Abstract
The aim of this study is to propose a test method for the determination of the quality of transformer paper insulation. For this purpose, the oil/cellulose insulation systems were exposed to various accelerated aging tests. The results of the aging experiments of normal Kraft and thermally upgraded papers, two different types of transformer oil (mineral and natural ester), and copper are shown. Aging was carried out in various experiments at 150 °C, 160 °C, 170 °C, and 180 °C with dry (initial values ≤ 0.5%) and moistened cellulose insulation (initial values 3–3.5%). Following insulating oil and paper, degradation markers were measured: the degree of polymerization, tensile strength, furan derivates, methanol/ethanol, acidity, interfacial tension, and dissipation factor. It was found that the aging of cellulose insulation in cycles was 1.5–1.6 times faster in comparison to continuous aging, due to the more pronounced effect of hydrolytic mechanism in cyclic aging owing to the produced and absorbed water. Furthermore, it was observed that the high initial water content in cellulose increases the aging rate two to three times more than in the dry experimental setup. The proposed aging test in cycles can be used to achieve faster aging and to compare the quality of different insulating papers.
1. Introduction
The life span of a transformer to a great extent depends on the loss of the mechanical properties of cellulose insulation. Due to the need to reduce the influence of high temperatures in the transformer operation, thermally upgraded (TU) papers are produced. The modification of Kraft paper by adding nitrogen-stabilized additives (melamine and dicyandiamide) is used widely to produce TU papers. The addition of these additives slows down the aging process and allows amide salts to react with the degradation product. As weak bases, they consumed water and neutralized the acidity in the oil [1,2]. The design maximum hotspot temperature inside the windings of a transformer with TU paper is higher than with normal Kraft paper [3]. On the other hand, the use of other insulating liquids (non-mineral) is increasing due to biodegradability and supposed higher temperature endurance. Ester oil has higher water solubility than mineral oil, the ability to absorb more water, and the ability to keep the cellulose insulation dry. Different types of transformer oils and cellulose insulation and their use in power transformers lead to the need to develop a standard test method for the determination of the quality of transformer insulation papers immersed in different insulating liquids. Currently, standards for the determination of the thermal class of paper-oil insulation systems are available [4,5], but these tests are complicated and long-lasting. There is no standardized procedure for the testing and comparison of the insulating papers’ quality immersed in insulating liquid. The insulating paper aging process due to the chemical reactions of hydrolysis, oxidation, and pyrolysis weaken cellulose fibers and leads to paper deploymerization and a decrease in the degree of polymerization value (DPv), at first, in amorphous regions, and, in advanced aging stages, in crystalline regions, causing a decrease in the mechanical strength of the paper.
Various aging tests were investigated in order to find the shortest aging time to enable the comparison of different papers’ quality. Previous studies from the literature showed the aging of different types of insulating liquids and papers in various experimental setups [1,6,7,8,9].
This investigation attempts to find a combination of parameters which can provide the aging of a paper/oil insulation system in a reasonable amount of time to achieve the end point of the DPv value (250), by the combination of the hydrolytic and pyrolytic mechanisms of paper degradation, in order to avoid the application of very high aging temperatures, which are inducing artifacts in relation to the expectable highest operating temperatures in power transformers.
At aging temperatures, which are usually well above 100 °C, water is initially absorbed in the paper, migrating from cellulose through the oil and to headspace of the aging vessel, and that is the reason for the minor effect of hydrolytic degradation. In order to speed up cellulose aging, in this study, an attempt was made to investigate a way to enable the greatest possible influence of water on the aging of the paper by allowing the water to return to the paper periodically and accelerate paper aging. A comparison of the results obtained from cyclic and continuous aging experiments, the influence of applied temperatures, and other materials are given in the following chapters.
2. Materials and Methods
Aging experiments of different types of insulating papers, pressboard, copper, and insulating oil (mineral and natural ester) were conducted in oven at various temperatures, at 150 °C for Kraft paper and, for TU papers, at 160 °C, 170 °C, and 180 °C, with dry and wet cellulose insulation. The amounts of materials were the following: oil 200 mL, 10% cellulose (paper and pressboard), and copper 400–500 cm2/kg oil. Aging tests were conducted in hermetically sealed stainless-steel vessels according to IEEE standard [3], in order to disable moisture loss from the paper/oil system, as this was found to be a very important factor for accelerating the degradation of cellulose insulation (Figure 1).

Figure 1.
Hermetically sealed aging vessel.
Preparation of insulating liquids included drying, filtering, and degassing of insulating liquid to obtain low water content prior to aging with insulating materials. Paper and pressboard were also dried to obtain low water content, below 0.5%. Drying of paper and pressboard was conducted in a vacuum chamber for 24 to 48 h at 90 °C and absolute pressure below 10 mBar, followed by impregnation with dry and degassed oil for 24 h at the same temperature and pressure. Paper strips were prepared as it is specified in the standard for tensile strength measurements (ISO 1924-3: 150 mm × 15 mm). For wet experimental setup, paper strips were subjected to wetting procedure using wet chamber at defined temperature and relative humidity for different types of oils to obtain high moisture level. After each wetting/drying procedure, papers were left to stand still, closed in flasks to further equilibrate with atmospheric temperature for 2 days.
Preparatory tests implied aging of systems made up of two different types of thermally upgraded (TU 1 and TU 2) papers, pressboard, copper, and mineral oil. Preparatory experiments were conducted for 21 and 28 days at 160 °C with purpose to compare continuous and cyclic aging. Cyclic aging was performed in duplicate using multiple 7-day heating cycles until DPv ≤ 250 was reached. After each heating cycle, aging vessels were taken out of the oven to cool down for 48 h, in order to allow water migration back to the paper. After 47 h, vessels were opened for one hour to allow air ingress and to take paper samples first for measurements of water content in the paper and then for DPv determination. Paper strips sampled for DPv determination were de-oiled, dried on air, and grinded. Two solutions of grinded paper in bis(ethylenediamine)copper(II) hydroxide was made and DPv was determined according to the IEC 60450 standard [10].
These experiments were continued with aging of same types of papers in mineral and ester oils at 170 °C and 180 °C, with and without pressboard/cooper, with low and high moisture level to obtain insight in their influence on aging at defined conditions.
Further on, in order to compare aging pattern of Kraft and TU papers, cyclic aging was carried out at two temperatures: normal Kraft paper at 150 °C and TU 3 paper at 170 °C, with dry cellulose insulation (initial values ≤ 0.5% water content) and moistened papers (initial values 3–3.5% water content). Aging temperature of normal Kraft paper of 150 °C was chosen to be in the vicinity of maximum admissible temperatures in power transformer in the conditions of emergency overload (140 °C) [11]. In the case of TU papers, higher aging temperature (170 °C) was chosen based on the results obtained in preparatory tests and taking into consideration recommended ageing temperatures for expected thermal class [4] and the presence of additives. Comparison of cyclic aging pattern of normal Kraft paper and TU paper in different insulating liquids is presented.
Following parameters in oil and paper were measured: DICY index (only before aging), degree of polymerization (DPv), tensile strength, water content, furan derivates, methanol and ethanol, acidity, interfacial tension, and dissipation factor. Table 1, Table 2 and Table 3 show overview of aging tests, oil and paper properties, measurement equipment and used methods in different stages of aging experiments.

Table 1.
Overview of aging tests.
Table 2.
Oil and paper properties and used equipment and methods.
Table 3.
Insulating papers’ properties.
3. Results and Discussion
3.1. Preparatory Aging Tests—Continuous Comparing to Cyclic Aging
Preparatory aging experiments showed differences in the aging pattern of continuous vs cyclic aging with two TU papers in mineral oil at 160 °C (Figure 2).
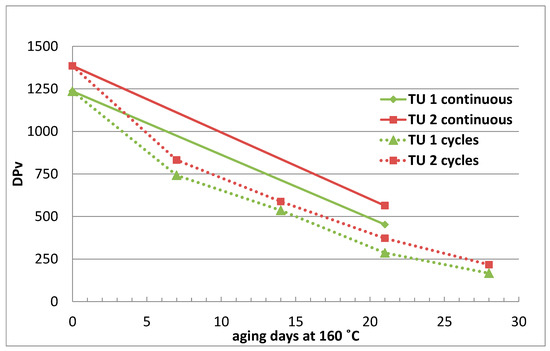
Figure 2.
Change of DPv of TU papers during continuous and cyclic aging at 160 °C.
Before and after the aging test, the Dpv value was determined, and in the case of cyclic aging, every 7 days. Cyclic aging was observed to achieve higher aging rates than continuous aging (Figure 2). After 21 days of cyclic aging, the DPv value was lower for both TU papers, and aging was faster by about 1.5–1.6 times in cyclic aging.
As it was reported in [12], the dicyandiamide (DICY) index in the TU 1 paper was 0.04 and, for TU 2, 0.15. The DICY additive slows down the degradation of cellulose by decomposition to other products [13]. In previous research [12], the same TU papers were tested in aging experiment at 140 °C with a high water content in the paper (about 3%) in four cycles, but the end DPv values in ester oil remained over 400. A slower aging rate of TU 2 compared to TU 1 was observed, owing to the higher DICY index value, indicating a higher additive content and longer protection of the paper. The higher content of nitrogen compounds is able to neutralize the aging products [2,14,15]. The DICY index was not measured during aging due to fact that it decomposed quickly as was reported earlier [12,13].
The results of the aging test at 160 °C have indicated long aging times in the case of TU papers immersed in ester insulating liquid. Therefore, in the next step, the temperature was elevated to 170 °C. TU papers immersed in mineral and natural ester oil were subjected to the same testing conditions in sealed stainless-steel vessels for 672 to 1344 h. In order to accelerate paper aging, a higher water content was introduced. The obtained results are given in Table 4.
Table 4.
Water content and DPv value of paper and pressboard in dry/wet system at 170 °C with 10% cellulose/oil ratio (5% paper + 5% pressboard, 10% paper).
A comparison of different system setups, i.e., dry and wet systems (initial values 0.5% and 3%) having 10% cellulose/oil ratio (10% paper only, 5% of paper, and 5% of pressboard), showed that aging was promoted by water, as expected, but was also accelerated by pressboard. This could possibly be explained by the easier migration of water absorbed in the pressboard in the system, since one previous study [16] indicated the stronger bonds of water to the paper in comparison to the pressboard. However, this effect was not observed in the case of the natural ester oil, probably due to predominant effects of water migration from the paper and pressboard, i.e., dry-out during aging in ester insulating liquid. Due to the different impact of the pressboard on the aging of cellulose/oil systems with mineral and ester oils, it was decided to continue further aging with paper only. Aging was faster in wet systems by about two times in comparison to the dry cellulose insulation/oil system. In the case of aging TU paper immersed in mineral oil, the differences in water content in the paper were evident. TU 2 paper with a higher initial DICY index had a lower water content in the paper [12].
Further on, the influence of a higher temperature was investigated by the aging of TU 1 paper in mineral and natural ester oil at 180 °C (Table 5).
Table 5.
DPv values of paper in systems: paper only and paper/copper at 180 °C.
The obtained DPv values implies that the aging of a dry system in mineral oil at 180 °C showed strong pyrolytic degradation, without a notable impact of the hydrolytic and oxidative mechanism. Even the impact of the metal catalyst was insignificant on TU 1 paper aging rates, both in mineral and natural ester insulating liquids.
In order to obtain a clear comparison of paper aging rates, i.e., compare different papers’ quality, keeping in mind that the pressboard is not subjected to a very high temperature in real applications but can cause different moisture migration in the paper/oil system, further aging experiments setups were prepared without the pressboard.
3.2. Impact of Water and Copper
The development of the testing method for the determination of the quality of thermally upgraded papers and normal Kraft insulating paper was continued as the aging tests of the paper/oil systems in cycles at two different temperatures in the presence of oxygen and copper, and water in a low and high concentration. The first experimental setup implied dry papers with initial values below 0.5%, and the second, wet papers with an initial value of 3–3.5%. The experimental setup is described in Section 2. The aging temperatures for normal Kraft paper and TU papers were different, 150 °C and 170 °C. Table 6 shows the experimental overview.
Table 6.
Experimental overview.
Cyclic aging was performed as described in Chapter 2. The number of cycles to reach DPv ≤ 250 was between 3 and 11 for different oil/paper systems and moistness levels. Paper and oil properties were measured after every cycle and at the end of aging.
The trend of the DPv change during the aging of TU 3 paper in dry and wet conditions is shown in Figure 3.
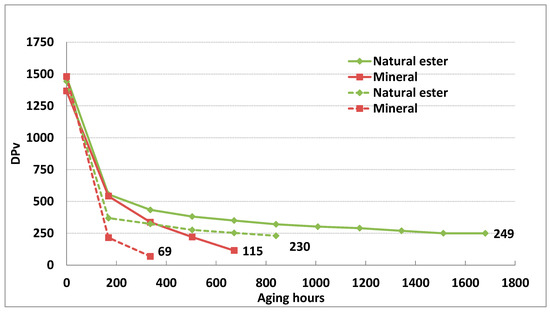
Figure 3.
Dpv of TU3 paper during aging at 170 °C with different insulating liquids in dry and wet (dotted lines) experimental setup.
Aging was faster in the system with mineral oil, and already, after 504 h (21 days), Dpv was below 250. In systems with natural ester, Dpv reached values below 250 after 1344 h (56 days) of aging. At the end of the first aging cycle (168 h), Dpv values had reduced by 37–40% for all systems, then a steep change was observed to continue in the case of the paper aging in mineral oil, while the paper aging rate in natural ester liquids was significantly decreased. Aging time was shorter by around 2.5 times when the paper was aged in the wet condition. After 168 h of the aging of TU paper in ester oil, DPv values were below 400 and, in mineral oil, Dpv values were below 250 after the first aging cycle.
Wet systems with natural ester oil age more slowly than paper immersed in mineral oil, because of the higher water solubility in ester oil, ability to absorb more water, and the ability to keep the cellulose insulation dry (Figure 3). Aging of wet TU 3 paper was faster by 2–2.2 times compared to aging in the dry condition when immersed in ester oil, while, for the same experimental setup, aging in mineral oil was up to three times faster.
In the case of normal Kraft paper aging, a significant difference was observed in the aging rates of dry and wet papers immersed in natural ester (Figure 4; wet condition—dotted lines). The lowest DPv value at the end was reached with mineral oil, but, after the first cycle (168 h), both paper/oil systems reached a DPv below 250.
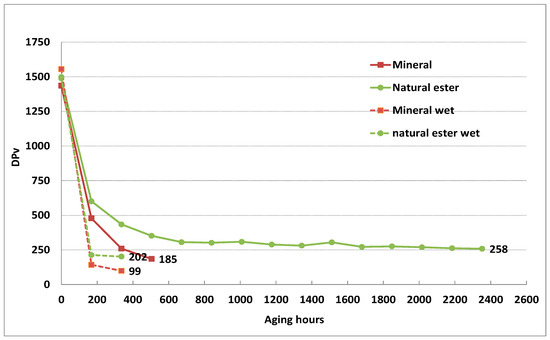
Figure 4.
Dpv of normal Kraft paper during aging at 150 °C with different insulating liquids in dry and wet (dotted lines) experimental setup.
It was interesting to observe that the aging of normal Kraft paper immersed in natural ester oil at 150 °C and TU paper at 170 °C, in the dry system, had a similar trend.
The DPv of aged dry Kraft paper immersed in mineral oil was 259 after 336 h (14 days) of aging, while a seven-times-longer period was needed to obtain DPv values around 250 in the case of aging in natural ester oil (2352 h, 98 days). The presented results showed that ester oil extended the life of the used normal Kraft and TU paper.
Figure 5 shows a comparison of the aging pattern in natural ester oil, the wet system of different TU papers at 170 °C, and Kraft paper at 150 °C.
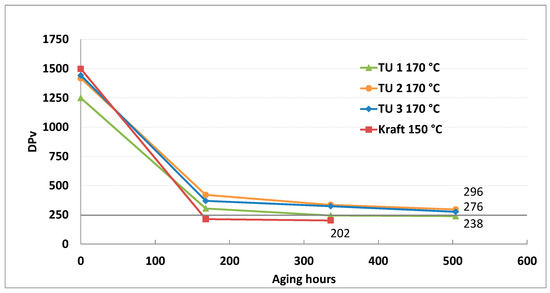
Figure 5.
Dpv of normal Kraft and TU wet papers during aging in natural ester oil at 150 °C and 170 °C.
A difference in the aging pattern is evident. TU 2 and TU 3 had a slower aging rate in the same natural ester oil. The Dpv values of TU 1 and TU 2 papers remained over the 250, while TU 1 paper reached a low Dpv value after the second aging cycle (336 h). This was a consequence of the lower content of nitrogen compounds in TU 1 paper, compared to TU 2 and TU 3 papers. Added nitrogen-based compounds in the papers slowed down the aging process and neutralized acids which propagate cellulose aging [2,14,15]. Aging of Kraft paper at 150 °C in the same system setup was most pronounced, and the end DPv value was reached after the first cycle.
The change of water content in paper during aging, along with DPv, is shown at Figure 6 (water content—dotted lines).
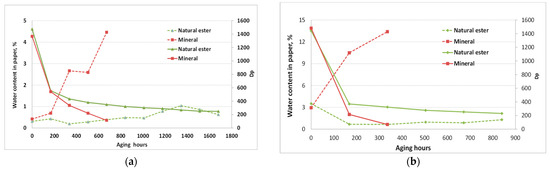
Figure 6.
Water content (dotted lines) and Dpv of TU 3 paper during aging at 170 °C with different insulating liquids: (a) dry system, and (b) wet system.
The increase of water content occurred in the case of paper aging immersed in mineral oil, and this was correlated with more intensive paper degradation and the production of higher amounts of water that was reflected in the step drop of the DPv value. For both the dry and wet system, the water content in TU paper at the end was much higher, by over 5% for the dry system and over 10% for the wet system when papers were aged in mineral oil. On the contrary, the water content in the paper immersed in the ester oil—wet system continuously decreased. At the end of the aging period, the wet paper water content dropped from 3% to 1.3%. Dehydration of the paper was promoted by the water consumption in ester hydrolysis and had a positive impact on slowing down the paper degradation rate. The same behavior was observed in the system with normal Kraft paper (Figure 7).
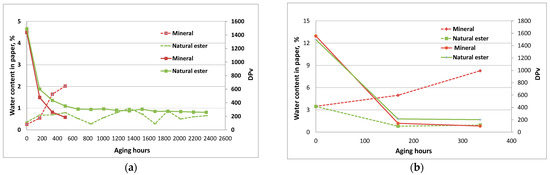
Figure 7.
Water content (dotted lines) and Dpv of normal Kraft paper during aging at 150 °C with different insulating liquids: (a) dry system, and (b) wet system.
The tensile index of paper was measured at the beginning and at the end of the aging period. The initial tensile strength for Kraft and TU papers in various oils was about 9 N/m and about 12 N/m, respectively. At the end of the aging period, the retained tensile strength of Kraft and TU 3 papers were, in natural ester oil, below 40%, and, in case of mineral oil, below 10%. The retained tensile strength was lowest for Kraft paper immersed in mineral oil. By the loss of almost all of its mechanical strength, the samples became very rigid and fragile. Low tensile indices correlated well with DPv values below 250 and the recommended criteria DPv< 250 and TS retention < 50% (25%) [4].
3.3. Paper/Oil Aging Markers
Oil and paper aging markers were measured at the beginning and at the end of the aging period in order to additionally obtain insight in the paper/oil functional properties after aging. Paper aging markers, such as furan derivates, methanol, and ethanol, were measured, as well as oil aging markers: acidity, interfacial tension, and dissipation factor (Table 7).
Table 7.
Oil properties after aging tests.
Significant differences between oils were observed in almost all investigated properties. The acid content in ester oils was much higher than in mineral oil, due to the hydrolysis reactions of ester during aging. This was pronounced in the case of Kraft paper aging. However, high concentrations of fatty acids produced from natural ester oil hydrolysis did not have a strong effect on paper degradation [17]. The acid content in ester oil—wet condition, were similar regardless of the type of aged paper.
The concentrations of furans were 10 times lower in ester oil than in mineral oil. This is possibly owing to their consumption in the reaction with nitrogen compounds in the TU paper [18], while, in Kraft paper, this is possibly owing to the effect of the stronger bonding of ester groups to cellulose OH groups, causing the restricted dissolution of furans in ester oil [15]. A significant concentration of furan derivates was dissolved by aging TU paper in mineral oil. Methanol concentrations were much lower in ester oil, probably as a consequence of the reaction of methanol with acids [7,17]. The same was observed for ethanol concentrations. Dissipation factor values in ester oil were very high, unlike in mineral oil, owing to the much higher polarity of ester oils than mineral oils [19,20,21].
4. Conclusions
The proposed new accelerated aging tests in cycles was performed in order to investigate the impact of water generated and absorbed in the paper on the increase of paper aging rates, imitating the cyclic mode of transformer loading with the attempt to mimic the effects of pyrolysis, oxidation, and hydrolysis. Cyclic aging consisted of a repetition of the application of high elevated temperatures, followed by cooling down and resting at ambient temperatures in hermetically sealed vessels. It was found that this test accelerated the paper aging process for the same experimental setup in continuous aging, due to the more pronounced effect of the hydrolytic aging mechanism in cyclic aging owing to the produced and absorbed water.
The presented experimental results showed that cyclic aging increased the aging rate for 1.5 to 1.6 times in comparison to continuous aging. The reported results showed that ester oil extended the life of the examined normal Kraft and TU papers. High initial water contents in the paper were found to increase aging rate by two to three times, causing a shortening of aging times, but also decreased the difference in aging times of the same paper immersed in different oils.
It was found that the proposed aging test differentiates well between the quality of the investigated insulating papers. Further work should be focused on the application and further development of the proposed accelerated aging tests on different types of insulating papers, within working group CIGRE WG D1.76 “Tests for verification of quality and aging performance of cellulose insulation for power transformers”.
Author Contributions
Conceptualization, D.M. and V.V.; methodology, J.L. and V.V.; formal analysis, D.M. and V.V.; investigation, D.M. and V.V.; writing—original draft preparation, D.M.; writing—review and editing, V.V. and J.L.; visualization, D.M.; All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported in part by the Ministry of Science, Technological Development and Innovation of the Republic of Serbia under the Contract on the realization and financing of the scientific research work of Research and Innovation Organizations in 2023 (contract No. 451-03-47/2023-01/200038).
Institutional Review Board Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Lundgaard, L.E.; Hansen, W.; Linhjell, D.; Painter, T.J. Aging of Oil-Impregnated Paper in Power Transformers. IEEE Trans. Power Deliv. 2004, 19, 230–239. [Google Scholar] [CrossRef]
- Prevost, T.A. Thermally upgraded insulation in transformers. In Proceedings of the Electrical Insulation Conference and Electrical Manufacturing Expo, Indianapolis, IN, USA, 23–26 October 2005; pp. 120–125. [Google Scholar] [CrossRef]
- CIGRE 738; Ageing of Liquid Impregnated Cellulose for Power Transformers. CIGRE: Paris, France, August 2018.
- IEC 62332-2; Electrical Insulation Systems (EIS)—Thermal Evaluation of Combined Liquid and Solid Components—Part 2: Simplified Test. IEC: Geneva, Switzerland, 2014.
- C57.100-2011; IEEE Standard Test Procedure for Thermal Evaluation of Insulation Systems for Liquid-Immersed Distribution and Power Transformers. IEEE: Piscataway, NJ, USA, 2011.
- Vasovic, V.; Lukic, J.; Mihajlovic, D.; Pejovic, B.; Radakovic, Z.; Radoman, U.; Orlovic, A. Aging of Transformer Insulation—Experimental Transformers and Laboratory Models with different Moisture Contents: Part I—DP and Furans Aging Profiles. IEEE Trans. Dielectr. Electr. Insul. 2019, 26, 1840–1846. [Google Scholar] [CrossRef]
- Fernandez, O.H.A.; Fofana, I.; Jalbert, J.; Gagnon, S.; Rodriguez-Celis, E.; Duchesne, S.; Ryadi, M. Aging characterization of electrical insulation papers impregnated with synthetic ester and mineral oil: Correlations between mechanical properties, depolymerization and some chemical markers. IEEE Trans. Dielectr. Electr. Insul. 2018, 25, 217–227. [Google Scholar] [CrossRef]
- Lelekakis, N.; Martin, D.; Wijaya, J. Ageing Rate of Paper Insulation used in Power Transformers Part 1: Oil/paper System with Low Oxygen Concentration. IEEE Trans. Dielectr. Electr. Insul. 2012, 19, 1999–2008. [Google Scholar] [CrossRef]
- Matharage, S.Y.; Liu, Q.; Wang, Z.; Wilson, G.; Krause, C. Aging assessment of synthetic ester impregnated thermally non-upgraded kraft paper through chemical markers in oil. IEEE Trans. Dielectr. Electr. Insul. 2018, 25, 507–515. [Google Scholar] [CrossRef]
- IEC 60450; Measurement of the Average Viscometric Degree of Polymerization of New and Aged Cellulosic Electrically Insulating Materials, Edition 2.1. IEC: Geneva, Switzerland, 2007.
- IEC 60076-7; Loading Guide for Oil-Immersed Power Transformers. IEC: Geneva, Switzerland, 2005.
- Lukic, J.; Vasovic, V.; Planojevic, J.; Kolarski, D.; Ivancevic, V. Insulating papers ageing in mineral and natural ester oil and use of FTIR-ATR for paper screening & ageing monitoring. In Proceedings of the 89th International Conference of Doble Clients, Boston, MA USA, 6–11 March 2022. [Google Scholar]
- Arroyo-Fernandez, O.H.; Fofana, I.; Jalbert, J.; Rodriguez, E.; Rodriguez, L.B.; Ryadi, M. Assessing changes in thermally upgraded papers with different nitrogen contents under accelerated aging. IEEE Trans. Dielectr. Electr. Insul. 2017, 24, 1829–1839. [Google Scholar] [CrossRef]
- Arroyo-Fernández, O.H.; Jalbert, J.; Rodriguez-Celis, E.M.; Duchesne, S.; Morin, B.; Fofana, I. Changes in mechanical properties of impregnated Nomex papers 410 and 910 during accelerated aging. Polym. Test. 2020, 83, 106358. [Google Scholar] [CrossRef]
- Liang, N.; Liao, R.; Xiang, M.; Mo, Y.; Yuan, Y. Influence of Amine Compounds on the Thermal Stability of Paper-Oil Insulation. Polymers 2018, 10, 891. [Google Scholar] [CrossRef] [PubMed]
- Vasovic, V.; Lukic, J.; Perrier, C.; Coulibaly, M.-L. Equilibrium charts for moisture in paper and pressboard insulations in mineral and natural ester transformer oils. IEEE Electr. Insul. Mag. 2014, 30, 10–16. [Google Scholar] [CrossRef]
- Lukic, J.; Planojevic, J.; Rankovic, J.; Vasovic, V.; Mihajlovic, D.; Schmidt, E.L.; Jovalekic, M. Differences in ageing pattern and ageing markers detection in kraft and thermally upgraded papers immersed in mineral and natural ester oilCIGRE. In Proceedings of the 2022 Paris Session–CIGRE, Paris, France, 28 August–2 September 2022. [Google Scholar]
- Jalbert, J.; Rodriguez-Celis, E.; Duchesne, S.; Morin, B.; Ryadi, M.; Gilbert, R. Kinetics of the production of chain-end groups and methanol from the depolymerization of cellulose during the ageing of paper/oil systems. Part 3: Extension of the study under temperature conditions over 120 °C. Cellulose 2014, 22, 829–848. [Google Scholar] [CrossRef]
- Trnka, P.; Hornak, J.; Prosr, P.; Michal, O.; Wang, F. Various Aging Processes in a Paper-Natural Ester Insulation System in the Presence of Copper and Moisture. IEEE Access 2020, 8, 61989–61998. [Google Scholar] [CrossRef]
- Gutierrez, C.M.; Fernandez, A.O.; Estebanez, C.J.R.; Salas, C.O.; Maina, R. Understanding the Ageing Performance of Alternative Dielectric Fluids. IEEE Access 2023, 11, 9656–9671. [Google Scholar] [CrossRef]
- Tokunaga, J.; Koide, H.; Mogami, K.; Hikosaka, T. Comparative studieson the aging of thermally upgraded paper insulation in palm fatty acid ester, mineral oil, and natural ester. IEEE Trans. Dielectr. Electr. Insul. 2016, 23, 258–265. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).