Abstract
Sustainability is fundamental in the field of additive manufacturing (AM) for improving eco-consciousness and driving evolution toward environmentally responsible production methods. Compared to traditional manufacturing processes, AM technologies can be more resource-efficient and offer innovative solutions for creating eco-friendly processes and products. Nevertheless, there is significant potential for improvement in additive manufacturing sustainability. The key factors driving this improvement include design optimization and increased awareness. Designers and engineers can create designs that optimize material efficiency and reduce support structures. Raising awareness and educating stakeholders about the environmental benefits of AM can promote responsible choices throughout the industrial process. The development of a tool to assess the environmental impact of AM processes could be a significant contribution to advancing sustainability in the AM field. The EcoPrintAnalyzer, introduced as a complementary plugin for UltiMaker Cura, offers data on the equivalent carbon dioxide footprint and energy consumption in material extrusion additive manufacturing. This tool facilitates informed decision-making regarding materials, designs, and settings, enabling users to optimize their AM processes for reduced waste and enhanced energy efficiency. Beyond aiding decision-making, the EcoPrintAnalyzer fosters environmental consciousness and encourages the adoption of sustainable practices within the AM ecosystem. The efficacy of the tool is demonstrated through the 3DBenchy model case study, showcasing its intuitive interface and seamless integration within the AM process workflow for immediate and comparative environmental impact assessments across different process configurations.
1. Introduction
Sustainability has emerged as a necessity in contemporary manufacturing, driven by the pressing global concerns of environmental degradation and resource depletion [1]. Within this context, additive manufacturing (AM), also known as 3D printing or rapid manufacturing, has received significant attention as a technology with the potential to transform conventional manufacturing processes in favor of ecological efficiency. AM has the potential to optimize material usage, reduce environmental impacts across the product’s life cycle, and empower engineering functionality to a greater degree compared to conventional manufacturing methods. Consequently, there is a strong prospect of significant reductions in both time and costs associated with the manufacturing of customized, low-volume parts [2].
However, the realization of the full potential of AM as a sustainability driver remains a complex and evolving challenge. To advance sustainability within AM, optimizing design choices and raising environmental awareness among stakeholders are crucial. Designers and engineers play a pivotal role by prioritizing lightweight, material-efficient designs and minimizing support structures while meeting technological production requirements. Additionally, fostering environmental consciousness and informed decision-making can drive responsible choices across industries.
A range of studies have explored the environmental impact of AM processes, with a focus on energy and material consumption, pollution, and waste [3]. Agnusdei and Del Prete, in their review [4], drew attention to the exponential trend of research interest in sustainability in AM, identifying more than 900 works published on the topic in the last two decades. Böckin et al. [5] highlight the potential for AM to reduce environmental impact in the automotive industry, particularly through weight reduction and the printing of spare parts, but also note the need for clean electricity and low-impact feedstock materials. Suarez et al. [6] present the advantages of using arc-directed energy deposition AM compared to the traditional production strategy for titanium alloy components for the aerospace industry. Kellens et al. [7] underscore the need for further research into the environmental performance of AM, particularly in terms of energy consumption, feedstock production, and supply chain consequences. These studies collectively suggest that, while AM has the potential to reduce environmental impact, further research and development are needed to fully realize these benefits.
In recent years, the diffusion of the eco-design approach has significantly increased. This methodology involves integrating environmental considerations into the product development process, effectively balancing ecological and economic demands. Eco-design systematically incorporates environmental aspects at every stage of product development, aiming to create products that minimize environmental impact throughout their entire life cycle. This approach represents a fundamental change in product development, elevating environmental factors to the same level of significance as functionality, durability, cost-effectiveness, time to market, aesthetics, ergonomics, and quality.
In the past two decades, Computer Aided Design (CAD) software developers have recognized the necessity of integrating environmental considerations into the initial phases of a product’s life cycle. Consequently, there has been a growing availability of specialized eco-design tools that facilitate efficient decision-making processes into early stages of product development [8]. Moving towards the manufacturing phase, a range of studies have explored the integration of eco-design principles into AM software. Yi et al. [9] proposed an eco-design framework for AM based on energy performance assessment, which was further applied in a case study for part optimization using the selective laser melting process [10]. Favi et al. [11] discussed the implementation of an eco-design methodology and software platform in a manufacturing firm, highlighting the need for software integration. These studies underscore the potential of environmental impact analysis and eco-design in AM software but also the importance of further development and optimization.
This work focuses on the design and development of a novel tool: the EcoPrintAnalyzer. Designed as an integrative plugin for UltiMaker Cura 5.4, a widely adopted open-source 3D printer slicing software, the EcoPrintAnalyzer seeks to empower users with data for informed decision-making regarding materials, designs, and parameters for the manufacturing process. In the literature, there are some works aimed at assisting users in enhancing the AM process by considering productivity factors. Rao et al. [12] present a framework for selecting suitable materials for a specific engineering design. Kretzschmar et al. [13] introduce a decision support system designed to optimize machine selection for powder bed fusion AM, thereby reducing production time and costs. The EcoPrintAnalyzer aims to move a step forward in the understanding of the environmental implications of AM. By offering insights into the carbon dioxide footprint and energy consumption associated with the 3D printing process, this tool enables users to compare design options and optimize their AM processes, causing the reduction in waste and heightening of energy efficiency to be seamlessly integrated into the primary AM workflow. Moreover, it can also encourage the widespread adoption of sustainable practices within the AM ecosystem.
2. Materials and Methods
2.1. Product Lifecycle
The development of the EcoPrintAnalyzer has been inspired by the principles of the Life Cycle Assessment (LCA) of a product. The LCA methodology is defined and regulated by the ISO 14040:2006 [14] and ISO 14044:2006 [15]. It examines the full life cycle of a product or a service, starting with the extraction of raw materials; followed by transportation, energy and material production, manufacturing, product utilization; and concluding with end-of-life treatment and ultimate disposal. It aims to understand and assess the environmental performance of products at different points in their lifecycle.
LCA is carried out by defining product systems as models that represent the essential components of physical systems, while the system boundary establishes which unit processes should be incorporated into the system. When establishing the system boundary, it is essential to consider various life cycle stages, unit processes, and flows.
The diagram reported in Figure 1 shows a simplified version of a product lifecycle. It starts with the raw material acquisition (also called “cradle”) and ends with a product’s final disposal (also called “grave”). However, if the system boundaries are set till the end of the manufacturing phase of the cycle, we have the so-called cradle-to-gate model. When conducting an LCA using the cradle-to-gate model, data and insights refer exclusively to the initial stages of the product lifecycle, which include raw material acquisition, their transportation, and manufacturing processes. Assessment is concluded prior to the finished product being transported beyond the factory gate.
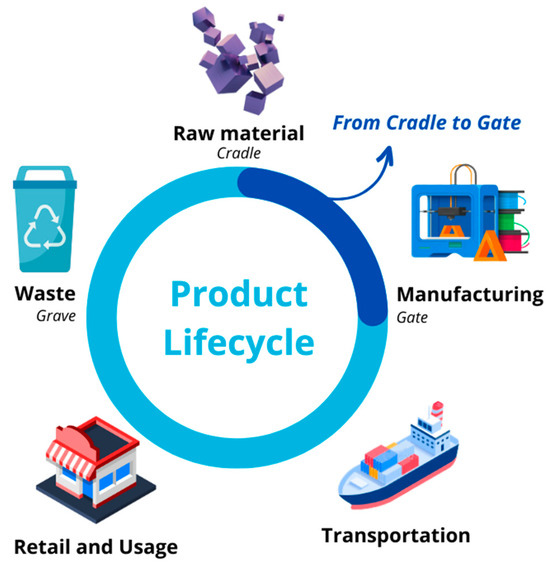
Figure 1.
Schematic representation of a simplified product lifecycle.
The cradle-to-gate model can be used as a starting point in the evaluation of the environmental impact of a product due to its simplicity. Gathering data for only the first two phases is more straightforward than collecting the data required for LCAs covering the entire product lifecycle, such as cradle-to-grave and cradle-to-cradle assessments. This model can also prove valuable when processes occurring beyond the manufacturing gate are characterized by uncertainty or to make comparisons between products with identical processes after the production phase.
This model aligns well with the AM environment. Users, spanning from hobbyists to industry professionals, can benefit from insights into the environmental performance of their products, but this field has a large amount of unpredictable solutions possible in terms of transportation, retail, usage, and disposal. The cradle-to-gate approach has inspired the EcoPrintAnalyzer.
2.2. Analyzing Additive Manufacturing
It is noteworthy that the EcoPrintAnalyzer does not intend to conduct a comprehensive LCA of a product. Instead, its primary goal is to offer insights into the environmental implications of the AM choices made by the user, drawing inspiration from the cradle-to-gate model commonly employed in LCAs. This approach serves to facilitate informed decision-making regarding sustainability considerations.
The development of the tool started by defining the system’s boundaries, and, in particular, it started with the identification of the technological process of AM to include in the analysis. According to the ISO/ASTM 52900:2021, which state the general principles and vocabulary of AM, there are seven process categories. These include binder jetting (BJT), direct energy deposition (DED), material extrusion (MEX), material jetting (MJT), powder bed fusion (PBF), sheet lamination (SHL), and vat photopolymerization (VPP) [16]. However, MEX, also known as fused deposition modelling (FDM) or fused filament fabrication (FFF) [17], is one of the most diffused technologies. This is understandable, especially for hobbyists or for rapid prototyping purposes, as it can utilize a wide range of commercially available materials [12], and it demands affordable initial investments [18].
In MEX, the typical feedstock used are thermoplastic polymers in the form of filaments or pellets [19]. Furthermore, feedstock options can extend to more advanced materials, such as polymers loaded with metal particles—not within the scope of this study—enabling the production of metallic parts through this AM process [20]. Irrespective of the material selection, these feedstocks are loaded, melted, and extruded through a heated nozzle to be deposited layer by layer along a predefined path, ultimately forming the intended part [21].
Analyzing this process from a sustainability point of view can be challenging, due to the numerous variables and consequences to take into account. The EcoPrintAnalyzer will focus on two main aspects to evaluate the environmental consequences of the manufacturing: the feedstock material and the 3D printer used in the process. It will provide insights about the carbon dioxide equivalent (CO2e) emissions end the energy consumption due to the process, an estimate of the production costs, and notes about the biodegradability of the final part. The diagram shown in Figure 2 presents the data flow used for the tool.
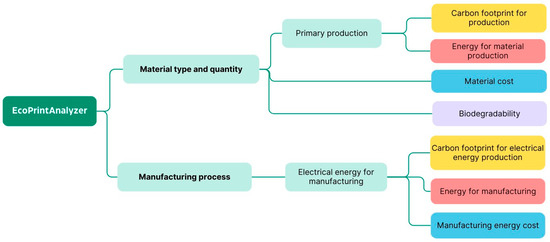
Figure 2.
Data flow in the EcoPrintAnalyzer tool for the environmental impact evaluation.
The design choices adopted by the user (e.g., part orientation, 3D printing settings, etc.) and the geographical location of the manufacturing will implicitly influence the outcomes. In the following sections, it will be detailed how each environmental aspect is computed.
2.2.1. Material Primary Production
The main feedstock in the MEX process includes different thermoplastic polymers. Each material has its own environmental impact for primary production, which can be classified according to two aspects:
- CO2 footprint: the CO2 equivalent mass of greenhouse gases produced and released into the atmosphere as a consequence of the production of 1 kg of the material (CO21kg [kg CO2e/kg]).
- Embodied energy: the energy required to make 1 kg of the material from its feedstocks or ores (E1kg [MJ/kg]).
These data can be commonly retrieved from the literature, dedicated life cycle inventory databases [22], and software.
To estimate the environmental impact of the production of the primary material, the EcoPrintAnalyzer retrieves the average values for energy and the CO2e footprint of some thermoplastic materials, widely used in AM, from the Ansys Granta Selector 2021 R2 software. The latter can be mainly used to perform conscious material selection and an evaluation of a product’s environmental impact, thanks to its comprehensive materials dataset with technical, economic, and environmental information for thousands of engineering materials [23].
In the EcoPrintAnalyzer, the CO2 equivalent footprint for the production of the primary material CO2M [kg CO2e] is estimated from the amount of material used in the AM process m [g] and the multiplicative coefficient CO21kg [kg CO2e/kg] for the carbon dioxide footprint, retrieved from the Ansys Granta Selector, with the following equation:
Similarly, the energy for the production of the primary material needed to manufacture the desired component (EM [MJ]) is estimated from the amount of material used m [g] and its embodied energy E1kg [MJ/kg] with the following equation:
2.2.2. Manufacturing Energy Consumption
Estimating the energy consumption for the MEX process is not a straightforward step. There are numerous factors that influence energy consumption: printer dimensions, heated build platform and chamber, drive motors, control system, extrusion nozzle, etc. However, a 3D printer operates mainly in two primary energy states: the idle and build stage.
During the idle stage, the machine undergoes several phases, including “start-up”, when the user powers on the printer; “homing”, where the nozzle reaches the origin position of the machine; and “ready”—standing by, waiting for the G-code to initiate the building process [24]. The build phase, on the other hand, can be further divided into three primary stages [25]:
- “Warm-up” involves heating the nozzle, the build platform, and, eventually, the build chamber to the user-defined values in the G-code.
- “Printing” is the phase when the printer actively constructs the part, drawing energy for movable components such as stepper motors, and intermittently heating the hot elements, including the nozzle, platform, and chamber.
- “Finishing” consists of the cooling of the hot elements using fans, and the nozzle returns to its home position.
The energy profile of the build stage is highly related to the specific 3D printer. However, it is possible to observe that the trends are similar among numerous machines [24,25]. In the “warm-up” stage, the consumption reaches the maximum values. It is followed by peaks and troughs during the “printing” phase. These fluctuations are a result of the nozzle’s movement, the intermittent heating of various hot components, and the extrusion of material as the MEX machine constructs the layers. The lowest values of energy are reached during the “finishing” state.
In their work, Hopkins et al. analyze the energy consumption of several desktop 3D printers [26]. In particular, for MEX technologies, the power profile follows the trendline described in Figure 3. The curve has been obtained by printing a component with a Creality Ender 3 printer (Creality, Shenzhen, China) and the Polylactic acid (PLA) material and smoothing the original data using a gaussian weighted moving average, with 180 as the window length. Here, the three main stages of the build phase are clearly visible.
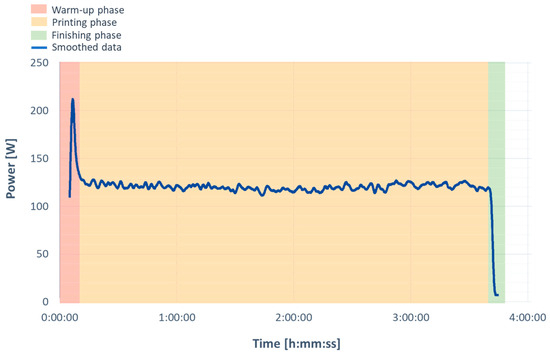
Figure 3.
Smoothed power profile of a MEX 3D printer, edited from [26].
As can be deduced from Figure 3, the manufacturing energy consumption is strictly related to the average power used by the machine during the printing phase. However, it can be difficult to estimate this from the technical specification of the machine (e.g., rated power, which, for the Ender 3 machine, is 350 W [27]). Nevertheless, using multivariate regression from experimental data, Hopkins et al. derived an equation to estimate printing energy based on the extruder temperature TE [°C], building plate temperature TB [°C], and printing time t [min]. Starting from that, it is possible to compute the energy consumption for the AM process EP [MJ]:
The equation allows for an estimation of the printing energy consumption, starting from the three known variables of the process. However, it has been validated only for desktop MEX printers without a heated chamber and a 235 × 235 mm2 heated build platform [26].
In the EcoPrintAnalyzer tool, the energy consumption due to the printing process will be estimated by default using Equation (3), but it also allows the user to insert the average printing power consumption PP [W] if known. In this case, the value of the energy will be computed by using the following equation:
2.2.3. Manufacturing Energy Carbon Footprint
The MEX manufacturing process requires Ep to create the desired component. However, to produce a unit of electricity, a certain amount of CO2e is released into the atmosphere. This environmental impact differs across countries due to the particular types of fuels employed in energy generation. Nations relying heavily on fossil fuels for their electricity tend to exhibit higher levels of carbon emissions per unit of electricity compared to those prioritizing renewable and nuclear energy sources. The EcoPrintAnalyzer utilizes carbon intensity per kilowatt-hour (CI [kg CO2e/kWh]) factors to gauge the carbon footprint associated with electricity production during the manufacturing process [28]. These factors indicate the quantity of greenhouse gas emissions (measured in kg CO2e) required to generate a single kilowatt-hour of electricity within a particular country in a given year. The following equation estimates the carbon footprint required to produce the amount of electricity needed to manufacture the component (CO2P [kg CO2e]) from the manufacturing energy (EP [MJ]).
The EcoPrintAnalyzer allows the user to specify their country from a drop-down menu, and the corresponding CI is selected. Even though it can be complex to estimate the actual carbon intensity of electrical energy production, the tool permits the user to manually edit the value of CI. This option can also be valuable when users utilize their own renewable sources, such as photovoltaic panels.
2.2.4. Biodegradability
A further environmental impact that must be faced today is related to the disposal of plastic waste and carbon dioxide emissions due to the burning of non-biodegradable polymers. A solution for managing this issue can be the replacement of non-biodegradable materials with their biodegradable alternative if available [29]. Encouraging the use of biodegradable polymers in AM could offer environmental advantages like regenerating raw materials, biodegrading, and reducing CO2 emissions, which contribute to reducing global warming. The EcoPrintAnalyzer presents a note about the polymer used for the AM process, allowing the user to immediately recognize and distinguish between non-biodegradable and biodegradable materials.
2.2.5. Manufacturing Costs
Lastly, the tool provides a raw estimation of the cost of the additively manufactured component, considering the costs of the material feedstock and the electricity used during the process. The EcoPrintAnalyzer initially retrieves the user’s currency from the settings. Then, for the material, if the user inserts the cost for one kilogram of the feedstock, the tool computes the global cost, considering the material m [g] needed to manufacture the component.
For the electricity cost, the tool obtains the user’s country defined in the settings and, by default, uses recent electricity prices per kilowatt-hour classified by country [30]. However, the price of energy depends on a wide range of different supply and demand conditions, including network costs, taxation, the geopolitical situation, and household vs. non-household consumers. To provide a more accurate estimate of the energy cost, the EcoPrintAnalyzer offers the user the possibility to indicate their actual price of energy in the settings and use these data to compute the cost.
2.3. UltiMaker Cura Plugin
To manufacture a component with AM techniques, it is necessary to transform the 3D CAD model, which is generally an STL (STereoLithography) or AMF (additive manufacturing file format) file, into a G-code that provides the settings and the path to follow to the 3D printer. This step is computed by a slicing software. It slices the model into a number of layers and determines how each of them should be printed. Currently, there are several 3D printing slicing solutions: proprietary, open-source, freeware, paid, dedicated to a single manufacturer, or supporting multiple 3D printers. One of the characteristics of the EcoPrintAnalyzer tool is that it provides immediate insight about the environmental implication of the design and manufacturing choices, without the necessity of further intermediate steps or software installations. The solution adopted was to select one of the most widely used slicing software that was open-source, free, and that supports most of the MEX 3D printers and to develop a plugin for it that can be an integral part of the main program. UltiMaker Cura 5.4 [31] satisfied all of these characteristics.
The EcoPrintAnalyzer plugin classifies insights about the carbon footprint, energy consumption, costs, and biodegradability with respect to the material and the AM process, as shown in Figure 4.
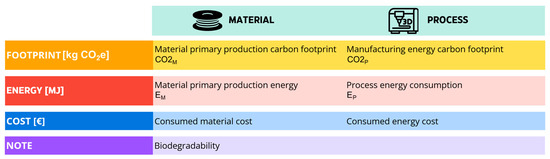
Figure 4.
Classification of environmental insights obtained from the EcoPrintAnalyzer plugin.
Moreover, the tool allows the user to set a reference printing setup and compare different solutions that can be obtained by changing the feedstock material, printing parameters, object orientation, amount of support, etc. It presents an intuitive bar graph with the footprint, energy, and cost values of the two design options.
3. Results
Figure 5a provides a visual representation of the UltiMaker Cura interface (version 5.4), hereafter referred to as Cura, featuring the EcoPrintAnalyzer plugin, highlighted with orange outlines. Within Cura, users can import a CAD model for manufacturing and then configure the 3D printer, select the feedstock material, and adjust various setting properties using the toolbar positioned at the top. The 3D model can be edited using the tools in the right-hand bar such as the following: move, scale, and rotate. Once the setup is completed, the user can start the slicing of the model and obtain the G-code.
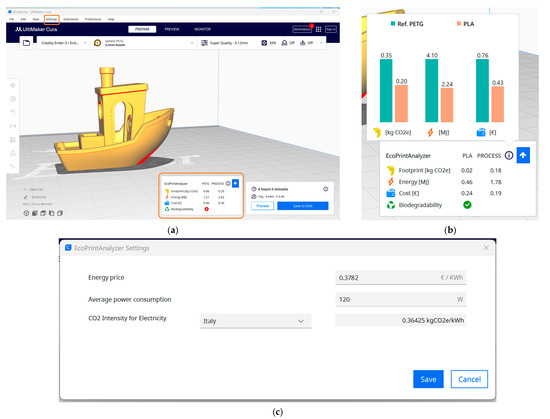
Figure 5.
EcoPrintAnalyzer screenshot: (a) main window of UltiMaker Cura with the EcoPrintAnalyzer tool and the setting tab highlighted; (b) enlargement of the tool with a comparison between a reference setup and a different solution with PLA instead of PETG; and (c) the EcoPrintAnalyzer setting window.
The EcoPrintAnalyzer incorporates a setting interface, delineated in Figure 5c, wherein, upon selecting the country, users access estimated values for energy pricing and the CI factor. This window also permits manual input for the average power consumption of the 3D printer, along with the aforementioned values if more precise data are available. All the data entered can be stored and retrieved for each defined printer within Cura. Information concerning material unit prices is stored in a separate setting already integrated into Cura’s interface. After the slicing process, the EcoPrintAnalyzer gathers the type and quantity (m) of the utilized material, the printing settings (TE, TB), and time (t). Then, it outputs a graphical panel in which the environmental insights are presented according to the scheme in Figure 4.
Additionally, the tool provides a comparative functionality, enabling users to analyze multiple manufacturing configurations and inspect their distinct environmental implications. Users can designate a setup as a reference by clicking the small blue button with an upward arrow. When hovering the cursor over the information icon positioned in the panel’s top right corner, a secondary panel shows a comparison with a different setup. A bar graph vividly illustrates the sums of the environmental impacts of the material and the process of the two solutions. The reference setup is flexible and can be modified at any time.
Figure 5b shows an expanded view of the EcoPrintAnalyzer panels in which, using a Creality Ender 3 printer, two different design choices were compared. A reference setup with Polyethylene terephthalate glycol (PETG) as the printing material was set, and then it was compared with PLA. The secondary panel illustrates, with green bars, the reference setup, while the orange bars, as well as the underlying main panel, show the current solution’s values. This example shows that changing the material influences not only the aspects directly related to the material itself but also the ones related to the process. In fact, each material requires different printing settings that determine different environmental consequences.
Method Applied to a Case Study: 3DBenchy
The EcoPrintAnalyzer plugin was applied to a case study to illustrate its capabilities. The 3D model chosen to manufacture with MEX technology was the 3DBenchy (Figure 5a). The 3DBenchy by Creative Tools is a small, boat-shaped model specifically designed to highlight various aspects of a 3D printer’s performance, such as overhangs, surface quality, bridging capabilities, and more. It is widely recognized in the AM community and serves as a benchmark for comparing different printing conditions.
The 3D printer used was a Creality Ender 3 with a 0.2 mm nozzle and a layer height equal to 0.12 mm. Five different design cases were simulated, in which the orientation of the model, the material, and the supports varied. Table 1 summarizes their main properties. All the other 3D printing parameters were left, as the Cura predefined settings for that material.

Table 1.
The five design case studies chosen for the EcoPrintAnalyzer demonstration.
These cases were chosen to highlight the environmental insights and differences among five 3D printing conditions. The outcomes of the EcoPrintAnalyzer have been summarized into bar charts in Figure 6, while the complete data are listed in Table A1 in Appendix A.
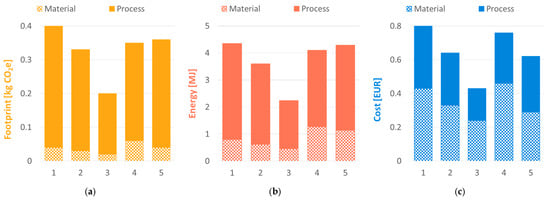
Figure 6.
Bar charts summarizing the environmental effects of additively manufacturing the five case studies grouped in equivalent carbon dioxide footprint (a), energy consumption (b), and cost (c). Each bar is subdivided into the two main aspects considered by the EcoPrintAnalyzer: material and process.
In the first two design cases, the 3DBenchy was rotated by 30° around the Y-axis, and supports were added. In the first case, this was conducted using a normal support structure, while, in the second, tree supports were chosen, which start out small on a building platform and grow branches toward the parts of the model that need supporting. The latter usually requires less material and printing time compared to the former one, also reducing the environmental impact of the manufacturing process. The third design case used the same material as the previous design cases, but the model was manufactured in the traditional and suggested conditions, i.e., without supports and with its base laying on the building plate. This considerably reduces the time and material amount needed to produce a component. The fourth and fifth cases instead modified the material used to produce the 3DBenchy. As seen before, changing the material also influenced the process, considering that each material required specific printing parameters, including building plate temperature, nozzle temperature, and printing speed.
Figure 6a illustrates the estimated equivalent carbon dioxide footprint resulting from the manufacturing of the 3DBenchy under the five conditions listed in Table 1. Each bar within the graph was segmented into two primary elements: the contribution from the material production, calculated using Equation (1), and the contribution from the AM process, estimated using Equation (5). In Figure 6b, the analysis focused on the energy consumption attributed to the primary components, EM and EP, estimated using Equations (2) and (3), respectively. Finally, Figure 6c outlines the material and electricity costs determined by multiplying unitary costs by the corresponding amounts of material and electricity necessary for model production.
4. Discussion
The EcoPrintAnalyzer presents information regarding carbon footprint and energy usage, empowering users to make informed choices concerning materials, designs, and manufacturing methods. Utilizing this tool, users can compare different designs and refine their AM processes to minimize waste and improve energy efficiency.
From the literature review, summarized in the introduction, high potential emerged for the incorporation of environmental impact analysis and eco-design in AM software and the importance of further development in this field.
Developing the EcoPrintAnalyzer as a plugin for widely utilized slicing software like Cura facilitates seamless integration into the AM workflow across diverse applications. This versatility spans from hobbyist design and manufacturing actions to rapid prototyping within industrial settings. The case study involving the 3DBenchy model highlighted the capacity of the tool to offer easily accessible insights into the equivalent carbon dioxide footprint, energy consumption, cost implications, and biodegradability of the manufacturing process. While the 3DBenchy model serves as a straightforward example, showcasing the effectiveness of the tool, it is important to note that, in more complex cases, the environmental benefits of utilizing the tool could be even more substantial. Furthermore, the user-friendly interface of the EcoPrintAnalyzer facilitates rapid comparisons among various design choices, allowing users to evaluate environmental implications more straightforwardly.
Even though the EcoPrintAnalyzer provides valuable information for assessing sustainability within the MEX process, the precision and depth of its insights depend on the availability and completeness of pertinent databases, highlighting certain limitations. At the current stage of development, the tool’s databases for CIs and energy costs encompass data exclusively for the eurozone, which is driven by data uniformity and accessibility. These can be easily expanded in the future to include a broader geographic scope, ensuring a more comprehensive analysis across various regions. Additionally, the estimation of energy consumption presents some challenges. The automatic estimate from process parameters has only been verified for desktop 3D printers. To overcome this aspect, the EcoPrintAnalyzer offers users the option to manually input average power consumption. However, further research to determine the applicability of the regression model across a broader spectrum of 3D printers can be necessary. Furthermore, while the Ansys Granta material database provides a comprehensive and solid foundation, variations in CO2e emissions across diverse feedstock suppliers can be not negligible for a sustainability assessment of the manufacturing process. Having the possibility to obtain direct data from these suppliers would enhance the accuracy of the estimations, empowering the tool to provide more insightful evaluations of sustainability in the manufacturing process. Nevertheless, to the best of the author’s knowledge, the EcoPrintAnalyzer is the first attempt to integrate eco-design and sustainability assessment directly into the AM process, particularly through an open-source slicing software.
5. Conclusions
This paper introduces the EcoPrintAnalyzer, an UltiMaker Cura plugin providing essential information on the equivalent carbon dioxide footprint, biodegradability of the material, and energy consumption associated with the MEX process. The key findings can be summarized as follows:
- Sustainability insights: the EcoPrintAnalyzer provides users with valuable insights, enabling informed decisions on materials and designs to minimize waste and environmental impacts in AM processes.
- Seamless integration: developed as a plugin for widely used slicing software such as Cura, the EcoPrintAnalyzer can be seamlessly integrated into various AM workflows, addressing the requirements of both hobbyist and industrial applications.
- Intuitive interface: the straightforward interface of the tool and the ability to set a reference setup facilitate rapid comparisons among process choices, simplifying the evaluation of environmental consequences for users.
While the tool offers significant benefits, challenges persist concerning database completeness and precision in estimating energy consumption. Future research directions should focus on expanding databases geographically, improving their integration with the tool, and validating energy estimates across different 3D printers for improved accuracy. Moreover, the integration of direct sustainability data from feedstock suppliers could significantly enhance the accuracy of the EcoPrintAnalyzer, enabling more insightful sustainability evaluations in the AM environment.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data are contained within the article.
Acknowledgments
The authors wish to acknowledge ANSYS for supporting this research through the Research Partner Academic Agreement.
Conflicts of Interest
The author declares no conflicts of interest.
Appendix A
Table A1.
Data resulting from the EcoPrintAnalyzer with the five design cases illustrated in Table 1 with the 3DBechy model.
Table A1.
Data resulting from the EcoPrintAnalyzer with the five design cases illustrated in Table 1 with the 3DBechy model.
| Cases | 1 | 2 | 3 | 4 | 5 | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| PLA | Process | PLA | Process | PLA | Process | PETG | Process | ABS | Process | ||
| Footprint [kg CO2e] | 0.04 | 0.36 | 0.03 | 0.30 | 0.02 | 0.18 | 0.06 | 0.29 | 0.04 | 0.32 | |
| Energy [MJ] | 0.80 | 3.55 | 0.62 | 2.98 | 0.46 | 1.78 | 1.27 | 2.83 | 1.14 | 3.15 | |
| Cost [EUR] | 0.43 | 0.37 | 0.33 | 0.31 | 0.24 | 0.19 | 0.46 | 0.30 | 0.29 | 0.33 | |
| Biodegradability | yes | yes | yes | no | no | ||||||
References
- Hegab, H.; Khanna, N.; Monib, N.; Salem, A. Design for sustainable additive manufacturing: A review. Sustain. Mater. Technol. 2023, 35, e00576. [Google Scholar] [CrossRef]
- Peng, T.; Kellens, K.; Tang, R.; Chen, C.; Chen, G. Sustainability of additive manufacturing: An overview on its energy demand and environmental impact. Addit. Manuf. 2018, 21, 694–704. [Google Scholar] [CrossRef]
- Davim, J.P. Sustainable Manufacturing; Wiley: Hoboken, NJ, USA, 2013. [Google Scholar]
- Agnusdei, L.; Del Prete, A. Additive manufacturing for sustainability: A systematic literature review. Sustain. Futures 2022, 4, 100098. [Google Scholar] [CrossRef]
- Böckin, D.; Tillman, A.M. Environmental assessment of additive manufacturing in the automotive industry. J. Clean. Prod. 2019, 226, 977–987. [Google Scholar] [CrossRef]
- Suárez, A.; Ramiro, P.; Veiga, F.; Ballesteros, T.; Villanueva, P. Benefits of Aeronautical Preform Manufacturing through Arc-Directed Energy Deposition Manufacturing. Materials 2023, 16, 7177. [Google Scholar] [CrossRef] [PubMed]
- Kellens, K.; Baumers, M.; Gutowski, T.G.; Flanagan, W.P.; Lifset, R.; Duflou, J.R. Environmental Dimensions of Additive Manufacturing: Mapping Application Domains and Their Environmental Implications. J. Ind. Ecol. 2017, 21, S49–S68. [Google Scholar] [CrossRef]
- Dudkowiak, A.; Grajewski, D.; Dostatni, E. Analysis of Selected IT Tools Supporting Eco-Design in the 3D CAD Environment. IEEE Access 2021, 9, 134945–134956. [Google Scholar] [CrossRef]
- Yi, L.; Glatt, M.; Sridhar, P.; de Payrebrune, K.; Linke, B.S.; Ravani, B.; Aurich, J.C. An eco-design for additive manufacturing framework based on energy performance assessment. Addit. Manuf. 2020, 33, 101120. [Google Scholar] [CrossRef]
- Yi, L.; Ehmsen, S.; Glatt, M.; Aurich, J.C. A case study on the part optimization using eco-design for additive manufacturing based on energy performance assessment. Procedia CIRP 2021, 96, 91–96. [Google Scholar] [CrossRef]
- Favi, C.; Germani, M.; Mandolini, M.; Marconi, M. Implementation of a software platform to support an eco-design methodology within a manufacturing firm. Int. J. Sustain. Eng. 2018, 11, 79–96. [Google Scholar] [CrossRef]
- Rao, R.V.; Davim, J.P. A decision-making framework model for material selection using a combined multiple attribute decision-making method. Int. J. Adv. Manuf. Technol. 2008, 35, 751–760. [Google Scholar] [CrossRef]
- Kretzschmar, N.; Ituarte, I.F.; Partanen, J. A decision support system for the validation of metal powder bed-based additive manufacturing applications. Int. J. Adv. Manuf. Technol. 2018, 96, 3679–3690. [Google Scholar] [CrossRef]
- BS EN ISO 14040:2006; Environmental Management: Life Cycle Assessment. Principles and Framework. British Standards Institute: London, UK, 2006.
- BS EN ISO 14044:2006; Environmental Management: Life Cycle Assessment. Requirements and Guidelines. British Standards Institute: London, UK, 2006.
- BS EN ISO/ASTM 52900:2021; Additive Manufacturing—General Principles—Fundamentals and Vocabulary. British Standards Institute: London, UK, 2021.
- Vassilakos, A.; Giannatsis, J.; Dedoussis, V. Fabrication of parts with heterogeneous structure using material extrusion additive manufacturing. Virtual Phys. Prototyp. 2021, 16, 267–290. [Google Scholar] [CrossRef]
- Tamburrino, F.; Graziosi, S.; Bordegoni, M. The influence of slicing parameters on the multi-material adhesion mechanisms of FDM printed parts: An exploratory study. Virtual Phys. Prototyp. 2019, 14, 316–332. [Google Scholar] [CrossRef]
- Juan Pou, A.R.; Paulo Davim, J.; Paulo Davim, J. Additive Manufacturing, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2021. [Google Scholar]
- Aruanno, B.; Paoli, A.; Razionale, A.V.; Tamburrino, F. Effect of printing parameters on extrusion-based additive manufacturing using highly filled CuSn12 filament. Int. J. Adv. Manuf. Technol. 2023, 128, 1101–1114. [Google Scholar] [CrossRef]
- Carneiro, O.S.; Silva, A.F.; Gomes, R. Fused deposition modeling with polypropylene. Mater. Des. 2015, 83, 768–776. [Google Scholar] [CrossRef]
- Ecoinvent. Ecoinvent Database. Available online: https://ecoinvent.org/the-ecoinvent-database/ (accessed on 14 November 2023).
- Ansys. Ansys Granta Selector: Smarter Materials Choices. Available online: https://www.ansys.com/products/materials/granta-selector (accessed on 15 November 2023).
- Balogun, V.A.; Kirkwood, N.; Mativenga, P.T. Energy consumption and carbon footprint analysis of Fused Deposition Modelling: A case study of RP Stratasys Dimension SST FDM. Int. J. Sci. Eng. Res. 2015, 6, 1–6. [Google Scholar]
- Peng, T.; Yan, F. Dual-objective Analysis for Desktop FDM Printers: Energy Consumption and Surface Roughness. Procedia CIRP 2018, 69, 106–111. [Google Scholar] [CrossRef]
- Hopkins, N.; Jiang, L.B.; Brooks, H. Energy consumption of common desktop additive manufacturing technologies. Clean. Eng. Technol. 2021, 2, 100068. [Google Scholar] [CrossRef]
- Creality. Ender-3 V3 KE. Available online: https://www.creality.com/products/creality-ender-3-v3-ke?spm=..index.header_1.1 (accessed on 14 November 2023).
- Carbon Footprint Ltd. International Electricity Factors. Available online: https://www.carbonfootprint.com/international_electricity_factors.html (accessed on 20 November 2023).
- Samir, A.; Ashour, F.H.; Hakim, A.A.A.; Bassyouni, M. Recent advances in biodegradable polymers for sustainable applications. Npj Mater. Degrad. 2022, 6, 68. [Google Scholar] [CrossRef]
- Eurostat. Electricity Price Statistics. Available online: https://ec.europa.eu/eurostat/statistics-explained/index.php?title=Electricity_price_statistics#Electricity_prices_for_household_consumers (accessed on 21 November 2023).
- UltiMaker. Ultimaker Cura. Available online: https://ultimaker.com/software/ultimaker-cura/ (accessed on 21 November 2023).


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).