
Foamability of Cellulose Palmitate Using Various Physical Blowing Agents in the Extrusion Process


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Cellulose Palmitate
2.3. Extrusion Foaming
2.4. Density Measurement
2.5. Scanning Electron Microscopy
2.6. Tomography
3. Results and Discussion
3.1. Effect of Blowing Agents
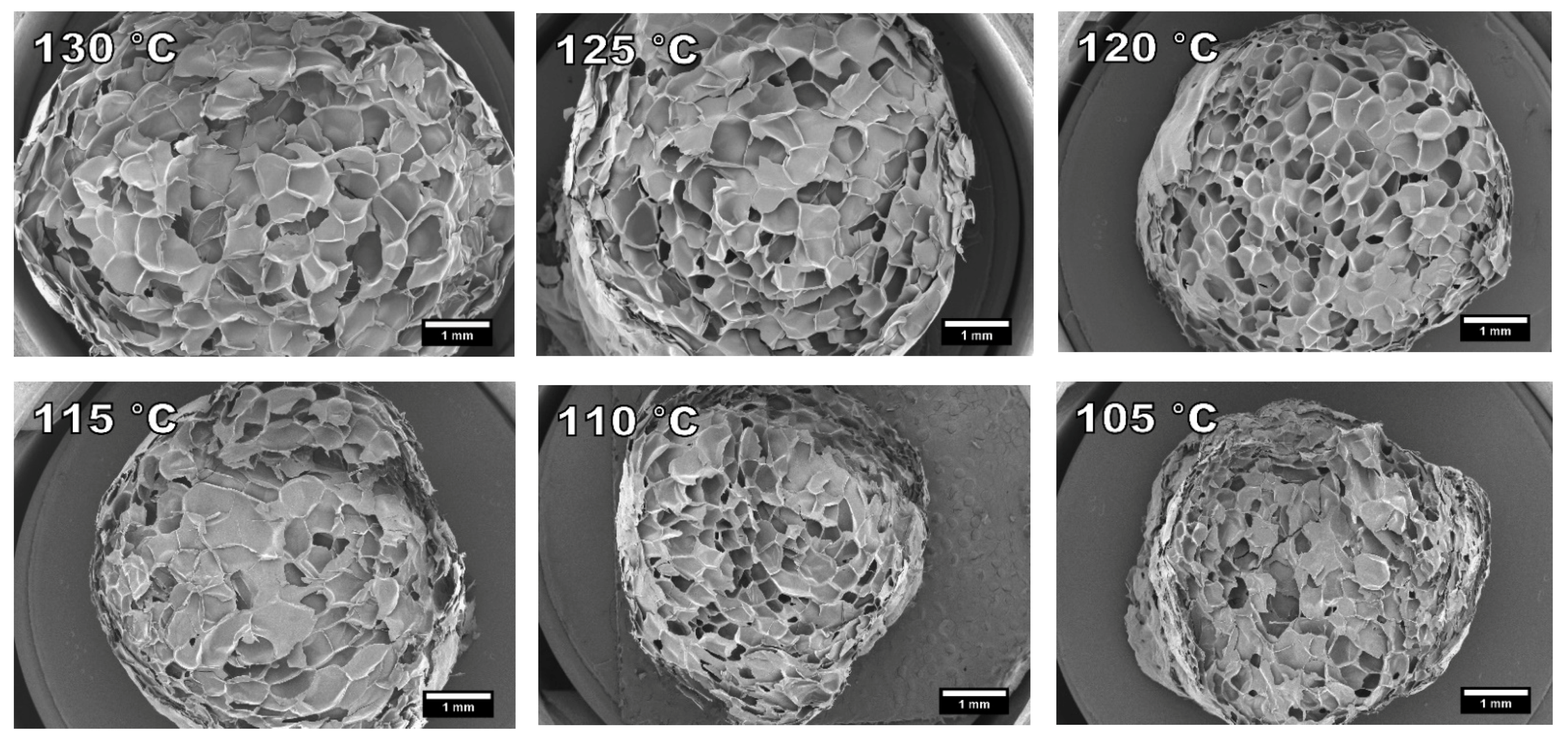
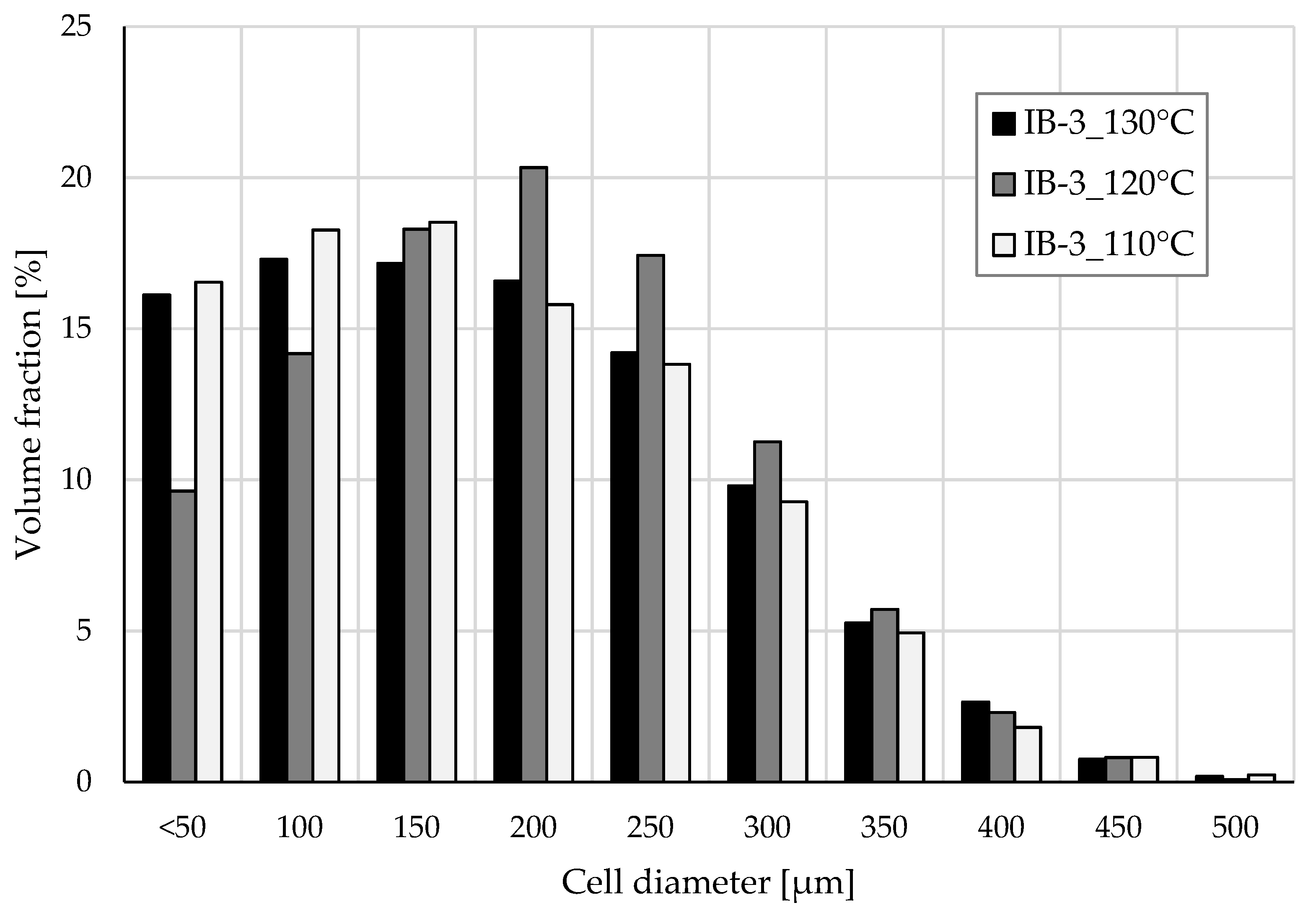
3.2. Effect of Foaming Temperature
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Suh, K.W.; Park, C.P.; Maurer, M.J.; Tusim, M.H.; Genova, R.D.; Broos, R.; Sophiea, D.P. Lightweight Cellular Plastics. Adv. Mater. 2000, 12, 1779–1789. [Google Scholar] [CrossRef]
- Landrock, A.H. (Ed.) Handbook of Plastic Foams: Types, Properties, Manufacture, and Applications; Noyes Publications: Park Ridge, NJ, USA, 1995; ISBN 978-0-8155-1357-5. [Google Scholar]
- Lee, S.-T.; Park, C.B. (Eds.) Foam Extrusion: Principles and Practice, 2nd ed.; Polymeric Foams Series; CRC Press: Boca Raton, FL, USA, 2014; ISBN 978-1-4398-9860-4. [Google Scholar]
- Khemani, K.C. Polymeric Foams: An Overview. In Polymeric Foams; ACS Symposium Series; American Chemical Society: Washington, DC, USA, 1997; Volume 669, pp. 1–7. ISBN 978-0-8412-3516-8. [Google Scholar]
- Lee, J.W.S.; Park, C.B.; Kim, S.G. Reducing Material Costs with Microcellular/Fine-Celled Foaming. J. Cell. Plast. 2007, 43, 297–312. [Google Scholar] [CrossRef]
- Gendron, R.; Daigneault, L.E. Continuous Extrusion of Microcellular Polycarbonate. Polym. Eng. Sci. 2003, 43, 1361–1377. [Google Scholar] [CrossRef]
- Rokkonen, T.; Peltola, H.; Sandquist, D. Foamability and Viscosity Behavior of Extrusion Foamed PLA–Pulp Fiber Biocomposites. J. Appl. Polym. Sci. 2019, 136, 48202. [Google Scholar] [CrossRef]
- Kim, S.G.; Park, C.B.; Sain, M. Foamability of Thermoplastic Vulcanizates Blown with Various Physical Blowing Agents. J. Cell. Plast. 2008, 44, 53–67. [Google Scholar] [CrossRef]
- Lee, J.W.S.; Park, C.B. Use of Nitrogen as a Blowing Agent for the Production of Fine-Celled High-Density Polyethylene Foams. Macromol. Mater. Eng. 2006, 291, 1233–1244. [Google Scholar] [CrossRef]
- Park, C.B.; Behravesh, A.H.; Venter, R.D. Low Density Microcellular Foam Processing in Extrusion Using CO2. Polym. Eng. Sci. 1998, 38, 1812–1823. [Google Scholar] [CrossRef]
- Yeh, S.-K.; Yang, J.; Chiou, N.-R.; Daniel, T.; Lee, L.J. Introducing Water as a Coblowing Agent in the Carbon Dioxide Extrusion Foaming Process for Polystyrene Thermal Insulation Foams. Polym. Eng. Sci. 2010, 50, 1577–1584. [Google Scholar] [CrossRef]
- Rizvi, G.; Matuana, L.M.; Park, C.B. Foaming of PS/Wood Fiber Composites Using Moisture as a Blowing Agent. Polym. Eng. Sci. 2000, 40, 2124–2132. [Google Scholar] [CrossRef]
- Jacob, C.; Dey, S.K. Inert Gases as Alternative Blowing Agents for Extruded Low-Density Polystyrene Foam. J. Cell. Plast. 1995, 31, 38–47. [Google Scholar] [CrossRef]
- Heck, R.L. A Review of Commercially Used Chemical Foaming Agents for Thermoplastic Foams. J. Vinyl Addit. Technol. 1998, 4, 113–116. [Google Scholar] [CrossRef]
- Li, Q.; Matuana, L.M. Foam Extrusion of High Density Polyethylene/Wood-Flour Composites Using Chemical Foaming Agents. J. Appl. Polym. Sci. 2003, 88, 3139–3150. [Google Scholar] [CrossRef]
- Sadik, T.; Pillon, C.; Carrot, C.; Reglero Ruiz, J.-A. DSC Studies on the Decomposition of Chemical Blowing Agents Based on Citric Acid and Sodium Bicarbonate. Thermochim. Acta 2018, 659, 74–81. [Google Scholar] [CrossRef]
- Yang, H.-H.; Han, C.D. The Effect of Nucleating Agents on the Foam Extrusion Characteristics. J. Appl. Polym. Sci. 1984, 29, 4465–4470. [Google Scholar] [CrossRef]
- Leung, S.N.; Wong, A.; Wang, L.C.; Park, C.B. Mechanism of Extensional Stress-Induced Cell Formation in Polymeric Foaming Processes with the Presence of Nucleating Agents. J. Supercrit. Fluids 2012, 63, 187–198. [Google Scholar] [CrossRef]
- Willett, J.L.; Shogren, R.L. Processing and Properties of Extruded Starch/Polymer Foams. Polymer 2002, 43, 5935–5947. [Google Scholar] [CrossRef]
- Guan, J.; Hanna, M.A. Functional Properties of Extruded Foam Composites of Starch Acetate and Corn Cob Fiber. Ind. Crops Prod. 2004, 19, 255–269. [Google Scholar] [CrossRef]
- Xu, Y.X.; Dzenis, Y.; Hanna, M.A. Water Solubility, Thermal Characteristics and Biodegradability of Extruded Starch Acetate Foams. Ind. Crops Prod. 2005, 21, 361–368. [Google Scholar] [CrossRef]
- Guan, J.; Hanna, M.A. Extruding Foams from Corn Starch Acetate and Native Corn Starch. Biomacromolecules 2004, 5, 2329–2339. [Google Scholar] [CrossRef]
- Bhatnagar, S.; Hanna, M.A. Properties of Extruded Starch-Based Plastic Foam. Ind. Crops Prod. 1995, 4, 71–77. [Google Scholar] [CrossRef]
- Keshtkar, M.; Nofar, M.; Park, C.B.; Carreau, P.J. Extruded PLA/Clay Nanocomposite Foams Blown with Supercritical CO2. Polymer 2014, 55, 4077–4090. [Google Scholar] [CrossRef]
- Nofar, M.; Park, C.B. Poly (Lactic Acid) Foaming. Prog. Polym. Sci. 2014, 39, 1721–1741. [Google Scholar] [CrossRef]
- Mihai, M.; Huneault, M.A.; Favis, B.D. Rheology and Extrusion Foaming of Chain-Branched Poly(Lactic Acid). Polym. Eng. Sci. 2010, 50, 629–642. [Google Scholar] [CrossRef] [Green Version]
- Matuana, L.M.; Faruk, O.; Diaz, C.A. Cell Morphology of Extrusion Foamed Poly(Lactic Acid) Using Endothermic Chemical Foaming Agent. Bioresour. Technol. 2009, 100, 5947–5954. [Google Scholar] [CrossRef]
- Zepnik, S.; Hildebrand, T.; Kabasci, S.; Ra-dusch, H.-J.; Wodke, T. Cellulose Acetate for Thermoplastic Foam Extrusion. In Cellulose-Biomass Conversion; De Ven, T.V., Kadla, J., Eds.; InTech: Rijeka, Croatia, 2013; pp. 17–44. [Google Scholar] [CrossRef] [Green Version]
- Jacobs, L.J.M.; Hurkens, S.A.M.; Kemmere, M.F.; Keurentjes, J.T.F. Porous Cellulose Acetate Butyrate Foams with a Tunable Bimodality in Foam Morphology Produced with Supercritical Carbon Dioxide. Macromol. Mater. Eng. 2008, 293, 298–302. [Google Scholar] [CrossRef]
- Zepnik, S.; Kabasci, S.; Kopitzky, R.; Radusch, H.-J.; Wodke, T. Extensional Flow Properties of Externally Plasticized Cellulose Acetate: Influence of Plasticizer Content. Polymers 2013, 5, 873–889. [Google Scholar] [CrossRef]
- Hopmann, C.; Windeck, C.; Hendriks, S.; Zepnik, S.; Wodke, T. Extrusion Foaming of Thermoplastic Cellulose Acetate from Renewable Resources Using a Two-Component Physical Blowing Agent System. AIP Conf. Proc. 2014, 1593, 116–120. [Google Scholar] [CrossRef]
- Hendriks, S.; Hopmann, C.; Zepnik, S. Extrusion Foaming of Thermoplastic Cellulose Acetate Sheets with HFO-1234ze and Co-Blowing Agents. Polym. Eng. Sci. 2018, 58, E182–E188. [Google Scholar] [CrossRef]
- Liao, Q.; Tsui, A.; Billington, S.; Frank, C.W. Extruded Foams from Microbial Poly(3-Hydroxybutyrate-Co-3-Hydroxyvalerate) and Its Blends with Cellulose Acetate Butyrate. Polym. Eng. Sci. 2012, 52, 1495–1508. [Google Scholar] [CrossRef]
- Zepnik, S.; Hendriks, S.; Kabasci, S.; Radusch, H.-J. Foam Extrusion Behavior, Morphology, and Physical Foam Properties of Organic Cellulose Ester. J. Mater. Res. 2013, 28, 2394–2400. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Wibowo, A.; Misra, M.; Drzal, L.T. Development of Renewable Resource–Based Cellulose Acetate Bioplastic: Effect of Process Engineering on the Performance of Cellulosic Plastics. Polym. Eng. Sci. 2003, 43, 1151–1161. [Google Scholar] [CrossRef]
- Willberg-Keyriläinen, P.; Talja, R.; Asikainen, S.; Harlin, A.; Ropponen, J. The Effect of Cellulose Molar Mass on the Properties of Palmitate Esters. Carbohydr. Polym. 2016, 151, 988–995. [Google Scholar] [CrossRef]
- Willberg-Keyriläinen, P.; Vartiainen, J.; Harlin, A.; Ropponen, J. The Effect of Side-Chain Length of Cellulose Fatty Acid Esters on Their Thermal, Barrier and Mechanical Properties. Cellulose 2017, 24, 505–517. [Google Scholar] [CrossRef]
- Willberg-Keyriläinen, P.; Orelma, H.; Ropponen, J. Injection Molding of Thermoplastic Cellulose Esters and Their Compatibility with Poly(Lactic Acid) and Polyethylene. Materials 2018, 11, 2358. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Willberg-Keyriläinen, P.; Ropponen, J.; Alakomi, H.-L.; Vartiainen, J. Cellulose Fatty Acid Ester Coated Papers for Stand-up Pouch Applications. J. Appl. Polym. Sci. 2018, 135, 46936. [Google Scholar] [CrossRef]
- Willberg-Keyriläinen, P.; Rokkonen, T.; Malm, T.; Harlin, A.; Ropponen, J. Melt Spinnability of Long Chain Cellulose Esters. J. Appl. Polym. Sci. 2020, 137, 49588. [Google Scholar] [CrossRef]
- Hildebrand, T.; Rüegsegger, P. A New Method for the Model-Independent Assessment of Thickness in Three-Dimensional Images. J. Microsc. 1997, 185, 67–75. [Google Scholar] [CrossRef]
- Lee, S.T.; Kareko, L.; Jun, J. Study of Thermoplastic PLA Foam Extrusion. J. Cell. Plast. 2008, 44, 293–305. [Google Scholar] [CrossRef]
- Marcilla, A.; Beltrán, M. Mechanisms of plasticizers action. In Handbook of Plasticizers, 3rd ed.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 119–134. ISBN 978-1-895198-97-3. [Google Scholar]
- Royer, J.R.; Gay, Y.J.; Desimone, J.M.; Khan, S.A. High-Pressure Rheology of Polystyrene Melts Plasticized with CO2: Experimental Measurement and Predictive Scaling Relationships. J. Polym. Sci. Part B Polym. Phys. 2000, 38, 3168–3180. [Google Scholar] [CrossRef]
- Maio, E.D.; Mensitieri, G.; Iannace, S.; Nicolais, L.; Li, W.; Flumerfelt, R.W. Structure Optimization of Polycaprolactone Foams by Using Mixtures of CO2 and N2 as Blowing Agents. Polym. Eng. Sci. 2005, 45, 432–441. [Google Scholar] [CrossRef]
- Sato, Y.; Fujiwara, K.; Takikawa, T.; Takishima, S.; Masuoka, H. Solubilities and Diffusion Coefficients of Carbon Dioxide and Nitrogen in Polypropylene, High-Density Polyethylene, and Polystyrene under High Pressures and Temperatures. Fluid Phase Equilibria 1999, 162, 261–276. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, T.; Li, B.; Li, H.; Cao, Z.; Jin, G.; Zhao, L.; Xin, Z. Anti-Shrinking Foaming of Polyethylene with CO2 as Blowing Agent. J. Supercrit. Fluids 2020, 163, 104883. [Google Scholar] [CrossRef]
- Chen, J.; Zhang, J.; Feng, Y.; He, J.; Zhang, J. Effect of Molecular Structure on the Gas Permeability of Cellulose Aliphatate Esters. Chin. J. Polym. Sci. 2014, 32, 1–8. [Google Scholar] [CrossRef]
- Lemmon, E.; McLinden, M.; Friend, D. Thermophysical Properties of Fluid Systems. In NIST Chemistry WebBook; NIST Standard Reference Database Number, 69, Linstrom, P., Mallard, W., Eds.; National Institute of Standards and Technology: Gaithersburg, MD, USA, 2018; p. 20899. [Google Scholar] [CrossRef]
- Azdast, T.; Hasanzadeh, R. Increasing Cell Density/Decreasing Cell Size to Produce Microcellular and Nanocellular Thermoplastic Foams: A Review. J. Cell. Plast. 2020. [Google Scholar] [CrossRef]
- Banerjee, R.; Ray, S.S. Foamability and Special Applications of Microcellular Thermoplastic Polymers: A Review on Recent Advances and Future Direction. Macromol. Mater. Eng. 2020, 305, 2000366. [Google Scholar] [CrossRef]
- Matuana, L.M.; Diaz, C.A. Study of Cell Nucleation in Microcellular Poly(Lactic Acid) Foamed with Supercritical CO2 through a Continuous-Extrusion Process. Ind. Eng. Chem. Res. 2010, 49, 2186–2193. [Google Scholar] [CrossRef]
- Park, C.B.; Baldwin, D.F.; Suh, N.P. Effect of the Pressure Drop Rate on Cell Nucleation in Continuous Processing of Microcellular Polymers. Polym. Eng. Sci. 1995, 35, 432–440. [Google Scholar] [CrossRef]
- Wong, A.; Mark, L.H.; Hasan, M.M.; Park, C.B. The Synergy of Supercritical CO2 and Supercritical N2 in Foaming of Polystyrene for Cell Nucleation. J. Supercrit. Fluids 2014, 90, 35–43. [Google Scholar] [CrossRef]
- Kim, S.G.; Lee, J.W.S.; Park, C.B.; Sain, M. Enhancing Cell Nucleation of Thermoplastic Polyolefin Foam Blown with Nitrogen. J. Appl. Polym. Sci. 2010, 118, 1691–1703. [Google Scholar] [CrossRef]
- Naguib, H.E.; Park, C.B.; Reichelt, N. Fundamental Foaming Mechanisms Governing the Volume Expansion of Extruded Polypropylene Foams. J. Appl. Polym. Sci. 2004, 91, 2661–2668. [Google Scholar] [CrossRef]
- Wang, M.; Liu, J.; Hu, J.; Zhou, N. The Effect of Processing Parameters on Cell Structure and Mechanical Properties of Extrusion-Foamed Poly(Vinyl Chloride) Sheets. J. Vinyl Addit. Technol. 2016, 22, 377–383. [Google Scholar] [CrossRef]
- Lee, C.H.; Lee, K.-J.; Jeong, H.G.; Kim, S.W. Growth of Gas Bubbles in the Foam Extrusion Process. Adv. Polym. Technol. 2000, 19, 97–112. [Google Scholar] [CrossRef]
- Kumar, V.; Nadella, K.; Branch, G.; Flinn, B. Extrusion of Microcellular Foams Using Pre-Saturated Pellets and Solid-State Nucleation. Cell. Polym. 2004, 23, 369–385. [Google Scholar] [CrossRef]
- Lee, S.-T.; Lee, K. Surrounding Temperature Effects on Extruded Polyethylene Foam Structure. Adv. Polym. Technol. 2000, 19, 87–96. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample ID | Blowing Agent | Temperature [°C] | Die Geom. | Die Pressure [bar] | Throughput [g/min] | ||
|---|---|---|---|---|---|---|---|
| Type | wt% | Melt Cooler | Die | ||||
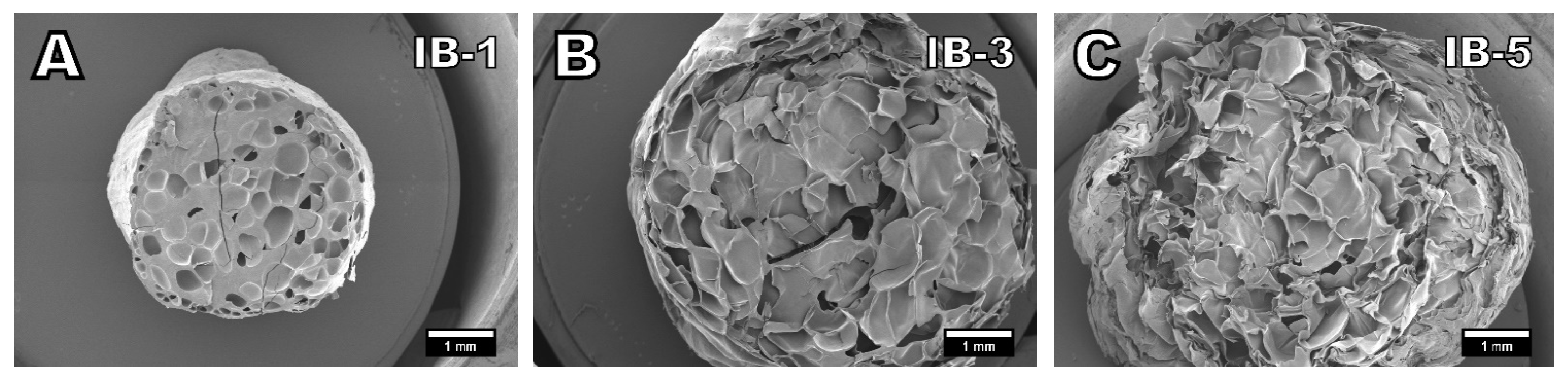
| IB-1 | Isobutane | 1 | 120 | 125 | 2/20 | 125 | 14 |
| IB-3 | Isobutane | 3 | 120 | 125 | 2/20 | 101 | 14 |
| IB-5 | Isobutane | 5 | 120 | 125 | 2/20 | 67 | 14 |
| CO2-0.5 | Carbon dioxide | 0.5 | 110 | 120 | 2/20 | 150 | 14 |
| CO2-1 | Carbon dioxide | 1 | 110 | 115 | 2/20 | 163 | 14 |
| CO2-3 | Carbon dioxide | 3 | 110 | 115 | 2/20 | 101 | 14 |
| N2-0.5 | Nitrogen | 0.5 | 110 | 120 | 2/20 | 151 | 28 |
| N2-1 | Nitrogen | 1 | 110 | 120 | 2/20 | 145 | 28 |
| Sample ID | Density [g cm−3] |
|---|---|
| IB-1 | 0.47 ± 0.07 |
| IB-3 | 0.20 ± 0.02 |
| IB-5 | 0.17 ± 0.01 |
| CO2-0.5 | 0.45 ± 0.02 |
| CO2-1 | 0.24 ± 0.01 |
| CO2-3 | 0.19 ± 0.01 |
| N2-0.5 | 0.18 ± 0.00 |
| N2-1 | 0.19 ± 0.00 |
| Sample ID | Blowing Agent | Temperature [°C] | Die | Die Pressure | Throughput | ||
|---|---|---|---|---|---|---|---|
| Type | wt% | Melt Cooler | Die | geom. | [bar] | [g min−1] | |
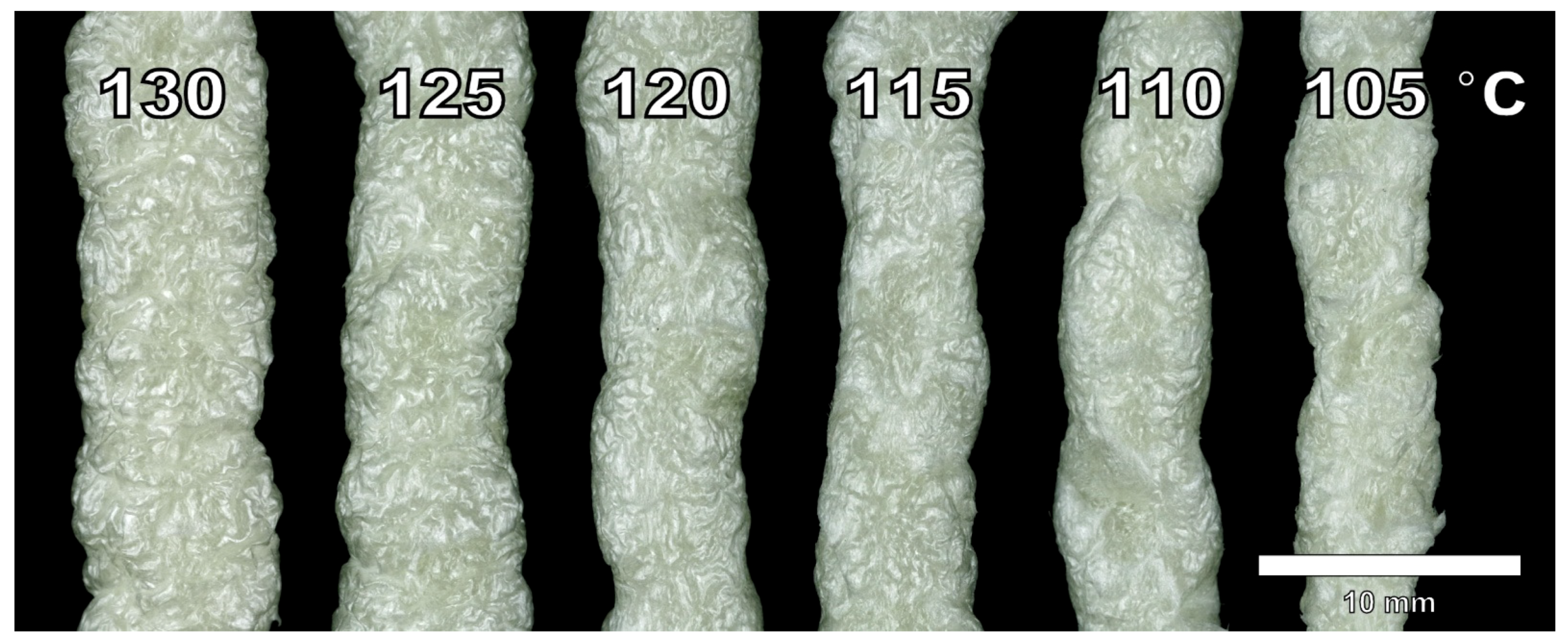
| IB-3_130°C | Isobutane | 3 | 130 | 130 | 2/20 | 81 | 28 |
| IB-3_125°C | Isobutane | 3 | 125 | 125 | 2/20 | 102 | 28 |
| IB-3_120°C | Isobutane | 3 | 120 | 120 | 2/20 | 130 | 28 |
| IB-3_115°C | Isobutane | 3 | 115 | 115 | 2/20 | 143 | 28 |
| IB-3_110°C | Isobutane | 3 | 110 | 110 | 2/20 | 165 | 28 |
| IB-3_105°C | Isobutane | 3 | 105 | 105 | 2/20 | 200 | 28 |
| Sample ID | Density [g/cm3] |
|---|---|
| IB-3_130°C | 0.18 ± 0.00 |
| IB-3_125°C | 0.18 ± 0.01 |
| IB-3_120°C | 0.19 ± 0.00 |
| IB-3_115°C | 0.18 ± 0.01 |
| IB-3_110°C | 0.19 ± 0.01 |
| IB-3_105°C | 0.21 ± 0.01 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rokkonen, T.; Willberg-Keyriläinen, P.; Ropponen, J.; Malm, T. Foamability of Cellulose Palmitate Using Various Physical Blowing Agents in the Extrusion Process. Polymers 2021, 13, 2416. https://doi.org/10.3390/polym13152416
Rokkonen T, Willberg-Keyriläinen P, Ropponen J, Malm T. Foamability of Cellulose Palmitate Using Various Physical Blowing Agents in the Extrusion Process. Polymers. 2021; 13(15):2416. https://doi.org/10.3390/polym13152416
Chicago/Turabian StyleRokkonen, Teijo, Pia Willberg-Keyriläinen, Jarmo Ropponen, and Tero Malm. 2021. "Foamability of Cellulose Palmitate Using Various Physical Blowing Agents in the Extrusion Process" Polymers 13, no. 15: 2416. https://doi.org/10.3390/polym13152416
APA StyleRokkonen, T., Willberg-Keyriläinen, P., Ropponen, J., & Malm, T. (2021). Foamability of Cellulose Palmitate Using Various Physical Blowing Agents in the Extrusion Process. Polymers, 13(15), 2416. https://doi.org/10.3390/polym13152416