
Preparation of Crystal Violet Lactone Complex and Its Effect on Discoloration of Metal Surface Coating
Abstract
1. Introduction
2. Materials and Methods
2.1. Test Materials
2.2. Preparation of Thermochromic Complex of CVL
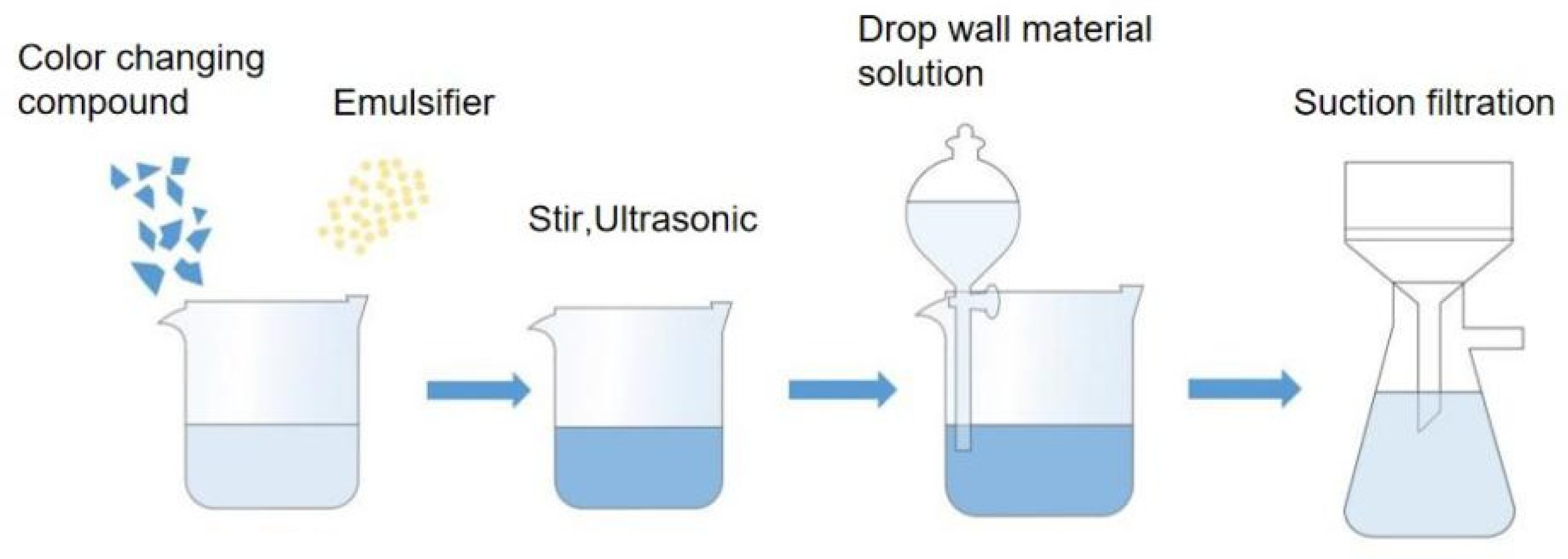
2.3. Preparation of Crystalline Violet Lactone Thermochromic Microcapsules
2.4. Coating Preparation
2.5. Testing and Characterization
2.5.1. Discoloration Temperature Test of CVL Thermochromic Complex
2.5.2. Chemical Composition Test of the Thermochromic Complex of CVL
2.5.3. Coating Testing and Characterization
3. Results and Discussion
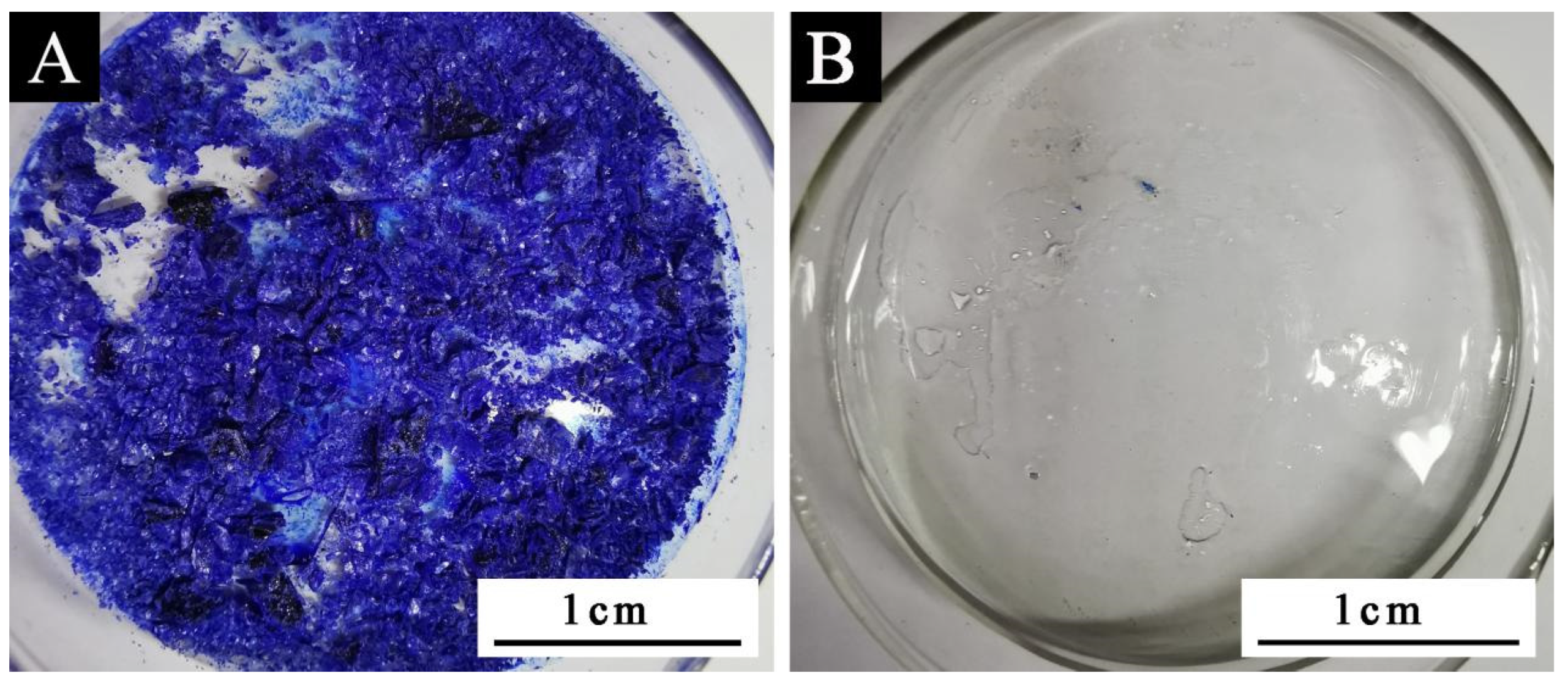
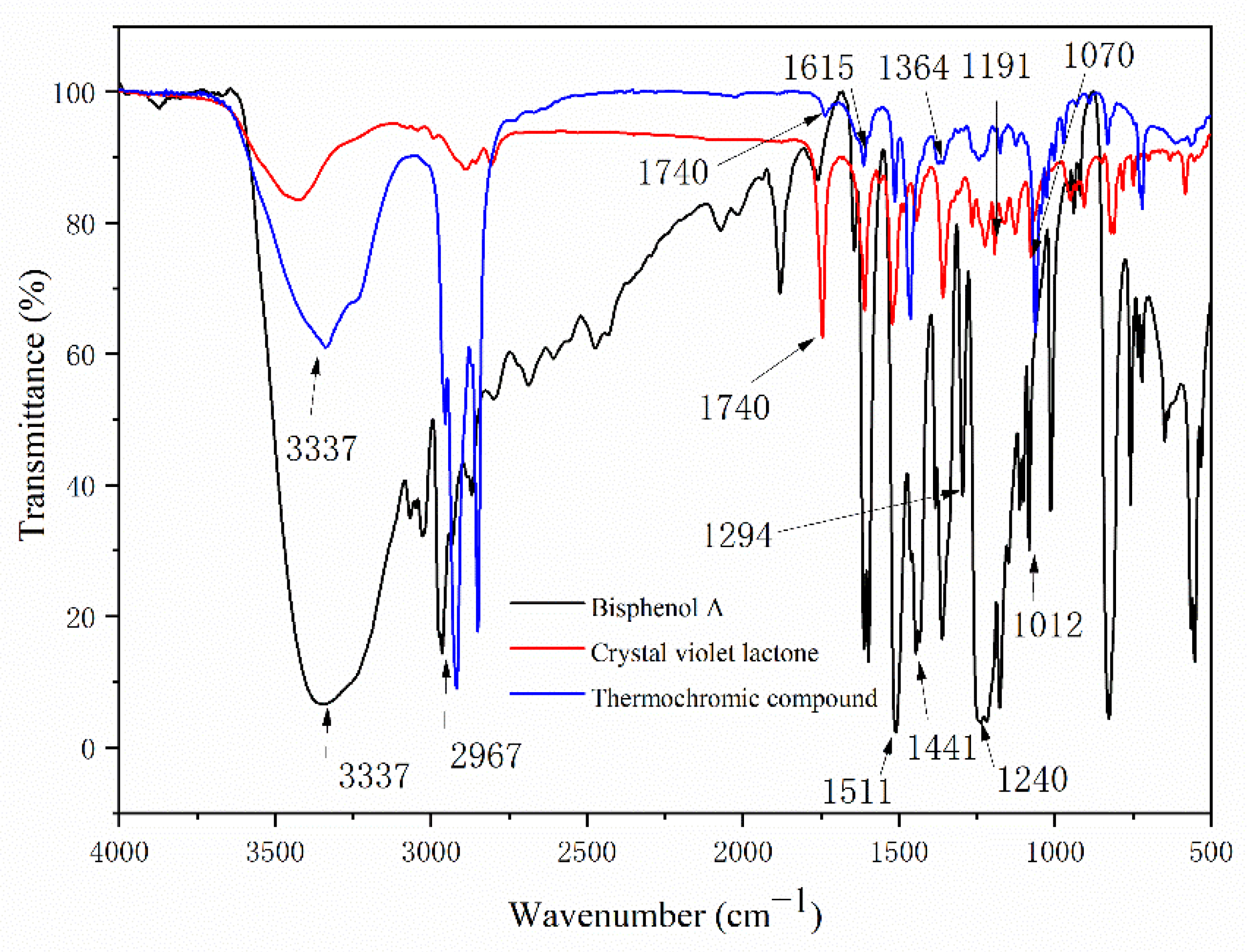
3.1. Discoloration Temperature and Composition Analysis of Discoloration Compound
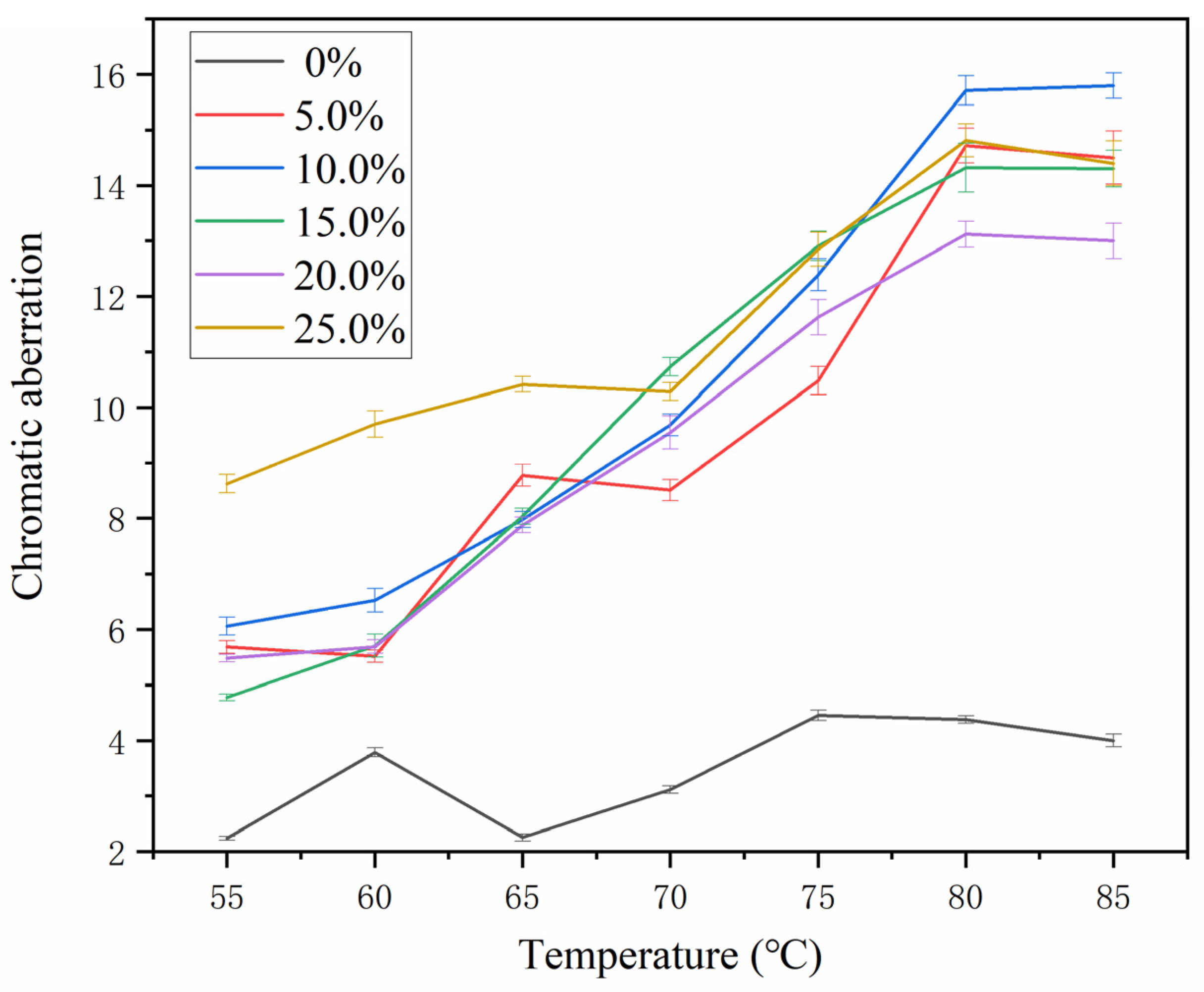
3.2. Influence of Color-Changing Microcapsules on the Color Difference of Coatings
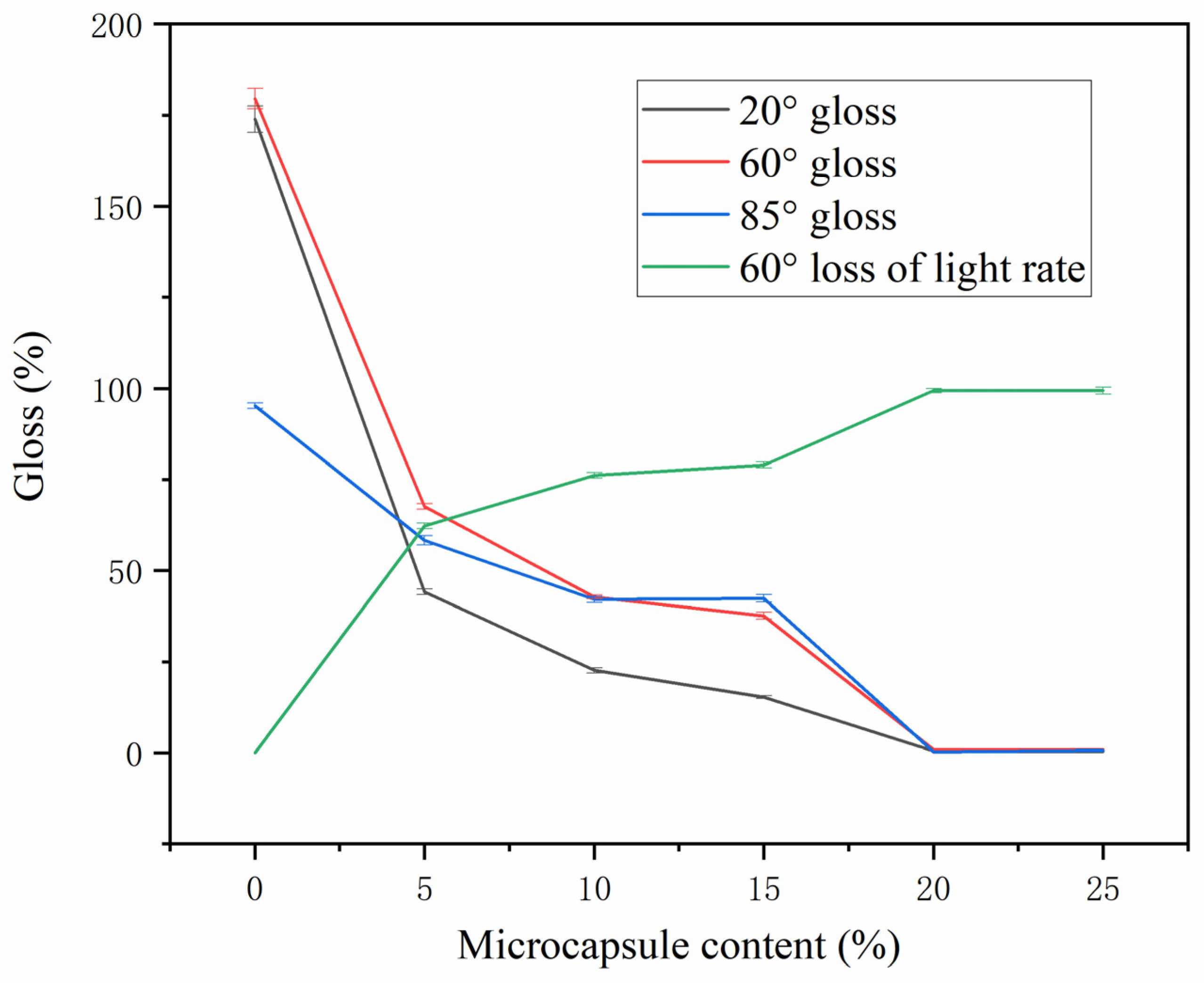
3.3. Effect of Microcapsule Mass Fraction on Coating Gloss
3.4. Effect of Mass Fraction of Microcapsules on Mechanical Properties of Coatings
3.5. Effect of Mass Fraction of Microcapsules on Cold-Liquid Resistance of Coatings
3.6. Effect of Mass Fraction of Microcapsules on Aging Resistance of Coatings
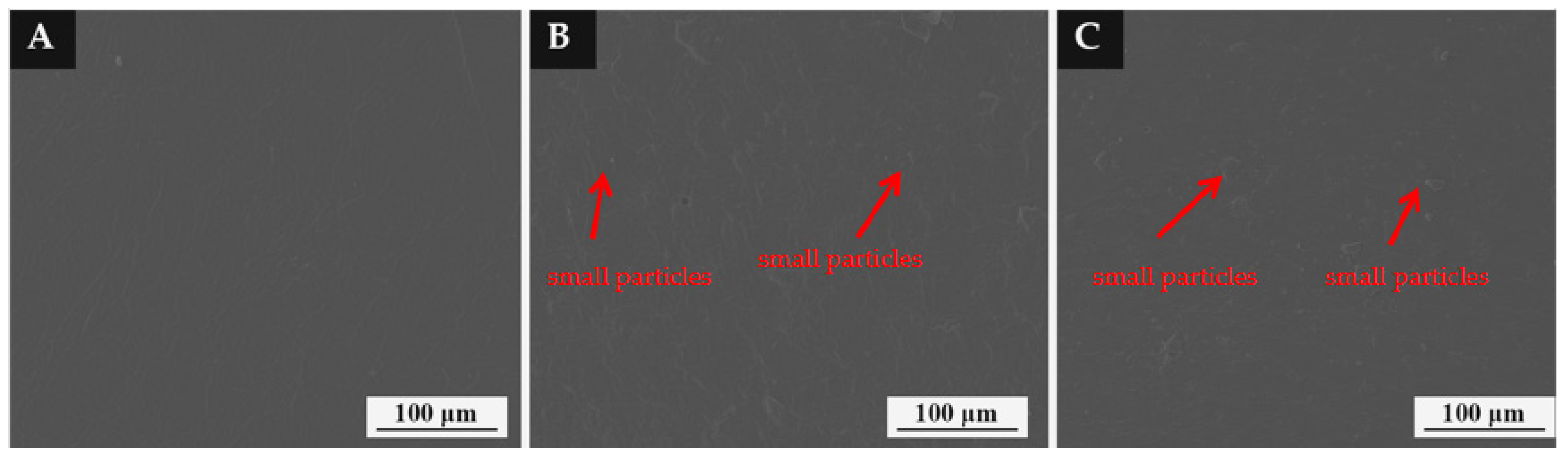
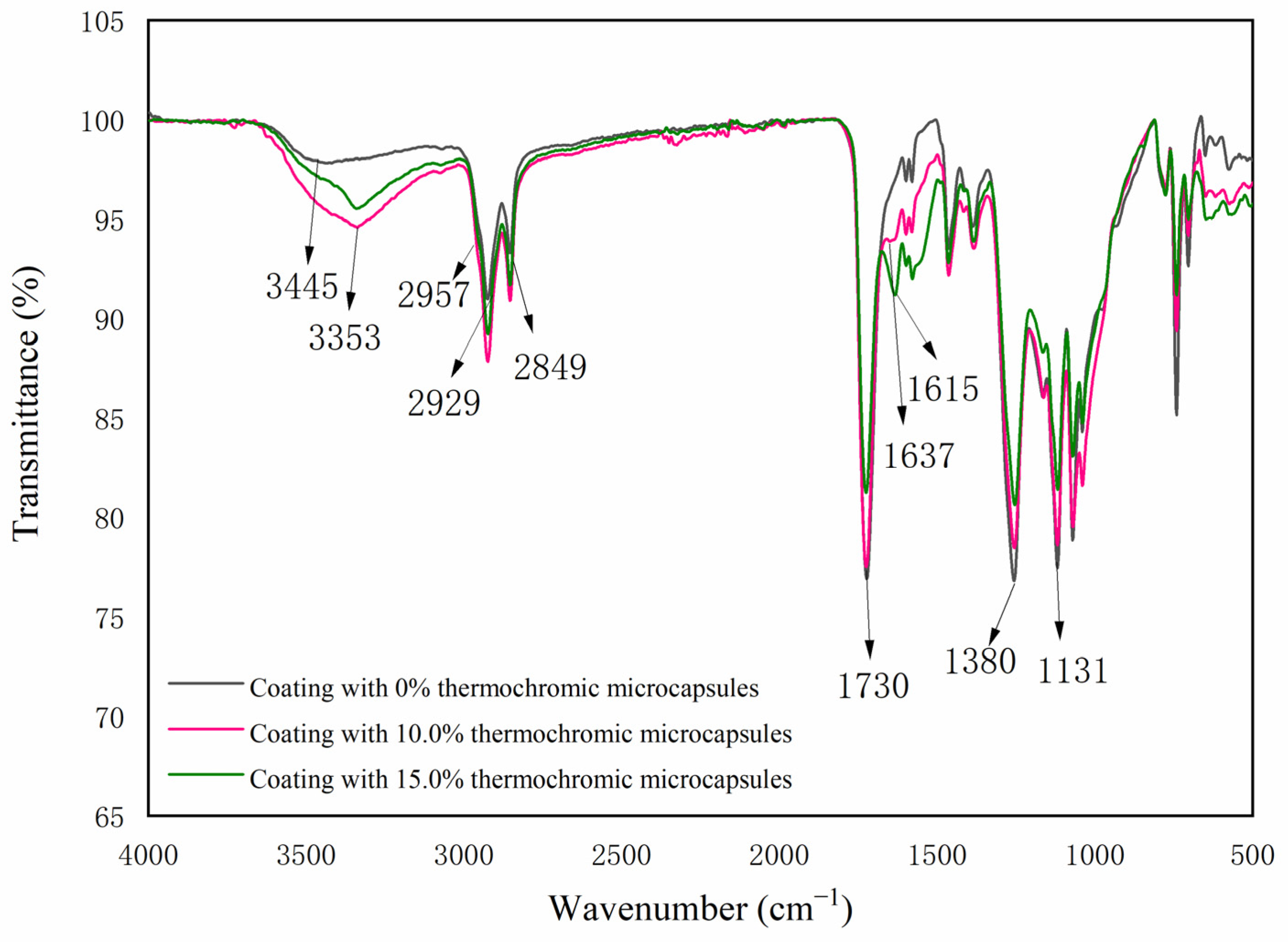
3.7. Structure and Composition Analysis of Color-Changing Coating
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hakami, A.; Srinivasan, S.S.; Biswas, P.K.; Krishnegowda, A.; Wallen, S.L.; Stefanakos, E.K. Review on thermochromic materials: Development, characterization, and applications. J. Coat. Technol. Res. 2022, 19, 377–402. [Google Scholar] [CrossRef]
- Yan, X.X.; Zhao, W.T.; Wang, L. Preparation and performance of thermochromic and self-repairing dual function coating with lac resin microcapsules and fluorane microcapsules. Polymers 2021, 13, 3109. [Google Scholar] [CrossRef] [PubMed]
- Zhang, N.; Mao, Y.Q.; Wu, S.S.; Xu, W. Effects of the Ball Milling Process on the Particle Size of Graphene Oxide and Its Application in Enhancing the Thermal Conductivity of Wood. Forests 2022, 13, 1325. [Google Scholar] [CrossRef]
- Hu, J.; Liu, Y.; Xu, W.; Wu, Z.; Pang, X. Effects of Preparation and Self-Assembly of Poly(Styrene-Acrylic Acid) (P(St-AA)) Microspheres Upon Constructed Photonic Crystals with Structural Color on Wood Surfaces. Coatings 2022, 12, 1520. [Google Scholar] [CrossRef]
- Rossi, S.; Simeoni, M.; Quaranta, A. Behavior of chromogenic pigments and influence of binder in organic smart coatings. Dye. Pigment. 2020, 184, 108879. [Google Scholar] [CrossRef]
- Hu, J.; Liu, Y.; Wu, Z.; Pang, X. Construction of bionic structural color coating on wood surface based on polystyrene microspheres. J. For. Eng. 2021, 6, 35–42. [Google Scholar]
- Kingchok, S.; Nontasorn, P.; Traiphol, R. Reversible thermochromic polydiacetylene/zinc-aluminium layered double hydroxides nanocomposites for smart paints and colorimetric sensors: The crucial role of zinc ions. Colloid. Surf. A 2021, 610, 125733. [Google Scholar] [CrossRef]
- Muller, S.; Giovannetti, F.; Reineke-Koch, R.; Kastner, O.; Hafner, B. Simulation study on the efficiency of thermochromic absorber coatings for solar thermal flat-plate collectors. Sol. Energy 2019, 188, 865–874. [Google Scholar] [CrossRef]
- Liu, Q.Q.; Gu, Y.T.; Xu, W.; Lu, T.; Li, W.J.; Fan, H.B. Compressive Properties of Green Velvet Material Used in Mattress Bedding. Appl. Sci. 2021, 11, 11159. [Google Scholar] [CrossRef]
- Liu, Q.Q.; Gao, D.; Xu, W. Effect of Paint Process on the Performance of Modified Poplar Wood Antique. Coatings 2021, 11, 1174. [Google Scholar] [CrossRef]
- Xu, W.; Chen, P.; Yang, Y.; Wang, X.; Liu, X. Effects of Freezing and Steam Treatments on the Permeability of Populus Tomentosa. Mater. Werkst. 2021, 52, 907–915. [Google Scholar] [CrossRef]
- Liu, Q.Q.; Gao, D.; Xu, W. Influence of the Bottom Color Modification and Material Color Modification Process on the Performance of Modified Poplar. Coatings 2021, 11, 660. [Google Scholar] [CrossRef]
- Xiong, X.; Lu, G.; Lu, D. Research on Children’s Customized Furniture Design Based on Group Technology. Appl. Sci. 2021, 11, 11371. [Google Scholar] [CrossRef]
- Feng, X.; Chen, J.; Wu, Z.; Wu, Y.; Gan, J. The formation mechanism of “skin-tactile” coating and its application and trends in furniture. J. For. Eng. 2021, 6, 167–175. [Google Scholar]
- Bollhorst, T.; Rezwan, K.; Maas, M. Colloidal capsules: Nano- and microcapsules with colloidal particle shells. Chem. Soc. Rev. 2017, 46, 2091–2126. [Google Scholar] [CrossRef]
- Zaghloul, M.Y.; Zaghloul, M.M.Y.; Zaghloul, M.M.Y. Influence of stress level and fibre volume fraction on fatigue performance of glass fibre-reinforced polyester composites. Polymers 2022, 14, 2662. [Google Scholar] [CrossRef] [PubMed]
- Zaghloul, M.M.Y.; Zaghloul, M.Y.M.; Zaghloul, M.M.Y. Experimental and modeling analysis of mechanical-electrical behaviors of polypropylene composites filled with graphite and MWCNT fillers. Polym. Test. 2017, 63, 467–474. [Google Scholar] [CrossRef]
- Zaghloul, M.Y.M.; Zaghloul, M.M.Y.; Zaghloul, M.M.Y. Developments in polyester composite materials-an in-depth review on natural fibres and nano fillers. Compos. Struct. 2021, 278, 114698. [Google Scholar] [CrossRef]
- Zaghloul, M.M.Y.M. Mechanical properties of linear low-density polyethylene fire-retarded with melamine polyphosphate. J. Appl. Polym. Sci. 2018, 135, 46770. [Google Scholar] [CrossRef]
- Fuseini, M.; Zaghloul, M.M.Y. Investigation of electrophoretic deposition of PANI nano fibers as a manufacturing technology for corrosion protection. Prog. Org. Coat. 2022, 171, 107015. [Google Scholar] [CrossRef]
- Tozum, M.S.; Alkan, C.; Aksoy, S.A. Preparation of poly(methyl methacrylate-co-ethylene glycol dimethacrylate-co-glycidyl methacrylate) walled thermochromic microcapsules and their application to cotton fabrics. J. Appl. Polym. Sci. 2019, 137, 48815. [Google Scholar] [CrossRef]
- Zhu, X.D.; Liu, Y.; Li, Z.; Wang, W.C. Thermochromic microcapsules with highly transparent shells obtained through in-situ polymerization of urea formaldehyde around thermochromic cores for smart wood coatings. Sci. Rep. 2018, 8, 4015. [Google Scholar] [CrossRef]
- Zhao, W.T.; Yan, X.X. Preparation of thermochromic microcapsules of BPA and CVL and their effect on coating properties. Polymers 2022, 14, 1393. [Google Scholar] [CrossRef] [PubMed]
- Liu, Q.Q.; Gao, D.; Xu, W. Effect of Polyurethane Non-Transparent Coating Process on Coating Performance Applied on Modified Poplar. Coatings 2022, 12, 39. [Google Scholar] [CrossRef]
- Zhou, J.C.; Xu, W. Toward interface optimization of transparent wood with wood color and texture by silane coupling agent. J. Mater. Sci. 2022, 57, 5825–5838. [Google Scholar] [CrossRef]
- QB/T 4461-2013; Technical Requirements for Surface Coating of Wood Furniture. Standardization Administration of the People’s Republic of China: Beijing, China, 2013.
- Liu, Q.Q.; Gu, Y.T.; Xu, W.; Lu, T.; Li, W.J.; Fan, H.B. Compressive Properties of Polyurethane Fiber Mattress Filling Material. Appl. Sci. 2022, 12, 6139. [Google Scholar] [CrossRef]
- GB/T 11186.3-1989; Methods for Measuring the Colour of Paint Films. Part III: Calculation of Colour Differences. Standardization Administration of the People’s Republic of China: Beijing, China, 1990.
- Zhao, Y.; Ren, J.; Zheng, X.; Pan, B.; Leng, W. Effects of three kinds of fungi on color, chemical composition and route of infection of Picea sitchensis. J. For. Eng. 2021, 6, 88–93. [Google Scholar]
- GB/T 4893.6-2013; Test of Surface Coatings of Furniture. Part VI: Determination of Gloss Value. Standardization Administration of the People’s Republic of China: Beijing, China, 2013.
- GB/T 6739-2006; Paint and Varnishes-Determination of Film Hardness by Pencil Test. Standardization Administration of the People’s Republic of China: Beijing, China, 1998.
- GB/T 4893.4-2013; Test of Surface Coatings of Furniture. Part IV: Determination of Adhesion-Cross Cut. Standardization Administration of the People’s Republic of China: Beijing, China, 2013.
- GB/T 1732-1993; Determination of Impact Resistance of Film. Standardization Administration of the People’s Republic of China: Beijing, China, 1993.
- GB/T 4893.1-2005; Furniture—Assessment of Surface Resistance to Cold Liquids. Standardization Administration of the People’s Republic of China: Beijing, China, 2005.
- GB/T 1865-2009; Paints and Varnishes—Artificial Weathering and Exposure to Artificial Radiation—Exposure to Filtered Xenon-Arc Radiation. Standardization Administration of the People’s Republic of China: Beijing, China, 2009.
- Geng, X.Y.; Li, W.; Yin, Q.; Wang, Y.; Han, N.; Wang, N.; Bian, J.M.; Wang, J.P.; Zhang, X.X. Design and fabrication of reversible thermochromic microencapsulated phase change materials for thermal energy storage and its antibacterial activity. Energy 2018, 159, 857–869. [Google Scholar] [CrossRef]
- Geng, X.Y.; Li, W.; Wang, Y.; Lu, J.W.; Wang, J.P.; Wang, N.; Li, J.J.; Zhang, X.X. Reversible thermochromic microencapsulated phase change materials for thermal energy storage application in thermal protective clothing. Appl. Energy 2018, 217, 281–294. [Google Scholar] [CrossRef]
- Tozum, M.S.; Aksoy, S.A.; Alkan, C. Microencapsulation of three-component thermochromic system for reversible color change and thermal energy storage. Fiber. Polym. 2018, 19, 660–669. [Google Scholar] [CrossRef]
- Tao, Z.L.; Cui, J.C.; Qiu, H.X.; Yang, J.H.; Gao, S.L.; Li, J. Microcapsule/silica dual-fillers for self-healing, self-reporting and corrosion protection properties of waterborne epoxy coatings. Prog. Org. Coat. 2021, 159, 106394. [Google Scholar] [CrossRef]
- Yang, S.P.; Macharia, D.K.; Ahmed, S.; Zhu, B.; Zhong, Q.P.; Wang, H.F.; Chen, Z.G. Flexible and reusable non-woven fabric photodetector based on polypyrrole/crystal violate lactone for NIR light detection and writing. Adv. Fiber. Mater. 2020, 2, 150–160. [Google Scholar] [CrossRef]
- Liu, D.F.; Zhang, C.F.; Chen, S.Y.; Zhong, Y.F. Reversible thermochromic ink based on CVL/boric acid/hexadecyl alcohol for anti-counterfeiting printing. J. Imaging Sci. Techn. 2022, 66, 020405. [Google Scholar] [CrossRef]
- Tozum, M.S.; Aksoy, S.A.; Alkan, C. Manufacturing surface active shell and BPA free thermochromic acrylic microcapsules for textile applications. Int. J. Energy Res. 2021, 45, 7018–7037. [Google Scholar] [CrossRef]
- Wang, X.G.; Yin, H.; Chen, Z.F.; Xia, L. Epoxy resin/ethyl cellulose microcapsules prepared by solvent evaporation for repairing microcracks: Particle properties and slow-release performance. Mater. Today Commun. 2020, 22, 100854. [Google Scholar] [CrossRef]
- Jiang, W.J.; Zhou, G.; Wang, C.M.; Xue, Y.F.; Niu, C.X. Synthesis and self-healing properties of composite microcapsule based on sodium alginate/melamine-phenol-formaldehyde resin. Constr. Build. Mater. 2021, 271, 121541. [Google Scholar] [CrossRef]
- Chen, K.L.; Zhou, S.X.; Yang, S.; Wu, L.M. Fabrication of all-water-based self-repairing superhydrophobic coatings based on UV-responsive microcapsules. Adv. Funct. Mater. 2015, 25, 1035–1041. [Google Scholar] [CrossRef]
- Ahangaran, F.; Hayaty, M.; Navarchian, A.H.; Picchioni, F. Micromechanical assessment of PMMA microcapsules containing epoxy and mercaptan as self-healing agents. Polym. Test. 2018, 64, 330–336. [Google Scholar] [CrossRef]
- Lang, S.N.; Zhou, Q.X. Synthesis and characterization of poly(urea-formaldehyde) microcapsules containing linseed oil for self-healing coating development. Prog. Org. Coat. 2017, 105, 99–110. [Google Scholar] [CrossRef]
- Fan, W.J.; Zhang, Y.; Li, W.H.; Wang, W.; Zhao, X.D.; Song, L.Y. Multi-level self-healing ability of shape memory polyurethane coating with microcapsules by induction heating. Chem. Eng. J. 2019, 368, 1033–1044. [Google Scholar] [CrossRef]
- Wang, L.; Yan, X.X. Mechanical and optical properties of thermochromic reversible waterborne primer film on tilia europaea with 1,2-benzo-6-diethylaminofluorane based microcapsules. Polymers 2020, 12, 2062. [Google Scholar] [CrossRef] [PubMed]
- Tao, Y.; Yan, X.X.; Chang, Y.J. Effect of coating process on mechanical, optical, and self-healing properties of waterborne coating on basswood surface with MF-coated shellac core microcapsule. Polymers 2022, 13, 4228. [Google Scholar] [CrossRef] [PubMed]
- Luo, W.J.; Sun, D.W.; Chen, S.S.; Shanmugam, L.; Xiang, Y.; Yang, J.L. Robust Microcapsules with Durable Superhydrophobicity and Superoleophilicity for Efficient Oil-Water Separation. ACS Appl. Mater. Inter. 2021, 12, 57547–57559. [Google Scholar] [CrossRef] [PubMed]
- Uzoma, P.C.; Liu, F.C.; Han, E.H. Multi-stimuli-triggered and self-repairable fluorocarbon organic coatings with urea-formaldehyde microcapsules filled with fluorosilane. J. Mater. Sci. Technol. 2020, 45, 70–83. [Google Scholar] [CrossRef]
- Krishnamoorthy, K.; Pazhamalai, M.P.; Kim, S.J. Mechanochemical reinforcement of graphene sheets into alkyd resin matrix for the development of electrically conductive paints. ChemNanoMat 2018, 4, 568–574. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experimental Materials | Molecular Mass (g/mol) | CAS | Manufacturer |
|---|---|---|---|
| CVL | 415.52 | 1552-42-7 | Wuhan Huaxiang Biotechnology Co., Ltd., Wuhan, China |
| BPA | 228.28 | 80-05-7 | Shanghai sea area chemical Co., Ltd., Shanghai, China |
| Tetradecanol | 214.38 | 112-72-1 | Guangzhou Jiangshun Chemical Technology Co., Ltd., Guangzhou, China |
| 37.0% formaldehyde | 30.03 | 50-00-0 | Shandong xinjiucheng Chemical Technology Co., Ltd., Jinan, China |
| Triethanolamine | 149.19 | 102-71-6 | Shandong Chengkai New Material Co., Ltd., Linyi, China |
| Urea | 60.06 | 57-13-6 | Guangzhou Suixin Chemical Co., Ltd., Guangzhou, China |
| Citric acid monohydrate | 502.51 | 99026-99-0 | Jinan Xiaoshi Chemical Co., Ltd., Jinan, China |
| Absolute ethanol | 46.06 | 64-17-5 | Guangzhou Chengyi Nuoyi Instrument Co., Ltd., Guangzhou, China |
| Acetic acid | 60.05 | 64-19-7 | Jinan Xiaoshi Chemical Co., Ltd., Jinan, China |
| Hydrochloric acid | 36.46 | 7647-01-0 | Jinan Xiaoshi Chemical Co., Ltd., Jinan, China |
| Gum acacia | - | 9000-01-5 | Nanjing Jinyou Biotechnology Co., Ltd., Nanjing, China |
| Alkyd resin paint | - | - | Zhejiang Daqiao paint Co., Ltd., Huzhou, China |
| Level | CVL:BPA | CVL:Tetradecanol | Temperature (°C) | Mixing Time (h) |
|---|---|---|---|---|
| 1 | 1:2 | 1:40 | 70 | 1.0 |
| 2 | 1:3 | 1:50 | 80 | 1.5 |
| 3 | 1:4 | 1:60 | 90 | 2.0 |
| Sample (#) | CVL:BPA | CVL:Tetradecanol | Temperature (°C) | Mixing Time (h) |
|---|---|---|---|---|
| 1 | 1:2 | 1:40 | 70 | 1.0 |
| 2 | 1:2 | 1:50 | 80 | 1.5 |
| 3 | 1:2 | 1:60 | 90 | 2.0 |
| 4 | 1:3 | 1:40 | 80 | 2.0 |
| 5 | 1:3 | 1:50 | 90 | 1.0 |
| 6 | 1:3 | 1:60 | 70 | 1.5 |
| 7 | 1:4 | 1:40 | 90 | 1.5 |
| 8 | 1:4 | 1:50 | 70 | 2.0 |
| 9 | 1:4 | 1:60 | 80 | 1.0 |
| Mass Fraction of Microcapsules (%) | Microcapsule Weight (g) | Coating Weight (g) |
|---|---|---|
| 0 | 0 | 2.0 |
| 5.0 | 0.1 | 1.9 |
| 10.0 | 0.2 | 1.8 |
| 15.0 | 0.3 | 1.7 |
| 20.0 | 0.4 | 1.6 |
| 25.0 | 0.5 | 1.5 |
| Sample (#) | Leucophore: Developer | Leucophore: Solvent | Temperature (°C) | Time (h) | Discoloration Temperature (°C) |
|---|---|---|---|---|---|
| 1 | 1:2 | 1:40 | 70 | 1:2 | 33 |
| 2 | 1:2 | 1:50 | 80 | 1:2 | 34 |
| 3 | 1:2 | 1:60 | 90 | 1:2 | 30 |
| 4 | 1:3 | 1:40 | 80 | 1:3 | 29 |
| 5 | 1:3 | 1:50 | 90 | 1:3 | 28 |
| 6 | 1:3 | 1:60 | 70 | 1:3 | 25 |
| 7 | 1:4 | 1:40 | 90 | 1:4 | 29 |
| 8 | 1:4 | 1:50 | 70 | 1:4 | 30 |
| 9 | 1:4 | 1:60 | 80 | 1:4 | 31 |
| Mean value 1 | 32.333 | 30.333 | 29.333 | 30.667 | |
| Mean value 2 | 27.333 | 30.667 | 31.333 | 29.333 | |
| Mean value 3 | 30.000 | 28.667 | 29.000 | 29.667 | |
| Range | 5.000 | 2.000 | 2.333 | 1.334 |
| Factor | Sum of Squares of Deviations | Freedom | F Ratio | F Critical Value | Significance |
|---|---|---|---|---|---|
| Leucophore: Developer | 37.556 | 2 | 13.000 | 9.000 | * |
| Leucophore: Solvent | 6.889 | 2 | 2.385 | 9.000 | |
| Temperature (°C) | 9.556 | 2 | 3.308 | 9.000 | |
| Time (h) | 2.889 | 2 | 1.000 | 9.000 | |
| Error | 2.89 | 2 |
| Peak Value (cm−1) | Characteristic Peak | Substance | Cause of Formation |
|---|---|---|---|
| 3337 | -OH | BPA | telescopic peak |
| 2967 | C-CH3 | BPA | telescopic peak |
| 1511 and 1441 | Benzene ring C=C skeleton | BPA | telescopic peak |
| 1240 | C-OH | BPA | Absorption peak |
| 294 and 1012 | C-O | BPA | telescopic peak |
| 1740 | Lactone cyclocarbonyl C=O | CVL | telescopic peak |
| 1191 and 1071 | Ester group C-O-C | CVL | Symmetric telescopic peak |
| 1615 | Ester carbonyl of non-lactone ring structure C=O | Color-changing compound | Absorption peak |
| 3337 | -OH in the carboxyl group | Color-changing compound | Absorption peak |
| Microcapsule Content (%) | Color Parameter | 55 °C | 60 °C | 65 °C | 70 °C | 75 °C | 80 °C | 85 °C |
|---|---|---|---|---|---|---|---|---|
| 0 | L | 35.30 ± 1.76 | 34.60 ± 1.73 | 34.70 ± 1.73 | 36.20 ± 1.81 | 36.20 ± 1.81 | 34.00 ± 1.70 | 35.10 ± 1.75 |
| a | 22.30 ± 1.11 | 24.80 ± 1.24 | 22.50 ± 1.12 | 20.20 ± 1.01 | 24.70 ± 1.23 | 25.00 ± 1.25 | 24.60 ± 1.23 | |
| b | 15.00 ± 0.75 | 14.40 ± 0.72 | 15.80 ± 0.79 | 15.40 ± 0.77 | 14.20 ± 0.71 | 15.60 ± 0.78 | 15.80 ± 0.79 | |
| ∆E | 2.23 ± 0.11 | 3.78 ± 0.18 | 2.25 ± 0.11 | 3.11 ± 0.15 | 4.45 ± 0.22 | 4.38 ± 0.21 | 4.00 ± 0.2 | |
| 5.0 | L | 64.40 ± 3.22 | 65.30 ± 3.26 | 67.10 ± 3.35 | 66.10 ± 3.30 | 66.00 ± 3.30 | 71.50 ± 3.57 | 70.50 ± 3.52 |
| a | −0.70 ± 0.03 | 0.00 ± 0.00 | −0.65 ± 0.03 | 0.05 ± 0.00 | 0.70 ± 0.03 | −1.08 ± 0.05 | 0.95 ± 0.04 | |
| b | 8.90 ± 0.44 | 8.25 ± 0.41 | 10.90 ± 0.54 | 11.40 ± 0.57 | 13.70 ± 0.68 | 15.00 ± 0.75 | 15.70 ± 0.78 | |
| ∆E | 5.68 ± 0.28 | 5.51 ± 0.27 | 8.77 ± 0.43 | 8.51 ± 0.42 | 10.48 ± 0.52 | 14.71 ± 0.73 | 14.50 ± 0.72 | |
| 10.0 | L | 66.20 ± 3.31 | 64.80 ± 3.24 | 65.20 ± 3.26 | 65.00 ± 3.25 | 66.40 ± 3.32 | 68.00 ± 3.40 | 65.10 ± 3.25 |
| a | −2.30 ± 0.11 | −1.40 ± 0.07 | −1.40 ± 0.07 | −1.30 ± 0.06 | −0.60 ± 0.03 | −1.20 ± 0.06 | −1.10 ± 0.05 | |
| b | 8.60 ± 0.43 | 12.10 ± 0.60 | 13.90 ± 0.69 | 16.00 ± 0.80 | 18.90 ± 0.94 | 21.90 ± 1.09 | 22.70 ± 1.13 | |
| ∆E | 6.06 ± 0.30 | 6.52 ± 0.32 | 7.97 ± 0.39 | 9.68 ± 0.48 | 12.39 ± 0.61 | 15.71 ± 0.78 | 15.80 ± 0.79 | |
| 15.0 | L | 57.70 ± 2.88 | 60.30 ± 3.01 | 58.30 ± 2.91 | 57.30 ± 2.86 | 57.30 ± 2.86 | 59.70 ± 2.98 | 60.30 ± 3.01 |
| a | −3.90 ± 0.19 | −3.80 ± 0.19 | −3.80 ± 0.19 | −3.60 ± 0.18 | −3.40 ± 0.17 | −2.40 ± 0.12 | −2.10 ± 0.10 | |
| b | 6.80 ± 0.34 | 9.30 ± 0.46 | 11.90 ± 0.59 | 14.50 ± 0.72 | 16.60 ± 0.83 | 18.10 ± 0.90 | 17.80 ± 0.89 | |
| ∆E | 4.77 ± 0.23 | 5.70 ± 0.28 | 8.03 ± 0.40 | 10.73 ± 0.53 | 12.90 ± 0.64 | 14.32 ± 0.71 | 14.20 ± 0.71 | |
| 20.0 | L | 58.60 ± 2.93 | 58.70 ± 2.93 | 58.30 ± 2.91 | 57.60 ± 2.88 | 59.90 ± 2.99 | 61.20 ± 3.06 | 58.70 ± 2.93 |
| a | −3.10 ± 0.15 | −2.60 ± 0.13 | −3.20 ± 0.16 | −2.30 ± 0.11 | −1.90 ± 0.09 | −1.70 ± 0.08 | −1.60 ± 0.08 | |
| b | 4.50 ± 0.22 | 4.50 ± 0.22 | 7.30 ± 0.36 | 9.10 ± 0.45 | 10.50 ± 0.52 | 11.60 ± 0.58 | 12.30 ± 0.61 | |
| ∆E | 5.48 ± 0.27 | 5.68 ± 0.28 | 7.87 ± 0.39 | 9.54 ± 0.47 | 11.62 ± 0.58 | 13.12 ± 0.65 | 13.00 ± 0.65 | |
| 25.0 | L | 64.00 ± 3.20 | 63.00 ± 3.15 | 64.30 ± 3.21 | 63.10 ± 3.15 | 65.50 ± 3.27 | 66.10 ± 3.30 | 67.30 ± 3.36 |
| a | −1.90 ± 0.09 | −2.70 ± 0.13 | −1.80 ± 0.09 | −2.20 ± 0.11 | −1.40 ± 0.07 | −1.60 ± 0.08 | −1.70 ± 0.08 | |
| b | 2.80 ± 0.14 | 4.60 ± 0.23 | 4.70 ± 0.23 | 5.20 ± 0.26 | 6.80 ± 0.34 | 8.70 ± 0.43 | 7.60 ± 0.38 | |
| ∆E | 8.62 ± 0.43 | 9.70 ± 0.48 | 10.41 ± 0.52 | 10.28 ± 0.51 | 12.85 ± 0.64 | 14.81 ± 0.74 | 14.40 ± 0.72 |
| Mass Fraction of Microcapsules (%) | 20° (%) | 60° (%) | 85° (%) | Extinction Rate (%) |
|---|---|---|---|---|
| 0 | 173.9 ± 8.6 | 179.5 ± 8.9 | 95.2 ± 4.7 | - |
| 5.0 | 44.2 ± 2.2 | 67.6 ± 3.3 | 58.3 ± 2.9 | 62.3 ± 3.1 |
| 10.0 | 22.6 ± 1.1 | 42.8 ± 2.1 | 42.1 ± 2.1 | 76.1 ± 3.8 |
| 15.0 | 15.3 ± 0.7 | 37.6 ± 1.8 | 42.4 ± 2.1 | 79.0 ± 3.9 |
| 20.0 | 0.5 ± 0.0 | 0.9 ± 0.0 | 0.3 ± 0.0 | 99.4 ± 4.9 |
| 25.0 | 0.4 ± 0.0 | 0.9 ± 0.0 | 0.6 ± 0.0 | 99.4 ± 4.9 |
| Mass Fraction of Microcapsules (%) | Hardness | Adhesion (Level) | Impact Strength (kg·cm) |
|---|---|---|---|
| 0 | 2H | 0 | 18.0 ± 0 |
| 5.0 | 2H | 1 | 20.0 ± 1 |
| 10.0 | 2H | 1 | 20.0 ± 1 |
| 15.0 | 3H | 1 | 20.0 ± 1 |
| 20.0 | 4H | 1 | 18.0 ± 0 |
| 25.0 | 5H | 2 | 17.0 ± 0 |
| Mass Fraction of Microcapsules (%) | Cold-Liquid-Resistance Color Difference | |||
|---|---|---|---|---|
| Acetic Acid | Coffee | NaCl Solution | Ethanol | |
| 0 | 1.8 ± 0 | 4.9 ± 0.2 | 2.4 ± 0.1 | 3.6 ± 0.1 |
| 5.0 | 12.6 ± 0.6 | 2.7 ± 0.1 | 6.7 ± 0.3 | 18.5 ± 0.9 |
| 10.0 | 7.3 ± 0.3 | 4.4 ± 0.2 | 4.1 ± 0.2 | 2.1 ± 0.1 |
| 15.0 | 5.4 ± 0.2 | 5.5 ± 0.2 | 9.1 ± 0.4 | 8.5 ± 0.4 |
| 20.0 | 4.0 ± 0.2 | 10.5 ± 0.5 | 7.4 ± 0.3 | 1.8 ± 0 |
| 25.0 | 3.8 ± 0.1 | 13.2 ± 0.6 | 3.0 ± 0.1 | 1.9 ± 0 |
| Mass Fraction of Microcapsules (%) | Gloss before Cold-Liquid Resistance | Cold-Resistant Gloss (%) | |||
|---|---|---|---|---|---|
| Acetic Acid | Coffee | NaCl Solution | Ethanol | ||
| 0 | 179.5 ± 8.8 | 172.5 ± 8.6 | 170.2 ± 8.5 | 170.5 ± 8.5 | 175.8 ± 8.7 |
| 5.0 | 67.6 ± 3.3 | 68.4 ± 3.4 | 62.6 ± 3.1 | 67.5 ± 3.3 | 63.9 ± 3.1 |
| 10.0 | 42.8 ± 2.1 | 49.3 ± 2.4 | 46.0 ± 2.3 | 47.0 ± 2.3 | 47.6 ± 2.3 |
| 15.0 | 37.6 ± 1.8 | 40.8 ± 2.0 | 36.2 ± 1.8 | 35.0 ± 1.7 | 37.9 ± 1.8 |
| 20.0 | 0.9 ± 0 | 1.2 ± 0 | 1.0 ± 0 | 0.8 ± 0 | 0.9 ± 0 |
| 25.0 | 0.9 ± 0 | 0.9 ± 0 | 1.0 ± 0 | 1.1 ± 0 | 1.0 ± 0 |
| Mass Fraction of Microcapsules (%) | Cold-Liquid-Resistance Grade (Level) | |||
|---|---|---|---|---|
| Acetic Acid | Coffee | NaCl Solution | Ethanol | |
| 0 | 1 | 1 | 1 | 1 |
| 5.0 | 1 | 1 | 1 | 1 |
| 10.0 | 1 | 1 | 1 | 1 |
| 15.0 | 1 | 2 | 1 | 1 |
| 20.0 | 1 | 2 | 1 | 1 |
| 25.0 | 1 | 3 | 1 | 1 |
| Microcapsule Content (%) | State | L | a | b | ∆L | ∆a | ∆b | Chromatic Aberration |
|---|---|---|---|---|---|---|---|---|
| 0 | Before aging | 81.05 ± 4.07 | −6.43 ± 0.32 | 29.15 ± 1.45 | 1.05 ± 0.05 | −1.93 ± 0.09 | 5.75 ± 0.28 | 6.15 ± 0.30 |
| After aging | 80.00 ± 4.00 | −4.50 ± 0.22 | 23.40 ± 1.17 | |||||
| 10.0 | Before aging | 63.35 ± 3.16 | 2.95 ± 0.14 | 7.45 ± 0.37 | 2.25 ± 0.11 | 3.35 ± 0.16 | −5.72 ± 0.28 | 7.00 ± 0.35 |
| After aging | 61.10 ± 3.05 | −0.40 ± 0.02 | 13.17 ± 0.65 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, W.; Yan, X.; Zhao, W. Preparation of Crystal Violet Lactone Complex and Its Effect on Discoloration of Metal Surface Coating. Polymers 2022, 14, 4443. https://doi.org/10.3390/polym14204443
Li W, Yan X, Zhao W. Preparation of Crystal Violet Lactone Complex and Its Effect on Discoloration of Metal Surface Coating. Polymers. 2022; 14(20):4443. https://doi.org/10.3390/polym14204443
Chicago/Turabian StyleLi, Wenbo, Xiaoxing Yan, and Wenting Zhao. 2022. "Preparation of Crystal Violet Lactone Complex and Its Effect on Discoloration of Metal Surface Coating" Polymers 14, no. 20: 4443. https://doi.org/10.3390/polym14204443
APA StyleLi, W., Yan, X., & Zhao, W. (2022). Preparation of Crystal Violet Lactone Complex and Its Effect on Discoloration of Metal Surface Coating. Polymers, 14(20), 4443. https://doi.org/10.3390/polym14204443