integrity, and defect prevention.
- Data Mining: Using data mining tools is fundamental to understanding the link between the data involved (decision variables and objectives) and building surrogate models.
- Simplified Guidelines: Developing accessible guidelines for adopting advanced optimization techniques is crucial for broader adoption by practitioners.
2. Optimization of the Injection Molding Process
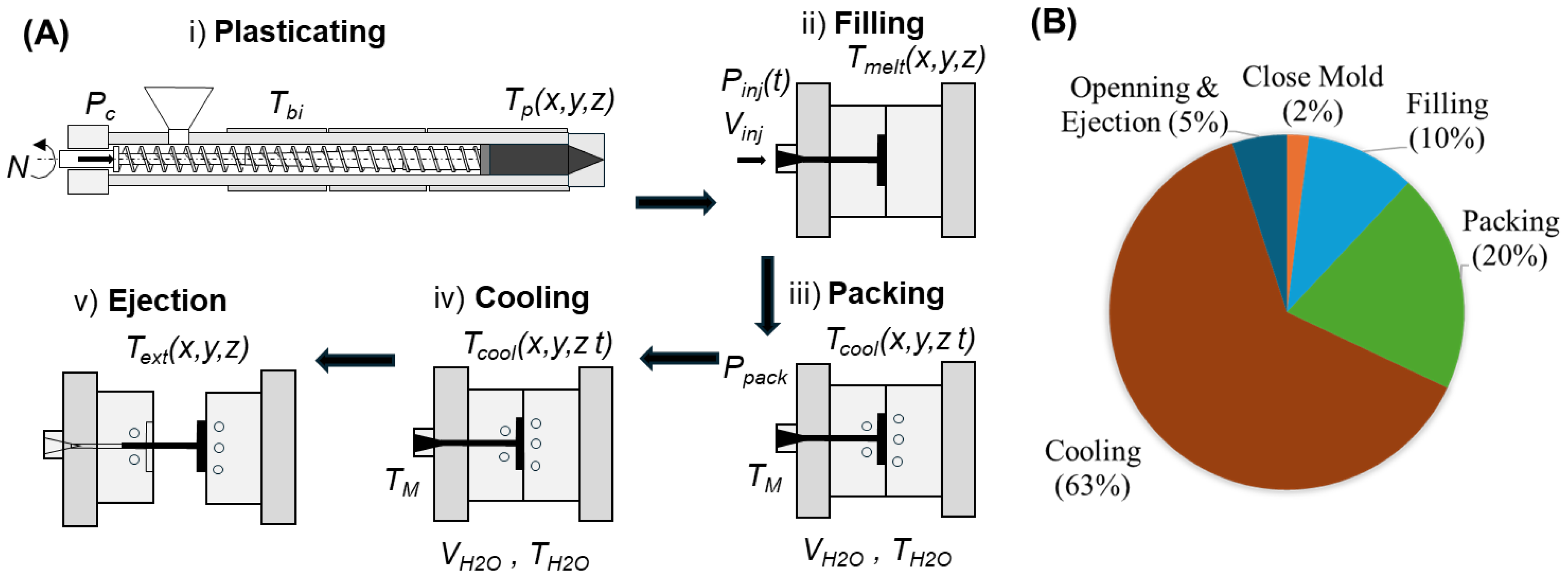
2.1. Injection Molding Cycle
2.2. Optimization Characteristics
- Material Temperature: The initial temperature during the plasticating phase affects polymer viscosity and flow behavior, influencing the subsequent process phases.
- Process Parameters: The injection speed, pressure, packing pressure, and cooling time must be carefully optimized for specific materials and part geometries to ensure consistent quality.
- Feed System and Cooling Channel Design: The geometry of runners, gates, and cooling channels governs flow patterns and cooling rates, directly impacting the final part’s microstructure, mechanical properties, and dimensional stability.
- Mold Temperature: Uniform and properly controlled mold temperatures are crucial for consistent cooling, solidification, and dimensional accuracy.
2.3. Design Variables
- Melt Temperature (Tmelt): The temperature of the molten polymer affects viscosity, flow behavior, and material properties. Precise control ensures proper mold filling and reduces degradation risks.
- Mold Temperature (Tmold): The mold temperature has a critical influence on cooling rates, cycle times, and product quality. Elevated mold temperatures enhance the surface finish and reduce residual stresses but may extend cycle durations. Conversely, lower temperatures expedite cooling but can lead to defects such as warpage and shrinkage.
- Ejection Temperature (Teje): The temperature at which the part is ejected from the mold impacts dimensional stability and surface integrity.
- Coolant Temperature (Tcoolant) and Air Temperature (Tair): These temperatures directly affect the cooling system’s efficiency, and the coolant temperature must be optimized for consistent thermal management.
- Injection Time (tinj): This parameter determines the duration for which material is injected into the mold. Proper timing ensures uniform filling and mitigates air entrapment.
- Packing Time (tpack): Essential for compensating material shrinkage during cooling, optimized packing time prevents voids and sink marks.
- Cooling Time (tcooling): This significantly impacts cycle time and productivity. Reducing cooling time while maintaining part integrity is key to efficient operation.
- Injection Speed (Vinj): The velocity of polymer flow during injection must be optimized to ensure consistent filling and avoid air traps or material shear.
- Injection Pressure (Pinj) and Packing Pressure (Ppack): These pressures ensure mold filling and compensate for shrinkage. Excessive pressure, however, can lead to defects such as warpage and material stress.
- Diameter (D1, D2, and D3): The diameter of the cooling channels determines the flow rate and cooling efficiency. Larger diameters enhance cooling but may reduce mold strength.
- Pitch Distance (d1, d2, and d3): The spacing between adjacent channels, also known as the pitch distance, affects the cooling uniformity. A pitch that is too large may lead to uneven cooling and warpage, while a pitch that is too small can weaken the mold structure.
- Distance Between Channel Centers and Part Surface (d’1, d’2, and d’3): The distance from the center of the cooling channel to the part surface must be optimized for effective thermal transfer without compromising the part’s structural integrity.
- Length: The overall length of the cooling channels influences the temperature gradient and pressure drop across the system.
2.4. Optimization Objectives
2.5. Optimization Methodologies
- Empirical Methods: These rely on trial and error, using prior experience to refine settings for injection molding. They are straightforward but can be time-consuming.
- Design of Experiments (DOE): DOE systematically examines the influence of input variables on outputs, optimizing conditions by statistically analyzing multiple factors simultaneously [29].
- Taguchi Method: This approach optimizes parameter settings to minimize variability and improve quality, emphasizing robust design [30].
- Taguchi with Gray Relational Analysis (GRA): This method addresses problems with multiple performance metrics by combining Taguchi’s robustness with GRA, ensuring comprehensive optimization [31].
- Simplex Method: Designed for linear problems, this mathematical technique efficiently navigates through feasible solutions to find the optimal one.
- Complex Method: Suitable for non-linear and multimodal functions, this approach identifies global or near-global optima in complex scenarios.
- Gradient Methods: Gradient-based techniques, such as gradient descent, utilize derivative information to optimize smooth, differentiable problems efficiently.
- Direct Search Methods: These are ideal for non-smooth or discontinuous problems, as they do not rely on derivative information.
- Sequential Approximate Optimization (SAO): SAO creates surrogate models to approximate objectives, enabling faster optimization of complex problems [33].
- Sequential Quadratic Programming (SQP): This method solves a series of quadratic subproblems, excelling in optimization scenarios with non-linear constraints [34].
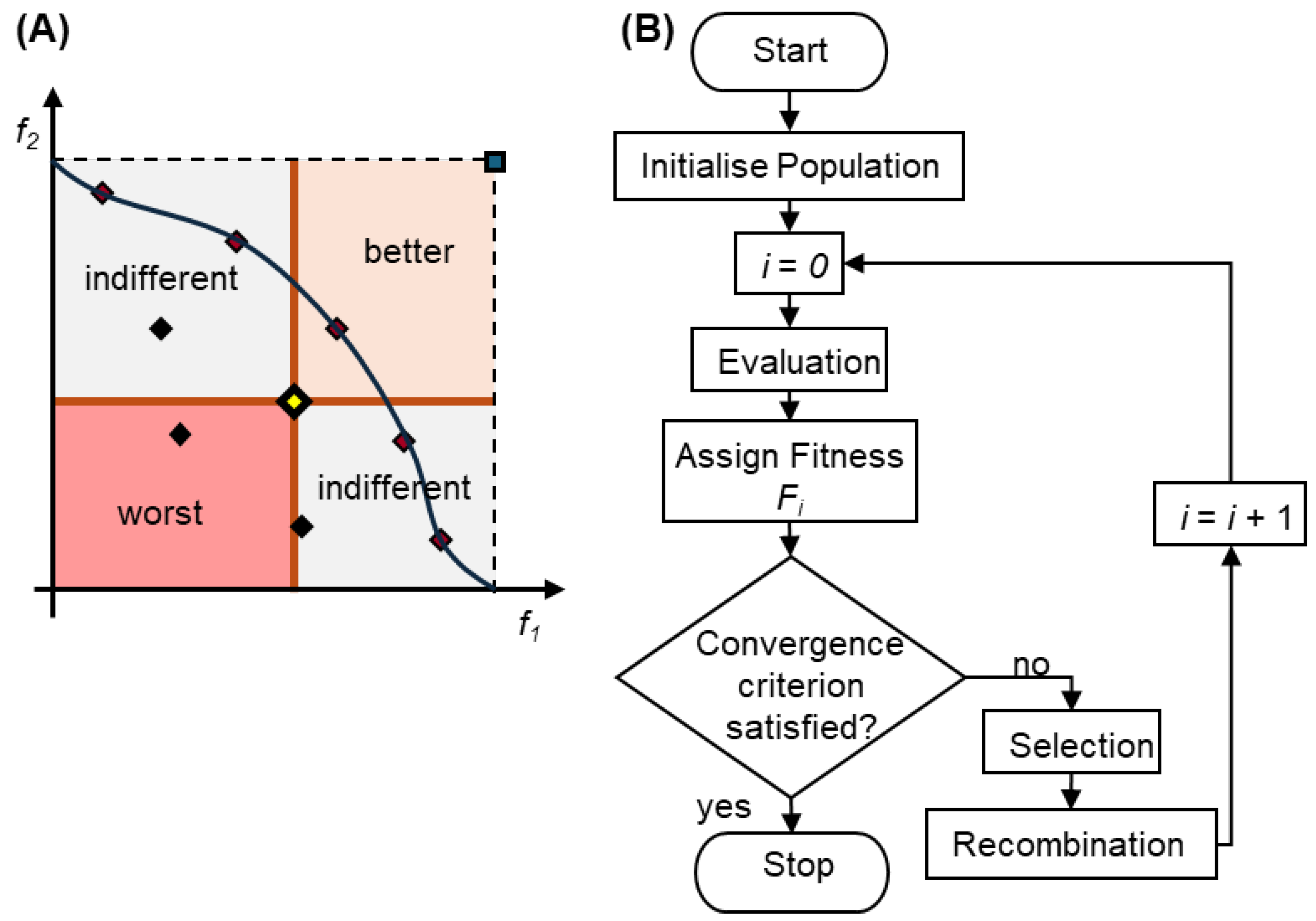
- Evolutionary Algorithms (EA): Inspired by natural selection, EAs can solve complex, multi-variable, and global optimization problems [35].
- Particle Swarm Optimization (PSO) and Multi-Objective PSO (MOPSO): These algorithms simulate social behavior to solve non-linear, multi-dimensional problems efficiently [36].
- Simulated Annealing (SA) is a probabilistic method for exploring the solution space to approximate the global optimum in complex problems [37].
- Multi-Objective Evolutionary Algorithms (MOEAs): Adaptations of EA to address multi-objective optimization problems based on non-dominance. For example, the NSGA-II (Non-Dominated Sorting Genetic Algorithm II) is a popular MOEA that handles trade-offs between conflicting objectives [38].
- Multi-Objective Firefly Algorithm (MOFA): Inspired by firefly behavior, MOFA effectively solves multi-objective problems with strong convergence properties [39].
- Multi-Objective Bayesian Optimization (MBO): MBO balances exploration and exploitation using Bayesian inference, reducing computational effort [40].
- Topology Optimization (TO): A computational method used to design structures or materials by optimizing their layout within a given design space to achieve the best performance while satisfying constraints [41].
- Data and AI-Driven Optimization: This methodology uses data, such as ANN, to drive the optimization method [42].
- Fuzzy Optimization: This method incorporates fuzzy logic to address uncertainties and imprecise inputs, ensuring robust outcomes [43].
2.6. Numerical Modeling and Surrogates

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feature/Software | Moldflow | Moldex3D | ANSYS |
|---|---|---|---|
| Primary Focus | Injection molding process simulation | Detailed melt flow and cooling analysis | Structural and thermal analysis |
| Filling, Packing, and Cooling | Excellent | Superior | Limited |
| Warpage and Defect Prediction | High accuracy | Very detailed | Moderate |
| Complex Geometry Handling | Moderate | Excellent | Limited |
| Structural and Stress Analysis | Basic | Moderate | Excellent |
| Material Behavior Simulation | Extensive database | Very precise | Advanced mechanical properties |
| Integration with CAD/CAE | Strong | Strong | Extensive (especially with the ANSYS ecosystem) |
| Best Use Case | Process optimization and defect minimization | Complex geometries and cycle time improvement | Structural and thermal performance evaluation |
- Moldflow is best suited for general injection molding simulations, particularly for optimizing process parameters and minimizing defects.
- Moldex3D is ideal for detailed melt flow analysis and handling complex part geometries with high precision.
- ANSYS is more suitable for engineers who require in-depth structural and thermal analysis beyond the molding process itself.
- Polynomial Regression (PR): Models variable relationships using polynomial equations [51].
- Response Surface Methodology (RSM): Utilizes statistical approaches to model interactions between variables [52].
- Kriging: A spatial interpolation method that creates surrogate models for high-dimensional data [53].
- Support Vector Machines (SVM) + Linear Regression: Combines SVM with linear regression to enhance prediction accuracy [54].
- Artificial Neural Networks (ANN): Leverage input data to predict outcomes and are often paired with Genetic Algorithms (GA) for enhanced optimization [55].
- Bayesian Methods: Incorporates probability distributions to quantify model uncertainty and enhance predictions [56].
- Radial Basis Function (RBF): Uses neural network methods to approximate multivariable functions [57].
- Quadratic Response Surface (QRS): Applies quadratic polynomial models for response surface analysis [58].
- Physics-Informed Neural Networks (PINN): Integrates physical laws into neural networks for more accurate modeling [59].
- Gaussian Process Regression (GPR) + ANN: Combines GPR and ANN for improved prediction reliability [60].
- Proper Orthogonal Decomposition (POD) + Polynomial Chaos Expansion (PCE): POD reduces dimensionality, while PCE approximates uncertainty propagation [61].
3. The Literature on the Optimization of Injection Molding
3.1. Organization of This Review
3.2. Global Process Optimization
3.2.1. Single-Objective Optimization
Optimization Method
Step in Injection Molding
Type of Decision Variables (DVs)
Optimization Objectives
- 1.
- Warpage: This is the most commonly optimized objective, appearing in numerous studies across various methods. For example:
- 2.
- 3.
- 4.
- Weight Optimization: Studies like [70] have shown that optimizing part weight is crucial for applications requiring lightweight yet durable components.
Modeling Approach
Surrogate Models
References
- 1.
- Common Objectives: Warpage emerges as the most frequently optimized objective, with studies spanning diverse methodologies, such as empirical approaches [63], Taguchi methods [64], and advanced evolutionary algorithms [65]. This prevalence underscores warpage as a persistent challenge in injection molding.
- 2.
- 3.
- 4.
- Evolving Trends: The recent inclusion of ML-based approaches, particularly for objectives like weld line optimization [76] illustrates a shift toward integrating machine learning into traditional optimization workflows. Integration of Hybrid Methods: The combination of EA and PSO [67] for reducing blush defects showcases the potential of hybrid methodologies in addressing complex optimization objectives.
3.2.2. Multi-Objective Optimization Using Aggregation Methods
Optimization Method
- Empirical methods dominate optimization studies, frequently using OC as decision variables to simulate and refine process conditions.
- Gradient-based methods and Taguchi designs are versatile and effectively capture the interactions of OCs with other decision variables, such as cooling channels or gate locations.
- Nature-inspired algorithms, such as PSO and EA, excel in handling multiple objectives, often incorporating OCs with other design variables.
| Optimization | Step | Type DVs | Objectives | Modeling | Surrogates | Reference |
|---|---|---|---|---|---|---|
| Empirical | Entire | OC | Defects | Experimental | ANN | Ogawa et al. [63] |
| Empirical | Post-Ejec | OC + MCG | Warpage | Moldex3D | -- | Kastelic et al. [77] |
| Complex | Entire | PG | Warpage | Experimental | -- | Lee and Kim [78] |
| DOE | Cooling | CC | Temperature | Moldflow | QRS | Rhee et al. [79] |
| DOE | Fill + Pack. | OC | Shrinkage | Moldflow | Metamodeling | Villarreal-Marroquin et al. [80] |
| Taguchi | Entire | OC | Warpage | Moldex3D | RSM | Nguyen et al. [64] |
| Taguchi | Entire | OC | Overflow | Experimental | ANN | Dejene and Wolla [71] |
| Tag. + GRA | Entire | OC | Warpage | Moldflow | -- | Lin et al. [81] |
| SQP | Filling | RG | Surface def. | Moldflow | Kriging | Ma et al. [66] |
| Other | Entire | OC | Warpage | Moldflow | Kriging | Gao and Wang [72] |
| Other | Entire | OC | Warpage | Moldflow | QRS | Zhang et al. [82] |
| Other | Entire | OC | Warpage | Moldflow | GPR | Xia et al. [83] |
| Other | Entire | OC | Von Mises | M + A | Kriging | Liu et al. [75] |
| Other | Filling | GL | Pressure | Moldex3D | Kriging | Hsu et al. [84] |
| Other | Fill + Pack. | OC | Pressure | Moldflow | Various | Saad et al. [74] |
| PSO | Entire | OC | Von Mises | Moldflow | ANN | Xu et al. [68] |
| PSO | Entire | OC | Warpage | Moldflow | Kriging | Li et al. [65] |
| EA | Entire | OC | Sink marks | Not specified | ANN | Shen et al. [85] |
| EA | Cooling | GL | Von Mises | Moldflow | -- | Kurkin et al. [69] |
| EA | Entire | OC | Weight | Moldex3D | XGBoost | Ma et al. [73] |
| EA + PSO | Entire | RG + OC | Blush defect | Moldflow | ANN | Ardestani et al. [67] |
| ML | Entire | OC | Part weight | Cadmould | ANN | Lockner and Hopmann [70], Lockner et al. [86] |
| ML | Entire | OC | Weld line | Moldex3D | ANN | Baruffa et al. [76], Pieressa et al. [87] |
Step in Injection Molding
Type of Decision Variables (DVs)
- 1.
- OCs (Operating Conditions): Operating conditions are the most frequently studied decision variable, underscoring their critical role in injection molding optimization. These variables typically include process parameters such as temperature, pressure, injection speed, and cooling time. Optimizing OCs is fundamental to improving product quality, reducing defects, and enhancing process efficiency. For instance: Fu and Ma optimized operating conditions during the ejection stage to reduce defects like warpage [88], and Nasir et al. employed RSM to refine operating conditions during the cooling and packing phases, achieving improved dimensional accuracy [89]. The widespread focus on OCs directly influences the material behavior during molding and the resulting part quality.
- 2.
- CC (Cooling Channel): Decision variables related to cooling channels are vital for optimizing the cooling stage of injection molding. Studies such as Cervantes-Vallejo et al. focus on designing efficient cooling systems to achieve uniform temperature distribution and minimize cycle time [90].
- 3.
- GL (Gate Location): Gate location decision variables are crucial for optimizing the filling phase. Proper gate placement helps enhance material flow, reduce stress concentrations, and minimize defects like weld lines. Li and Wang demonstrated the importance of gate location optimization for achieving better mechanical properties and filling efficiency [91].
- 4.
- RG (Runner Geometry): Runner geometry decision variables aim to optimize the distribution of molten material across the mold cavities. Efficient runner designs minimize material wastage and pressure loss, creating a balanced filling process.
- 5.
- PG (Part Geometry): Decision variables related to part geometry are fundamental for optimizing manufacturability and product performance. Park et al. considered part geometry in their optimization, highlighting its role in reducing material usage while maintaining structural integrity [92].
Number of Objectives
Modeling Approach
Surrogate Models
- 1.
- ANOVA: Fonseca et al., utilized ANOVA to analyze the variance in aggregated objectives, showcasing its effectiveness in determining the impact of key parameters [96].
- 2.
- GRA (Gray Relational Analysis): Li et al., employed GRA for multi-objective optimization, demonstrating its ability to rank and compare alternatives in complex decision-making scenarios [97].
- 3.
- Other Aggregation Methods: Fuzzy systems, PCA–GRA combinations, and ANN-based approaches underscore the growing application of computational intelligence to address complex, multi-objective problems with aggregation.
3.2.3. Multi-Objective Optimization
Optimization Method
Step in Injection Molding
| Optimization | Step | Type DVs | N. Objs | Modeling | Surrogates | Reference |
|---|---|---|---|---|---|---|
| Empirical | Entire | OC | 3 | Moldflow | -- | Wang et al. [104] |
| Empirical | Ejection | OC | 3 | Moldflow | -- | Fu and Ma [88] |
| Empirical | Cooling | GL + OC + CC | 3 | Moldflow | -- | Al-Hadad and Wang [105] |
| Empirical | Cool. + Pack. | OC | 2 | Moldflow | RSM | Nasir et al. [89] |
| Empirical | Entire | OC | 2 | Moldflow | RSM | Meiabadi et al. [106] |
| Empirical | Entire | OC + GL | 4 | Custom | -- | Trinh [49] |
| Simplex | Entire | OC | 3 | Moldflow | -- | Sherbelis at al. [22] |
| Gradient | Entire | OC + GL | 3 | Moldflow | Kriging | Li and Wang [91] |
| Gradient | Entire | OC | 2 | Moldflow | RSM, RBF | Heidari et al. [93,94] |
| Gradient | Entire | OC | 2 | Moldflow | -- | Hiyane-Nashiro et al. [107] |
| DOE | Entire | OC | 3 | Moldflow | Regression | Rodríguez-Yáñez et al. [108] |
| DOE | Entire | OC | 2 | Moldex3D | -- | Huang et al. [11] |
| Taguchi | Entire | OC | 2 | Experimental | RSM | Lan et al. [109] |
| Taguchi | Entire | OC | 2 | Moldflow | RSM | Ryu et al. [110] |
| Taguchi | Entire | OC | 3 | Moldflow | -- | Idayu et al. [111] |
| Taguchi | Entire | OC | 2 | Moldflow | -- | Ashaari and Amin [112] |
| Taguchi | Fill. + Pack. | OC | 3 | Moldex3D | -- | Vasiliki et al. [113] |
| Taguchi | Fill. + Cool. | OC | 3 | Moldflow | ANOVA, GRA | Md Ali et al. [114] |
| Taguchi | Entire | OC | 2 | Moldflow | GRA | Wu et al. [115] |
| Taguchi | Entire | OC | 2 | Moldex3D | GRA | Huang et al. [116] |
| Taguchi | Entire | OC | 3 | Moldflow | GRA | Li et al. [97] |
| Taguchi (1) | Entire | OC | 2 | Experimental | -- | Ravikiran et al. [117] |
| RSM | Entire | OC + GG | 5 | Experimental | PCA—GRA | Sreedharan et al. [95] |
| SQP | Entire | PG | 3 | Moldex3D | PR | Park et al. [92] |
| Other | Entire | OC | 2 | Moldflow | GPR | Villarreal-Marroquín et al. [118] |
| Other | Cooling | OC | 2 | Moldex3D | RBF | Chang et al. [119] |
| Other | Entire | OC + PG | 4 | Moldlow | ANOVA | Fonseca et al. [96] |
| Fuzzy | Entire | OC | 5 | Experimental | SQP | Tan and Yuen [120] |
| PSO | Fill.+ Cool. | OC | 3 | Custom | FSA | Zhao et al. [48] |
| PSO | Entire | OC | 3 | Experimental | ANN | Bensingh et al. [121] |
| PSO | Entire | OC | 3 | Moldflow | RSM | Roslan et al. [122] |
| PSO | Entire | OC | 3 | Moldflow | ANN | Lin et al. [123] |
| PSO | Cooling | CC | 6 | Moldex3D | RSM | Cervantes-Vallejo et al. [90] |
| EA | Entire | OC | 2 | Moldflow | -- | Deng et al. [124] |
| EA | Cooling | OC | 2 | Moldflow | -- | Chen et al. [125] |
| EA | Entire | OC | 2 | Moldflow | -- | Natalini et al. [126] |
| EA, SQP | Entire | OC | 2, 3 | Experimental | Kriging | Mukras et al. [127], Mukras [44] |
| EA | Entire | OC | 2 | Moldflow | ANN + SVM | Song et al. [128] |
| EA | Entire | OC | 2 | Moldflow | ANN | Yang et al. [129] |
| EA, EA-PSO | Entire | OC | 2 | Experimental | ANN, RSM | Nguyen et al. [130], Chen et al. [131] |
Type of Decision Variables (DVs)
Number of Objectives
Modelings
Surrogate Methods
References
- Expanding the range of design variables, including unconventional combinations.
- Addressing computational challenges in many-objective optimization.
- Incorporating experimental validation to complement simulation studies.
3.3. Optimization of CCCs
| Optimization | Step | Type DVs | N.Objs | Modeling | Surrogates | Reference |
|---|---|---|---|---|---|---|
| SAO | Pack. + Cool. Cooling, Entire, Fill. + Pack. | OC | 2, 3 | Moldex3D | RBF | Kitayama et al. [98,144,154,155,156,157,158,159,160,161,162,163] |
| SAO | Fill. + Pack. | OC | 2 | Moldex3D | RBF | Hashimoto et al. [183] |
| SD | Cooling | OC | 3 | Moldex3D | GPR | Chen et al. [7] |
| MBO | Entire | OC | 2 | Moldflow | GPR + ANN | Jung et al. [132] |
| MOFA | Entire | OC (1) | 2 | Moldflow | ANN | Liu et al. [148] |
| MOPSO | Entire | OC | 3 | Moldflow | ANN | Zhang et al. [102] |
| MOPSO | Entire | OC | 3 | Moldflow | Liu et al. [21] | |
| PSO | Entire | OC | 2 | Moldflow | Kriging | Chen et al. [99] |
| PSO + SQP | Entire | OC | 2 | CATIA | Mehta and Padhi [153] | |
| MPDE | Entire | OC + GG | 3 | Moldflow | Kriging | Wang et al. [133] |
| MOEA | Fill. + Pack. | OC/ OC + GL | 3, 5 | Moldflow | Fernandes et al. [134,152,164,165,166] | |
| MOEA | Entire | OC | 3 | Moldflow | ANN | Feng et al. [62,184] |
| MOEA | Entire | OC | 3 | M + Ab | ANN | Fonseca et al. [185] |
| MOEA/D | Entire | OC + GG | 2 | Moldflow | ANN | C. Wang et al. [100] |
| NSGA-II | Filling | RG + OC | 3 | Moldflow | Alam and Kamal [151] | |
| NSGA-II | Filling | RG + OC | 5 | Moldflow | Zhai et al. [186] | |
| NSGA-II | Entire | OC + RG Geometry | 3 | Moldflow | Ferreira et al. [187,188] | |
| NSGA-II | Entire | RG + OC | 3 | Moldflow | ANN | Cheng at al. [143] |
| NSGA-II | Entire | OC | 2 | Moldflow | RSM | Park and Nguyen [146] |
| NSGA-II | Entire | OC | 2 | Moldflow | Kriging | Zhao and G. Cheng [138] |
| NSGA-II | Entire | OC | 4 | Moldflow | RSM | Tian et al. [103] |
| NSGA-II | Entire | OC | 3 | Moldflow | RSM | Li et al. [189] |
| NSGA-II | Entire | PG + OC | 2 | Moldflow | RSM | Zhijun et al. [190] |
| NSGA-II | Entire | OC | 2 | Moldflow | ANN | Lu and Huang [139] |
| NSGA-II | Entire | OC | 2 | Experimental | ANN | Wang et al. [135] |
| NSGA-II | Entire | OC (1) | 2 | Moldflow | RSM | Zhao and K. Li [150] |
| NSGA-II | Entire | OC | 3 | Moldex3D | ANN | Zhai et al. [163] |
| NSGA-II | Entire | OC | 2 | Experimental | Kriging | Chang et al. [145] |
| NSGA-II | Entire | OC | 3 | Moldflow | ANN | Guo et al. [137] |
| NSGA-II | Entire | OC + Gas | 3 | Moldflow | ANN | Guo et al. [137] |
| NSGA-II | Entire | OC | 3 | Moldflow | Bayesian | Zeng et al. [136] |
| NSGA-II | Entire (2) | OC | 2 | Moldflow | GPR | Kariminejad et al. [147] |
| NSGA-III | Entire | OC | 7 | Moldex3D | ANN | Alvarado-Iniesta et al. [101] |
| NSGA-III | Entire | OC | 4 | Moldflow | RSM | Zhou et al. [149] |
| NSGA-III | Entire | OC | 4 | Moldflow | RSM | Zhu et al. [191] |
- Wang et al. [192] utilized Kriging-based surrogate modeling to optimize CCCs and gate geometry, demonstrating how surrogate models can reduce computational costs while maintaining accuracy.
- Silva and Rodrigues [193] and Kanbur et al. [194] leveraged advanced surrogate and machine learning methods like ANN, showing the potential of AI-driven optimization for complex geometries. These studies highlight the importance of integrating AI techniques with traditional simulation tools to achieve enhanced performance.
- Empirical methods as employed by Hsu et al. [195] and Saifullah et al. [196] remain popular but highlight the limitations of relying on trial-and-error approaches to achieve globally optimal designs. Expanding on these methods with advanced computational tools could yield more robust and adaptable solutions.
- 1.
- Expanded Multi-Objective Frameworks: Future research should adopt more robust multi-objective optimization techniques, such as NSGA-II, NSGA-III, or MOEA/D, to capture and address cooling performance, cost, and sustainability trade-offs. Objectives should be carefully selected to reflect real-world constraints and priorities. Multi-objective studies should also incorporate advanced visualization techniques to enable better decision-making.
- 2.
- Integration of Advanced Modeling Tools: Combining simulation tools like Moldflow, ANSYS, and COMSOL with experimental validation will improve the reliability of optimization results. Hybrid frameworks, as demonstrated by Jahan et al. [197] and Shen et al. [198] are particularly promising. Integrating cloud computing and parallel processing could further enhance the scalability of these hybrid frameworks.
- 3.
- Sustainability and Cost Optimization: The increasing focus on green manufacturing necessitates incorporating life cycle analysis (LCA) into CCC design. Future studies should optimize for material efficiency and energy savings alongside thermal performance. Incorporating sustainability metrics into optimization frameworks could drive innovation in eco-friendly mold designs.
- 4.
- AI-Driven Optimization: Machine learning (ML) techniques, as explored by Gao et al. [42], should be further developed for predictive modeling, real-time optimization, and adaptive cooling strategies. Integrating AI with topology optimization could open new possibilities for intelligent and autonomous CCC designs. AI-driven methods could also be used to develop predictive maintenance schedules for molds, enhancing their operational lifespan.
- 5.
- Generative Design and Dynamic CCCs: GD and DCCCs, as discussed by Wilson et al. [13] and Kirchheim et al. [12], have the potential to revolutionize CCC design. Research should focus on scaling these approaches for industrial applications while addressing computational challenges. Cloud-based generative design platforms could democratize access to these advanced technologies, enabling broader adoption.
- 6.
- Real-World Applications and Validation: Despite the progress in modeling and simulation, empirical studies like those by Eiamsa-Ard and Wannissorn [199] highlight the importance of real-world testing. Future work should emphasize validation in industrial settings to bridge the gap between theory and practice. Collaborations with industry stakeholders could facilitate the development of CCC designs tailored to specific manufacturing scenarios.
- 7.
- Exploration of Novel Materials: Advancements in materials science could play a pivotal role in optimizing CCC designs. Future studies should explore using advanced composites and metal alloys to enhance molds’ thermal and mechanical properties. The integration of material-specific optimization methods could lead to breakthroughs in CCC performance.
| Opt. | Type DVs | N. Objs | Modeling | Surrog. | Type | Reference |
|---|---|---|---|---|---|---|
| EA + PSO | OC | 1 | Moldflow | RSM | SO | Mohd Hanid et al. [174] |
| EI | CCC + GG | 1 | M + A | Kriging | SO | Wang et al. [192] |
| Empirical | CCC | 3 | M + A | SO | Saifullah et al. [196] | |
| Empirical | CCC | 3 | Moldex3D | SO | Hsu et al. [195] | |
| Empirical | CCC | 3 | Exp. | SO | Vojnová [200] | |
| Empirical | CCC | 2 | Moldflow | SO | Yadegari et al. [201] | |
| Empirical | CCC | 3 | Moldflow | SO | Venkatesh et al. [202] | |
| Empirical | CCC | 2 | Moldflow | SO | Li et al. [203] | |
| Empirical | DCCC | 3 | Moldex3D | SO | Kirchheim et al. [12] | |
| DOE + TM | CCC | 2 | ANSYS | SO–Ag. | Jahan et al. [197] | |
| EA | CCC | 3 | M + A | SO–Ag. | Mercado-Colmenero et al. [175,176] | |
| EA | CCC | 3 | Moldex3D | RSM | SO–Ag. | Wang and Lee. [204] |
| Empirical | CCC | 3 | Moldflow | SO–Ag. | Dimla et al. [177] | |
| Empirical | CCC + OC | 2 | Moldflow | SO–Ag. | Shayfull et al. [174] | |
| Empirical | CCC | 3 | Exp. | SO–Ag. | Eiamsa-Ard and Wannissorn [199] | |
| Empirical | CCC | 4 | ANSYS | SO–Ag. | Kanbur et al. [205] | |
| Empirical | CCC | 3 | Moldex3D | SO–Ag. | Godec et al. [206] | |
| Empirical | CCC | 2 | ANSYS | SO–Ag. | Silva et al. [207] | |
| SA | CCC | 3 | ANSYS | SO–Ag. | Silva and Rodrigues [193] | |
| ML | CCC | 2 | Moldflow | ANN | SO–Ag. | Gao et al. [42] |
| TM + TO | CCC + Mec | 3 | ANSYS | SO–Ag. | Jahan et al. [181] | |
| TM + TO | CCC | 3 | A + CL | SO–Ag. | Jahan et al. [182] | |
| TO + SLP | CCC | 2 | Custom | SO–Ag. | Li et al. [208] | |
| EA | CCC | 3 | ANSYS | ANN | SO–Ag. | Kanbur et al. [194] |
| Empirical | CCC | 2 | Moldflow | SO–Ag. | Marques et al. [209] | |
| Empirical | CCC | 2 | Moldflow | SO–Ag. | Kamarudin et al. [210] | |
| Empirical | CCC + OC | 2 | ANSYS | SO–Ag. | Shen et al. [198] | |
| Empirical | CCC | 3 | Moldflow | SO–Ag. | Chaabene et al. [178] | |
| Grad(TO) | CCC + OC | 3 | COMSOL | SO–Ag. | Wu and Tovar [41] | |
| Taguchi | CCC | 4 | SolidWorks | GRA | SO–Ag. | Simiyu et al. [211] |
| GD | GDCCC | 3 | Moldex3D | SO-Ag. | Wilson et al. [13] | |
| MOEA | CCC | 3 | COMSOL | MO | Kanbur et al. [212] | |
| NSGA-II | CCC + Tc | 2 | M + mF | MO | le Goff et al. [180] |
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Rosato, D.V.; Rosato, D.V.; Rosato, M.G. Injection Molding Handbook; Springer: Boston, MA, USA, 2000. [Google Scholar]
- Menges, G.; Rosato, D.V.; Rosato, D.V. Injection Molding Handbook; Kluwer Academic Publishers: Alphen aan den Rijn, The Netherlands, 2001. [Google Scholar]
- Osswald, T.A.; Hernández-Ortiz, J.P. Polymer Processing; Hanser Publishers: Munich, Germany, 2006. [Google Scholar]
- Kazmer, D.O. Injection Mold Design Engineering, 3rd ed.; Hanser Publishers: Munich, Germany, 2022. [Google Scholar]
- Deb, K. Multi-Objective Optimization Using Evolutionary Algorithms; Wiley: Chichester, UK, 2001. [Google Scholar]
- Coello, C.A.C.; Lamont, G.B.; Van Veldhuizen, D.A. Evolutionary Algorithms for Solving Multi-Objective Problems; Springer: Boston, MA, USA, 2007. [Google Scholar]
- Chen, P.H.A.; Villarreal-Marroquín, M.G.; Dean, A.M.; Santner, T.J.; Mulyana, R.; Castro, J.M. Sequential design of an injection molding process using a calibrated predictor. J. Qual. Technol. 2018, 50, 309–326. [Google Scholar] [CrossRef]
- Kanbur, B.B.; Suping, S.; Duan, F. Design and optimization of conformal cooling channels for injection molding: A review. Int. J. Adv. Manuf. Technol. 2020, 106, 3253–3271. [Google Scholar] [CrossRef]
- Feng, Q.; Wang, C.; Li, S. A review of conformal cooling for injection molding. Polymers 2021, 13, 945. [Google Scholar] [CrossRef]
- Gaspar-Cunha, A.; Covas, J.A.; Sikora, J. Optimization of polymer processing: A review (part II-molding technologies). Materials 2022, 15, 1138. [Google Scholar] [CrossRef]
- Huang, C.T.; Lin, T.W.; Jong, W.R.; Chen, S.C. A methodology to predict and optimize ease of assembly for injected parts in a family-mold system. Polymers 2021, 13, 3065. [Google Scholar] [CrossRef]
- Kirchheim, A.; Katrodiya, Y.; Zumofen, L.; Ehrig, F.; Wick, C. Dynamic conformal cooling improves injection molding: Hybrid molds manufactured by laser powder bed fusion. Int. J. Adv. Manuf. Technol. 2021, 114, 107–116. [Google Scholar] [CrossRef]
- Wilson, N.; Gupta, M.; Patel, M.; Mazur, M.; Nguyen, V.; Gulizia, S.; Cole, I. Generative design of conformal cooling channels for hybrid-manufactured injection moulding tools. Int. J. Adv. Manuf. Technol. 2024, 133, 861–888. [Google Scholar] [CrossRef]
- Shayfull, Z.; Sharif, S.; Zain, A.M.; Ghazali, M.F.; Saad, R.M. Potential of conformal cooling channels in rapid heat cycle molding: A review. Adv. Polym. Technol. 2014, 33, 21381. [Google Scholar] [CrossRef]
- Fernandes, C.; Pontes, A.J.; Viana, J.C.; Gaspar-Cunha, A. Modeling and optimization of the injection-molding process: A review. Adv. Polym. Technol. 2018, 37, 429–449. [Google Scholar] [CrossRef]
- Wei, Z.; Wu, J.; Shi, N.; Li, L. Review of conformal cooling system design and additive manufacturing for injection molds. Math. Biosci. Eng. 2020, 17, 5414–5431. [Google Scholar] [CrossRef]
- Feng, S.; Kamat, A.M.; Pei, Y. Design and fabrication of conformal cooling channels in molds: Review and progress updates. Int. J. Heat. Mass. Transf. 2021, 171, 121082. [Google Scholar] [CrossRef]
- Silva, H.M.; Noversa, J.T.; Fernandes, L.; Rodrigues, H.L.; Pontes, A.J. Design, simulation and optimization of conformal cooling channels in injection molds: A review. Int. J. Adv. Manuf. Technol. 2022, 120, 4291–4305. [Google Scholar] [CrossRef]
- Osswald, T.; Turng, L.-S.; Gramann, P.J. Injection Molding Handbook; Hanser: Munich, Germany, 2007. [Google Scholar]
- Michaeli, W.; Müller, J.; Schmachtenberg, E. Understanding Injection Molding Technology, 2nd ed.; Carl Hanser Verlag: Munich, Germany, 2020. [Google Scholar]
- Liu, F.; Pang, J.; Xu, Z. Multi-objective optimization of injection molding process parameters for moderately thick plane lens based on PSO-BPNN, OMOPSO, and TOPSIS. Processes 2024, 12, 36. [Google Scholar] [CrossRef]
- Sherbelis, G.; Garvey, E.; Kazmer, D. Methods and benefits of establishing a process window. Annu. Tech. Conf.-ANTEC Conf. Proc. 1997, 1, 545–550. [Google Scholar]
- Beaumont, J.P.; Nagel, R.; Sherman, R. Successful Injection Molding: Process, Design, and Simulation; Hanser: Munich, Germany, 2002. [Google Scholar]
- Osswald, T.A.; Hernández-Ortiz, J.P. Polymer Processing: Modeling and Simulation; Hanser: Munich, Germany, 2006. [Google Scholar]
- Goodship, V. Injection Molding: A Practical Guide. Smithers Rapra: Shropshire, UK, 2017. [Google Scholar]
- Menges, G.; Michaeli, W.; Mohren, P. How to Make Injection Molds; Hanser: Munich, Germany, 2008. [Google Scholar]
- Huntington-Klein, N. The Effect: An Introduction to Research Design and Causality; CRC Press: Boca Raton, FL, USA, 2022. [Google Scholar]
- Huang, C.H.; Chen, M.S.; Li, Y.R. Application of Moldex3D in Injection Molding Simulation for Enhancing Product Quality. Polym. Eng. Sci. 2021, 61, 2100–2108. [Google Scholar]
- Montgomery, D.C. Design and Analysis of Experiments, 10th ed.; John Wiley & Sons: Hoboken, NJ, USA, 2019. [Google Scholar]
- Taguchi, G. Introduction to Quality Engineering; Asian Productivity Organization: Tokyo, Japan, 1986. [Google Scholar]
- Deng, J.L. Introduction to grey system theory. J. Grey Syst. 1989, 1, 1–24. [Google Scholar]
- Kolda, G.; Lewis, R.M.; Torczon, V. Optimization by direct search: New perspectives on some classical and modern methods. SIAM Rev. 2003, 45, 385–482. [Google Scholar] [CrossRef]
- Jones, D.R.; Schonlau, M.; Welch, W.J. Efficient global optimization of expensive black-box functions. J. Glob. Optim. 1998, 13, 455–492. [Google Scholar] [CrossRef]
- Gill, P.E.; Murray, W.; Wright, M.H. Practical Optimization; Academic Press: New York, NY, USA, 1981. [Google Scholar]
- Goldberg, D.E. Genetic Algorithms in Search, Optimization, and Machine Learning; Addison-Wesley: Hoboken, NJ, USA, 1989. [Google Scholar]
- Kennedy, J.; Eberhart, R. Particle swarm optimization. In Proceedings of the ICNN’95-International Conference on Neural Networks, Perth, WA, Australia, 27 November–1 December 1995; pp. 1942–1948. [Google Scholar]
- Kirkpatrick, S.; Gelatt, C.D.; Vecchi, M.P. Optimization by simulated annealing. Science 1983, 220, 671–680. [Google Scholar] [CrossRef]
- Deb, K.; Pratap, A.; Agarwal, S.; Meyarivan, T. A fast and elitist multi-objective genetic algorithm: NSGA-II. IEEE Trans. Evol. Comput. 2002, 6, 182–197. [Google Scholar] [CrossRef]
- Yang, X.S. Firefly algorithms for multimodal optimization. In Stochastic Algorithms: Foundations and Applications; Springer: Berlin/Heidelberg, Germany, 2009; pp. 169–178. [Google Scholar]
- Shahriari, B.; Swersky, K.; Wang, Z.; Adams, R.P.; de Freitas, N. Taking the human out of the loop: A review of Bayesian optimization. Proc. IEEE 2016, 104, 148–175. [Google Scholar] [CrossRef]
- Wu, T.; Tovar, A. Design for additive manufacturing of conformal cooling channels using thermal-fluid topology optimization and application in injection molds. In Proceedings of the ASME Design Engineering Technical Conference, Quebec City, QC, Canada, 26–29 August 2018; Volume 2B. [Google Scholar] [CrossRef]
- Gao, Z.; Dong, G.; Tang, Y.; Zhao, Y.F. Machine learning aided design of conformal cooling channels for injection molding. J. Intell. Manuf. 2023, 34, 1183–1201. [Google Scholar] [CrossRef]
- Zimmermann, H.J. Fuzzy Set Theory- and Its Applications; Springer: Berlin/Heidelberg, Germany, 1996. [Google Scholar]
- Mukras, S.M.S. Experimental-based optimization of injection molding process parameters for short product cycle time. Adv. Polym. Technol. 2020, 2020, 1309209. [Google Scholar] [CrossRef]
- Moldflow Web Page. Available online: https://www.code-ps.com/moldflow-toolbox (accessed on 18 February 2025).
- Moldex3D Web page. Available online: https://www.moldex3d.com/ (accessed on 18 February 2025).
- Ansys Web Page. Available online: https://www.ansys.com/ (accessed on 18 February 2025).
- Zhao, P.; Zhou, H.; Li, Y.; Li, D. Process parameters optimization of injection molding using a fast strip analysis as a surrogate model. Int. J. Adv. Manuf. Technol. 2010, 49, 949–959. [Google Scholar] [CrossRef]
- Trinh, V. Application of digital simulation tool in designing of injection mold for sustainable manufacturing. EUREKA Phys. Eng. 2024, 2024, 100–106. [Google Scholar] [CrossRef]
- Forrester, A.; Sobester, A.; Keane, A.J. Engineering Design via Surrogate Modelling: A Practical Guide; Wiley: Hoboken, NJ, USA, 2008. [Google Scholar]
- Draper, N.R.; Smith, H. Applied Regression Analysis; Wiley: Hoboken, NJ, USA, 1998. [Google Scholar]
- Myers, R.H.; Montgomery, D.C.; Anderson-Cook, C.M. Response Surface Methodology: Process and Product Optimization Using Designed Experiments, 4th ed.; Wiley: Hoboken, NJ, USA, 2016. [Google Scholar]
- Sacks, J.; Welch, W.J.; Mitchell, T.J.; Wynn, H.P. Design and analysis of computer experiments. Stat. Sci. 1989, 4, 409–435. [Google Scholar] [CrossRef]
- Smola, A.J.; Schölkopf, B. A tutorial on support vector regression. Stat. Comput. 2004, 14, 199–222. [Google Scholar] [CrossRef]
- Bishop, C.M. Neural Networks for Pattern Recognition; Oxford University Press: Oxford, UK, 1995. [Google Scholar]
- Gelman, A.; Carlin, J.B.; Stern, H.S.; Dunson, D.B.; Vehtari, A.; Rubin, D.B. Bayesian Data Analysis, 3rd ed.; Chapman & Hall/CRC: Boca Raton, FL, USA, 2013. [Google Scholar]
- Broomhead, D.S.; Lowe, D. Multivariable functional interpolation and adaptive networks. Complex. Syst. 1988, 2, 321–355. [Google Scholar]
- Box, G.E.P.; Draper, N.R. Response Surfaces, Mixtures, and Ridge Analyses, 2nd ed.; Wiley: Hoboken, NJ, USA, 2007. [Google Scholar]
- Son, S.; Jeong, J.; Jeong, D.; Sun, K.; Oh, K.-Y. Physics-Informed Neural Network: Principles and Applications; IntechOpen: London, UK, 2024. [Google Scholar] [CrossRef]
- Rasmussen, C.E.; Williams, C.K.I. Gaussian Processes for Machine Learning; MIT Press: Cambridge, MA, USA, 2006. [Google Scholar]
- Ghanem, R.G.; Spanos, P.D. Stochastic Finite Elements: A Spectral Approach; Springer: New York, NY, USA, 1991. [Google Scholar]
- Feng, Q.; Liu, L.; Zhou, X. Automated multi-objective optimization for thin-walled plastic products using Taguchi, ANOVA, and hybrid ANN-MOGA. Int. J. Adv. Manuf. Technol. 2020, 106, 559–575. [Google Scholar] [CrossRef]
- Ogawa, M.; Aoyama, H.; Sano, N. Basic study on automatic determination of injection conditions based on automatic recognition of forming states. J. Adv. Mech. Des. Syst. Manuf. 2018, 12, 1–11. [Google Scholar] [CrossRef]
- Nguyen, T.K.; Hwang, C.J.; Lee, B.K. Numerical investigation of warpage in insert injection-molded lightweight hybrid products. Int. J. Precis. Eng. Manuf. 2017, 18, 187–195. [Google Scholar] [CrossRef]
- Li, S.; Fan, X.Y.; Guo, Y.H.; Liu, X.; Huang, H.Y.; Cao, Y.L.; Li, L.L. Optimization of injection molding process of transparent complex multi-cavity parts based on kriging model and various optimization techniques. Arab. J. Sci. Eng. 2021, 46, 11835–11845. [Google Scholar] [CrossRef]
- Ma, Z.; Li, Z.; Huang, M.; Liu, C.; Shen, C.; Wang, X. Geometry optimization of the runner insert for improving the appearance quality of the injection molded auto part. Polymers 2022, 14, 4085. [Google Scholar] [CrossRef] [PubMed]
- Mollaei Ardestani, A.; Azamirad, G.; Shokrollahi, Y.; Calaon, M.; Hattel, J.H.; Kulahci, M.; Soltani, R.; Tosello, G. Application of machine learning for prediction and process optimization-case study of blush defect in plastic injection molding. Appl. Sci. 2023, 13, 2617. [Google Scholar] [CrossRef]
- Xu, Y.; Zhang, Q.W.; Zhang, W.; Zhang, P. Optimization of injection molding process parameters to improve the mechanical performance of polymer product against impact. Int. J. Adv. Manuf. Technol. 2015, 76, 2199–2208. [Google Scholar] [CrossRef]
- Kurkin, E.; Kishov, E.; Barcenas, O.U.E.; Chertykovtseva, V. Gate location optimization of injection molded aerospace brackets using metaheuristic algorithms. In Proceedings of the 2021 International Scientific and Technical Engine Conference, EC, Samara, Russia, 23–25 June 2021; pp. 1–6. [Google Scholar] [CrossRef]
- Lockner, Y.; Hopmann, C. Induced network-based transfer learning in injection molding for process modelling and optimization with artificial neural networks. Int. J. Adv. Manuf. Technol. 2021, 112, 3501–3513. [Google Scholar] [CrossRef]
- Dejene, N.D.; Wolla, D.W. Comparative analysis of artificial neural network model and analysis of variance for predicting defect formation in plastic injection moulding processes. IOP Conf. Ser. Mater. Sci. Eng. 2023, 1294, 12050. [Google Scholar] [CrossRef]
- Gao, Y.; Wang, X. Surrogate-based process optimization for reducing warpage in injection molding. J. Mater. Process Technol. 2009, 209, 1302–1309. [Google Scholar] [CrossRef]
- Ma, Y.; Dang, K.; Wang, X.; Zhou, Y.; Yang, W.; Xie, P. Intelligent recommendation system of injection molding process parameters based on CAE simulation, process window and machine learning. Int. J. Adv. Manuf. Technol. 2023, 128, 4703–4716. [Google Scholar] [CrossRef]
- Saad, S.; Sinha, A.; Cruz, C.; Régnier, G.; Ammar, A. Towards an accurate pressure estimation in injection molding simulation using surrogate modeling. Int. J. Mater. Form. 2022, 15, 1–19. [Google Scholar] [CrossRef]
- Liu, W.; Wang, X.; Li, Z.; Gu, J.; Ruan, S.; Shen, C.; Wang, X. Integration optimization of molding and service for injection-molded product. Int. J. Adv. Manuf. Technol. 2016, 84, 2019–2028. [Google Scholar] [CrossRef]
- Baruffa, G.; Pieressa, A.; Sorgato, M.; Lucchetta, G. Transfer learning-based artificial neural network for predicting weld line occurrence through process simulations and molding trials. J. Manuf. Mater. Process. 2024, 8, 98. [Google Scholar] [CrossRef]
- Kastelic, T.; Starman, B.; Cafuta, G.; Halilovic, M.; Mole, N. Correction of mould cavity geometry for warpage compensation. Int. J. Adv. Manuf. Technol. 2022, 123, 1957–1971. [Google Scholar] [CrossRef]
- Lee, B.H.; Kim, B.H. Optimization of part wall thicknesses to reduce warpage of Iinjection-molded parts based on the modified complex method. Polym. Plast. Technol. Eng. 1995, 34, 793–811. [Google Scholar] [CrossRef]
- Rhee, B.O.; Park, C.S.; Chang, H.K.; Jung, H.W.; Lee, Y.J. Automatic generation of optimum cooling circuit for large injection molded parts. Int. J. Precis. Eng. Manuf. 2010, 11, 439–444. [Google Scholar] [CrossRef]
- Villarreal-Marroquin, M.G.; Castro, J.M.; Chacon-Mondragon, O.L.; Cabrera-Rios, M. Simulation optimization applications in injection molding. Annu. Tech. Conf.-ANTEC Conf. Proc. 2010, 1, 250–254. [Google Scholar] [CrossRef]
- Lin, W.C.; Fan, F.Y.; Huang, C.F.; Shen, Y.K.; Wang, H. Analysis of the warpage phenomenon of micro-sized parts with precision injection molding by experiment, numerical simulation, and grey theory. Polymers 2022, 14, 1845. [Google Scholar] [CrossRef]
- Zhang, Y.; Deng, Y.M.; Sun, B.S. Injection molding warpage optimization based on a mode-pursuing sampling method. Polym.-Plast. Technol. Eng. 2009, 48, 767–774. [Google Scholar] [CrossRef]
- Xia, W.; Luo, B.; Liao, X. An enhanced global optimization method based on gaussian process and its application of warpage control in injection molding. In Proceedings of the 2010 IEEE International Conference on Information and Automation, ICIA, Harbin, China, 20–23 June 2010; pp. 970–975. [Google Scholar] [CrossRef]
- Hsu, Y.M.; Jia, X.; Li, W.; Manganaris, P.; Lee, J. Sequential optimization of the injection molding gate locations using parallel efficient global optimization. Int. J. Adv. Manuf. Technol. 2022, 120, 3805–3819. [Google Scholar] [CrossRef]
- Shen, C.; Wang, L.; Cao, W.; Wu, J. Optimization for injection molding process conditions of the refrigeratory top cover using combination method of artificial neural network and genetic algorithms. Polym.-Plast. Technol. Eng. 2007, 46, 105–112. [Google Scholar] [CrossRef]
- Lockner, Y.; Hopmann, C.; Zhao, W. Transfer learning with artificial neural networks between injection molding processes and different polymer materials. J. Manuf. Process 2022, 73, 395–408. [Google Scholar] [CrossRef]
- Pieressa, A.; Baruffa, G.; Sorgato, M.; Lucchetta, G. Enhancing weld line visibility prediction in injection molding using physics-informed neural networks. J. Intell. Manuf. 2024. [Google Scholar] [CrossRef]
- Fu, J.; Ma, Y. Computer-aided engineering analysis for early-ejected plastic part dimension prediction and quality assurance. Int. J. Adv. Manuf. Technol. 2018, 98, 2389–2399. [Google Scholar] [CrossRef]
- Nasir, S.M.; Shayfull, Z.; Sharif, S.; Abdellah, A.E.-H.; Fathullah, M.; Noriman, N.Z. Evaluation of shrinkage and weld line strength of thick flat part in injection moulding process. J. Braz. Soc. Mech. Sci. Eng. 2021, 43, 1–16. [Google Scholar] [CrossRef]
- Cervantes-Vallejo, F.J.; Hernández-Navarro, C.; Camarillo-Gómez, K.A.; Louvier-Hernández, J.F.; Navarrete-Damián, J. Thermal-structural optimization of a rapid thermal response mold: Comprehensive simulation of a heating rod system and a fluid cooling system implemented MSR-PSO-FEM. Therm. Sci. Eng. Prog. 2024, 47, 102279. [Google Scholar] [CrossRef]
- Li, Z.; Wang, X. A black box method for gate location optimization in plastic injection molding. Adv. Polym. Technol. 2012, 32, 474–485. [Google Scholar] [CrossRef]
- Park, S.W.; Choi, J.H.; Lee, B.C. Multi-objective optimization of an automotive body component with fiber-reinforced composites. Struct. Multidiscip. Optim. 2018, 58, 2203–2217. [Google Scholar] [CrossRef]
- Heidari, B.S.; Davachi, S.M.; Moghaddam, A.H.; Seyfi, J.; Hejazi, I.; Sahraeian, R.; Rashedi, H. Optimization simulated injection molding process for ultrahigh molecular weight polyethylene nanocomposite hip liner using response surface methodology and simulation of mechanical behavior. J. Mech. Behav. Biomed. Mater. 2018, 81, 95–105. [Google Scholar] [CrossRef]
- Heidari, B.S.; Moghaddam, A.H.; Davachi, S.M.; Khamani, S.; Alihosseini, A. Optimization of process parameters in plastic injection molding for minimizing the volumetric shrinkage and warpage using radial basis function (RBF) coupled with the k-fold cross validation technique. J. Polym. Eng. 2019, 39, 481–492. [Google Scholar] [CrossRef]
- Sreedharan, J.; Jeevanantham, A.K.; Rajeshkannan, A. Multi-objective optimization for multi-stage sequential plastic injection molding with plating process using RSM and PCA-based weighted-GRA. Proc. Inst. Mech. Eng. C J. Mech. Eng. Sci. 2020, 234, 1014–1030. [Google Scholar] [CrossRef]
- Fonseca, J.H.; Lee, J.; Jang, W.; Han, D.; Kim, N.; Lee, H. Manufacturability-constrained optimization for enhancing quality and suitability of injection-molded short fiber-reinforced plastic/metal hybrid automotive structures. Struct. Multidiscip. Optim. 2023, 66, 1–19. [Google Scholar] [CrossRef]
- Li, J.; Zhao, C.; Jia, F.; Li, S.; Ma, S.; Liang, J. Optimization of injection molding process parameters for the lining of IV hydrogen storage cylinder. Sci. Rep. 2023, 13, 665. [Google Scholar] [CrossRef]
- Kitayama, S.; Natsume, S. Multi-objective optimization of volume shrinkage and clamping force for plastic injection molding via sequential approximate optimization. Simul. Model. Pr. Theory 2014, 48, 35–44. [Google Scholar] [CrossRef]
- Chen, W.; Zhou, X.H.; Wang, H.F.; Wang, W. Multi-objective optimal approach for injection molding based on surrogate model and particle swarm optimization algorithm. J. Shanghai Jiaotong Univ. Sci. 2010, 15, 88–93. [Google Scholar] [CrossRef]
- Wang, C.; Fan, X.; Guo, Y.; Lu, X.; Wang, D.; Ding, W. Multi-objective optimization and quality monitoring of two-piece injection molding products. SAE Int. J. Mater. Manuf. 2022, 16, 117–127. [Google Scholar] [CrossRef]
- Alvarado-Iniesta, A.; Cuate, O.; Schütze, O. Multi-objective and many objective design of plastic injection molding process. Int. J. Adv. Manuf. Technol. 2019, 102, 3165–3180. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, J.; Lin, J.; Guo, Q.; Chen, K.; Ma, L. Multiobjective optimization of injection molding process parameters based on Opt LHD, EBFNN, and MOPSO. Int. J. Adv. Manuf. Technol. 2016, 85, 2857–2872. [Google Scholar] [CrossRef]
- Tian, M.; Gong, X.; Yin, L.; Li, H.; Ming, W.; Zhang, Z.; Chen, J. Multi-objective optimization of injection molding process parameters in two stages for multiple quality characteristics and energy efficiency using Taguchi method and NSGA-II. Int. J. Adv. Manuf. Technol. 2017, 89, 241–254. [Google Scholar] [CrossRef]
- Wang, Y.; Yan, Z.; Shan, X. Optimization of process parameters for vertical-faced polypropylene bottle injection molding. Adv. Mater. Sci. Eng. 2018, 2018, 2635084. [Google Scholar] [CrossRef]
- Al-Hadad, M.A.A.M.; Wang, Q. CAE analysis and structure optimization design of injection mold for charge upper cover. Int. J. Eng. Res. Technol. 2019, 8, 33–36. [Google Scholar] [CrossRef]
- Meiabadi, M.S.; Moradi, M.; Kazerooni, A.; Demers, V. Multi-objective optimisation of plastic injection moulding process using mould flow analysis and response surface methodology. Int. J. Mater. Prod. Technol. 2022, 64, 140–155. [Google Scholar] [CrossRef]
- Hiyane-Nashiro, G.; Hernández-Hernández, M.; Rojas-García, J.; Rodriguez-Resendiz, J.; Álvarez-Alvarado, J.M. Optimization of the reduction of shrinkage and warpage for plastic parts in the injection molding process by extended adaptive weighted summation method. Polymers 2022, 14, 5133. [Google Scholar] [CrossRef] [PubMed]
- Rodríguez-Yáñez, A.B.; Méndez-Vázquez, Y.M.; Cabrera-Ríos, M. Simulation-based process windows simultaneously considering two and three conflicting criteria in injection molding. Prod. Manuf. Res. 2014, 2, 603–623. [Google Scholar] [CrossRef]
- Lan, X.; Li, C.; Yang, C.; Xue, C. Optimization of injection molding process parameters and axial surface compensation for producing an aspheric plastic lens with large diameter and center thickness. Appl. Opt. 2019, 58, 927. [Google Scholar] [CrossRef]
- Ryu, Y.; Sohn, J.S.; Yun, C.S.; Cha, S.W. Shrinkage and warpage minimization of glass-fiber-reinforced polyamide 6 parts by microcellular foam injection molding. Polymers 2020, 12, 889. [Google Scholar] [CrossRef]
- Idayu, N.; Md Ali, M.A.; Kasim, M.S.; Abdul Aziz, M.S.; Raja Abdullah, R.I.; Sulaiman, M.A. Flow Analysis of Three Plate Family Injection Mould Using Moldflow Software Analysis; Springer: Singapore, 2020. [Google Scholar]
- Ashaari, F.F.; Amin, Y.M. Optimization of thermoplastic material for plastic injection molding process by using taguchi method. Res. Prog. Mech. Manuf. Eng. 2022, 3, 831–838. [Google Scholar]
- Vasiliki, I.; George-christopher, V. Injection molding control parameter assessment by nested Taguchi design of simulation experiments: A case study. Mater. Res. Proc. 2024, 41, 2757–2766. [Google Scholar] [CrossRef]
- Md Ali, M.A.; Idayu, N.; Salleh, M.S.; Ali Mokhtar, M.N.; Abdullah, Z.; Sivaraos. Optimization process parameters of flat plastic part having side gate system using flow analysis software. Lect. Notes Mech. Eng. 2020, 2020, 399–409. [Google Scholar] [CrossRef]
- Wu, H.; Wang, Y.; Fang, M. Study on Injection Molding Process Simulation and Process Parameter Optimization of Automobile Instrument Light Guiding Support. Adv. Mater. Sci. Eng. 2021, 2021, 9938094. [Google Scholar] [CrossRef]
- Huang, W.T.; Tasi, Z.Y.; Ho, W.H.; Chou, J.H. Integrating taguchi method and gray relational analysis for auto locks by using multiobjective design in computer-aided engineering. Polymers 2022, 14, 644. [Google Scholar] [CrossRef]
- Ravikiran, B.; Pradhan, D.K.; Jeet, S.; Bagal, D.K.; Barua, A.; Nayak, S. Parametric optimization of plastic injection moulding for FMCG polymer moulding (PMMA) using hybrid taguchi-WASPAS-ant lion optimization algorithm. Mater. Today Proc. 2022, 56, 2411–2420. [Google Scholar] [CrossRef]
- Villarreal-Marroquín, M.G.; Svenson, J.D.; Sun, F.; Santner, T.J.; Dean, A.; Castro, J.M. A comparison of two metamodel-based methodologies for multiple criteria simulation optimization using an injection molding case study. J. Polym. Eng. 2013, 33, 193–209. [Google Scholar] [CrossRef]
- Chang, H.; Zhang, G.; Sun, Y.; Lu, S. Using sequence-approximation optimization and radial-basis-function network for brake-pedal multi-target warping and cooling. Polymers 2022, 14, 2578. [Google Scholar] [CrossRef]
- Tan, K.H.; Yuen, M.M.F. A Fuzzy multiobjective approach for minimization of injection molding defects. Polym. Eng. Sci. 2000, 40, 956–971. [Google Scholar] [CrossRef]
- Bensingh, R.J.; Machavaram, R.; Boopathy, S.R.; Jebaraj, C. Injection molding process optimization of a bi-aspheric lens using hybrid artificial neural networks (ANNs) and particle swarm optimization (PSO). Measurement 2019, 134, 359–374. [Google Scholar] [CrossRef]
- Roslan, N.; Rahim, S.Z.A.; Abdellah, A.E.H.; Abdullah, M.M.A.B.; Błoch, K.; Pietrusiewicz, P.; Nabiałek, M.; Szmidla, J.; Kwiatkowski, D.; Vasco, J.O.C.; et al. Optimisation of shrinkage and strength on thick plate part using recycled LDPE materials. Materials 2021, 14, 1795. [Google Scholar] [CrossRef]
- Lin, F.; Duan, J.; Lu, Q.; Li, X. Optimization of injection molding quality based on BP neural network and PSO. Mater. Tehnol. 2022, 56, 491–497. [Google Scholar] [CrossRef]
- Deng, Y.M.; Lam, Y.C.; Britton, G.A. Optimization of injection moulding conditions with user-definable objective functions based on a genetic algorithm. Int. J. Prod. Res. 2004, 42, 1365–1390. [Google Scholar] [CrossRef]
- Chen, C.C.; Su, P.L.; Chiou, C.B.; Chiang, K.T. Experimental investigation of designed parameters on dimension shrinkage of injection molded thin-wall part by integrated response surface methodology and genetic algorithm: A case study. Mater. Manuf. Process. 2011, 26, 534–540. [Google Scholar] [CrossRef]
- Natalini, M.; Sasso, M.; Amodio, D. Comparison of numerical and experimental data in multi-objective optimization of a thermoplastic molded part. Int. Polym. Process. 2013, 28, 84–106. [Google Scholar] [CrossRef]
- Mukras, S.M.S.; Omar, H.M.; Al-Mufadi, F.A. Experimental-based multi-objective optimization of injection molding process parameters. Arab. J. Sci. Eng. 2019, 44, 7653–7665. [Google Scholar] [CrossRef]
- Song, Z.; Liu, S.; Wang, X.; Hu, Z. Optimization and prediction of volume shrinkage and warpage of injection-molded thin-walled parts based on neural network. Int. J. Adv. Manuf. Technol. 2020, 109, 55–769. [Google Scholar] [CrossRef]
- Yang, K.; Tang, L.; Wu, P. Research on optimization of injection molding process parameters of automobile plastic front-end frame. Adv. Mater. Sci. Eng. 2022, 2022, 5955725. [Google Scholar] [CrossRef]
- Nguyen, V.T.; Uyen, T.M.T.; Minh, P.S.; Do, T.T.; Huynh, T.H.; Nguyen, T.; Nguyen, V.T.; Nguyen, V.T.T. Weld line strength of polyamide fiberglass composite at different processing parameters in injection molding technique. Polymers 2023, 15, 4102. [Google Scholar] [CrossRef]
- Chen, W.C.; Nguyen, M.H.; Chiu, W.H.; Chen, T.N.; Tai, P.H. Optimization of the plastic injection molding process using the Taguchi method, RSM, and hybrid GA-PSO. Int. J. Adv. Manuf. Technol. 2016, 83, 1873–1886. [Google Scholar] [CrossRef]
- Jung, J.; Park, K.; Cho, B.; Park, J.; Ryu, S. Optimization of injection molding process using multi-objective bayesian optimization and constrained generative inverse design networks. J. Intell. Manuf. 2023, 34, 3623–3636. [Google Scholar] [CrossRef]
- Wang, Z.; Li, J.; Sun, Z.; Bo, C.; Gao, F. Multiobjective optimization of injection molding parameters based on the GEK-MPDE method. J. Polym. Eng. 2023, 43, 820–831. [Google Scholar] [CrossRef]
- Fernandes, C.; Pontes, A.J.; Viana, J.C.; Gaspar-Cunha, A. Using multiobjective evolutionary algorithms in the optimization of operating conditions of polymer injection molding. Polym. Eng. Sci. 2010, 50, 1667–1678. [Google Scholar] [CrossRef]
- Wang, D.; Fan, X.; Guo, Y.; Lu, X.; Wang, C.; Ding, W. Quality prediction and control of thin-walled shell injection molding based on GWO-PSO, ACO-BP, and NSGA-II. J. Polym. Eng. 2022, 42, 876–884. [Google Scholar] [CrossRef]
- Zeng, W.; Yi, G.; Zhang, S.; Wang, Z. Multi-objective optimization method of injection molding process parameters based on hierarchical sampling and comprehensive entropy weights. Int. J. Adv. Manuf. Technol. 2024, 133, 1481–1499. [Google Scholar] [CrossRef]
- Guo, W.; Lu, T.; Zeng, F.; Zhou, X.; Li, W.; Yuan, H.; Meng, Z. Multi-objective optimization of microcellular injection molding process parameters to reduce energy consumption and improve product quality. Res. Sq. 2024, 134, 5159–5173. [Google Scholar] [CrossRef]
- Zhao, J.; Cheng, G. An innovative surrogate-based searching method for reducing warpage and cycle time in injection molding. Adv. Polym. Technol. 2016, 35, 288–297. [Google Scholar] [CrossRef]
- Lu, Y.; Huang, H. Multi-objective optimization of injection process parameters based on EBFNN and NSGA-II. J. Phys. Conf. Ser. 2020, 1637, 012117. [Google Scholar] [CrossRef]
- Deb, D.; Jain, A.; Singh, R.K. An evolutionary many-objective optimization algorithm using reference-point-based nondominated sorting approach, part I: Solving problems with box constraints. IEEE Trans. Evol. Comput. 2014, 18, 577–601. [Google Scholar] [CrossRef]
- Tanabe, R.; Ishibuchi, H. A niching indicator-based multi-modal many-objective optimizer. Swarm Evol. Comput. 2019, 49, 134–146. [Google Scholar] [CrossRef]
- Dutta, S.; Mallipeddi, R.; Das, K.N. Hybrid selection based multi/many-objective evolutionary algorithm. Sci. Rep. 2022, 12, 6861. [Google Scholar] [CrossRef]
- Cheng, J.; Liu, Z.; Tan, J. Multiobjective optimization of injection molding parameters based on soft computing and variable complexity method. Int. J. Adv. Manuf. Technol. 2013, 66, 907–916. [Google Scholar] [CrossRef]
- Kitayama, S.; Hashimoto, S.; Takano, M.; Kubo, Y.; Aiba, S. Multi-objective optimization for minimizing weldline and cycle time using variable injection velocity and variable pressure profile in plastic injection molding. Int. J. Adv. Manuf. Technol. 2020, 14, 3351–3361. [Google Scholar] [CrossRef]
- Chang, H.; Sun, Y.; Wang, R.; Lu, S. Application of the NSGA-II algorithm and kriging model to optimise the process parameters for the improvement of the quality of fresnel lenses. Polymers 2023, 15, 3403. [Google Scholar] [CrossRef]
- Park, H.S.; Nguyen, T.T. Optimization of injection molding process for car fender in consideration of energy efficiency and product quality. J. Comput. Des. Eng. 2014, 1, 256–265. [Google Scholar] [CrossRef]
- Kariminejad, M.; Tormey, D.; Ryan, C.; O’Hara, C.; Weinert, A.; McAfee, M. Single and multi-objective real-time optimisation of an industrial injection moulding process via a bayesian adaptive design of experiment approach. Sci. Rep. 2024, 14, 29799. [Google Scholar] [CrossRef]
- Liu, X.; Fan, X.; Guo, Y.; Liu, Z.; Ding, W. Quality monitoring and multi-objective optimization of the glass fiber-reinforced plastic injection molded products. SAE Int. J. Mater. Manuf. 2022, 16, 35–47. [Google Scholar] [CrossRef]
- Zhou, H.; Zhang, S.; Wang, Z. Multi-objective optimization of process parameters in plastic injection molding using a differential sensitivity fusion method. Int. J. Adv. Manuf. Technol. 2021, 114, 423–449. [Google Scholar] [CrossRef]
- Zhao, G.; Li, K. Undeterministic analysis and process optimization for short-fiber composite injection molding. Mater. Chem. Phys. 2022, 289, 126470. [Google Scholar] [CrossRef]
- Alam, K.; Kamal, M.R. Runner balancing by a direct genetic optimization of shrinkage. Polym. Eng. Sci. 2004, 44, 1949–1959. [Google Scholar] [CrossRef]
- Fernandes, C.; Viana, J.C.; Pontes, A.J.; Gaspar-Cunha, A. Setting of the operative processing window in injection moulding using a multi-optimization approach: Experimental assessment. In Proceedings of the 11th ESAFORM Conference on Material Forming, Lyon, France, 23–25 April 2008. [Google Scholar]
- Mehta, E.S.; Padhi, S.N. Performance analysis of plastic injection molding using particle swarm based modified sequential quadratic programming algorithm multi objective optimization model. J. Theor. Appl. Inf. Technol. 2023, 101, 1053–1066. [Google Scholar]
- Kitayama, S.; Tsurita, S.; Takano, M.; Yamazaki, Y.; Kubo, Y.; Aiba, S. Multi-objective process parameters optimization in rapid heat cycle molding incorporating variable packing pressure profile for improving weldline, clamping force, and cycle time. Int. J. Adv. Manuf. Technol. 2022, 120, 3669–3681. [Google Scholar] [CrossRef]
- Kitayama, S.; Tsurita, S.; Takano, M.; Yamazaki, Y.; Kubo, Y.; Aiba, S. Multi-objective process parameter optimization for minimizing weldline and cycle time using heater-assisted rapid heat cycle molding. Int. J. Adv. Manuf. Technol. 2023, 128, 5635–5646. [Google Scholar] [CrossRef]
- Kitayama, S.; Matsubayashi, A.; Takano, M.; Yamazaki, Y.; Kubo, Y.; Aiba, S. Numerical optimization of multistage packing pressure profile in plastic injection molding and experimental validation. Polym. Adv. Technol. 2022, 33, 3002–3012. [Google Scholar] [CrossRef]
- Kitayama, S.; Ishizuki, R.; Takano, M.; Kubo, Y.; Aiba, S. Optimization of mold temperature profile and process parameters for weld line reduction and short cycle time in rapid heat cycle molding. Int. J. Adv. Manuf. Technol. 2019, 103, 1735–1744. [Google Scholar] [CrossRef]
- Kitayama, S.; Yokoyama, M.; Takano, M.; Aiba, S. Multi-objective optimization of variable packing pressure profile and process parameters in plastic injection molding for minimizing warpage and cycle time. Int. J. Adv. Manuf. Technol. 2017, 92, 3991–3999. [Google Scholar] [CrossRef]
- Kitayama, S.; Yamazaki, Y.; Takano, M.; Aiba, S. Numerical and experimental investigation of process parameters optimization in plastic injection molding using multi-criteria decision making. Simul. Model. Pr. Theory 2018, 85, 95–105. [Google Scholar] [CrossRef]
- Kitayama, S.; Tamada, K.; Takano, M.; Aiba, S. Numerical and experimental investigation on process parameters optimization in plastic injection molding for weldlines reduction and clamping force minimization. Int. J. Adv. Manuf. Technol. 2018, 97, 2087–2098. [Google Scholar] [CrossRef]
- Kitayama, S.; Tamada, K.; Takano, M.; Aiba, S. Numerical optimization of process parameters in plastic injection molding for minimizing weldlines and clamping force using conformal cooling channel. J. Manuf. Process 2018, 32, 782–790. [Google Scholar] [CrossRef]
- Kitayama, S.; Miyakawa, H.; Takano, M.; Aiba, S. Multi-objective optimization of injection molding process parameters for short cycle time and warpage reduction using conformal cooling channel. Int. J. Adv. Manuf. Technol. 2017, 88, 1735–1744. [Google Scholar] [CrossRef]
- Zhai, H.; Li, X.; Xiong, X.; Zhu, W.; Li, C.; Wang, Y.; Chang, Y. A method combining optimization algorithm and inverse-deformation design for improving the injection quality of box-shaped parts. Int. J. Adv. Manuf. Technol. 2023, 130, 1–24. [Google Scholar] [CrossRef]
- Fernandes, C.; Pontes, A.J.; Viana, J.C.; Gaspar-Cunha, A. Using multi-objective evolutionary algorithms in the optimization of polymer injection molding. In Applications of Soft Computing; Springer: Berlin/Heidelberg, Germany, 2009; pp. 357–365. [Google Scholar] [CrossRef]
- Fernandes, C.; Pontes, A.J.; Viana, J.C.; Gaspar-cunha, A. Multi-objective optimization of gate location and processing conditions in injection molding using MOEAs: Experimental assessment. In Proceedings of the EMO 2015—8th International Conference on Evolutionary Multi-Criterion Optimization (LNCS 9019), Guimarães, Portugal, 29 March–1 April 2015; pp. 373–387. [Google Scholar] [CrossRef]
- Fernandes, C.; Pontes, A.J.; Viana, J.C.; Gaspar-Cunha, A. Using multi-objective evolutionary algorithms for optimization of the cooling system in polymer injection molding. Int. Polym. Proc. 2012, 27, 213–223. [Google Scholar] [CrossRef]
- Brooks, H.; Brigden, K. Design of conformal cooling layers with self-supporting lattices for additively manufactured tooling. Addit. Manuf. 2016, 11, 16–22. [Google Scholar] [CrossRef]
- Mazur, M.; Brincat, P.; Leary, M.; Brandt, M. Numerical and experimental evaluation of a conformally cooled H13 steel injection mould manufactured with selective laser melting. Int. J. Adv. Manuf. Technol. 2017, 93, 881–900. [Google Scholar] [CrossRef]
- van As, B.; Combrinck, J.; Booysen, G.J.; de Beer, D.J. Direct metal laser sintering, using conformal cooling, for high volume production tooling. South. Afr. J. Ind. Eng. 2017, 28, 170–182. [Google Scholar]
- Tuteski, O.; Kočov, A. Conformal cooling channels in injection molding tools–design considerations. Int. Sci. Congr. Mach. Technol. Mater. 2018, 12, 445–448. [Google Scholar]
- Konuskan, Y.; Yılmaz, A.H.; Tosun, B.; Lazoglu, I. Machine learning-aided cooling profile prediction in plastic injection molding. Int. J. Adv. Manuf. Technol. 2023, 130, 2957–2968. [Google Scholar] [CrossRef]
- Zacharski, A.; Samborski, T.; Zbrowski, A.; Kozioł, S.; Poszwa, P. Modular injection mould with a conformal cooling channel for the production of hydraulic filter housings. Technol. I Autom. Montażu 2023, 122, 48–55. [Google Scholar] [CrossRef]
- Mohd Hanid, M.H.; Abd Rahim, S.Z.; Gondro, J.; Sharif, S.; Al Bakri Abdullah, M.M.; Mohd Zain, A.; El-Hadj Abdellah, A.; Mat Saad, M.N.; Wysłocki, J.J.; Nabiałek, M. Warpage optimisation on the moulded part with straight drilled and conformal cooling channels using response surface methodology (RSM), glowworm swarm optimisation (GSO) and genetic algorithm (GA) optimisation approaches. Materials 2021, 14, 1326. [Google Scholar] [CrossRef]
- Shayfull, Z.; Sharif, S.; Zain, A.M.; Saad, R.M.; Fairuz, M.A. Milled groove square shape conformal cooling channels in injection molding process. Mater. Manuf. Process. 2013, 28, 884–891. [Google Scholar] [CrossRef]
- Mercado-Colmenero, J.M.; Rubio-Paramio, M.A.; Marquez-Sevillano, J.d.J.; Martin-Doñate, C. A new method for the automated design of cooling systems in injection molds. CAD Comput. Aided Des. 2018, 104, 60–86. [Google Scholar] [CrossRef]
- Mercado-Colmenero, J.M.; Martin-Doñate, C.; Rodriguez-Santiago, M.; Moral-Pulido, F.; Rubio-Paramio, M.A. A new conformal cooling lattice design procedure for injection molding applications based on expert algorithms. Int. J. Adv. Manuf. Technol. 2019, 102, 1719–1746. [Google Scholar] [CrossRef]
- Dimla, D.E.; Camilotto, M.; Miani, F. Design and optimisation of conformal cooling channels in injection moulding tools. J. Mater. Process Technol. 2005, 164–165, 1294–1300. [Google Scholar] [CrossRef]
- Chaabene, A.; Chatti, S.; Ben Slama, M. Optimization of the cooling of a thermoplastic injection mold. Ann. “Dunarea De Jos” Univ. Galati Fascicle XII Weld. Equip. Technol. 2021, 32, 61–70. [Google Scholar] [CrossRef]
- Kanbur, B.B.; Zhou, Y.; Shen, S.; Wong, K.H.; Chen, C.; Shocket, A.; Duan, F. Metal additive manufacturing of conformal cooling channels in plastic injection molds with high number of design variables. Mater. Today Proc. 2022, 70, 541–547. [Google Scholar] [CrossRef]
- Le Goff, R.; Garcia, D. Multi-objective optimization strategy for the design of injection mold cooling system. In Proceedings of the Society of Plastics Engineers-EUROTEC 2011 Conference Proceedings, Barcelona, Spain, 3–7 October 2011. [Google Scholar]
- Jahan, S.A.; Wu, T.; Zhang, Y.; El-Mounayri, H.; Tovar, A.; Zhang, J.; Acheson, D.; Nalim, R.; Guo, X.; Lee, W.H. Implementation of conformal cooling & topology optimization in 3D printed stainless steel porous structure injection molds. Procedia Manuf. 2016, 5, 901–915. [Google Scholar] [CrossRef]
- Jahan, S.; Wu, T.; Shin, Y.; Tovar, A.; El-Mounayri, H. Thermo-fluid topology optimization and experimental study of conformal cooling channels for 3D printed plastic injection molds. Procedia Manuf. 2019, 34, 631–639. [Google Scholar] [CrossRef]
- Hashimoto, S.; Kitayama, S.; Takano, M.; Kubo, Y.; Aiba, S. Simultaneous optimization of variable injection velocity profile and process parameters in plastic injection molding for minimizing weldline and cycle time. J. Adv. Mech. Des. Syst. Manuf. 2020, 14, 1881–3054. [Google Scholar] [CrossRef]
- Feng, Q.Q.; Zhou, X. Automated and robust multi-objective optimal design of thin-walled product injection process based on hybrid RBF-MOGA. Int. J. Adv. Manuf. Technol. 2019, 101, 2217–2231. [Google Scholar] [CrossRef]
- Fonseca, J.H.; Jang, W.; Han, D.; Kim, N.; Lee, H. Strength and manufacturability enhancement of a composite automotive component via an integrated finite element/artificial neural network multi-objective optimization approach. Compos. Struct. 2024, 327, 117694. [Google Scholar] [CrossRef]
- Zhai, M.; Lam, Y.C.; Au, C.K. Runner sizing in multiple cavity injection mould by non-dominated sorting genetic algorithm. Eng. Comput. 2009, 25, 237–245. [Google Scholar] [CrossRef]
- Ferreira, I.; Weck ODe Saraiva, P.; Cabral, J. Multidisciplinary optimization of injection molding systems. Struct. Multidiscip. Optim. 2010, 41, 621–635. [Google Scholar] [CrossRef]
- Ferreira, I.; Cabral, J.A.; Saraiva, P.; Oliveira, M.C. A multidisciplinary framework to support the design of injection mold tools. Struct. Multidiscip. Optim. 2014, 49, 501–521. [Google Scholar] [CrossRef]
- Li, K.; Yan, S.; Zhong, Y.; Pan, W.; Zhao, G. Multi-objective optimization of the fiber-reinforced composite injection molding process using Taguchi method, RSM, and NSGA-II. Simul. Model. Pr. Theory 2019, 91, 69–82. [Google Scholar] [CrossRef]
- Yuan, Z.; Wang, H.; Wei, X.; Yan, K.; Gao, C. Multiobjective optimization method for polymer injection molding based on a genetic algorithm. Adv. Polym. Technol. 2019, 2019, 9012085. [Google Scholar] [CrossRef]
- Zhu, J.; Qiu, Z.; Huang, Y.; Huang, W. Overview of injection molding process optimization technology. J. Phys. Conf. Ser. 2021, 1798, 012042. [Google Scholar] [CrossRef]
- Wang, X.; Li, Z.; Gu, J.; Ruan, S.; Shen, C.; Wang, X. Reducing service stress of the injection-molded polycarbonate window by optimizing mold construction and product structure. Int. J. Adv. Manuf. Technol. 2016, 86, 1691–1704. [Google Scholar] [CrossRef]
- Silva, H.M.; Rodrigues, H. Structural analysis of molds with conformal cooling channels: A numerical study. Eng. Proc. 2023, 56, 295. [Google Scholar] [CrossRef]
- Kanbur, B.B.; Zhou, Y.; Shen, S.; Duan, F. Neural network-integrated multiobjective optimization of 3D-printed conformal cooling channels. In Proceedings of the 2020 5th International Conference on Smart and Sustainable Technologies (SpliTech), Split, Croatia, 23–26 September 2020. [Google Scholar] [CrossRef]
- Hsu, F.H.; Wang, K.; Huang, C.T.; Chang, R.Y. Investigation on conformal cooling system design in injection molding. Adv. Prod. Eng. Manag. 2013, 8, 107–115. [Google Scholar] [CrossRef]
- Saifullah, A.B.M.; Masood, S.H.; Sbarski, I. Thermal-structural analysis of bi-metallic conformal cooling for injection moulds. Int. J. Adv. Manuf. Technol. 2012, 62, 123–133. [Google Scholar] [CrossRef]
- Jahan, S.A.; Wu, T.; Zhang, Y.; Zhang, J.; Tovar, A.; Elmounayri, H. Thermo-mechanical design optimization of conformal cooling channels using design of experiments approach. Procedia Manuf. 2017, 10, 898–911. [Google Scholar] [CrossRef]
- Shen, S.; Kanbur, B.B.; Zhou, Y.; Duan, F. Thermal and mechanical analysis for conformal cooling channel in plastic injection molding. Mater. Today Proc. 2019, 28, 396–401. [Google Scholar] [CrossRef]
- Eiamsa-Ard, K.; Wannissorn, K. Conformal bubbler cooling for molds by metal deposition process. CAD Comput. Aided Des. 2015, 69, 126–133. [Google Scholar] [CrossRef]
- Vojnová, E. The benefits of a conforming cooling systems the molds in injection moulding process. Procedia Eng. 2016, 149, 535–543. [Google Scholar] [CrossRef]
- Yadegari, M.; Masoumi, H.; Gheisari, M. Optimization of cooling channels in plastic injection molding. Int. J. Appl. Eng. Res. 2016, 11, 5777–5780. [Google Scholar]
- Venkatesh, G.; Ravi Kumar, Y.; Raghavendra, G. Comparison of straight line to conformal cooling channel in injection molding. Mater. Today Proc. 2017, 4, 1167–1173. [Google Scholar] [CrossRef]
- Li, J.; Ong, Y.C.; Wan Muhamad, W.M. Optimization design of injection mold conformal cooling channel for improving cooling rate. Processes 2024, 12, 1232. [Google Scholar] [CrossRef]
- Wang, Y.; Lee, C. Design and optimization of conformal cooling channels for increasing cooling efficiency in injection molding. Appl. Sci. 2023, 13, 3253–3271. [Google Scholar] [CrossRef]
- Kanbur, B.B.; Shen, S.; Zhou, Y.; Duan, F. Thermal and mechanical simulations of the lattice structures in the conformal cooling cavities for 3D printed injection molds. Mater. Today Proc. 2019, 28, 379–383. [Google Scholar] [CrossRef]
- Godec, D.; Brnadić, V.; Breški, T. Optimisation of mould design for injection moulding–numerical approach. Teh. Glas. 2021, 15, 258–266. [Google Scholar] [CrossRef]
- Silva, H.M.; Noversa, T.; Rodrigues, H.; Fernandes, L.; Pontes, A. Sensitivity Analysis of Conformal CCs for Injection Molds: 3D Transient Heat Transfer Analysis. PREPRINT (Version 1) Available at Research Square. 2021. Available online: www.researchsquare.com/article/rs-1017226/v1 (accessed on 25 March 2025). [CrossRef]
- Li, Z.; Wang, X.; Gu, J.; Ruan, S.; Shen, C.; Lyu, Y.; Zhao, Y. Topology optimization for the design of conformal cooling system in thin-wall injection molding based on BEM. Int. J. Adv. Manuf. Technol. 2018, 94, 1041–1059. [Google Scholar] [CrossRef]
- Marques, S.; De Souza, A.F.; Miranda, J.; Yadroitsau, I. Design of conformal cooling for plastic injection moulding by heat transfer simulation. Polimeros 2015, 25, 564–574. [Google Scholar] [CrossRef]
- Kamarudin, K.; Wahab, M.S.; Batcha, M.F.M.; Shayfull, Z.; Raus, A.A.; Ahmed, A. Cycle time improvement for plastic injection moulding process by sub groove modification in conformal cooling channel. AIP Conf. Proc. 2017, 1885, 020176. [Google Scholar] [CrossRef]
- Simiyu, L.W.; Muiruri, P.I.; Ikua, B.W.; Gacharu, S.N. Simultaneous Optimization of Product Quality and Productivity for Multi-Factor Designs of Circular Cross-Section Conformal Cooling Channels in Injection Molds. PREPRINT (Version 2) Available at Research Square. 2023, pp. 1–16. Available online: https://www.researchsquare.com/article/rs-2693722/v2 (accessed on 25 March 2025). [CrossRef]
- Kanbur, B.B.; Zhou, Y.; Shen, S.; Wong, K.H.; Chen, C.; Shocket, A.; Duan, F. Metal additive manufacturing of plastic injection molds with conformal cooling channels. Polymers 2022, 14, 424. [Google Scholar] [CrossRef]





Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gaspar-Cunha, A.; Melo, J.; Marques, T.; Pontes, A. A Review on Injection Molding: Conformal Cooling Channels, Modelling, Surrogate Models and Multi-Objective Optimization. Polymers 2025, 17, 919. https://doi.org/10.3390/polym17070919
Gaspar-Cunha A, Melo J, Marques T, Pontes A. A Review on Injection Molding: Conformal Cooling Channels, Modelling, Surrogate Models and Multi-Objective Optimization. Polymers. 2025; 17(7):919. https://doi.org/10.3390/polym17070919
Chicago/Turabian StyleGaspar-Cunha, António, João Melo, Tomás Marques, and António Pontes. 2025. "A Review on Injection Molding: Conformal Cooling Channels, Modelling, Surrogate Models and Multi-Objective Optimization" Polymers 17, no. 7: 919. https://doi.org/10.3390/polym17070919
APA StyleGaspar-Cunha, A., Melo, J., Marques, T., & Pontes, A. (2025). A Review on Injection Molding: Conformal Cooling Channels, Modelling, Surrogate Models and Multi-Objective Optimization. Polymers, 17(7), 919. https://doi.org/10.3390/polym17070919