
Growing Carbon Nanotubes In Situ Surrounding Carbon Fiber Surface via Chemical Vapor Deposition to Reinforce Flexural Strength of Carbon Fiber Composites


Abstract
1. Introduction
2. Composites Design, Preparation and Characterization
2.1. Optimized Design Concept of Interlayer Structure
2.2. Starting Materials and CFRP Composites Preparing and Manufacturing
2.3. Composites Tests and Characterizations of Laminated CFRP Composites
3. Results and Discussions
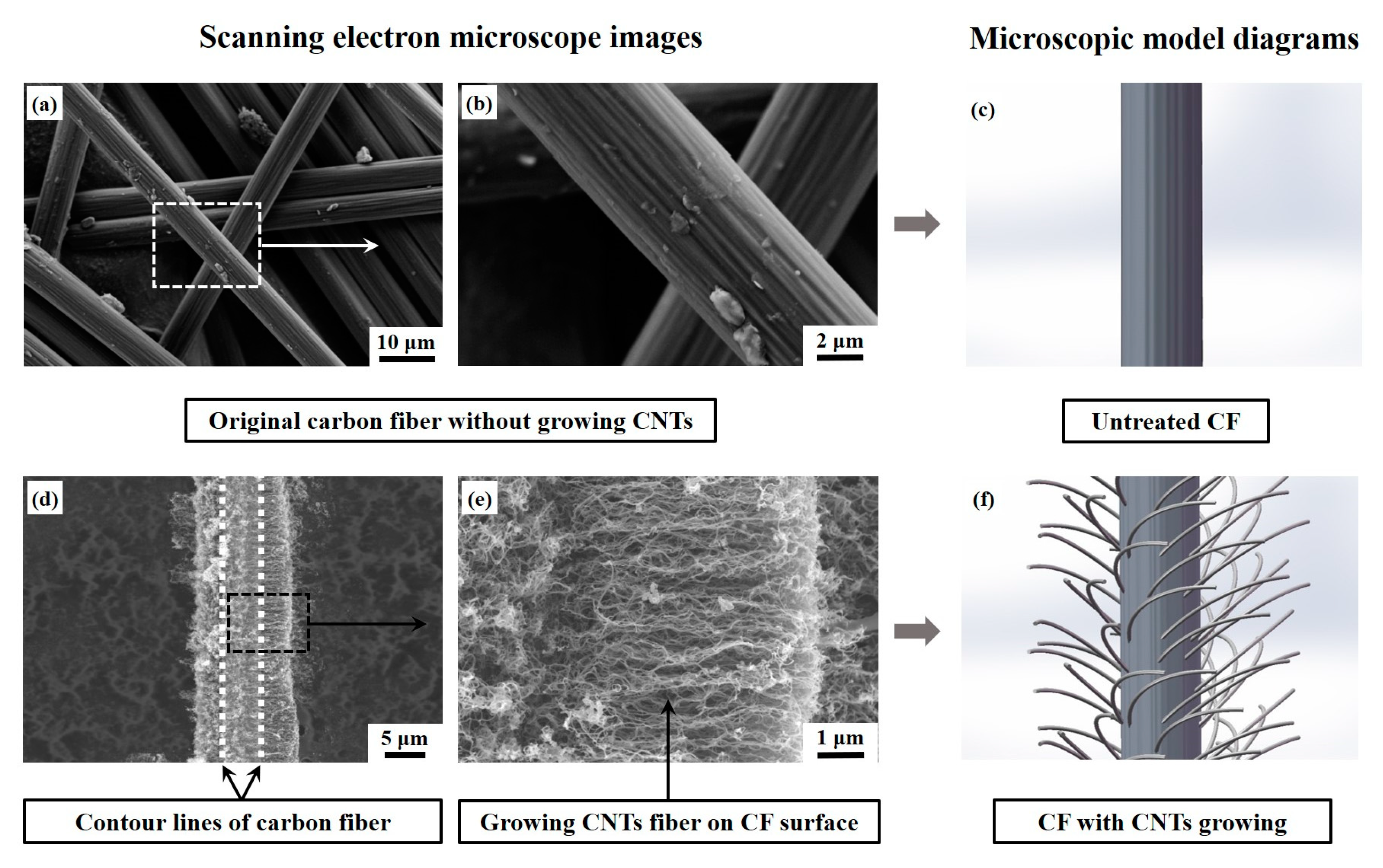
3.1. Microstructure and Pore Analysis of Carbon Fiber after Growing VACNTs
3.2. Flexural Strength of CFRP Composites with and without Growing VACNTs
3.3. X-ray μCT Analysis of CFRP Composites after 3-P-B Testing
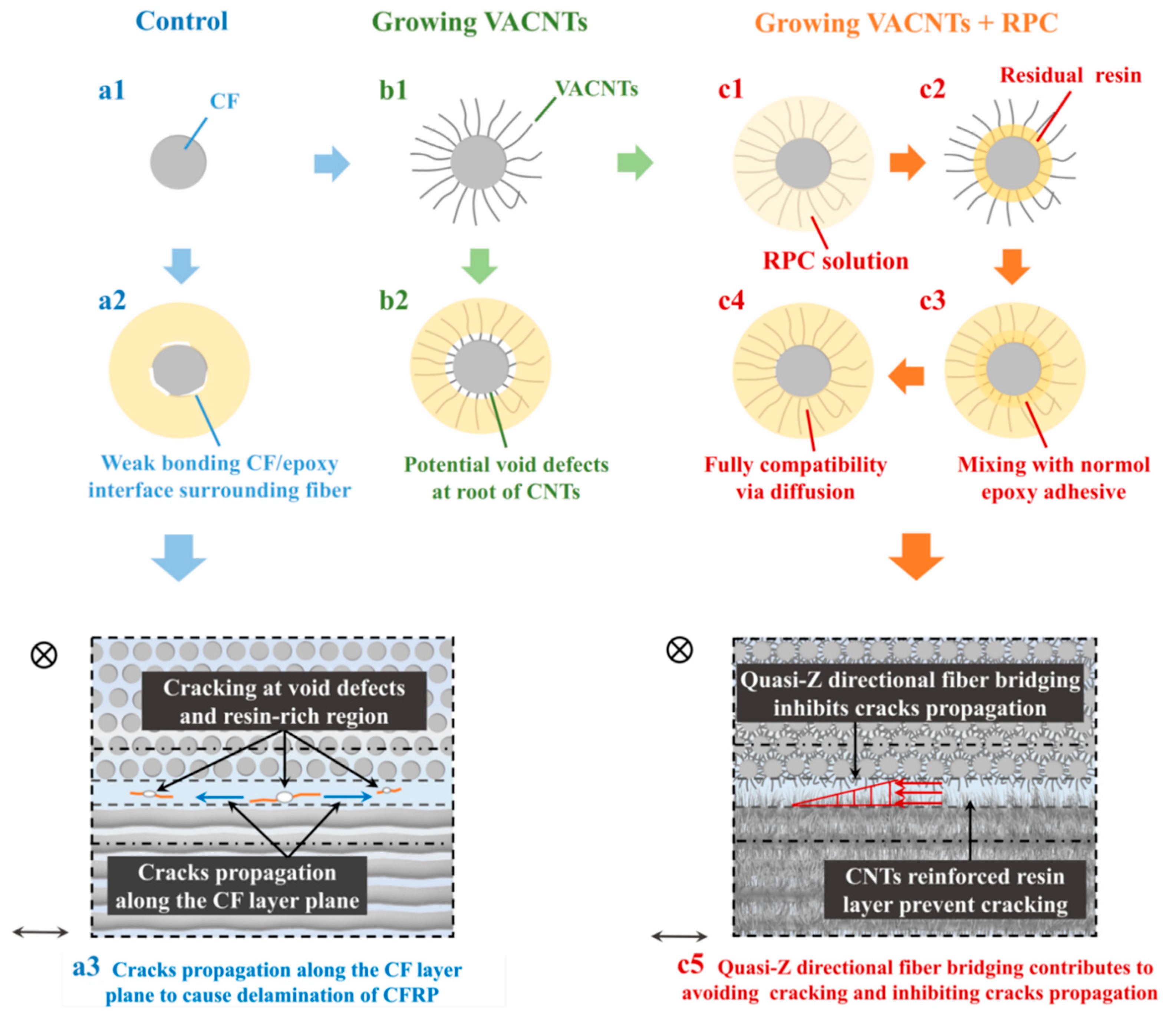
3.4. Reinforcement Mechanism Analysis of VACNTs on Laminated CFRP Composites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sun, C.; Min, J.; Lin, J.; Wan, H. Effect of Atmospheric Pressure Plasma Treatment on Adhesive Bonding of Carbon Fiber Reinforced Polymer. Polymers 2019, 11, 139. [Google Scholar] [CrossRef] [PubMed]
- Sim, K.B.; Baek, D.; Shin, J.H.; Shim, J.S.; Jang, S.W.; Kim, H.J.; Hwang, J.W.; Roh, J.U. Enhanced Surface Properties of Carbon Fiber Rein-forced Plastic by Epoxy Modified Primer with Plasma for Automotive Applications. Polymers 2020, 12, 556. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.X.; Li, X.Y.; Jestin, S.; Termine, S.; Trompeta, A.F.; Araújo, A.; Santos, R.M.; Charitidis, C.; Dong, H.S. The Impact of Carbon Nan-ofibres on the Interfacial Properties of CFRPs Produced with Sized Carbon Fibres. Polymers 2021, 13, 3457. [Google Scholar] [CrossRef]
- Al-Lami, A.; Hilmer, P.; Sinapius, M. Eco-efficiency assessment of manufacturing carbon fiber reinforced polymers (CFRP) in aerospace industry. Aerosp. Sci. Technol. 2018, 79, 669–678. [Google Scholar] [CrossRef]
- Schmidová, N.; Zavřelová, T.; Vašíček, M.; Zavadil, F.; Růžička, M.; Rund, M. Development of Adaptable CFRP Energy Absorbers for Car Crashes. Mater. Today Proc. 2018, 5, 26784–26791. [Google Scholar] [CrossRef]
- Ulbricht, A. Rail Vehicle in CFRP-intensive Design. Light Des. Worldw. 2019, 12, 36–41. [Google Scholar] [CrossRef]
- Barnes, R.; Morozov, E.; Shankar, K. Improved methodology for design of low wind speed specific wind turbine blades. Compos. Struct. 2015, 119, 677–684. [Google Scholar] [CrossRef]
- Gemi, L.; Aksoylu, C.; Yazman, S.; Özkılıç, Y.O.; Arslan, M.H. Experimental investigation of shear capacity and damage analysis of thinned end prefabricated concrete purlins strengthened by CFRP composite. Compos. Struct. 2019, 229, 111399. [Google Scholar] [CrossRef]
- Onuralp Özkılıç, Y.; Yazman, S.; Aksoylu, C.; Hakan Arslan, M.; Gemi, L. Numerical investigation of the parameters influencing the behavior of dapped end prefabricated concrete purlins with and without CFRP strengthening. Constr. Build. Mater. 2021, 275, 122173. [Google Scholar] [CrossRef]
- Aksoylu, C.; Yazman, S.; Onuralp Özkılıç, Y.; Gemi, L.; Hakan Arslan, M. Experimental analysis of reinforced concrete shear defi-cient beams with circular web openings strengthened by CFRP composite. Compos. Struct. 2020, 249, 112561. [Google Scholar] [CrossRef]
- Yuan, B.Y.; Wee, E.P.J.; Cheong, J.L.K.; Speelman, A.; Long, R.T.J.; Jiang, B.; Li, Y.; Hu, X.Z. Qussi-Z-directional toughening from un-bonded nonwoven veil at interface in laminar composites. Compos. Commun. 2017, 6, 20–24. [Google Scholar] [CrossRef]
- Hu, Y.S.; Cheng, F.; Ji, Y.; Yuan, B.Y.; Hu, X.Z. Effect of aramid pulp on low temperature flexural properties of carbon fibre rein-forced plastic. Compos. Sci. Technol. 2020, 192, 108095. [Google Scholar] [CrossRef]
- Knopp, A.; Scharr, G. Effect of z-pin surface treatment on delamination and debonding properties of z-pinned composite laminates. J. Mater. Sci. 2014, 49, 1674–1683. [Google Scholar] [CrossRef]
- Cohades, A.; Hostettler, N.; Pauchard, M.; Plummer, C.J.G.; Michaud, V. Stitched shape memory alloy wires enhance damage re-covery in self-healing fibre-reinforced polymer composites. Compos. Sci. Technol. 2018, 161, 22–31. [Google Scholar] [CrossRef]
- Li, Y.; Wang, D.; Ma, H. Improving interlaminar fracture toughness of flax fiber/epoxy composites with chopped flax yarn inter-leaving. Sci. China Technol. Sci. 2015, 58, 1745–1752. [Google Scholar] [CrossRef]
- Hu, Y.; Liu, W.; Shi, Y. Low-velocity impact damage research on CFRPs with Kevlar-fiber toughening. Compos. Struct. 2019, 216, 127–141. [Google Scholar] [CrossRef]
- Yuan, B.; Ye, M.; Hu, Y.; Cheng, F.; Hu, X. Flexure and flexure-after-impact properties of carbon fibre composites interleaved with ultra-thin non-woven aramid fibre veils. Compos. Part A Appl. Sci. Manuf. 2020, 131, 105813. [Google Scholar] [CrossRef]
- Yuan, B.Y.; Tan, B.; Hu, Y.S.; Jeremy, S.; Hu, X.Z. Improving impact resistance and residual compressive strength of carbon fibre composites using un-bonded non-woven short aramid fibre veil. Compos. Part A Appl. Sci. Manuf. 2019, 121, 439–448. [Google Scholar] [CrossRef]
- Cai, M.; Takagi, H.; Nakagaito, A.N.; Li, Y.; Waterhouse, G.I. Effect of alkali treatment on interfacial bonding in abaca fiber-reinforced composites. Compos. Part A Appl. Sci. Manuf. 2016, 90, 589–597. [Google Scholar] [CrossRef]
- Li, Q.; Li, Y.; Zhou, L. A micromechanical model of interfacial debonding and elementary fiber pull-out for sisal fiber-reinforced composites. Compos. Sci. Technol. 2017, 153, 84–94. [Google Scholar] [CrossRef]
- Cheng, C.; Chen, Z.; Huang, Z.; Zhang, C.; Tusiime, R.; Zhou, J.; Sun, Z.; Liu, Y.; Yu, M.; Zhang, H. Simultaneously improving mode I and mode II fracture toughness of the carbon fiber/epoxy composite laminates via interleaved with uniformly aligned PES fiber webs. Compos. Part A Appl. Sci. Manuf. 2019, 129, 105696. [Google Scholar] [CrossRef]
- Ou, Y.; González, C.; Vilatela, J.J. Interlaminar toughening in structural carbon fiber/epoxy composites interleaved with carbon nanotube veils. Compos. Part A Appl. Sci. Manuf. 2019, 124, 105477. [Google Scholar] [CrossRef]
- Zhou, H.; Du, X.S.; Liu, H.Y.; Zhou, H.M.; Zhang, Y.; Mai, Y.W. Delamination toughening of carbon fiber/epoxy laminates by hierar-chical carbon nanotube-short carbon fiber interleaves. Compos. Sci. Technol. 2017, 140, 46–53. [Google Scholar] [CrossRef]
- Madenci, E.; Onuralp Özkılıç, Y.; Aksoylu, C.; Muhammad Asyraf, M.R.; Syamsir, A.; Supian, A.B.M.; Mamaev, N. Buckling Analysis of CNT-Reinforced Polymer Composite Beam Using Experimental and Analytical Methods. Materials 2023, 16, 614. [Google Scholar] [CrossRef] [PubMed]
- Hu, Y.; Wei, Y.; Han, G.; Zhang, J.; Sun, G.; Hu, X.; Cheng, F. Comparison of impact resistance of carbon fibre composites with multiple ultra-thin CNT, aramid pulp, PBO and graphene interlayers. Compos. Part A Appl. Sci. Manuf. 2022, 155, 106815. [Google Scholar] [CrossRef]
- Cheng, F.; Hu, Y.; Yuan, B.; Hu, X.; Huang, Z. Transverse and longitudinal flexural properties of unidirectional carbon fiber composites interleaved with hierarchical Aramid pulp micro/nano-fibers. Compos. Part B Eng. 2020, 188, 107897. [Google Scholar] [CrossRef]
- Lee, J.; Kim, T.; Jung, Y.; Jung, K.; Park, J.; Lee, D.M.; Jeong, H.S.; Hwang, J.Y.; Park, C.R.; Lee, K.H.; et al. High-strength carbon nano-tube/carbon composite fibers via chemical vapor infiltration. Nanoscale 2016, 8, 18972–18979. [Google Scholar] [CrossRef] [PubMed]
- Song, Q.; Li, K.-Z.; Li, H.-L.; Li, H.-J.; Ren, C. Grafting straight carbon nanotubes radially onto carbon fibers and their effect on the mechanical properties of carbon/carbon composites. Carbon 2012, 50, 3949–3952. [Google Scholar] [CrossRef]
- Lu, X.-F.; Xiao, P.; Xu, X.-F.; Chen, J. Flexural destructive process of unidirectional carbon/carbon composites reinforced with in situ grown carbon nanofibers. Trans. Nonferrous Met. Soc. China 2014, 24, 3134–3141. [Google Scholar] [CrossRef]
- Sun, J.Y.; Chen, Y.B.; Priydarshi, M.; Chen, Z.; Bachmatiuk, A.; Zou, Z.Y.; Chen, Z.L.; Song, X.J.; Gao, Y.F.; Rümmeli, M.H.; et al. Direct Chemical Vapor Deposition-Derived Graphene Glasses Targeting Wide Ranged Applications. Nano Lett. 2015, 15, 5846–5854. [Google Scholar] [CrossRef]
- Cheng, F.; Xu, Y.; Zhang, J.H.; Wang, L.; Zhang, H.H.; Wan, Q.; Li, W.P.; Wang, L.; Lv, Z.F. Growing Carbon Nanotubes In-situ via Chem-ical Vapor Deposition and Resin Pre-coating Treatment on Anodized Ti-6Al-4V Titanium Substrates for Stronger Adhesive Bonding with Carbon Fiber Composites. Surf. Coat Technol. 2023, 457, 129296. [Google Scholar] [CrossRef]
- Xiang, R.; Hou, B.; Einarsson, E.; Zhao, P.; Harish, S.; Morimoto, K.; Miyauchi, Y.; Chiashi, S.; Tang, Z.; Maruyama, S. Carbon Atoms in Ethanol Do Not Contribute Equally to Formation of Single-Walled Carbon Nanotubes. ACS Nano 2013, 7, 3095–3103. [Google Scholar] [CrossRef] [PubMed]
- Ibrahim, I.; Gemming, T.; Weber, W.M.; Mikolajick, T.; Liu, Z.; Rümmeli, M.H. Current Progress in the Chemical Vapor Deposition of Type-Selected Horizontally Aligned Single-Walled Carbon Nanotubes. ACS Nano 2016, 10, 7248–7266. [Google Scholar] [CrossRef] [PubMed]
- Zhang, R.; Zhang, Y.; Wei, F. Horizontally aligned carbon nanotube arrays: Growth mechanism, controlled synthesis, characterization, properties and applications. Chem. Soc. Rev. 2017, 46, 3661–3715. [Google Scholar] [CrossRef]
- He, M.; Zhang, S.; Zhang, J. Horizontal Single-Walled Carbon Nanotube Arrays: Controlled Synthesis, Characterizations, and Applications. Chem. Rev. 2020, 120, 12592–12684. [Google Scholar] [CrossRef]
- Cheng, F.; Xu, Y.; Zhang, J.H.; Wang, L.; Zhang, H.H.; Wan, Q.; Xu, S.; Li, W.P.; Wang, L.; Huang, Z.H. A novel flexible carbon fiber with carbon nanotubes growing in-situ via chemical vapor deposition to impregnate paraffin for thermal energy application. J. Energy Storage 2023, 68, 107718. [Google Scholar] [CrossRef]
- Xiao, P.; Lu, X.F.; Liu, Y.Q.; He, L.L. Effect of in situ grown carbon nanotubes on the structure and mechanical properties of unidi-rectional carbon/carbon composites. Mat. Sci. Eng. A-Struct. 2011, 528, 3056–3061. [Google Scholar] [CrossRef]
- Zhang, J.; Lin, T.; Wang, X. Electrospun nanofibre toughened carbon/epoxy composites: Effects of polyetherketone cardo (PEK-C) nanofibre diameter and interlayer thickness. Compos. Sci. Technol. 2010, 70, 1660–1666. [Google Scholar] [CrossRef]
- Ni, N.; Wen, Y.; He, D.; Yi, X.; Zhang, T.; Xu, Y. High damping and high stiffness CFRP composites with aramid non-woven fabric interlayers. Compos. Sci. Technol. 2015, 117, 92–99. [Google Scholar] [CrossRef]
- Caminero, M.A.; Rodríguez, G.P.; Chacón, J.M.; García-Moreno, I. Tensile and flexural damage response of symmetric angle-ply carbon fiber-reinforced epoxy laminates: Non-linear response and effects of thickness and ply-stacking sequence. Polym. Compos. 2019, 40, 3678–3690. [Google Scholar] [CrossRef]
- Song, B.; Wang, T.T.; Wang, L.; Liu, H.; Mai, X.M.; Wang, X.J.; Wang, N.; Huang, Y.D.; Ma, Y.; Lu, Y.; et al. Interfacially rein-forced carbon fiber/epoxy composite laminates via in-situ synthesized graphitic carbon nitride (g-C3N4). Compos. B Eng. 2019, 158, 259–268. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimens | Control | CVD | CVD + RPC | |
|---|---|---|---|---|
| Treatments | Untreated | Growing CNTs in situ | Growing CNTs in situ + RPC before the normal adhesive | |
| CF Ply number | 10 | 10 | 10 | |
| Epoxy resin layer number | 9 | 9 | 9 | |
| Specimen number of each group | 6 | 6 | 6 | |
| Length (mm) | 94.8 | 95.1 | 94.7 | |
| Width (mm) | 13.1 | 12.9 | 13.1 | |
| Thickness (mm) | Average | 1.603 | 1.628 | 1.638 |
| Standard derivation | 0.178 | 0.181 | 0.182 | |
| Increase in thickness per epoxy layer (μm) | -- | 2.7 | 3.9 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, G.; Cheng, F.; Zuo, S.; Zhang, J.; Xu, Y.; Hu, Y.; Hu, X. Growing Carbon Nanotubes In Situ Surrounding Carbon Fiber Surface via Chemical Vapor Deposition to Reinforce Flexural Strength of Carbon Fiber Composites. Polymers 2023, 15, 2309. https://doi.org/10.3390/polym15102309
Yang G, Cheng F, Zuo S, Zhang J, Xu Y, Hu Y, Hu X. Growing Carbon Nanotubes In Situ Surrounding Carbon Fiber Surface via Chemical Vapor Deposition to Reinforce Flexural Strength of Carbon Fiber Composites. Polymers. 2023; 15(10):2309. https://doi.org/10.3390/polym15102309
Chicago/Turabian StyleYang, Guangming, Fei Cheng, Shihao Zuo, Jinheng Zhang, Yang Xu, Yunsen Hu, and Xiaozhi Hu. 2023. "Growing Carbon Nanotubes In Situ Surrounding Carbon Fiber Surface via Chemical Vapor Deposition to Reinforce Flexural Strength of Carbon Fiber Composites" Polymers 15, no. 10: 2309. https://doi.org/10.3390/polym15102309
APA StyleYang, G., Cheng, F., Zuo, S., Zhang, J., Xu, Y., Hu, Y., & Hu, X. (2023). Growing Carbon Nanotubes In Situ Surrounding Carbon Fiber Surface via Chemical Vapor Deposition to Reinforce Flexural Strength of Carbon Fiber Composites. Polymers, 15(10), 2309. https://doi.org/10.3390/polym15102309