
3D Printed Hollow Off-Axis Profiles Based on Carbon Fiber-Reinforced Polymers: Mechanical Testing and Finite Element Method Analysis

 ,
,  ,
,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
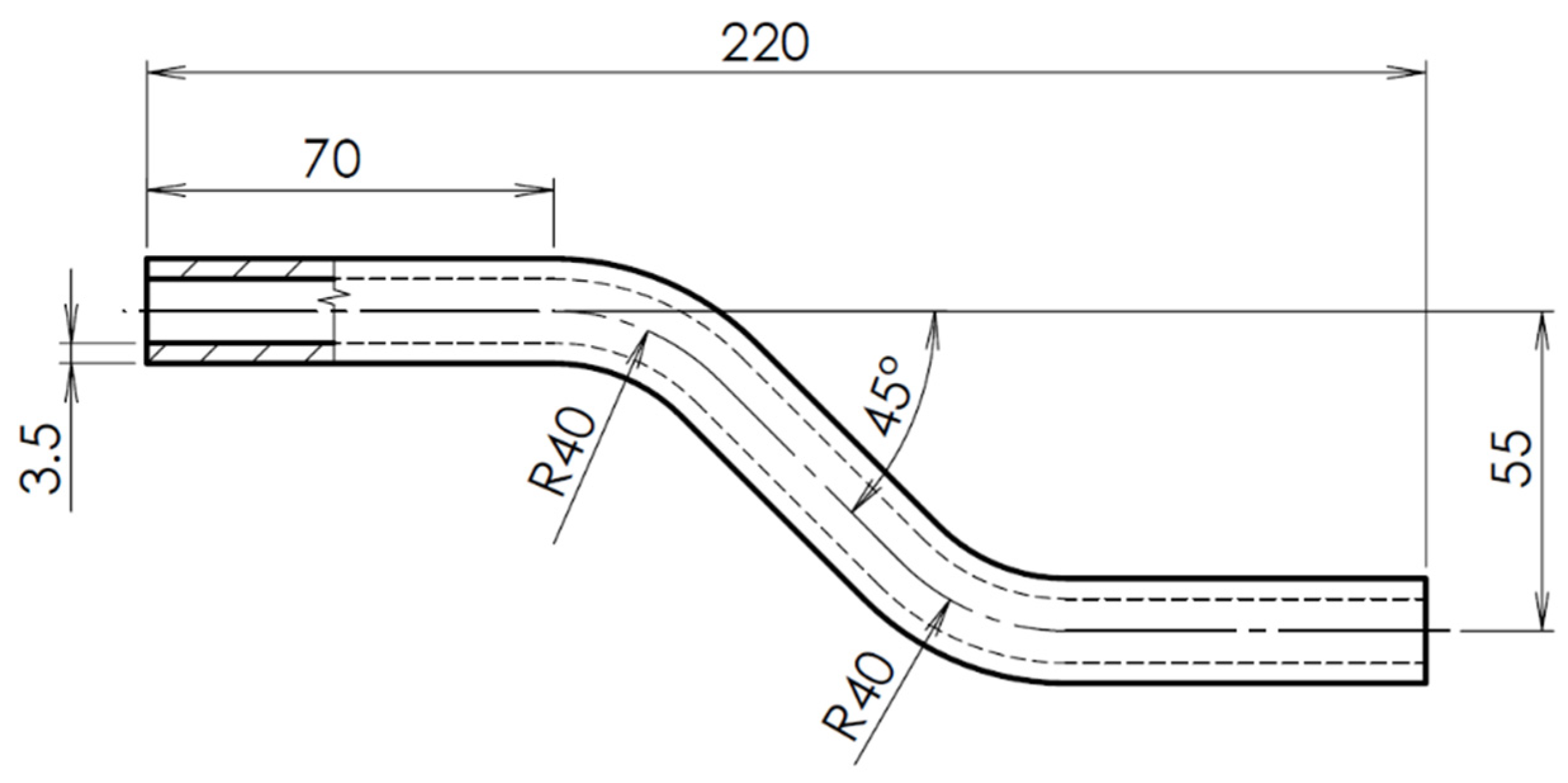
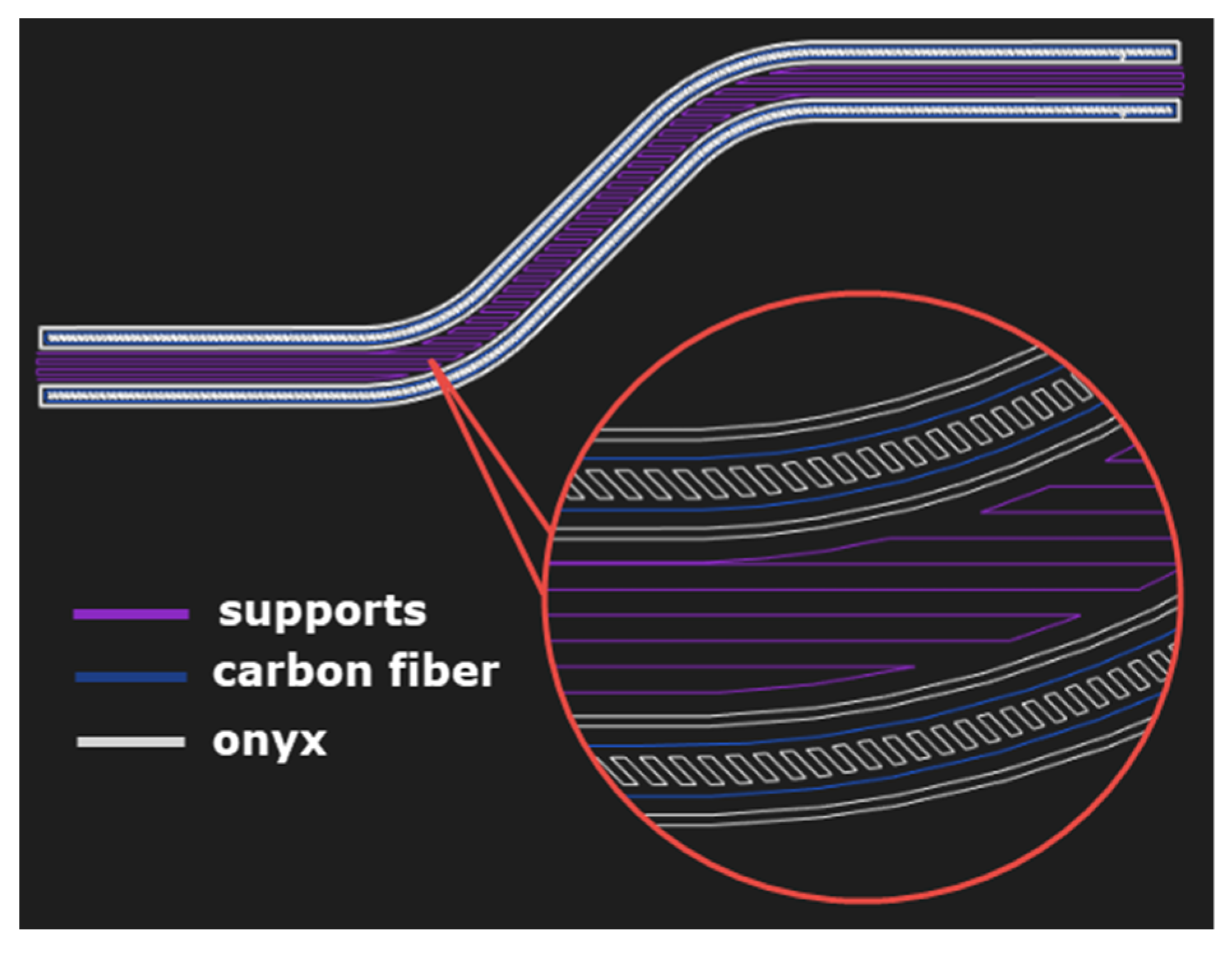
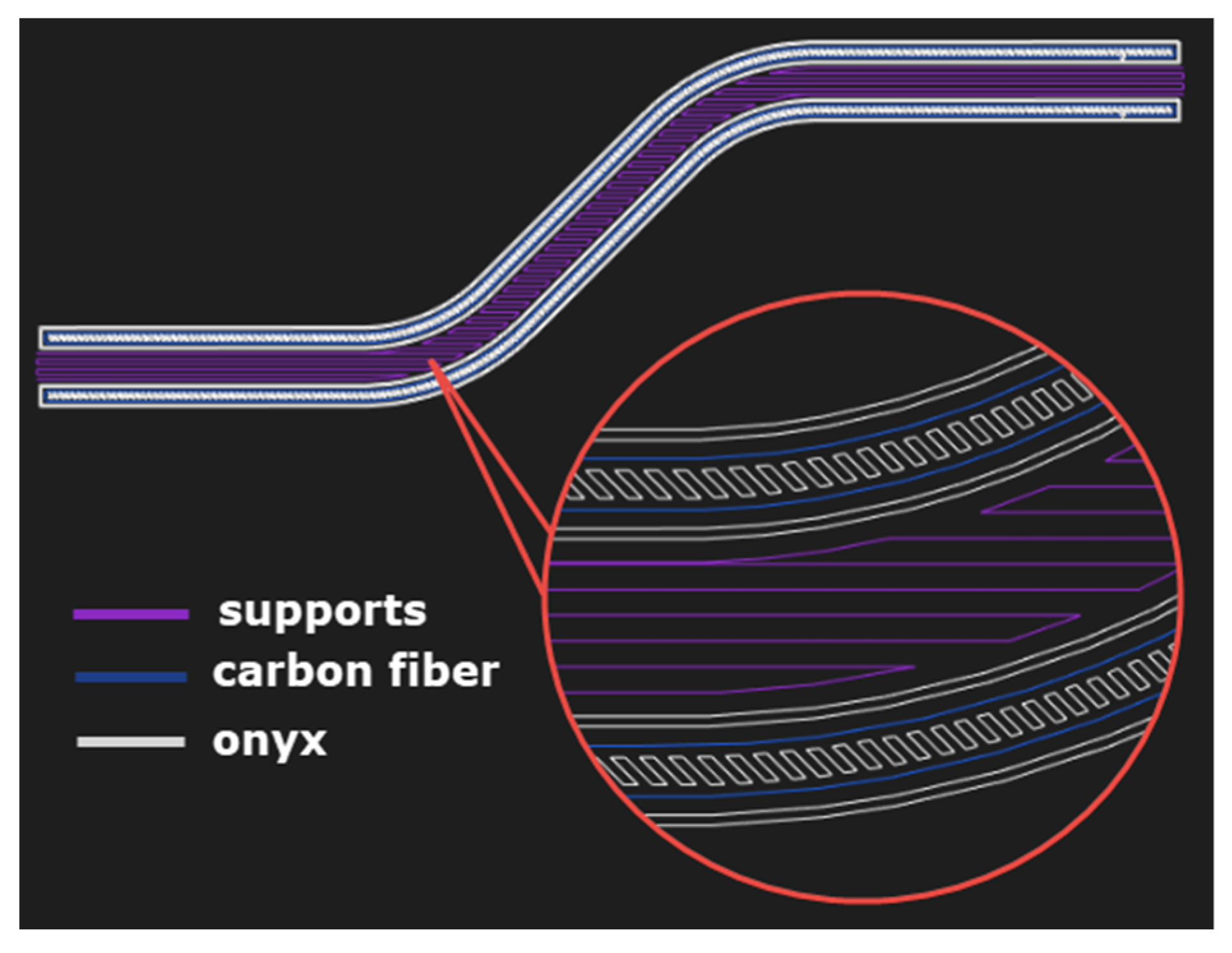
2.1. Design and Manufacture of an Off-Axis CFRP Profiles
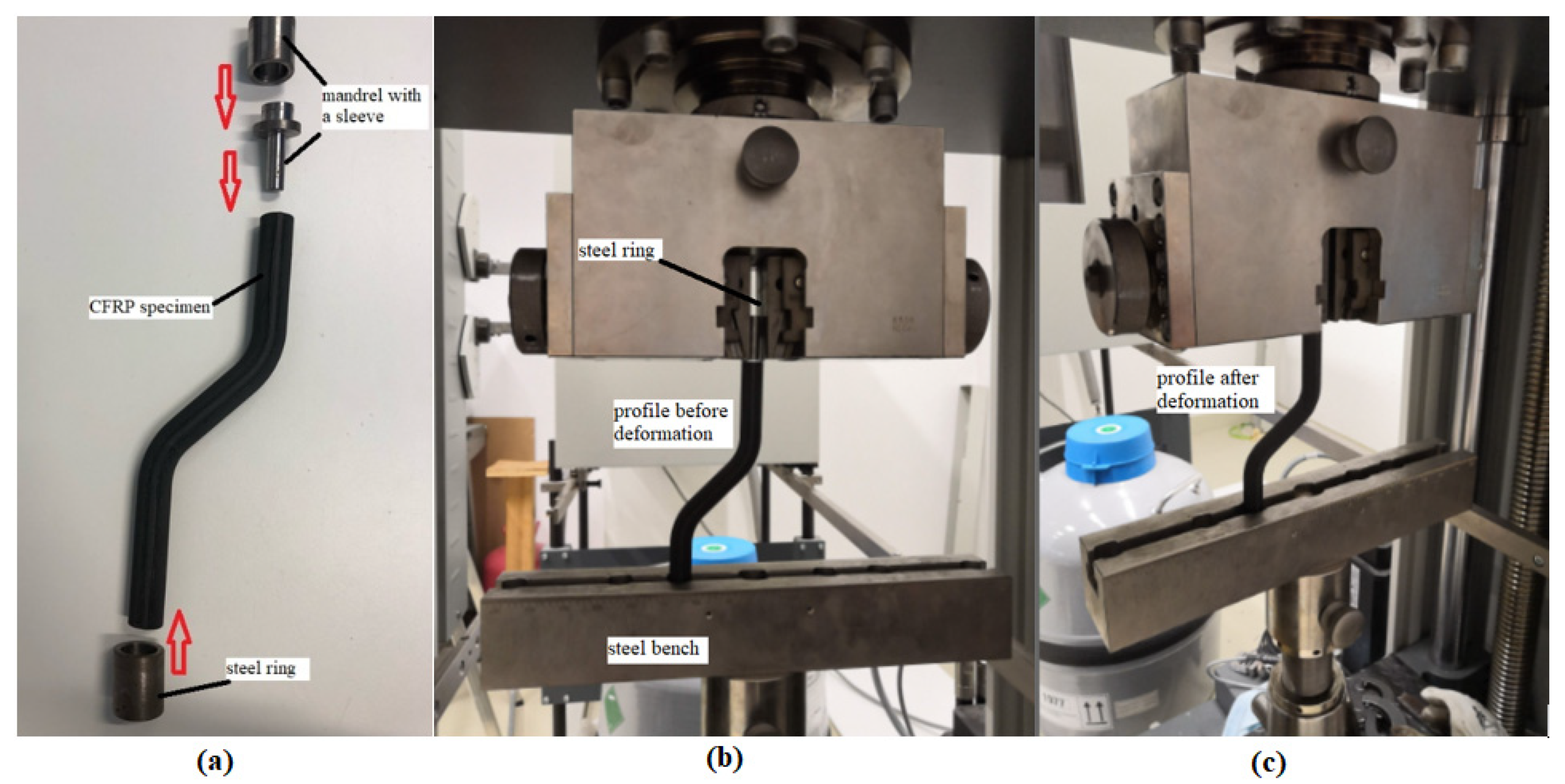
2.2. Testing of an Off-Axis CFRP Profile
3. Results and Discussion
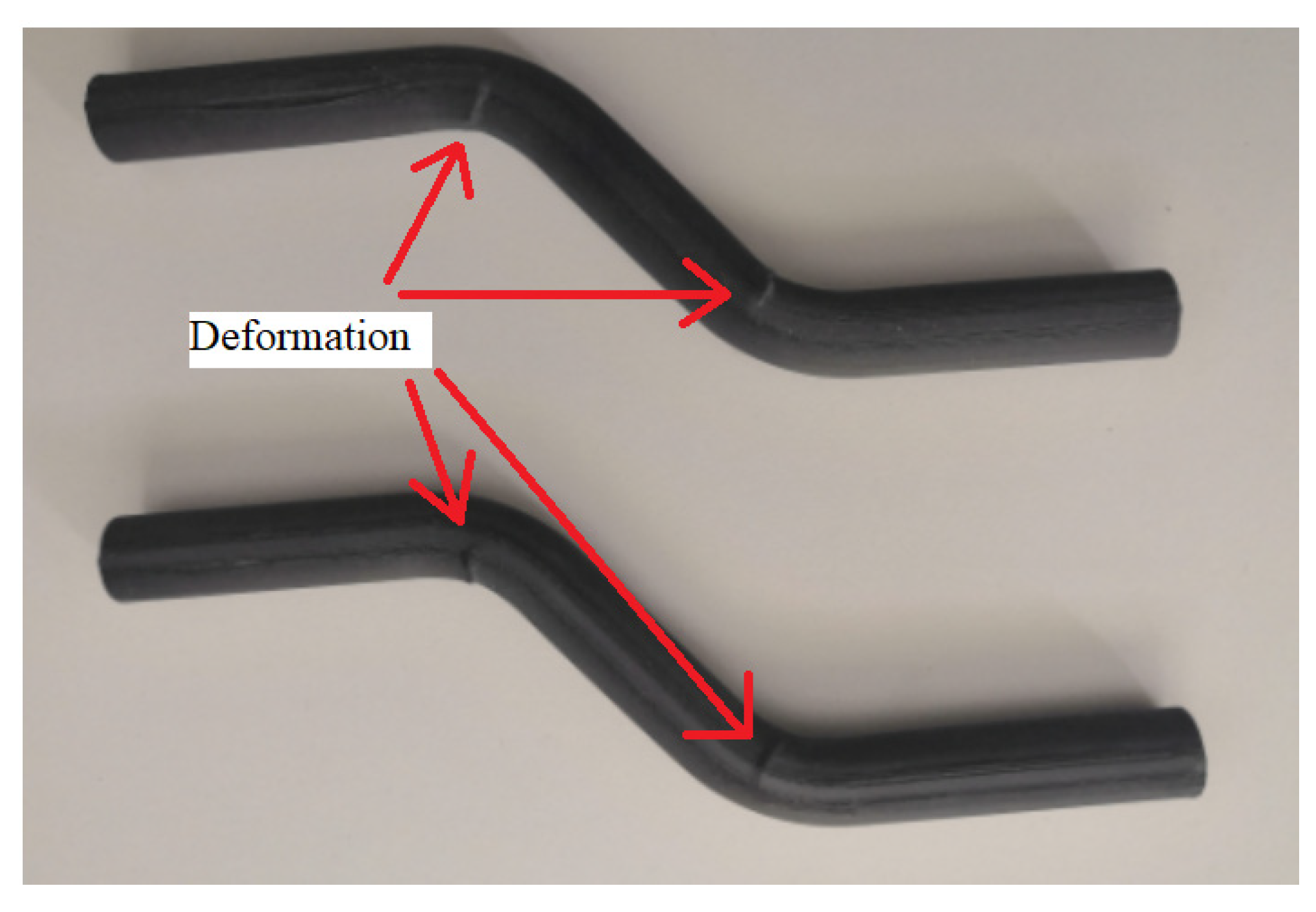
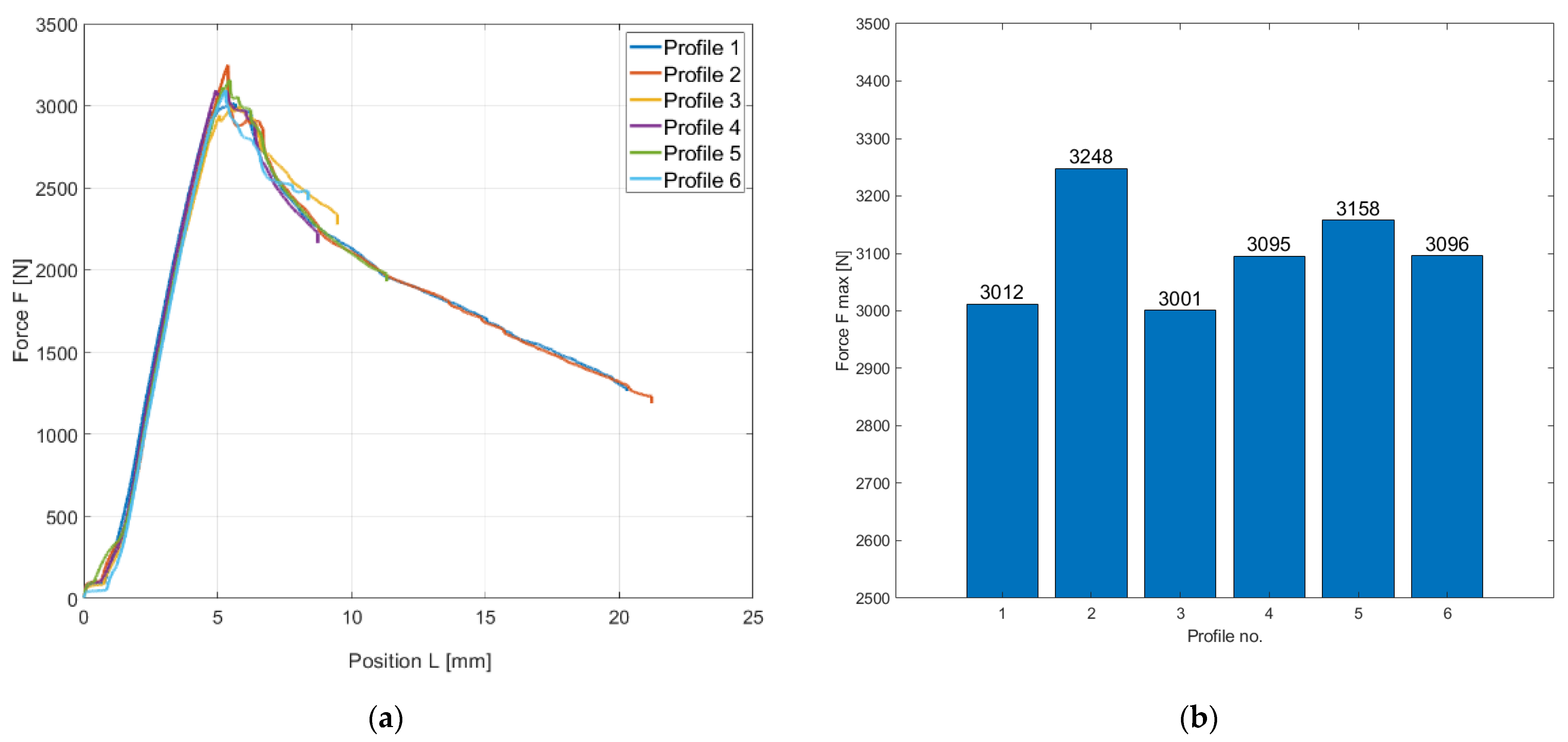
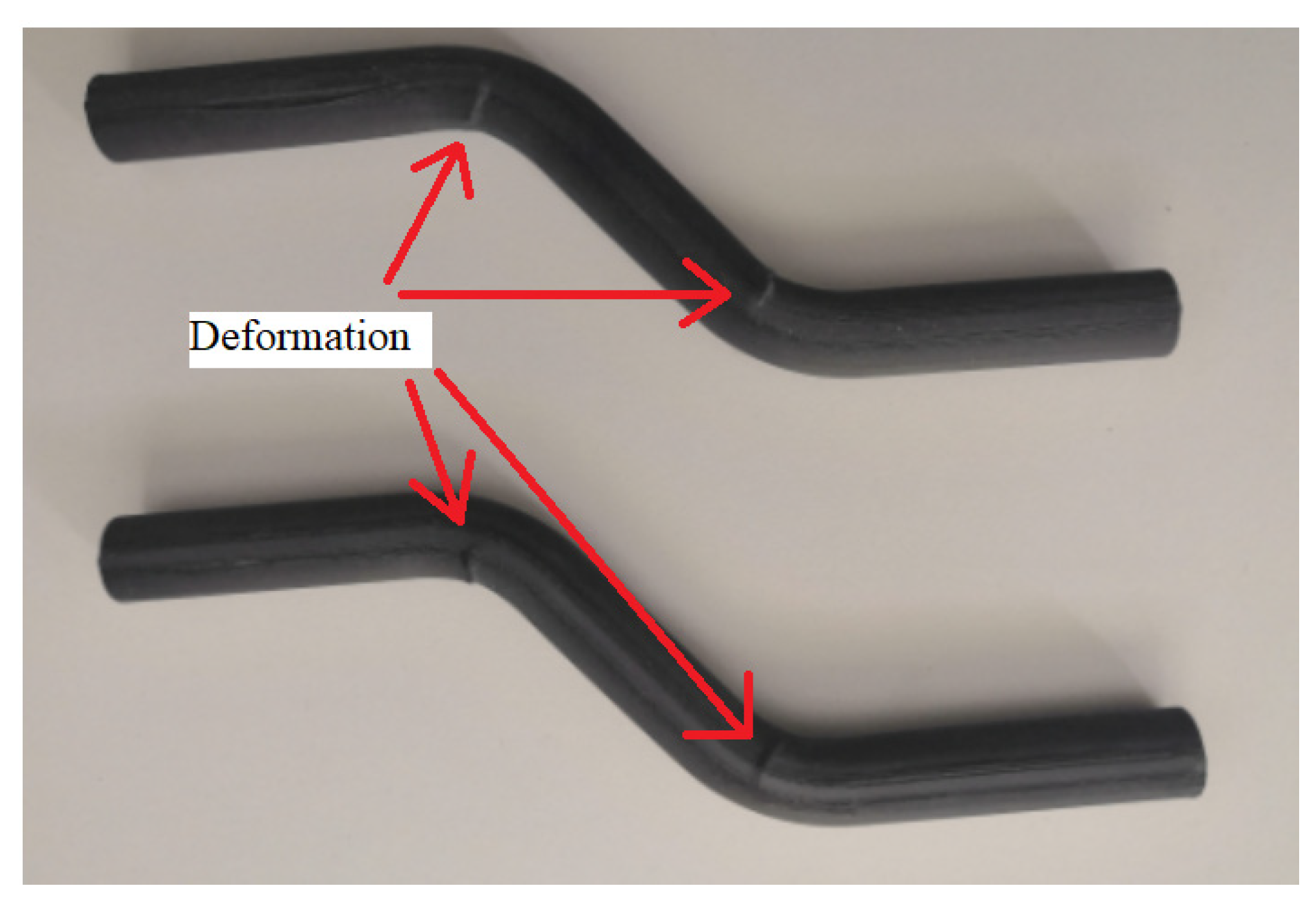
3.1. Buckling Test of Hollow Composite Profiles
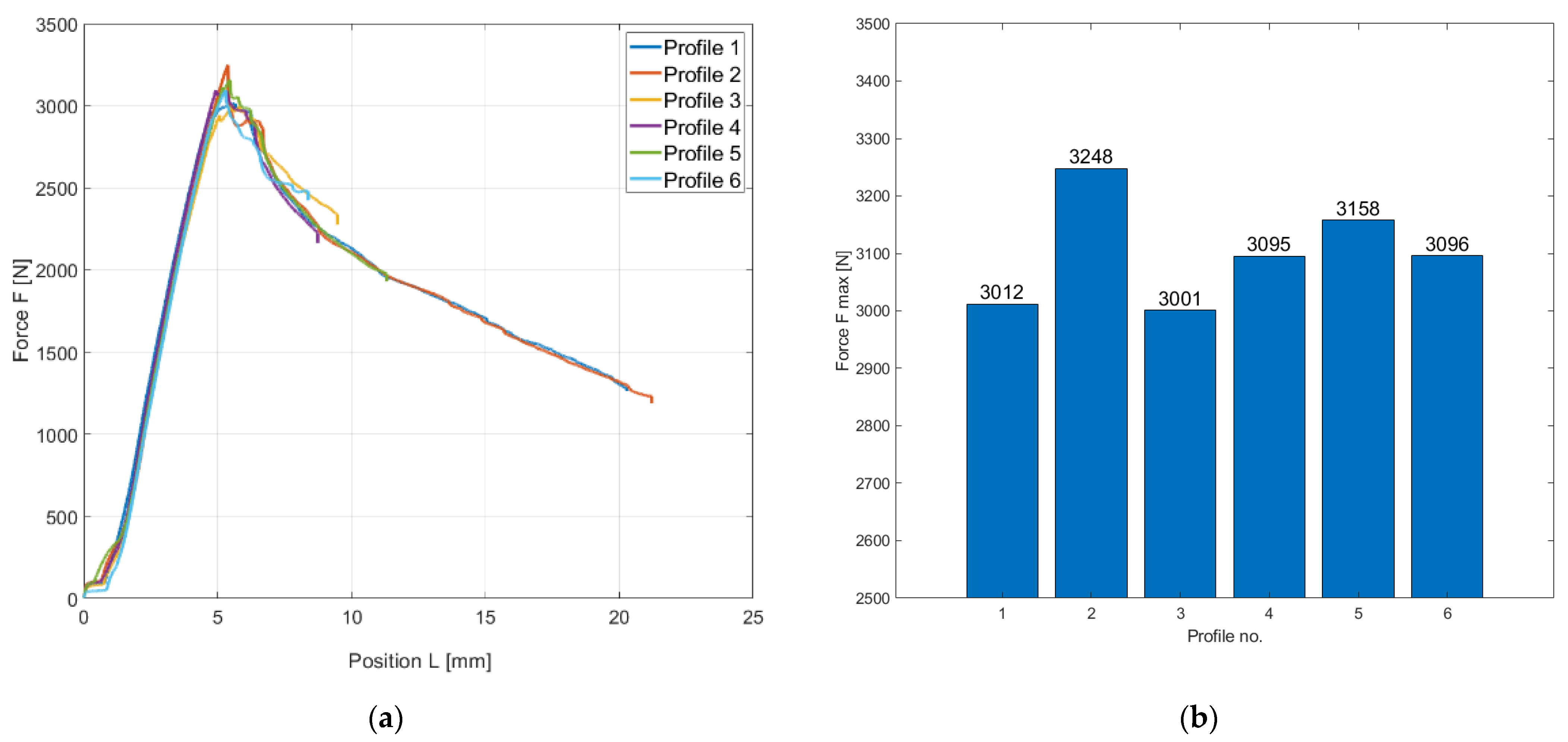
3.1.1. Graphic Evaluation of the Buckling Test of Hollow Composite Profiles
3.1.2. Statistical Evaluation of the Buckling Test of Hollow Composite Profiles
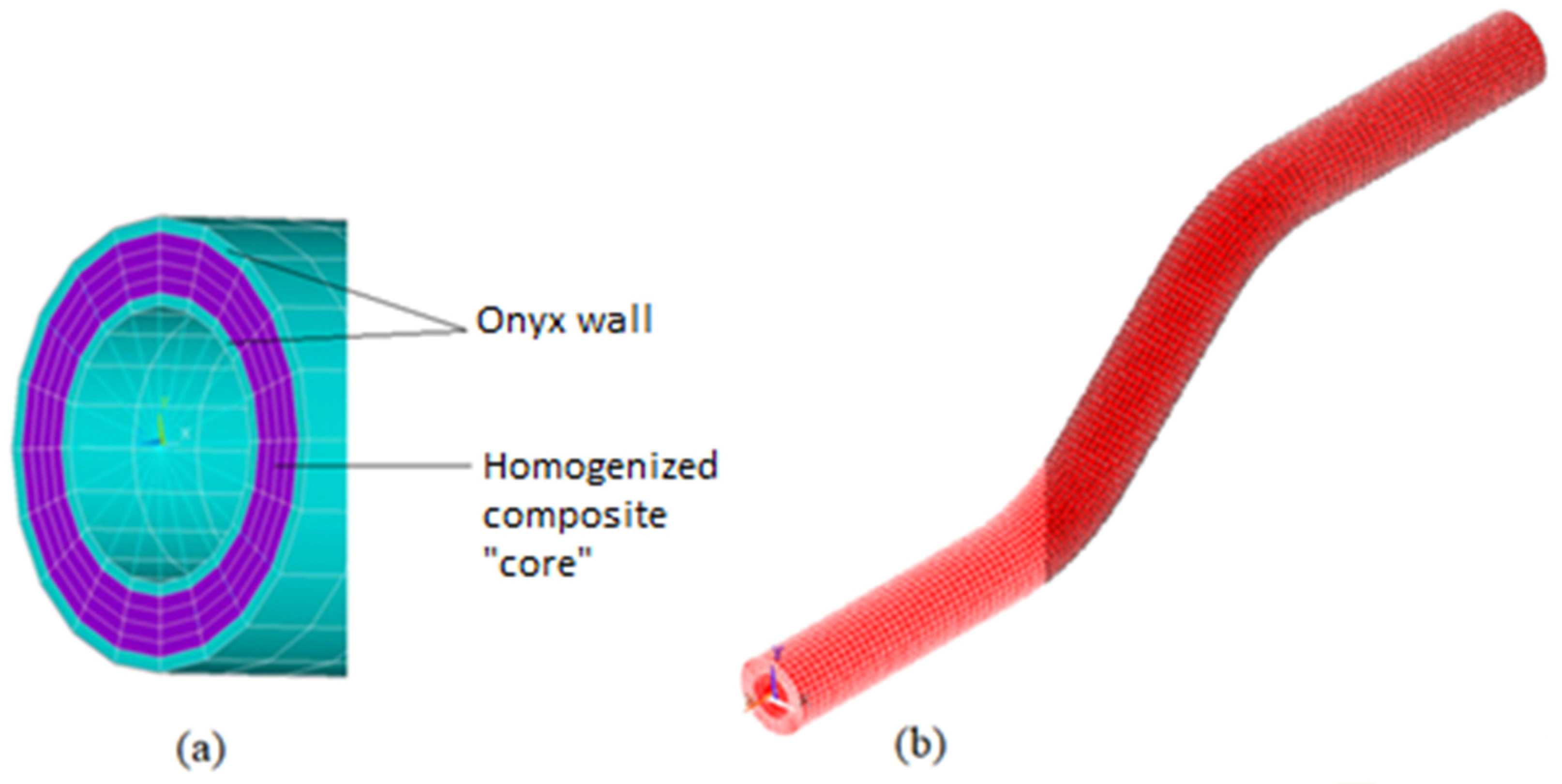
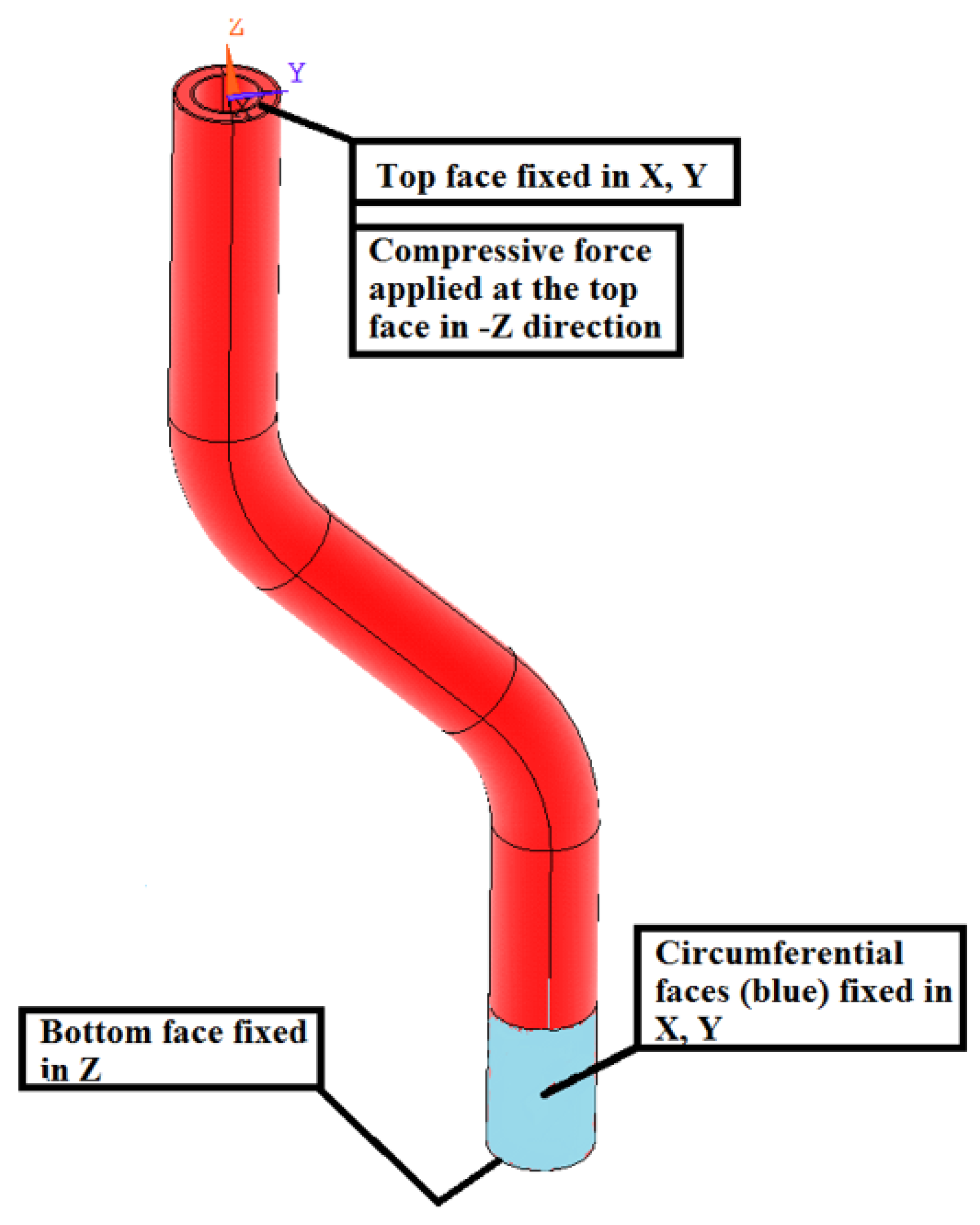
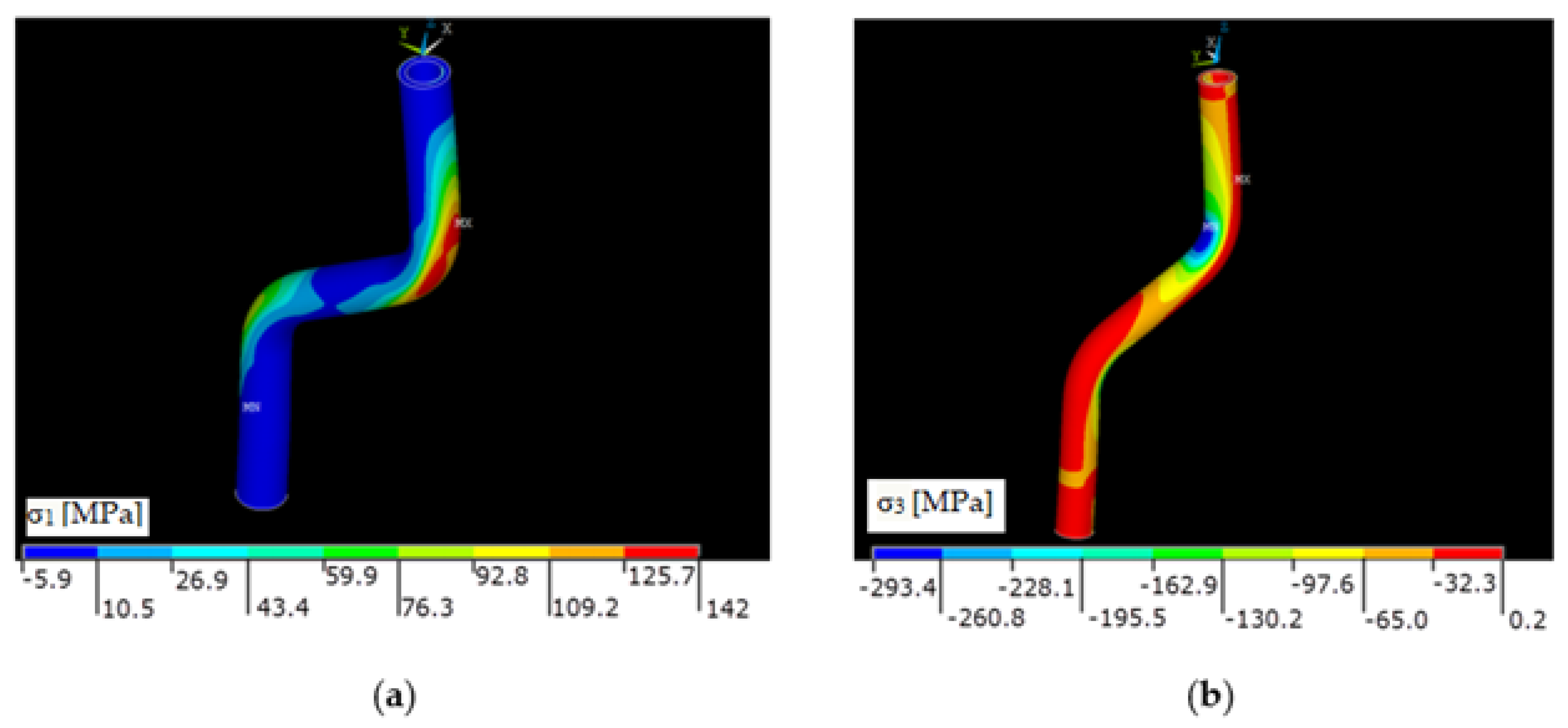
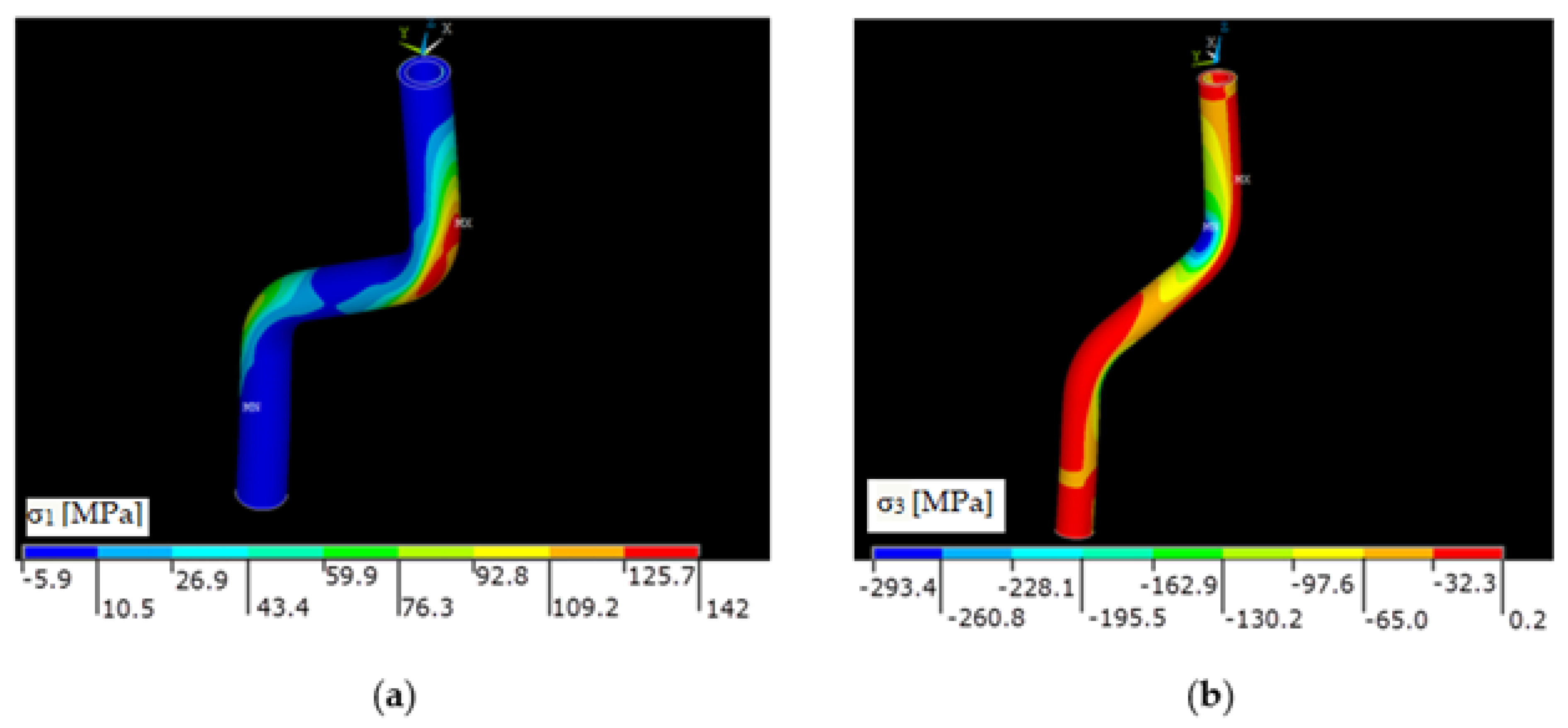
3.2. Analysis of Composite Profiles Using FEM
Analytical Relationships for Long Fiber Unidirectional Composites
- Longitudinal Young’s modulus: 46,522 MPa
- Poisson’s ratio: 0.35
- Transversal Young’s modulus: 5646 MPa
- Transversal Poisson’s ratio: 0.59
- Shear modulus: 2024 Mpa
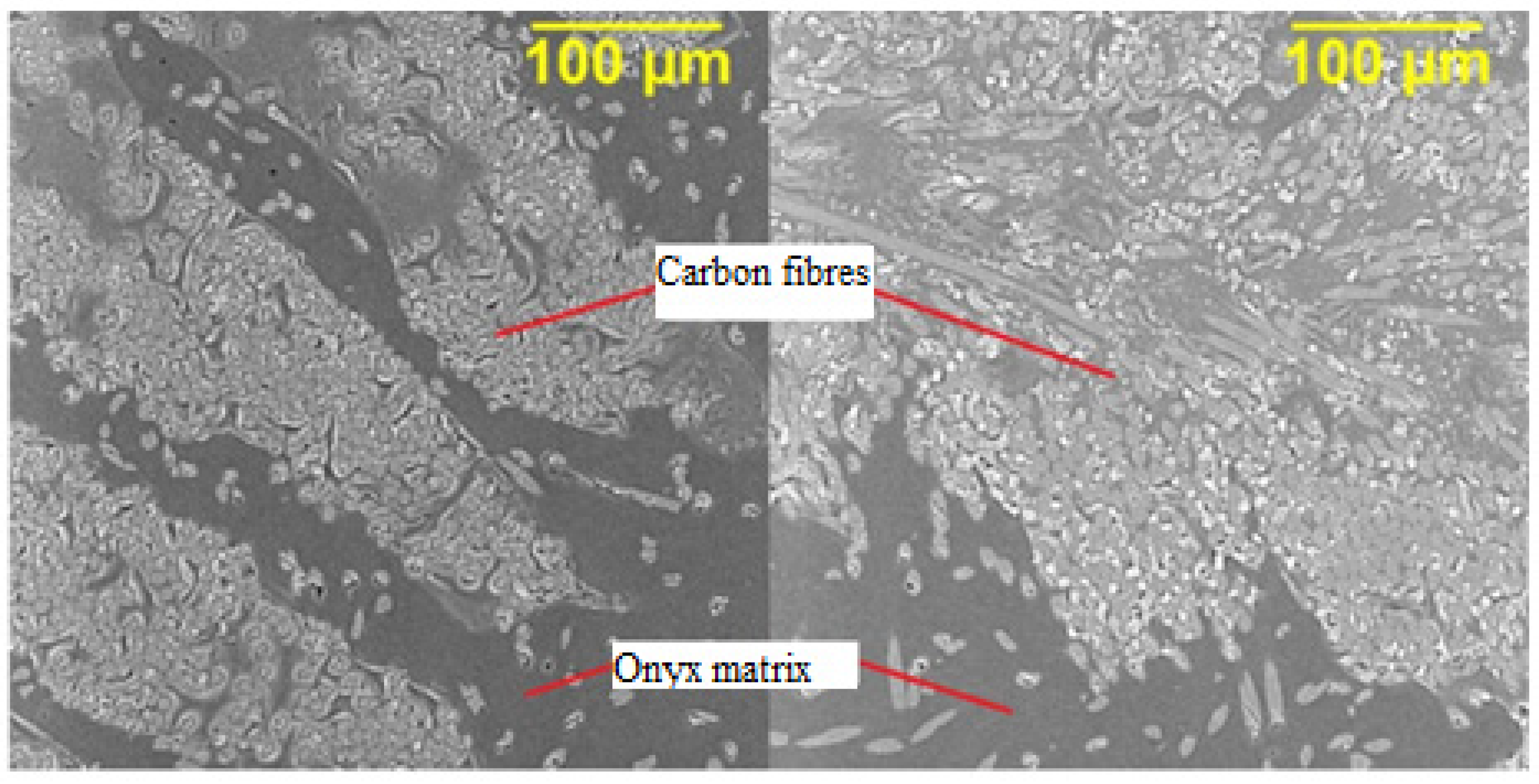
3.3. Microstructure
3.3.1. Microstructure of Composite Profiles Using Optical Microscopy
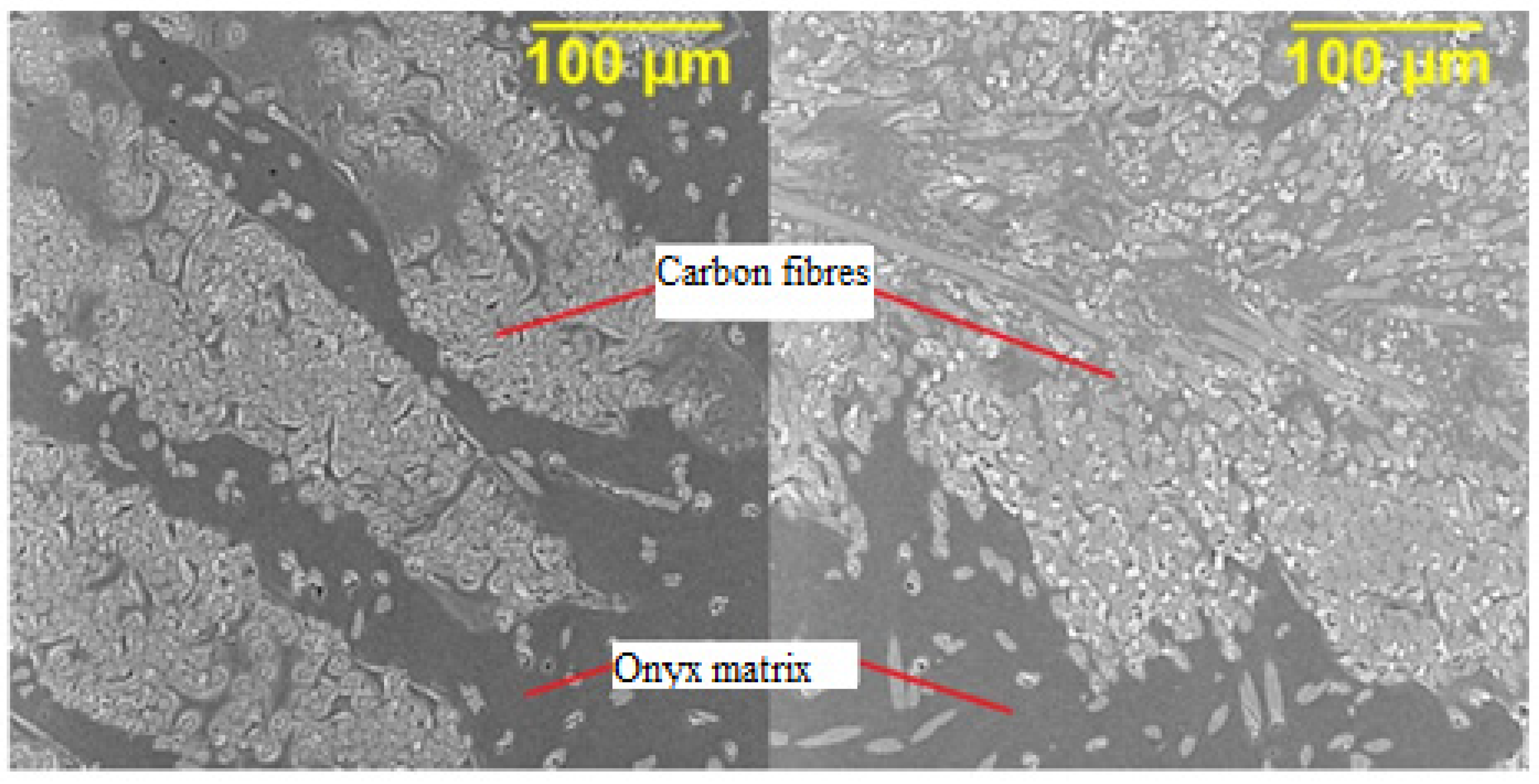
3.3.2. Microstructure of Composite Profiles Using SEM Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yang, C.; Kim, Y.; Ryu, S.; Gu, G.X. Prediction of composite microstructure stress-strain curves using convolutional neural networks. Mater. Des. 2020, 189, 108509. [Google Scholar] [CrossRef]
- Prabhakar, M.M.; Rajini, N.; Ayrilmis, N.; Mayandi, K.; Siengchin, S.; Senthilkumar, K.; Karthikeyan, S.; Ismail, S.O. An overview of burst, buckling, durability and corrosion analysis of lightweight FRP composite pipes and their applicability. Compos. Struct. 2019, 230, 114419. [Google Scholar] [CrossRef]
- Sreejith, M.; Rajeev, R.S. Fiber reinforced composites for aerospace and sports applications. In Fiber Reinforced Composites; Elsevier: Amsterdam, The Netherlands, 2021; pp. 821–859. [Google Scholar]
- UK Composites. Medical Application for Cmposite Materials. Available online: https://compositesuk.co.uk/composite-materials/applications/medical (accessed on 5 July 2021).
- Hebei Maple Fiberglass. FRP Machining. Available online: http://www.frpmachining.com/faqs/frpgrp-pipe-filament-winding-machine (accessed on 3 May 2021).
- Alnex. Composites. Available online: https://www.allnex.com/en/technologies/composites (accessed on 13 May 2021).
- Chen, A.Y.; Baehr, S.; Turner, A.; Zhang, Z.; Gu, G.X. Carbon-fiber reinforced polymer composites: A comparison of manufacturing methods on mechanical properties. Int. J. Lightweight Mater. Manuf. 2021, 4, 468–479. [Google Scholar]
- Tian, X.; Liu, T.; Yang, C.; Wang, Q.; Li, D. Interface and performance of 3D printed continuous carbon fiber reinforced PLA composites. Compos. Part A Appl. Sci. Manuf. 2016, 88, 198–205. [Google Scholar] [CrossRef]
- Touchard, F.; Chocinski-Arnault, L.; Fournier, T.; Magro, C.; Lafitte, A.; Caradec, A. Interfacial adhesion quality in 3D printed continuous CF/PA6 composites at filament/matrix and interlaminar scales. Compos. Part B Eng. 2021, 218, 108891. [Google Scholar] [CrossRef]
- Dizon, J.R.C.; Espera, A.H.; Chen, Q.; Advincula, R.C. Mechanical characterization of 3D-printed polymers. Addit. Manuf. 2018, 20, 44–67. [Google Scholar] [CrossRef]
- Popescu, D.; Zapciu, A.; Amza, C.; Baciu, F.; Marinescu, R. FDM process parameters influence over the mechanical properties of polymer specimens: A review. Polym. Test. 2018, 69, 157–166. [Google Scholar] [CrossRef]
- Zhang, H.; Chen, J.; Yang, D. Fibre misalignment and breakage in 3D printing of continuous carbon fibre reinforced thermoplastic composites. Addit. Manuf. 2021, 38, 101775. [Google Scholar]
- Wang, K.; Li, S.; Rao, Y.; Wu, Y.; Peng, Y.; Yao, S.; Zhang, H.; Ahzi, S. Flexure Behaviors of ABS-Based Composites Containing Carbon and Kevlar Fibers by Material Extrusion 3D Printing. Polymers 2019, 11, 1878. [Google Scholar] [CrossRef] [Green Version]
- Guessasma, S.; Belhabib, S.; Nouri, H. Microstructure and Mechanical Performance of 3D Printed Wood-PLA/PHA Using Fused Deposition Modelling: Effect of Printing Temperature. Polymers 2019, 11, 1778. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.; Demir, K.G.; Gu, G.X. Developments in 4D-printing: A review on current smart materials, technologies, and applications. Int. J. Smart Nano Mater. 2019, 10, 205–224. [Google Scholar] [CrossRef] [Green Version]
- Badini, C.; Padovano, E.; De Camillis, R.; Lambertini, V.G.; Pietroluongo, M. Preferred orientation of chopped fibers in polymer-based composites processed by selective laser sintering and fused deposition modeling: Effects on mechanical properties. J. Appl. Polym. Sci. 2020, 137, 49152. [Google Scholar] [CrossRef]
- Spoerk, M.; Savandaiah, C.; Arbeiter, F.; Traxler, G.; Cardon, L.; Holzer, C.; Sapkota, J. Anisotropic properties of oriented short carbon fibre filled polypropylene parts fabricated by extrusion-based additive manufacturing. Compos. Part A Appl. Sci. Manuf. 2018, 113, 95–104. [Google Scholar] [CrossRef]
- Prajapati, A.R.; Harshit, K.; Dave, H.K.; Raval, H.K. Effect of fiber reinforcement on the open hole tensile strength of 3D printed composites. Mater. Today Proc. 2021, 46, 8629–8633. [Google Scholar] [CrossRef]
- Dickson, A.N.; Abourayana, H.M.; Dowling, D.P. 3D Printing of Fibre-Reinforced Thermoplastic Composites Using Fused Filament Fabrication—A Review. Polymers 2020, 12, 2188. [Google Scholar] [CrossRef]
- Wang, P.; Zou, B.; Ding, S.; Huang, C.; Shi, Z.; Ma, Y.; Yao, P. Preparation of short CF/GF reinforced PEEK composite filaments and their comprehensive properties evaluation for FDM-3D printing. Compos. Part B Eng. 2020, 198, 108175. [Google Scholar] [CrossRef]
- Kabir, S.M.F.; Mathur, K.; Seyam, A.F.M. A critical review on 3D printed continuous fiber-reinforced composites: History, mechanism, materials and properties. Compos. Struct. 2020, 232, 111476. [Google Scholar] [CrossRef]
- Al Rashid, A.; Koҫ, M. Creep and Recovery Behavior of Continuous Fiber-Reinforced 3DP Composites. Polymers 2021, 13, 1644. [Google Scholar] [CrossRef] [PubMed]
- Markforged. Available online: https://markforged.com/3d-printers/x7 (accessed on 13 May 2021).
- Justo, J.; Távara, L.; Garzía-Guzmán, L.; París, F. Characterization of 3D printed long fibre reinforced composites. Compos. Struct. 2018, 185, 537–548. [Google Scholar] [CrossRef]
- Korkees, F.; Allenby, J.; Dorrington, P. 3D printing of composites: Design parameters and flexural performance. Rapid Prototyp. J. 2020, 26, 699–706. [Google Scholar] [CrossRef]
- Mohammadizadeh, M.; Imeri, A.; Fidan, I.; Elkelany, M. 3D printed fiber reinforced polymer composites - Structural analysis. Compos. Part B Eng. 2019, 175, 107112. [Google Scholar] [CrossRef]
- Pertuz, A.D.; Díaz-Cardona, S.; González-Estrada, O.A. Static and fatigue behaviour of continuous fibre reinforced thermoplastic composites manufactured by fused deposition modelling technique. Int. J. Fatigue 2020, 130, 105275. [Google Scholar] [CrossRef]
- Yasa, E.; Ersoy, K. Dimensional Accuracy and Mechanical Properties of Chopped Carbon Reinforced Polymers Produced by Material Extrusion Additive Manufacturing. Materials 2019, 12, 3885. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wickramasinghe, S.; Do, T.; Tran, P. FDM-Based 3D Printing of Polymer and Associated Composite: A Review on Mechanical Properties, Defects and Treatments. Polymers 2020, 12, 1529. [Google Scholar] [CrossRef] [PubMed]
- Pyl, L.; Kalteremidou, K.A.; Hemelrijck, D.V. Exploration of the design freedom of 3D printed continuous fibre-reinforced polymers in open-hole tensile strength tests. Compos. Sci. Technol. 2019, 171, 135–151. [Google Scholar] [CrossRef]
- Sanei, S.H.R.; Arndt, A.; Doles, R. Open hole tensile testing of 3D printedcontinuous carbon fiber reinforced composites. J. Compos. Mater. 2020, 54, 2687–2695. [Google Scholar] [CrossRef]
- Prajapati, A.R.; Dave, H.K.; Raval, H.K. Influence of fiber rings on impact strengthof 3d printed fiber reinforced polymer composite. Manuf. Technol. 2020, 12, 157–163. [Google Scholar]
- Ekoi, E.J.; Dickson, A.N.; Dowling, D.P. Dowling. Investigating the fatigue and mechanical behaviour of 3D printed woven and nonwoven continuous carbon fibre reinforced polymer (CFRP) composites. Compos. Part B Eng. 2021, 212, 108704. [Google Scholar] [CrossRef]
- Saghir, F.; Gohari, S.; Mozafari, F.; Moslemi, N.; Burvill, C.; Smith, A.; Lucas, S. Mechanical characterization of particulated FRP composite pipes: A comprehensive experimental study. Polym. Test. 2021, 93, 107001. [Google Scholar] [CrossRef]
- Saharudin, M.S.; Hajnys, J.; Kozior, T.; Gogolewski, D.; Zmarzły, P. Quality of Surface Texture and Mechanical Properties of PLA and PA-Based Material Reinforced with Carbon Fibers Manufactured by FDM and CFF 3D Printing Technologies. Polymers 2021, 13, 1671. [Google Scholar] [CrossRef]
- Zhuo, P.; Li, S.; Ashcroft, I.A.; Jones, A.I. Material extrusion additive manufacturing of continuous fibre reinforced polymer matrix composites: A review and outlook. Compos. Part B Eng. 2021, 224, 109143. [Google Scholar] [CrossRef]
- Van de Werken, N.; Tekinalp, H.; Khanbolouki, P.; Ozcan, S.; Williams, A.; Tehrani, M. Additively manufactured carbon fiber-reinforced composites: State of the art and perspective. Addit. Manuf. 2020, 31, 100962. [Google Scholar] [CrossRef]
- Naveen, J.; Mohammad Jawaid, M.; Vasanthanathan, A.; Chandrasekar, M. Finite element analysis of natural fiber-reinforced polymer composites. In Modelling of Damage Processes in Biocomposites, Fibre-Reinforced Composites and Hybrid Composites; Elsevier: Amsterdam, The Netherlands, 2019; pp. 153–170. [Google Scholar]
- Gao, J.; Yang, X.; Huang, L.; Suo, Y. Experimental study on mechanical properties of aramid fibres reinforced natural rubber/SBR composite for large deformation—Quasi-Static mechanical properties. Plast. Rubber Compos. 2018, 47, 381–390. [Google Scholar] [CrossRef]
- Gohari, S.; Sharifi, S.; Burvill, C.; Mouloodi, S.; Izadifar, M.; Thissen, P. Localized failure analysis of internally pressurized laminated ellipsoidal woven GFRP composite domes: Analytical, numerical, and experimental studies. Arch. Civ. Mech. Eng. 2019, 19, 1235–1250. [Google Scholar] [CrossRef]
- Potluri, R.; Diwakar, V.; Venkatesh, K.; Reddy, S.B. Analytical Model Application for Prediction of Mechanical Properties of Natural Fiber Reinforced Composites. Mater. Today Proc. 2018, 5, 5809–5818. [Google Scholar] [CrossRef]
- Elmarakbi, A.; Azoti, W.; Serry, M. Multiscale modelling of hybrid glass fibres reinforced graphene platelets polyamide PA6 matrix composites for crashworthiness applications. Appl. Mater. Today 2017, 6, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Markforged. Available online: https://markforged.com/ (accessed on 1 April 2021).
- Markforged. Available online: https://support.markforged.com/portal/s/article/Onyx/ (accessed on 6 July 2021).
- ZwickRoell. Available online: https://www.zwickroell.com/ (accessed on 5 July 2021).
- Callister, W.D.; Rethwish, D.G. Materials Science and Engineering: An Introduction, 8th ed.; Wiley: Hoboken, NJ, USA, 2010; ISBN 978-0-470-41997-7. [Google Scholar]
- Ehrenstein, G.W. Polymerni Kompozitni Materialy, 1st ed.; Scientia: Prague, Czech Republic, 2009; pp. 133–194. [Google Scholar]
- Partskhaladze, G.; Mshvenieradze, I.; Medzmariashvili, E.; Chavleshvili, G.; Yepes, V.; Alcala, J. Buckling Analysis and Stability of Compressed Low-Carbon Steel Rods in the Elastoplastic Region of Materials. Adv. Civ. Eng. 2019, 2019, 7601260. [Google Scholar] [CrossRef] [Green Version]
- Strong, A.B. Fundamentals of Composites Manufacturing, 2nd ed.; Society of Manufacturing Engineers: Southfield, MI, USA, 2008; pp. 463–485. [Google Scholar]
- Sanei, S.H.R.; Popescu, D. 3D-Printed Carbon Fiber Reinforced Polymer Composites: A Systematic Review. J. Compos. Sci. 2020, 4, 98. [Google Scholar] [CrossRef]
- Fedotov, A.F. Hybrid model of homogenization of engineering elastic moduli of composites reinforced with ellipsoid particles. Compos. Part B Eng. 2020, 182, 107585. [Google Scholar] [CrossRef]
- Clyne, T.W.; Hull, D. An Introduction to Composite Materials, 3rd ed.; Cambridge University Press: New York, NY, USA, 2019. [Google Scholar]
- Adeniyi, A.G.; Adeoye, S.A.; Onifade, D.V.; Ighalo, J.O. Multi-scale finite element analysis of effective elastic property of sisal fiber-reinforced polystyrene composites. Mech. Adv. Mater. Struct. 2021, 28, 1245–1253. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composite Base (Matrix) | Test (ASTM) | Onyx |
|---|---|---|
| Tensile modulus (Gpa) | D638 | 1.4 |
| Tensile Stress at Yield (MPa) | D638 | 40 |
| Tensile Stress at Break (MPa) | D638 | 37 |
| Tensile Strain at Break (%) | D638 | 58 |
| Flexural Strength (MPa) | D790 1 | 81 |
| Flexural Modulus (GPa) | D790 1 | 3.6 |
| Heat Deflection Temp (°C) | D648 B | 145 |
| Izod Impact-notched (J/m) | D256-10 A | 330 |
| Density (g/cm3) | - | 1.2 |
| Continuous Fiber | Test (ASTM) | Carbon |
| Tensile Strength (MPa) | D3039 | 800 |
| Tensile Modulus (GPa) | D3039 | 60 |
| Tensile Strain at Break (%) | D3039 | 1.5 |
| Flexural Strength (MPa) | D790 1 | 540 |
| Flexural Modulus (GPa) | D790 1 | 51 |
| Flexural Strain at Break (%) | D790 1 | 1.2 |
| Compressive Strength (MPa) | D6641 | 420 |
| Compressive Modulus (MPa) | D6641 | 62 |
| Compressive Strain at Break (%) | D6641 | 0.7 |
| Heat Deflection Temp (°C) | D648 B | 105 |
| Izod Impact-notched (J/m) | D256-10 A | 960 |
| Density (g/cm3) | - | 1.2 |
| Dimensions | 220 mm × 73 mm × 18 mm |
|---|---|
| Printing Temperature (onyx) | 274 °C |
| Printing Temperature (CF) | 252 °C |
| Layer height | 0.125 mm |
| Number of layers | 144 |
| Fiber Fill Type | Isotropic Fiber |
| Fill Pattern | Triangular Fill |
| Fill Density | 55% |
| Roof and Floor layers | 2 |
| Wall Layers | 2 |
| Print time | 10 h 22 m |
| Plastic Volume | 27.16 cm3 |
| Fiber Volume | 20.48 cm3 |
| Final Part Mass | 51.14 g |
| Plastic Angles | 90° (not set one angle) |
| Fiber Angles | 0° |
| Material cost | 67.45 USD |
| n = 6 | Fmax (N) |
|---|---|
| Profile 1 | 3012 |
| Profile 2 | 3248 |
| Profile 3 | 3001 |
| Profile 4 | 3095 |
| Profile 5 | 3158 |
| Profile 6 | 3096 |
| Arithmetic mean | 3102 |
| Standard deviation | 93 |
| Coefficient of variation (%) | 3 |
| Onyx Wall | Young’s Modulus, E (MPa) | 1400 |
| Poisson’s Ratio, μ | 0.4 | |
| CF composite core | Matrix Young’s modulus, Em (MPa) | 1400 |
| Poisson’s ratio, μm | 0.4 | |
| Fiber Young’s modulus, Ef (Mpa) | 60,000 | |
| Poisson’s ratio, μf | 0.33 | |
| Fiber volumetric content, vf | 0.77 |
| Wall | 1 | Material Failure | Exceed of Strength Limit | 36 | 3867 |
|---|---|---|---|---|---|
| CF composite core | 2 | Tensile strength along the fibers | Fiber breakage | 622 | 13,705 |
| 3 | Compressive strength along the fibers | Buckling of micro-fiber, Lo–Chim model | 594 | 6309 | |
| 4 | Tensile strength transverse to the fibers | Matrix failure in tension | 36 | 2603 | |
| 5 | Compressive strength transverse to the fibers | Matrix failure in shear | 36 | 2168 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kalova, M.; Rusnakova, S.; Krzikalla, D.; Mesicek, J.; Tomasek, R.; Podeprelova, A.; Rosicky, J.; Pagac, M. 3D Printed Hollow Off-Axis Profiles Based on Carbon Fiber-Reinforced Polymers: Mechanical Testing and Finite Element Method Analysis. Polymers 2021, 13, 2949. https://doi.org/10.3390/polym13172949
Kalova M, Rusnakova S, Krzikalla D, Mesicek J, Tomasek R, Podeprelova A, Rosicky J, Pagac M. 3D Printed Hollow Off-Axis Profiles Based on Carbon Fiber-Reinforced Polymers: Mechanical Testing and Finite Element Method Analysis. Polymers. 2021; 13(17):2949. https://doi.org/10.3390/polym13172949
Chicago/Turabian StyleKalova, Martina, Sona Rusnakova, David Krzikalla, Jakub Mesicek, Radek Tomasek, Adela Podeprelova, Jiri Rosicky, and Marek Pagac. 2021. "3D Printed Hollow Off-Axis Profiles Based on Carbon Fiber-Reinforced Polymers: Mechanical Testing and Finite Element Method Analysis" Polymers 13, no. 17: 2949. https://doi.org/10.3390/polym13172949
APA StyleKalova, M., Rusnakova, S., Krzikalla, D., Mesicek, J., Tomasek, R., Podeprelova, A., Rosicky, J., & Pagac, M. (2021). 3D Printed Hollow Off-Axis Profiles Based on Carbon Fiber-Reinforced Polymers: Mechanical Testing and Finite Element Method Analysis. Polymers, 13(17), 2949. https://doi.org/10.3390/polym13172949