
Thermal and Colorimetric Parameter Evaluation of Thermally Aged Materials: A Study of Diglycidyl Ether of Bisphenol A/Triethylenetetramine System and Fique Fabric-Reinforced Epoxy Composites

 ,
,  , , , ,
, , , ,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Composite Processing
2.2. Accelerated Thermal Aging
- 0 h (no aging)—reference sample;
- Aging temperature: 170 °C;
- Aging time: 72, 120 and 240 h.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Aging Times (Hours) | |||
|---|---|---|---|---|
| 0 | 72 | 120 | 240 | |
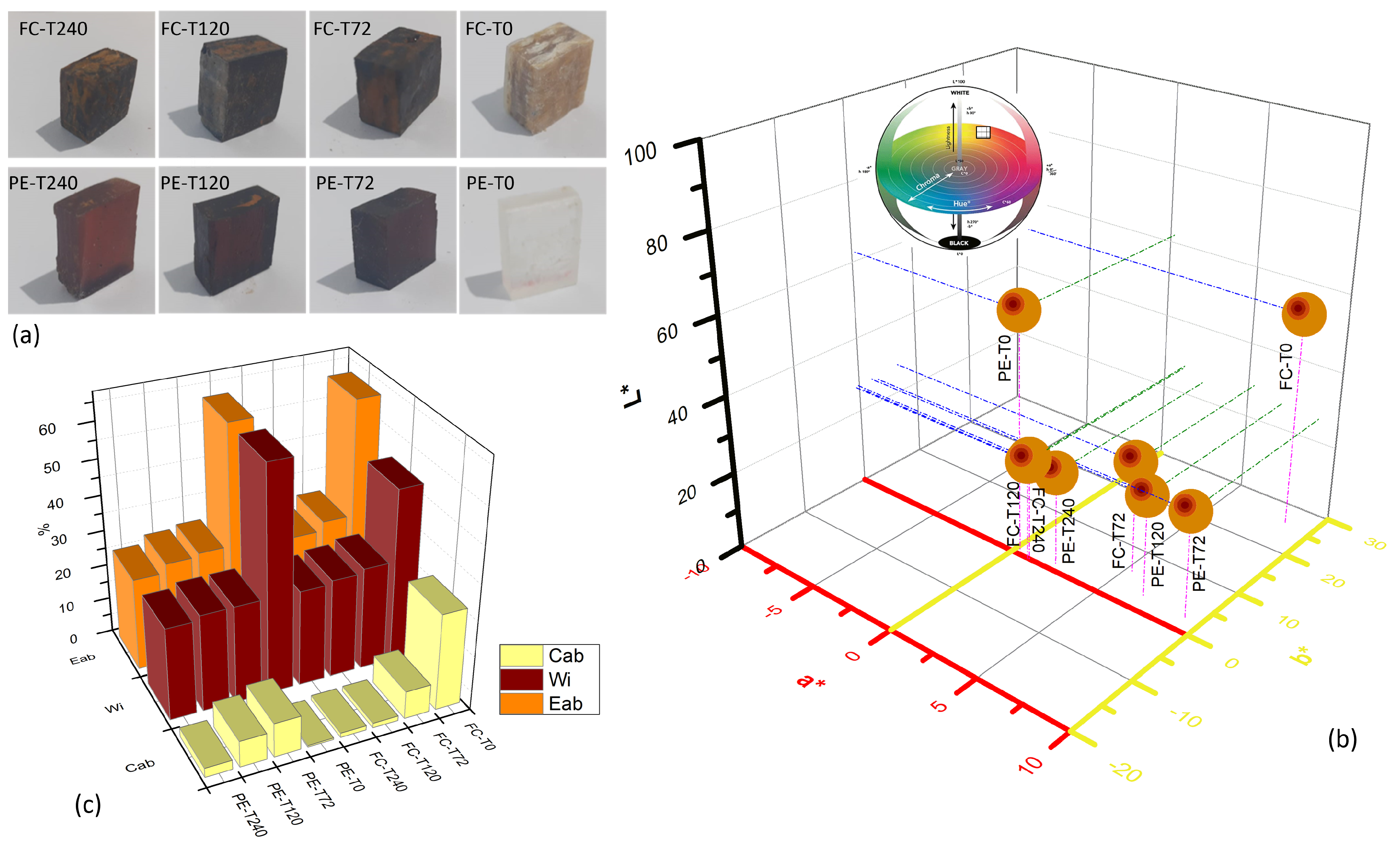
| Plain epoxy | PE-T0 | PE-T72 | PE-T120 | PE-T240 |
| Composite | FC-T0 | FC-T72 | FC-T120 | FC-T240 |
2.3. Thermogravimetric Analysis (TGA)
2.4. Thermomechanical Analysis
2.5. Differential Scanning Calorimetry Analysis
2.6. Colorimetry Analysis: CIE Lab
3. Results and Discussion
3.1. Thermogravimetric Analysis
3.2. Thermomechanical Analysis
3.3. Differential Scanning Calorimetry Analysis
3.4. Colorimetry Analysis
4. Summary and Conclusions
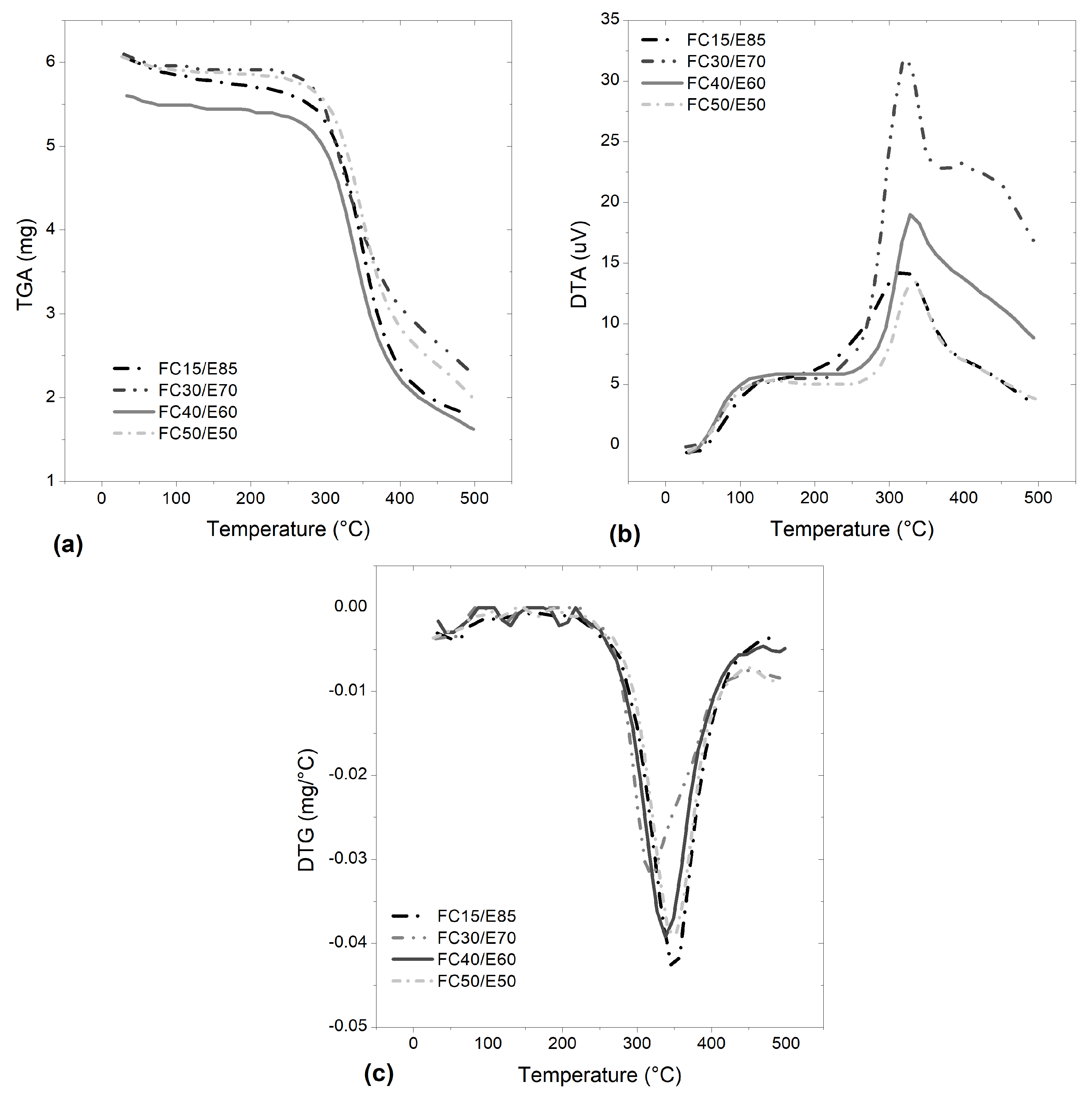
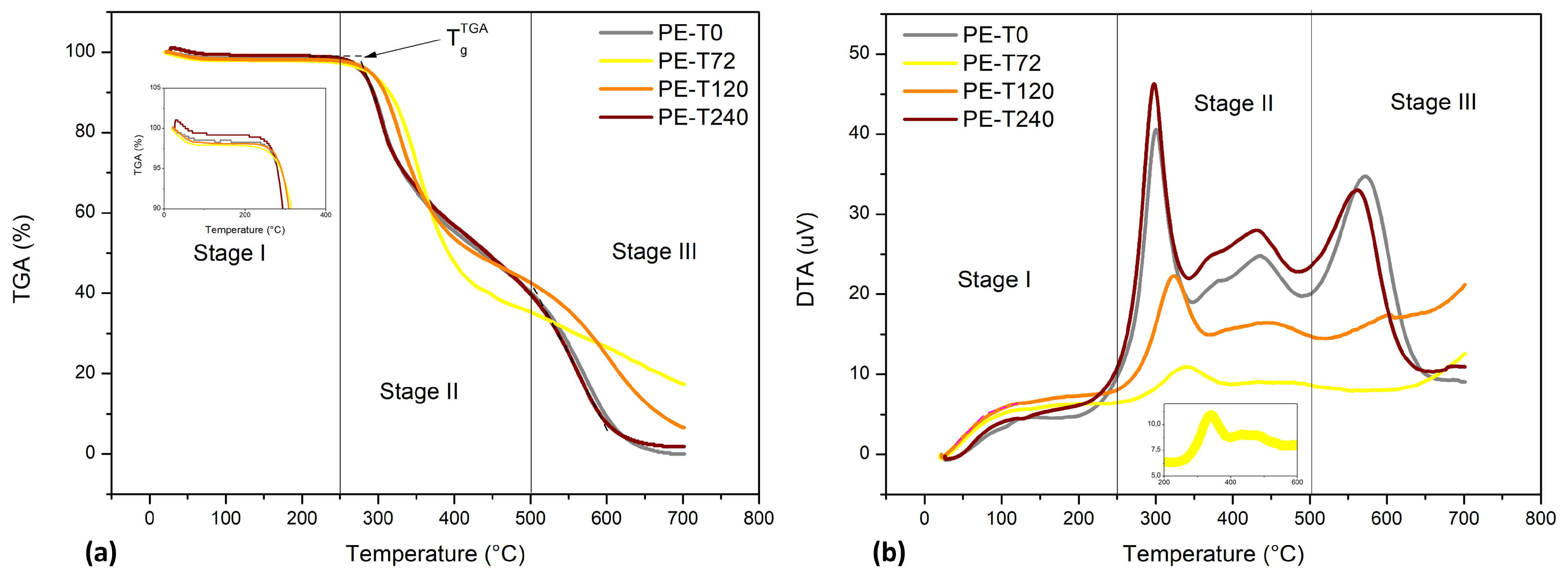
- TGA carried out on non-aged epoxy matrix composites reinforced with 15%, 30%, 40% and 50% fique-fiber woven fabric reinforcement showed a small weight loss (<4%) that occurred at a temperature around 100 °C. The greatest weight loss, around 59%, occurred between 260 °C and 400 °C for the FC40/E60 composite. The DTG curve showed a significant peak between 311 °C and 346 °C. Aged composites presented less intense initial peaks for the DGEBA/TETA system (plain epoxy), which proves the reinforcement effects of fique-fiber woven fabric. This is because the thermal properties of lignocellulosic fibers are mainly influenced by their composition, i.e., cellulose, hemicelluloses and lignin content.
- TMA performed for the non-aged composite of epoxy matrix reinforced with fique-fiber woven fabric showed a TgTMA between 54 and 62 °C. As the temperature increased, the material expanded slightly. All thermal expansion curves were dispersed but the total variations were small, mainly for FC40/E60. Additionally, aged composites are more sensitive to temperature variations as a result of thermal stresses induced between the fibers and the polymeric matrix. At high temperatures, the differential thermal expansion of the fiber and the matrix could lead to the formation of microcracks at the fiber/matrix interface, making it also susceptible to aggressive reactions, and to the degradation of both fiber and matrix.
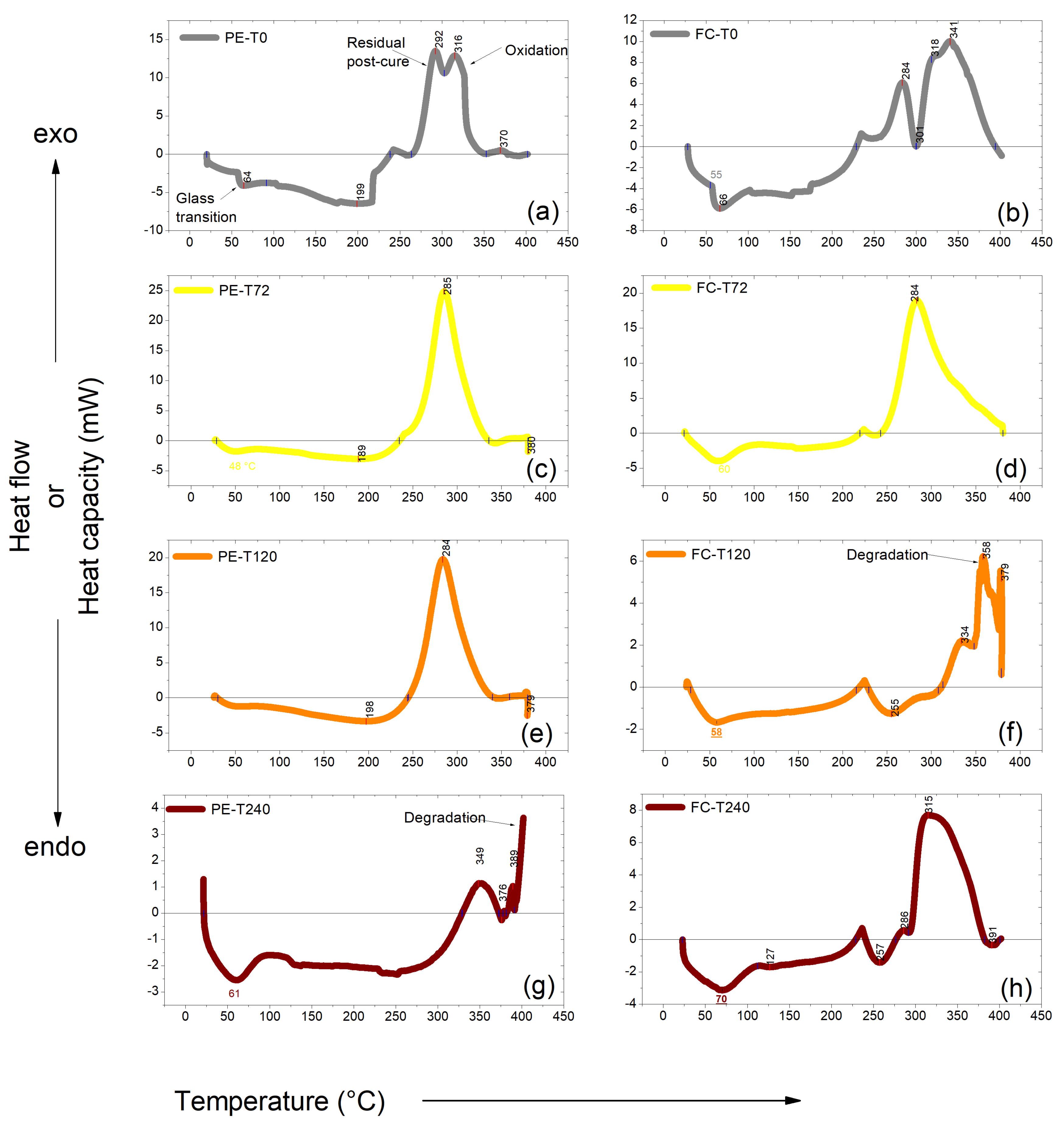
- DSC analysis curves of thermally aged and non-aged DGEBA/TETA system and fique-fiber woven fabric-reinforced epoxy composites suggest that the variation in the amount of natural fibers used for reinforcement did not affect the thermal stability of the composite once any variation in enthalpy was observed. In PE-T240 it is possible to notice a high reduction in energy flow compared to other conditions. The addition of further energy at higher temperatures, applied in PE-T240 before the analysis, produces oxidative decomposition and degradation processes observed at 380 °C.
- Colorimetry analysis showed a reduction of approximately 40% in luminosity (L*). Regarding composites, the luminosity parameters have a greater reduction of 50%. Additionally, highlighting the chroma parameter for the DGEBA/TETA system, it showed high variation, 21 times for PE-T72, 16 times for PE-T120 and 5 times for PE-T240.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Monteiro, S.; Drelich, J.; Colorado, H.; Nascimento, L.; Luz, F.; Silva, L.; Santos, J.; Garcia Filho, F.; Assis, F.; Lima, E., Jr.; et al. Natural Fibers Reinforced Polymer Composites Applied in Ballistic Multilayered Armor for Personal Protection—An Overview: An EPD Symposium in Honor of Sergio Monteiro. In Green Materials Engineering; Springer: Cham, Switzerland, 2019; pp. 33–47. [Google Scholar] [CrossRef]
- Hota, G.; Barker, W.; Manalo, A. Degradation mechanism of glass fiber/vinylester-based composite materials under accelerated and natural aging. Constr. Build. Mater. 2020, 256, 119462. [Google Scholar] [CrossRef]
- Koolen, G.; Soete, J.; van Vuure, A.W. Interface modification and the influence on damage development of flax fibre—Epoxy composites when subjected to hygroscopic cycling. Mater. Today Proc. 2020, 31, S273–S279. [Google Scholar] [CrossRef]
- Wei, J.; Meyer, C. Degradation rate of natural fiber in cement composites exposed to various accelerated aging environment conditions. Corros. Sci. 2014, 88, 118–132. [Google Scholar] [CrossRef]
- Birger, S.; Moshonov, A.; Kenig, S. The effects of thermal and hygrothermal ageing on the failure mechanisms of graphite-fabric epoxy composites subjected to flexural loading. Composites 1989, 20, 341–348. [Google Scholar] [CrossRef]
- Fan, W.; Li, J.; Zheng, Y.; Liu, T.; Tian, X.; Sun, R. Influence of thermo-oxidative aging on the thermal conductivity of carbon fiber fabric reinforced epoxy composites. Polym. Degrad. Stab. 2016, 123, 162–169. [Google Scholar] [CrossRef]
- Souza, C.; Marlet, J.; Moura, A.; Rezende, M. Estudo do comportamento térmico de laminados carbono/epóxi submetidos a múltiplos ciclos térmicos. Polímeros 2016, 26, 8–15. [Google Scholar] [CrossRef]
- Azwa, Z.; Yousif, B. Characteristics of kenaf fibre/epoxy composites subjected to thermal degradation. Polym. Degrad. Stab. 2013, 98, 2752–2759. [Google Scholar] [CrossRef]
- Pei, Y.; Wang, K.; Zhan, M.; Xu, W.; Ding, X. Thermal-oxidative aging of DGEBA/EPN/LMPA epoxy system: Chemical structure and thermal–mechanical properties. Polym. Degrad. Stab. 2011, 96, 1179–1186. [Google Scholar] [CrossRef]
- Oliveira, M.S.; da Luz, F.S.; da Costa Garcia Filho, F.; Pereira, A.C.; de Oliveira Aguiar, V.; Lopera, H.A.C.; Monteiro, S.N. Dynamic Mechanical Analysis of Thermally Aged Fique Fabric-Reinforced Epoxy Composites. Polymers 2021, 13, 4037. [Google Scholar] [CrossRef]
- Morsch, S.; Liu, Y.; Lyon, S.; Gibbon, S.; Gabriele, B.; Malanin, M.; Eichhorn, K.J. Examining the early stages of thermal oxidative degradation in epoxy-amine resins. Polym. Degrad. Stab. 2020, 176, 109147. [Google Scholar] [CrossRef]
- Balla, V.K.; Kate, K.H.; Satyavolu, J.; Singh, P.; Tadimeti, J.G.D. Additive manufacturing of natural fiber reinforced polymer composites: Processing and prospects. Compos. Part B Eng. 2019, 174, 106956. [Google Scholar] [CrossRef]
- Mei, J.; Tan, P.; Liu, J.; He, Z.; Huang, W. Moisture absorption characteristics and mechanical degradation of composite lattice truss core sandwich panel in a hygrothermal environment. Compos. Part A Appl. Sci. Manuf. 2019, 127, 105647. [Google Scholar] [CrossRef]
- Chateauminois, A.; Vincent, L.; Chabert, B.; Soulier, J. Study of the interfacial degradation of a glass-epoxy composite during hygrothermal ageing using water diffusion measurements and dynamic mechanical thermal analysis. Polymer 1994, 35, 4766–4774. [Google Scholar] [CrossRef]
- Dhakal, H.; Zhang, Z.; Richardson, M. Effect of water absorption on the mechanical properties of hemp fibre reinforced unsaturated polyester composites. Compos. Sci. Technol. 2007, 67, 1674–1683. [Google Scholar] [CrossRef]
- C, S.G.; Srinivas, G.R. Sisal/Coconut Coir Natural Fibers – Epoxy Composites: Water Absorption and Mechanical Properties. Int. J. Eng. Innov. Technol. (IJEIT) 2012, 2, 166–170. [Google Scholar]
- Krauklis, A.; Echtermeyer, A. Mechanism of Yellowing: Carbonyl Formation during Hygrothermal Aging in a Common Amine Epoxy. Polymers 2018, 10, 1017. [Google Scholar] [CrossRef] [PubMed]
- Behera, A.; Thawre, M.; Ballal, A. Hygrothermal aging effect on physical and mechanical properties of carbon fiber/epoxy cross-ply composite laminate. Mater. Today Proc. 2020, 28, 940–943. [Google Scholar] [CrossRef]
- Behera, A.; Vishwakarma, A.; Thawre, M.; Ballal, A. Effect of hygrothermal aging on static behavior of quasi-isotropic CFRP composite laminate. Compos. Commun. 2020, 17, 51–55. [Google Scholar] [CrossRef]
- Wang, X.; Petrů, M. Degradation of bending properties of flax fiber reinforced polymer after natural aging and accelerated aging. Constr. Build. Mater. 2020, 240, 117909. [Google Scholar] [CrossRef]
- Van den Oever, M.; Snijder, M. Jute fiber reinforced polypropylene produced by continuous extrusion compounding, part 1: Processing and ageing properties. J. Appl. Polym. Sci. 2008, 110, 1009–1018. [Google Scholar] [CrossRef]
- Abu-Sharkh, B.; Hamid, H. Degradation study of date palm fibre/polypropylene composites in natural and artificial weathering: Mechanical and thermal analysis. Polym. Degrad. Stab. 2004, 85, 967–973. [Google Scholar] [CrossRef]
- Scida, D.; Alix, S.; Buet, S.; Saidane, E.H.; Courmont, F.; Behlouli, K.; Rezak, A. Hygrothermal/UV Aging Effect on Visual Aspect and Mechanical Properties of Non-Woven Natural-Fiber Composites. J. Renew. Mater. 2019, 7, 865–875. [Google Scholar] [CrossRef]
- Belec, L.; Nguyen, T.; Nguyen, D.; Chailan, J. Comparative effects of humid tropical weathering and artificial ageing on a model composite properties from nano- to macro-scale. Compos. Part A Appl. Sci. Manuf. 2015, 68, 235–241. [Google Scholar] [CrossRef]
- Chen, D.; Li, J.; Ren, J. Influence of fiber surface-treatment on interfacial property of poly(l-lactic acid)/ramie fabric biocomposites under UV-irradiation hydrothermal aging. Mater. Chem. Phys. 2011, 126, 524–531. [Google Scholar] [CrossRef]
- Furtado, S.C.; Araújo, A.L.; Silva, A. Inverse characterization of vegetable fibre-reinforced composites exposed to environmental degradation. Compos. Struct. 2018, 189, 529–544. [Google Scholar] [CrossRef]
- Bazli, M.; Jafari, A.; Ashrafi, H.; Zhao, X.L.; Bai, Y.; Singh Raman, R. Effects of UV radiation, moisture and elevated temperature on mechanical properties of GFRP pultruded profiles. Constr. Build. Mater. 2020, 231, 117137. [Google Scholar] [CrossRef]
- Qin, J.; Jiang, J.; Tao, Y.; Zhao, S.; Zeng, W.; Shi, Y.; Lu, T.; Guo, L.; Wang, S.; Zhang, X.; et al. Sunlight tracking and concentrating accelerated weathering test applied in weatherability evaluation and service life prediction of polymeric materials: A review. Polym. Test. 2021, 93, 106940. [Google Scholar] [CrossRef]
- Biron, M. Chapter 4—Detailed accounts of thermoset resins for moulding and composite matrices. In Thermosets and Composites; Biron, M., Ed.; Elsevier Science: Oxford, UK, 2004; pp. 183–327. [Google Scholar] [CrossRef]
- de Vasconcelos Cardoso, A.L.; Mattos, J.M.M.; Rodrigues Júnior, J.C.J.; Pereira, I.M. Envelhecimento das fibras de aramida utilizada em coletes balísticos nível -III. Revista Militar de Ciência e Tecnologia 2011, 4, 22–27. [Google Scholar]
- Konarzewski, V.; Spiekemann, F.; Santana, R. Natural ageing of polyaramide fiber from ballistic armor. Polímeros 2019, 29, e2019002. [Google Scholar] [CrossRef]
- Monteiro, S.N.; Assis, F.S.d.; Ferreira, C.L.; Simonassi, N.T.; Weber, R.P.; Oliveira, M.S.; Colorado, H.A.; Pereira, A.C. Fique Fabric: A Promising Reinforcement for Polymer Composites. Polymers 2018, 10, 246. [Google Scholar] [CrossRef]
- Oliveira, M.S.; Pereira, A.C.; Da Costa Garcia Filho, F.; da Luz, F.S.; de Oliveira Braga, F.; Nascimento, L.F.C.; Lima, É.P., Jr.; da Cruz Demosthenes, L.C.; Monteiro, S.N. Fique Fiber-Reinforced Epoxy Composite for Ballistic Armor Against 7.62 mm Ammunition: An EPD Symposium in Honor of Sergio Monteiro. In Green Materials Engineering; Springer: Cham, Switzerland, 2019; pp. 193–199. [Google Scholar]
- Oliveira, M.S.; da Costa Garcia Filho, F.; Pereira, A.C.; Nunes, L.F.; da Luz, F.S.; de Oliveira Braga, F.; Colorado, H.A.; Monteiro, S.N. Ballistic performance and statistical evaluation of multilayered armor with epoxy-fique fabric composites using the Weibull analysis. J. Mater. Res. Technol. 2019, 8, 589–5908. [Google Scholar] [CrossRef]
- Oliveira, M.S.; Luz, F.S.d.; Lopera, H.A.C.; Nascimento, L.F.C.; Garcia Filho, F.d.C.; Monteiro, S.N. Energy Absorption and Limit Velocity of Epoxy Composites Incorporated with Fique Fabric as Ballistic Armor—A Brief Report. Polymers 2021, 13, 2727. [Google Scholar] [CrossRef] [PubMed]
- Callister Junior, W.D.; Rethwish, D.G. Ciência e Engenharia dos Materiais: Uma Introdução, 9th ed.; Wiley: Hoboken, NJ, USA, 2014; p. 990. [Google Scholar]
- Inamdar, A.; Yang, Y.H.; Prisacaru, A.; Gromala, P.; Han, B. High temperature aging of epoxy-based molding compound and its effect on mechanical behavior of molded electronic package. Polym. Degrad. Stab. 2021, 188, 109572. [Google Scholar] [CrossRef]
- E831-19; Standard Test Method for Linear Thermal Expansion of Solid Materials by Thermomechanical Analysis. American Society for Testing and Materials (ASTM): West Conshohocken, PA, USA, 2019.
- D3415; Standard Test Method for Transition Temperatures and Enthalpies of Fusion and Crystallization of Polymers by Differential Scanning Calorimetry. American Society for Testing and Materials (ASTM): West Conshohocken, PA, USA, 2015.
- ISO. Paints and Varnishes—Colorimetry—Part 3: Calculation of Colour Differences; International Organization for Standardization: Geneva, Switzerland, 2021. [Google Scholar]
- Bard, S.; Demleitner, M.; Weber, R.; Zeiler, R.; Altstädt, V. Effect of Curing Agent on the Compressive Behavior at Elevated Test Temperature of Carbon Fiber-Reinforced Epoxy Composites. Polymers 2019, 11, 943. [Google Scholar] [CrossRef] [PubMed]
- Thomason, J.L.; Nagel, U.; Yang, L.; Bryce, D. A study of the thermal degradation of glass fibre sizings at composite processing temperatures. Compos. Part A Appl. Sci. Manuf. 2019, 121, 56–63. [Google Scholar] [CrossRef]
- Pistor, V.; Soares, B.G.; Mauler, R.S. Influence of the Polyhedral Oligomeric Silsesquioxane n-Phenylaminopropyl—POSS in the Thermal Stability and the Glass Transition Temperature of Epoxy Resin. Polímeros Ciência E Tecnol. 2013, 23, 331–338. [Google Scholar] [CrossRef]
- Sánchez, G.F.G.; Lopez, R.E.G.; Osorio, A.M.R.; Arroyo, E.H. Fique as thermal insulation morphologic and thermal characterization of fique fibers. Cogent Eng. 2019, 6, 1579427. [Google Scholar] [CrossRef]
- Saba, N.; Jawaid, M. A review on thermomechanical properties of polymers and fibers reinforced polymer composites. J. Ind. Eng. Chem. 2018, 67, 1–11. [Google Scholar] [CrossRef]
- Poletto, M. Thermal degradation and morphological aspects of four wood species used in lumber industry. Rev. Árvore 2016, 40, 941–948. [Google Scholar] [CrossRef]
- Oliveira Silva, S.; Maria da Luz, S. Estudo da influência do tratamento e teor de fibras de coco e sisal nas propriedades térmicas de pré-impregnados de fibra natural/ epóxi. Rev. Interdiscip. De Pesqui. Em Eng. 2020, 6, 38–48. [Google Scholar]
- Guzman, C.; Bacterióloga, L.; Hernández, H.; Castro, L. Influence of Particle Size and Temperature on Methane Production From Fique’s Bagasse Influencia del tamaño de partícula y la temperatura sobre la producción de metano a partir del bagazo de fique. Iteckne 2012, 9, 72–77. [Google Scholar]
- Delvasto, S.; Toro Perea, E.; Perdomo, F.; Mejia, R. An appropriate vacuum technology for manufacture of corrugated fique fiber reinforced cementitious sheets. Constr. Build. Mater. 2010, 24, 187–192. [Google Scholar] [CrossRef]
- Ray, B.C.; Rathore, D. Durability and integrity studies of environmentally conditioned interfaces in fibrous polymeric composites: Critical concepts and comments. Adv. Colloid Interface Sci. 2014, 209, 68–83. [Google Scholar] [CrossRef] [PubMed]
- Chee, S.S.; Jawaid, M.; Sultan, M.; Alothman, O.Y.; Abdullah, L.C. Accelerated weathering and soil burial effects on colour, biodegradability and thermal properties of bamboo/kenaf/epoxy hybrid composites. Polym. Test. 2019, 79, 106054. [Google Scholar] [CrossRef]
- Oliveira, M.; Pereira, A.; Monteiro, S.; Da Costa Garcia Filho, F.; Demosthenes, L. Thermal Behavior of Epoxy Composites Reinforced with Fique Fabric by DSC. In Green Materials Engineering; Ikhmayies, S., Li, J., Vieira, C., Margem, J., de Oliveira Braga, F., Eds.; The Minerals, Metals and Materials Series; Springer: Cham, Switzerland, 2019; pp. 101–106. [Google Scholar] [CrossRef]
- Leyva-Porras, C.; Cruz-Alcantar, P.; Espinosa-Solís, V.; Martínez-Guerra, E.; Piñón-Balderrama, C.I.; Compean Martínez, I.; Saavedra-Leos, M.Z. Application of Differential Scanning Calorimetry (DSC) and Modulated Differential Scanning Calorimetry (MDSC) in Food and Drug Industries. Polymers 2020, 12, 5. [Google Scholar] [CrossRef] [PubMed]
- Jesuarockiam, N.; Jawaid, M.; Zainudin, E.S.; Thariq Hameed Sultan, M.; Yahaya, R. Enhanced Thermal and Dynamic Mechanical Properties of Synthetic/Natural Hybrid Composites with Graphene Nanoplateletes. Polymers 2019, 11, 1085. [Google Scholar] [CrossRef]
- Lakshmi, M.S.; Reddy, B. Development of Inter-Crosslinking Polymer Materials From DGEBA/PDMS- Epoxy Resin Systems: Processing And Application Study. Malays. Polym. J. 2023, 5, 84–98. [Google Scholar]
- Ignatenko, V.; Ilyin, S.; Kostyuk, A.; Bondarenko, G.; Antonov, S. Acceleration of epoxy resin curing by using a combination of aliphatic and aromatic amines. Polym. Bull. 2020, 77, 1519–1540. [Google Scholar] [CrossRef]
- Masek, A.; Latos-Brozio, M. The Effect of Substances of Plant Origin on the Thermal and Thermo-Oxidative Ageing of Aliphatic Polyesters (PLA, PHA). Polymers 2018, 10, 1252. [Google Scholar] [CrossRef]




| Type of Aging | Fiber | Matrix | Effects | Reference |
|---|---|---|---|---|
| High temperature, pH, natural | Glass | Vinyl ester | Significant degradation, up to 70% at high temperature (30 days), weakening of the fiber/matrix interface. | Hota et al. [2] |
| High temperature, moisture | Flax | Epoxy | Degradation of mechanical properties is attributed to fiber/matrix detachment and cohesive failure in fiber bundles. | Koolen et al. [3] |
| High temperature, moisture | Sisal | Mortar | Cyclical moisture changes at relatively high temperatures accelerate natural fiber degradation in the cement matrix more effectively than aggressive static conditions. | Wei and Meyer [4] |
| High temperature, moisture | - | Epoxy | Autoxidation of the amine molecular crosslinker—oxidation of the amine groups starts in the same way: via the formation of radical amino cations by the one-electron oxidation of the incorporated amine groups. | Morsch et al. [11] |
| High temperature, humidity, water immersion | Carbon | Epoxy | Prolonged dry thermal aging at 170 °C causes a reduction in bending properties. | Birger et al. [5] |
| High temperature | Carbon | Epoxy | Progressive deterioration of the matrix and fiber/matrix interfaces, in the form of chain scissions, oxidation of carbon elements, loss of mass, cracks, significant decrease in thermal conductivity. | Fan et al. [6] |
| High temperature | Carbon | Epoxy | The degree of cross-linking of the resin was increased, mass loss attributed to absorbed moisture, increased glass transition temperatures of epoxy resin systems. | Souza et al. [7] |
| High temperature | Kenaf | Epoxy | Increasing exposure time causes greater weight loss of composites only up to 150 °C. Fiber/matrix detachment was observed in degraded samples due to fine cracks from 150 °C onwards, implying mechanical degradation of the composites. Physical shrinkage at 250 °C. | Azwa and Yousif [8] |
| High temperature | - | Epoxy | Samples aged at 170 °C, 150 °C and 130 °C show a glass transition at about 3, 15 and 60 days, respectively. | min Pei et al. [9] |
| Material | Reinforcement Content | Epoxy Content |
|---|---|---|
| FC15/E85 | 15 vol% | 85 vol% |
| FC30/E70 | 30 vol% | 70 vol% |
| FC40/E60 | 40 vol% | 60 vol% |
| FC50/E50 | 50 vol% | 50 vol% |
| Material | TgTGA (°C) | Weight Loss (%) | Peak | Residue at | Heat | |
|---|---|---|---|---|---|---|
| at 100 °C | up 100 °C | (°C) | 500 °C (%) | |||
| FC15/E85 | 281 | 4.06 (0.25 mg) | 56.58 (3.46 mg) | 322 | 1.8 | 2.37 J (386 J/g) |
| FC30/E70 | 301 | 2.09 (0.13 mg) | 45.55 (2.76 mg) | 313 | 2.3 | 2.95 J (485 J/g) |
| FC40/E60 | 291 | 2.95 (0.16 mg) | 58.84 (3.32 mg) | 333 | 1.6 | 1.36 J (239 J/g) |
| FC52/E50 | 299 | 2.69 (0.16 mg) | 48.52 (2.93 mg) | 332 | 1.9 | 1.90 J (314 J/g) |
| Material | TgTGA | Weight Loss (%)/ DTA Peak (°C) | Residue | Residue | ||
|---|---|---|---|---|---|---|
| Stage I | Stage II | Stage III | at 500 °C (%) | at 700 °C (%) | ||
| PE-T0 | 282 | 6/126 | 62/300; 435 | 96/571 | 40 | 0 |
| PE-T72 | 301 | 8/83 | 58/340; 436 | 72/- | 35 | 17 |
| PE-T120 | 294 | 6/79 | 47/323; 433 | 77/602 | 42 | 6 |
| PE-T240 | 278 | 5/88 | 60/297; 431 | 96/561 | 40 | 2 |
| FC-T0 | 296 | 10/113 | 54/327 | 89/633 | 33 | 5 |
| FC-T72 | 286 | 10/108 | 51/323 | 95/587 | 34 | 2 |
| FC-T120 | 280 | 8/93 | 48/316 | 93/565 | 35 | 4 |
| FC-T240 | 278 | 6/104 | 49/332 | 89/597 | 38 | 6 |
| Material | TgTMA (°C) | CLTE1 (×10 °C) (R²) | CLTE2 (×10 °C) (R²) | CLTE3 (×10 °C) (R²) |
|---|---|---|---|---|
| FC15/E85 | 54 | 6.06 (0.99) | 12.0 (0.99) | 5.19 (0.98) |
| FC30/E70 | 62 | 4.64 (0.94) | 19.6 (0.99) | 4.49 (0.99) |
| FC40/E60 | 60 | −0.86 (0.41) | 4.69 (0.99) | 2.56 (0.96) |
| FC50/E50 | 57 | −1.42 (0.80) | 20.7 (0.96) | 3.85 (0.92) |
| Material | TgTMA | CLTE (×10 °C) before T | R² | CLTE (×10 °C) after T | R² |
|---|---|---|---|---|---|
| PE-T0 | 96 | 7.637 ± 0.006 | 0.96 | 1.8253 ± 0.0003 | 0.99 |
| PE-T72 | 114 | 8.336 ± 0.006 | 0.95 | 1.8161 ± 0.0008 | 0.99 |
| PE-T120 | 120 | 7.262 ± 0.006 | 0.96 | 1.4877 ± 0.0004 | 0.99 |
| PE-T240 | 119 | 10.443 ± 0.002 | 0.97 | 1.8741 ± 0.0002 | 0.99 |
| FC-T0 | 94 | 3.890 ± 0.005 | 0.93 | 2.3071 ± 0.0035 | 0.93 |
| FC-T72 | 136 | 10.970 ± 0.0115 | 0.93 | 1.5101 ± 0.0003 | 0.99 |
| FC-T120 | 109 | 6.734 ± 0.007 | 0.95 | 1.3497 ± 0.0003 | 0.99 |
| FC-T240 | 109 | 7.637 ± 0.006 | 0.96 | 1.8253 ± 0.0003 | 0.99 |
| Material | TgDSC | Endothermic Peak (°C)/ Heat (J/g) | Exothermic Peak (°C)/ Heat (J/g) |
|---|---|---|---|
| PE-T0 | 57 | 64/175 | 292; 316/618 |
| PE-T72 | 48 | 48/60 | 285/906 |
| PE-T120 | 54 | 54/40 | 282/720 |
| PE-T240 | 61 | 61/142 | 349/224 |
| FC-T0 | 55 | 66/231 | 284/144 and 318; 341/562 |
| FC-T72 | 60 | 60/199 | 284/1090 |
| FC-120 | 58 | 58/109 | 334; 358; 379/145 |
| FC-240 | 70 | 70/210 | 315/436 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Oliveira, M.S.; Pereira, A.C.; Colorado, H.A.; Meliande, N.M.; da Cunha, J.d.S.C.; Figueiredo, A.B.-H.d.S.; Monteiro, S.N. Thermal and Colorimetric Parameter Evaluation of Thermally Aged Materials: A Study of Diglycidyl Ether of Bisphenol A/Triethylenetetramine System and Fique Fabric-Reinforced Epoxy Composites. Polymers 2023, 15, 3761. https://doi.org/10.3390/polym15183761
Oliveira MS, Pereira AC, Colorado HA, Meliande NM, da Cunha JdSC, Figueiredo AB-HdS, Monteiro SN. Thermal and Colorimetric Parameter Evaluation of Thermally Aged Materials: A Study of Diglycidyl Ether of Bisphenol A/Triethylenetetramine System and Fique Fabric-Reinforced Epoxy Composites. Polymers. 2023; 15(18):3761. https://doi.org/10.3390/polym15183761
Chicago/Turabian StyleOliveira, Michelle Souza, Artur Camposo Pereira, Henry Alonso Colorado, Natalin Michele Meliande, Juliana dos Santos Carneiro da Cunha, André Ben-Hur da Silva Figueiredo, and Sergio Neves Monteiro. 2023. "Thermal and Colorimetric Parameter Evaluation of Thermally Aged Materials: A Study of Diglycidyl Ether of Bisphenol A/Triethylenetetramine System and Fique Fabric-Reinforced Epoxy Composites" Polymers 15, no. 18: 3761. https://doi.org/10.3390/polym15183761
APA StyleOliveira, M. S., Pereira, A. C., Colorado, H. A., Meliande, N. M., da Cunha, J. d. S. C., Figueiredo, A. B.-H. d. S., & Monteiro, S. N. (2023). Thermal and Colorimetric Parameter Evaluation of Thermally Aged Materials: A Study of Diglycidyl Ether of Bisphenol A/Triethylenetetramine System and Fique Fabric-Reinforced Epoxy Composites. Polymers, 15(18), 3761. https://doi.org/10.3390/polym15183761