Appendix B. Multiple Regression Models
Multiple regression model coefficients and statistics follow for all investigated materials and model responses. Units on responses and coefficients are as indicated in the sub-headings according to Equation (1) in the main text wherein factors x and t are normalized on the interval of [0,1] corresponding to their minima and maxima. The statistical significance of each model coefficient is provided, including the coefficient estimate, standard error (SE), t-statistic (tStat), and p-value along with model statistics.
Table A2.
DOE-based model for Modulus, MPa (iPP material).
Table A2.
DOE-based model for Modulus, MPa (iPP material).
| | Estimate | SE | tStat | p-Value |
|---|
| (Intercept) | 1011.7 | 11.756 | 86.058 | 1.4286e-147 |
| b1 | −39.209 | 11.783 | −3.3274 | 0.0010638 |
| b2 | 17.686 | 11.175 | 1.5827 | 0.11527 |
| b3 | −3.7513 | 11.185 | −0.33537 | 0.73774 |
| b4 | −65.211 | 26.986 | −2.4165 | 0.016676 |
| b5 | −17.945 | 10.05 | −1.7856 | 0.075854 |
| b6 | 24.812 | 9.9187 | 2.5015 | 0.013263 |
| b7 | 5.1422 | 13.428 | 0.38295 | 0.70221 |
| b8 | −39.319 | 10.05 | −3.9126 | 0.00012958 |
| b9 | 22.906 | 13.74 | 1.6672 | 0.097233 |
| b10 | 38.437 | 13.428 | 2.8625 | 0.0047047 |
| b11 | 75.519 | 22.317 | 3.3839 | 0.00087794 |
| b12 | −10.56 | 8.9989 | −1.1735 | 0.24215 |
Table A3.
DOE-based model for Modulus, MPa (rPP material).
Table A3.
DOE-based model for Modulus, MPa (rPP material).
| | Estimate | Se | tStat | p-Value |
|---|
| (Intercept) | 1076.7 | 18.474 | 58.281 | 1.9223e-117 |
| b1 | 79.051 | 18.638 | 4.2415 | 3.5736e-05 |
| b2 | 79.699 | 17.65 | 4.5156 | 1.1497e-05 |
| b3 | −36.661 | 17.681 | −2.0734 | 0.039583 |
| b4 | 90.872 | 42.824 | 2.122 | 0.035228 |
| b5 | −104.93 | 15.9 | −6.5994 | 4.6249e − 10 |
| b6 | 44.447 | 15.678 | 2.835 | 0.0051158 |
| b7 | −70.806 | 21.126 | −3.3516 | 0.00098225 |
| b8 | −10.02 | 15.864 | −0.63165 | 0.52843 |
| b9 | −99.162 | 21.633 | −4.5839 | 8.5968e-06 |
| b10 | 10.846 | 21.128 | 0.51336 | 0.60834 |
| b11 | 15.407 | 35.275 | 0.43676 | 0.66282 |
| b12 | −1.1954 | 14.278 | −0.083723 | 0.93337 |
Table A4.
DOE-based model for Modulus, MPa (PBAT material).
Table A4.
DOE-based model for Modulus, MPa (PBAT material).
| | Estimate | Se | tStat | p-Value |
|---|
| (Intercept) | 6340.5 | 28.52 | 222.32 | 1.4534e-219 |
| b1 | −75.906 | 28.524 | −2.6611 | 0.0085009 |
| b2 | 20.322 | 27.051 | 0.75124 | 0.4535 |
| b3 | −29.764 | 27.064 | −1.0998 | 0.27292 |
| b4 | −227.96 | 65.444 | −3.4833 | 0.00062329 |
| b5 | −59.103 | 24.353 | −2.4269 | 0.016224 |
| b6 | 36.844 | 24.04 | 1.5326 | 0.12714 |
| b7 | 102.51 | 32.489 | 3.1553 | 0.0018831 |
| b8 | 3.2804 | 24.353 | 0.1347 | 0.893 |
| b9 | 48.758 | 33.242 | 1.4668 | 0.1442 |
| b10 | 18.918 | 32.489 | 0.5823 | 0.5611 |
| b11 | 99.321 | 54.186 | 1.833 | 0.068476 |
| b12 | 21.468 | 21.878 | 0.98127 | 0.32779 |
Table A5.
DOE-based model for Modulus, MPa (PLA-N material).
Table A5.
DOE-based model for Modulus, MPa (PLA-N material).
| | Estimate | Se | tStat | p-Value |
|---|
| (Intercept) | 2659.5 | 21.067 | 126.24 | 7.2075e-177 |
| b1 | −4.4021 | 21.13 | −0.20833 | 0.83521 |
| b2 | 29.251 | 20.039 | 1.4597 | 0.14612 |
| b3 | 1.2935 | 20.058 | 0.064487 | 0.94865 |
| b4 | 61.207 | 48.391 | 1.2648 | 0.20758 |
| b5 | 9.1498 | 18.021 | 0.50773 | 0.61227 |
| b6 | −26.221 | 17.786 | −1.4742 | 0.14217 |
| b7 | 9.9297 | 24.079 | 0.41238 | 0.68056 |
| b8 | 23.6 | 18.021 | 1.3096 | 0.19202 |
| b9 | −51.054 | 24.638 | −2.0722 | 0.03968 |
| b10 | 16.195 | 24.079 | 0.67257 | 0.50209 |
| b11 | −26.954 | 40.019 | −0.67353 | 0.50148 |
| b12 | 20.555 | 16.137 | 1.2738 | 0.2044 |
Table A6.
DOE-based model for Modulus, MPa (PLA-V material).
Table A6.
DOE-based model for Modulus, MPa (PLA-V material).
| | Estimate | Se | tStat | p-Value |
|---|
| (Intercept) | 2458.7 | 60.473 | 40.658 | 1.0391e-91 |
| b1 | −32.671 | 62.11 | −0.52602 | 0.59953 |
| b2 | 8.2516 | 57.403 | 0.14375 | 0.88586 |
| b3 | −162.12 | 57.584 | −2.8154 | 0.0054241 |
| b4 | −495.96 | 139.57 | −3.5534 | 0.00048757 |
| b5 | −114.58 | 52.218 | −2.1943 | 0.029517 |
| b6 | 79.092 | 51.343 | 1.5405 | 0.12524 |
| b7 | −21.384 | 68.137 | −0.31383 | 0.75402 |
| b8 | 118.53 | 52.218 | 2.2699 | 0.024419 |
| b9 | −60.605 | 69.726 | −0.86918 | 0.38592 |
| b10 | 33.822 | 68.137 | 0.49639 | 0.62023 |
| b11 | 372.05 | 115.56 | 3.2196 | 0.0015273 |
| b12 | 42.827 | 46.547 | 0.92008 | 0.35878 |
Table A7.
DOE-based model for Ult Stress, MPa (iPP material).
Table A7.
DOE-based model for Ult Stress, MPa (iPP material).
| | Estimate | Se | tStat | p-Value |
|---|
| (Intercept) | 16.522 | 0.12996 | 127.13 | 2.0886e-177 |
| b1 | −0.7974 | 0.13026 | −6.1214 | 5.7137e-09 |
| b2 | 0.01436 | 0.12354 | 0.11624 | 0.90759 |
| b3 | −0.10248 | 0.12365 | −0.82877 | 0.40834 |
| b4 | −1.3237 | 0.29833 | −4.437 | 1.59e-05 |
| b5 | −0.21188 | 0.1111 | −1.9072 | 0.058099 |
| b6 | 0.36698 | 0.10965 | 3.3468 | 0.00099636 |
| b7 | −0.04643 | 0.14844 | −0.31278 | 0.75482 |
| b8 | −0.038494 | 0.1111 | −0.34649 | 0.72938 |
| b9 | 0.40015 | 0.15189 | 2.6345 | 0.0091651 |
| b10 | −0.1378 | 0.14844 | −0.92826 | 0.35452 |
| b11 | 1.4261 | 0.24671 | 5.7805 | 3.2502e-08 |
| b12 | −0.014868 | 0.099483 | −0.14945 | 0.88137 |
Table A8.
DOE-based model for Ult Stress, MPa (rPP material).
Table A8.
DOE-based model for Ult Stress, MPa (rPP material).
| | Estimate | Se | tStat | p-Value |
|---|
| (Intercept) | 17.709 | 0.98102 | 18.051 | 5.481e-42 |
| b1 | 0.12348 | 0.9897 | 0.12477 | 0.90085 |
| b2 | 0.19994 | 0.93724 | 0.21333 | 0.83132 |
| b3 | −0.53294 | 0.93892 | −0.56761 | 0.57102 |
| b4 | −4.4646 | 2.274 | −1.9633 | 0.051174 |
| b5 | 0.072571 | 0.84433 | 0.085951 | 0.9316 |
| b6 | 0.68373 | 0.83252 | 0.82127 | 0.4126 |
| b7 | −1.5495 | 1.1218 | −1.3812 | 0.16895 |
| b8 | 0.59884 | 0.84241 | 0.71086 | 0.4781 |
| b9 | −0.67928 | 1.1487 | −0.59133 | 0.55505 |
| b10 | 0.28814 | 1.1219 | 0.25683 | 0.79761 |
| b11 | 1.5516 | 1.8732 | 0.82834 | 0.40859 |
| b12 | −0.27483 | 0.75819 | −0.36249 | 0.71742 |
Table A9.
DOE-based model for Ult Stress, MPa (PBAT material).
Table A9.
DOE-based model for Ult Stress, MPa (PBAT material).
| | Estimate | Se | tStat | p-Value |
|---|
| (Intercept) | 63.758 | 0.60366 | 105.62 | 1.6903e-162 |
| b1 | −0.029482 | 0.60376 | −0.048831 | 0.96111 |
| b2 | 0.52151 | 0.57256 | 0.91083 | 0.36362 |
| b3 | 0.65783 | 0.57284 | 1.1484 | 0.25236 |
| b4 | −5.5063 | 1.3852 | −3.975 | 0.00010217 |
| b5 | −1.5349 | 0.51547 | −2.9777 | 0.0033092 |
| b6 | −0.78306 | 0.50883 | −1.5389 | 0.1256 |
| b7 | 2.7604 | 0.68768 | 4.0141 | 8.7828e-05 |
| b8 | −0.30718 | 0.51547 | −0.59592 | 0.55199 |
| b9 | 2.02 | 0.70361 | 2.8709 | 0.0045897 |
| b10 | −0.36766 | 0.68768 | −0.53463 | 0.59357 |
| b11 | 2.3491 | 1.1469 | 2.0482 | 0.042011 |
| b12 | 0.39179 | 0.46308 | 0.84606 | 0.39865 |
Table A10.
DOE-based model for Ult Stress, MPa (PLA-N material).
Table A10.
DOE-based model for Ult Stress, MPa (PLA-N material).
| | Estimate | Se | tStat | p-Value |
|---|
| (Intercept) | 59.303 | 0.84276 | 70.367 | 2.2576e-132 |
| b1 | −3.6969 | 0.84529 | −4.3735 | 2.0714e-05 |
| b2 | −1.9248 | 0.80164 | −2.401 | 0.017373 |
| b3 | −2.9009 | 0.8024 | −3.6153 | 0.00038986 |
| b4 | −5.916 | 1.9359 | −3.056 | 0.0025866 |
| b5 | 0.63422 | 0.72091 | 0.87974 | 0.38018 |
| b6 | 0.53754 | 0.71152 | 0.75548 | 0.45095 |
| b7 | 2.2274 | 0.96326 | 2.3124 | 0.021894 |
| b8 | 2.558 | 0.72091 | 3.5483 | 0.00049527 |
| b9 | 0.053231 | 0.98561 | 0.054008 | 0.95699 |
| b10 | 2.4352 | 0.96326 | 2.5281 | 0.012332 |
| b11 | 1.2524 | 1.6009 | 0.7823 | 0.43507 |
| b12 | 0.08152 | 0.64554 | 0.12628 | 0.89965 |
Table A11.
DOE-based model for Ult Stress, MPa (PLA-V material).
Table A11.
DOE-based model for Ult Stress, MPa (PLA-V material).
| | Estimate | Se | tStat | p-Value |
|---|
| (Intercept) | 18.369 | 1.9519 | 9.4108 | 2.6168e-17 |
| b1 | −10.792 | 2.0047 | −5.3835 | 2.2976e-07 |
| b2 | 1.587 | 1.8528 | 0.85656 | 0.39285 |
| b3 | 0.64305 | 1.8586 | 0.34598 | 0.72977 |
| b4 | −10.396 | 4.505 | −2.3077 | 0.022171 |
| b5 | −0.86327 | 1.6854 | −0.51219 | 0.60915 |
| b6 | −0.02832 | 1.6572 | −0.017089 | 0.98638 |
| b7 | 11.759 | 2.1992 | 5.347 | 2.734e−07 |
| b8 | −2.1301 | 1.6854 | −1.2638 | 0.20796 |
| b9 | 1.3412 | 2.2505 | 0.59596 | 0.55196 |
| b10 | −1.7917 | 2.1992 | −0.81469 | 0.41635 |
| b11 | 1.1105 | 3.7299 | 0.29773 | 0.76626 |
| b12 | 2.2454 | 1.5024 | 1.4946 | 0.1368 |
Table A12.
DOE-based model for Max Strain, pct (iPP material).
Table A12.
DOE-based model for Max Strain, pct (iPP material).
| | Estimate | Se | tStat | p-Value |
|---|
| (Intercept) | 50.249 | 2.7666 | 18.162 | 1.8042e-42 |
| b1 | 0.91546 | 2.7731 | 0.33013 | 0.74169 |
| b2 | 2.7222 | 2.6299 | 1.0351 | 0.30201 |
| b3 | 3.0168 | 2.6323 | 1.1461 | 0.2533 |
| b4 | 14.403 | 6.3508 | 2.2679 | 0.024532 |
| b5 | 0.70353 | 2.365 | 0.29747 | 0.76645 |
| b6 | 2.6747 | 2.3342 | 1.1459 | 0.25339 |
| b7 | −1.8421 | 3.1601 | −0.58294 | 0.56067 |
| b8 | −7.225 | 2.365 | −3.055 | 0.0025951 |
| b9 | −1.9847 | 3.2334 | −0.6138 | 0.54013 |
| b10 | 2.0393 | 3.1601 | 0.64532 | 0.51955 |
| b11 | −14.635 | 5.252 | −2.7866 | 0.0059009 |
| b12 | 3.9834 | 2.1178 | 1.881 | 0.061602 |
Table A13.
DOE-based model for Max Strain, pct (rPP material).
Table A13.
DOE-based model for Max Strain, pct (rPP material).
| | Estimate | Se | tStat | p-Value |
|---|
| (Intercept) | 53.989 | 0.81742 | 66.047 | 1.2258e-126 |
| b1 | −0.91166 | 0.82466 | −1.1055 | 0.27045 |
| b2 | −2.5643 | 0.78095 | −3.2836 | 0.001235 |
| b3 | −1.5389 | 0.78235 | −1.9671 | 0.050738 |
| b4 | 0.21084 | 1.8948 | 0.11127 | 0.91153 |
| b5 | 1.8492 | 0.70353 | 2.6285 | 0.0093308 |
| b6 | −0.28486 | 0.69369 | −0.41064 | 0.68184 |
| b7 | 0.0988 | 0.93475 | 0.1057 | 0.91594 |
| b8 | 2.3107 | 0.70193 | 3.2919 | 0.0012013 |
| b9 | 0.88727 | 0.95717 | 0.92697 | 0.3552 |
| b10 | 1.2406 | 0.93483 | 1.3271 | 0.18619 |
| b11 | −1.0172 | 1.5608 | −0.65174 | 0.51542 |
| b12 | 0.055259 | 0.63175 | 0.087469 | 0.9304 |
Table A14.
DOE-based model for Max Strain, pct (PBAT material).
Table A14.
DOE-based model for Max Strain, pct (PBAT material).
| | Estimate | Se | tStat | p-Value |
|---|
| (Intercept) | 1.9915 | 0.04549 | 43.78 | 3.1827e-97 |
| b1 | 0.02649 | 0.045497 | 0.58222 | 0.56115 |
| b2 | 0.12494 | 0.043147 | 2.8958 | 0.004256 |
| b3 | 0.011408 | 0.043167 | 0.26428 | 0.79187 |
| b4 | −0.035384 | 0.10439 | −0.33897 | 0.73503 |
| b5 | −0.077916 | 0.038844 | −2.0059 | 0.046386 |
| b6 | 0.016269 | 0.038344 | 0.42429 | 0.67187 |
| b7 | −0.093434 | 0.051821 | −1.803 | 0.073077 |
| b8 | −0.10292 | 0.038844 | −2.6495 | 0.0087865 |
| b9 | −0.13447 | 0.053022 | −2.5361 | 0.012068 |
| b10 | 0.0034345 | 0.051821 | 0.066275 | 0.94723 |
| b11 | 0.16765 | 0.086428 | 1.9398 | 0.053986 |
| b12 | 0.025342 | 0.034896 | 0.72622 | 0.46866 |
Table A15.
DOE-based model for Max Strain, pct (PLA-N material).
Table A15.
DOE-based model for Max Strain, pct (PLA-N material).
| | Estimate | Se | tStat | p-Value |
|---|
| (Intercept) | 5.0032 | 0.47481 | 10.537 | 1.6632e-20 |
| b1 | 1.3812 | 0.47624 | 2.9002 | 0.0041961 |
| b2 | 0.096271 | 0.45164 | 0.21316 | 0.83145 |
| b3 | 0.47937 | 0.45207 | 1.0604 | 0.29039 |
| b4 | 2.1716 | 1.0907 | 1.9911 | 0.047991 |
| b5 | −0.35719 | 0.40616 | −0.87944 | 0.38034 |
| b6 | −0.68575 | 0.40087 | −1.7107 | 0.088878 |
| b7 | −1.3518 | 0.5427 | −2.491 | 0.013651 |
| b8 | −0.41886 | 0.40616 | −1.0313 | 0.30381 |
| b9 | 0.067567 | 0.55529 | 0.12168 | 0.90329 |
| b10 | −0.23653 | 0.5427 | −0.43584 | 0.66348 |
| b11 | −1.1824 | 0.90196 | −1.3109 | 0.19157 |
| b12 | 0.14228 | 0.3637 | 0.3912 | 0.69611 |
Table A16.
DOE-based model for Max Strain, pct (PLA-V material).
Table A16.
DOE-based model for Max Strain, pct (PLA-V material).
| | Estimate | Se | tStat | p-Value |
|---|
| (Intercept) | 44.093 | 3.8629 | 11.414 | 5.734e-23 |
| b1 | −15.455 | 3.9675 | −3.8955 | 0.0001388 |
| b2 | 8.429 | 3.6668 | 2.2987 | 0.022689 |
| b3 | 6.8905 | 3.6784 | 1.8732 | 0.062685 |
| b4 | −29.045 | 8.9157 | −3.2577 | 0.0013463 |
| b5 | −3.7701 | 3.3356 | −1.1303 | 0.2599 |
| b6 | −7.4207 | 3.2797 | −2.2626 | 0.024875 |
| b7 | 18.694 | 4.3525 | 4.295 | 2.8755e−05 |
| b8 | −7.1982 | 3.3356 | −2.158 | 0.032276 |
| b9 | 1.1072 | 4.454 | 0.24859 | 0.80397 |
| b10 | −5.5062 | 4.3525 | −1.2651 | 0.20751 |
| b11 | 9.1499 | 7.3817 | 1.2395 | 0.21679 |
| b12 | 3.0296 | 2.9733 | 1.0189 | 0.30962 |
Table A17.
DOE-based model for Toughness, MJ/m3 (iPP material).
Table A17.
DOE-based model for Toughness, MJ/m3 (iPP material).
| | Estimate | Se | tStat | p-Value |
|---|
| (Intercept) | 8.2166 | 0.44002 | 18.673 | 6.9424e-44 |
| b1 | −0.28229 | 0.44105 | −0.64006 | 0.52295 |
| b2 | 0.43716 | 0.41827 | 1.0452 | 0.29736 |
| b3 | 0.41756 | 0.41866 | 0.99735 | 0.31994 |
| b4 | 1.5118 | 1.0101 | 1.4967 | 0.13623 |
| b5 | −0.0004966 | 0.37615 | −0.0013202 | 0.99895 |
| b6 | 0.61158 | 0.37125 | 1.6473 | 0.10124 |
| b7 | −0.34001 | 0.5026 | −0.6765 | 0.4996 |
| b8 | −1.1614 | 0.37615 | −3.0876 | 0.0023389 |
| b9 | −0.102 | 0.51426 | −0.19834 | 0.843 |
| b10 | 0.25409 | 0.5026 | 0.50556 | 0.61379 |
| b11 | −1.4916 | 0.83532 | −1.7857 | 0.075843 |
| b12 | 0.61253 | 0.33682 | 1.8186 | 0.07065 |
Table A18.
DOE-based model for Toughness, MJ/m3 (rPP material).
Table A18.
DOE-based model for Toughness, MJ/m3 (rPP material).
| | Estimate | Se | tStat | p-Value |
|---|
| (Intercept) | 9.3719 | 0.52774 | 17.759 | 3.5542e-41 |
| b1 | −0.041533 | 0.53241 | −0.078009 | 0.93791 |
| b2 | −0.2763 | 0.50419 | −0.548 | 0.58438 |
| b3 | −0.48392 | 0.50509 | −0.95808 | 0.33933 |
| b4 | −2.0872 | 1.2233 | −1.7062 | 0.089723 |
| b5 | 0.27968 | 0.45421 | 0.61575 | 0.53885 |
| b6 | 0.2927 | 0.44786 | 0.65355 | 0.51425 |
| b7 | −0.82143 | 0.60349 | −1.3611 | 0.1752 |
| b8 | 0.66921 | 0.45318 | 1.4767 | 0.14153 |
| b9 | −0.2557 | 0.61796 | −0.41378 | 0.67954 |
| b10 | 0.26787 | 0.60354 | 0.44383 | 0.65771 |
| b11 | 0.53519 | 1.0077 | 0.53111 | 0.59601 |
| b12 | −0.15913 | 0.40787 | −0.39015 | 0.69689 |
Table A19.
DOE-based model for Toughness, MJ/m3 (PBAT material).
Table A19.
DOE-based model for Toughness, MJ/m3 (PBAT material).
| | Estimate | Se | tStat | p-Value |
|---|
| (Intercept) | 0.948 | 0.025531 | 37.132 | 9.584e-86 |
| b1 | 0.011537 | 0.025535 | 0.45182 | 0.65195 |
| b2 | 0.086445 | 0.024216 | 3.5698 | 0.00045944 |
| b3 | 0.012424 | 0.024227 | 0.51283 | 0.60871 |
| b4 | −0.092539 | 0.058586 | −1.5796 | 0.11598 |
| b5 | −0.069159 | 0.021801 | −3.1723 | 0.0017817 |
| b6 | 0.0055103 | 0.02152 | 0.25605 | 0.79821 |
| b7 | −0.022807 | 0.029084 | −0.78418 | 0.43397 |
| b8 | −0.068003 | 0.021801 | −3.1193 | 0.0021153 |
| b9 | −0.060433 | 0.029758 | −2.0308 | 0.043761 |
| b10 | −0.0019438 | 0.029084 | −0.066833 | 0.94679 |
| b11 | 0.13458 | 0.048507 | 2.7745 | 0.0061181 |
| b12 | 0.021732 | 0.019585 | 1.1096 | 0.26866 |
Table A20.
DOE-based model for Toughness, MJ/m3 (PLA-N material).
Table A20.
DOE-based model for Toughness, MJ/m3 (PLA-N material).
| | Estimate | Se | tStat | p-Value |
|---|
| (Intercept) | 2.3195 | 0.23908 | 9.7017 | 3.7857e-18 |
| b1 | 0.62491 | 0.2398 | 2.606 | 0.0099324 |
| b2 | −0.014199 | 0.22742 | −0.062435 | 0.95029 |
| b3 | 0.15835 | 0.22763 | 0.69566 | 0.48754 |
| b4 | 1.0365 | 0.54918 | 1.8874 | 0.06073 |
| b5 | −0.16893 | 0.20451 | −0.826 | 0.4099 |
| b6 | −0.3523 | 0.20185 | −1.7454 | 0.08264 |
| b7 | −0.68712 | 0.27327 | −2.5145 | 0.012802 |
| b8 | −0.13268 | 0.20451 | −0.64874 | 0.51734 |
| b9 | 0.011903 | 0.27961 | 0.042571 | 0.96609 |
| b10 | −0.037825 | 0.27327 | −0.13842 | 0.89007 |
| b11 | −0.63398 | 0.45416 | −1.3959 | 0.16446 |
| b12 | 0.069351 | 0.18313 | 0.37869 | 0.70536 |
Table A21.
DOE-based model for Toughness, MJ/m3 (PLA-V material).
Table A21.
DOE-based model for Toughness, MJ/m3 (PLA-V material).
| | Estimate | Se | tStat | p-Value |
|---|
| (Intercept) | 8.9272 | 1.2357 | 7.2244 | 1.4416e-11 |
| b1 | −6.5563 | 1.2691 | −5.1659 | 6.4017e-07 |
| b2 | 2.1394 | 1.173 | 1.8239 | 0.069857 |
| b3 | 1.1219 | 1.1767 | 0.95345 | 0.34166 |
| b4 | −9.1083 | 2.852 | −3.1936 | 0.0016633 |
| b5 | −1.2023 | 1.067 | −1.1268 | 0.26137 |
| b6 | −0.98203 | 1.0491 | −0.93603 | 0.35053 |
| b7 | 7.2995 | 1.3923 | 5.2428 | 4.4719e-07 |
| b8 | −1.8924 | 1.067 | −1.7735 | 0.077865 |
| b9 | 0.63497 | 1.4248 | 0.44566 | 0.65638 |
| b10 | −1.1713 | 1.3923 | −0.84126 | 0.40134 |
| b11 | 2.2411 | 2.3613 | 0.94909 | 0.34387 |
| b12 | 1.1876 | 0.95113 | 1.2487 | 0.21344 |
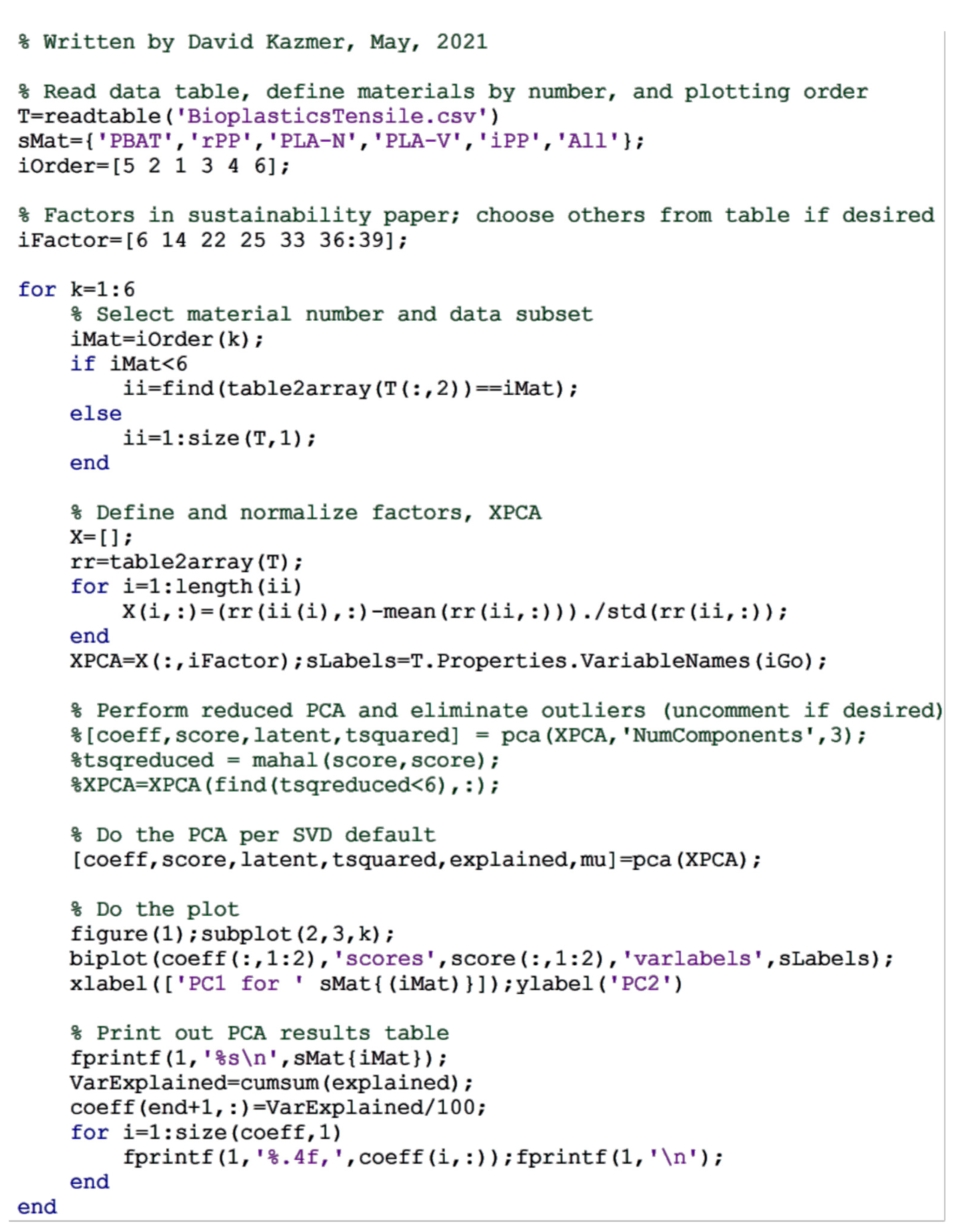
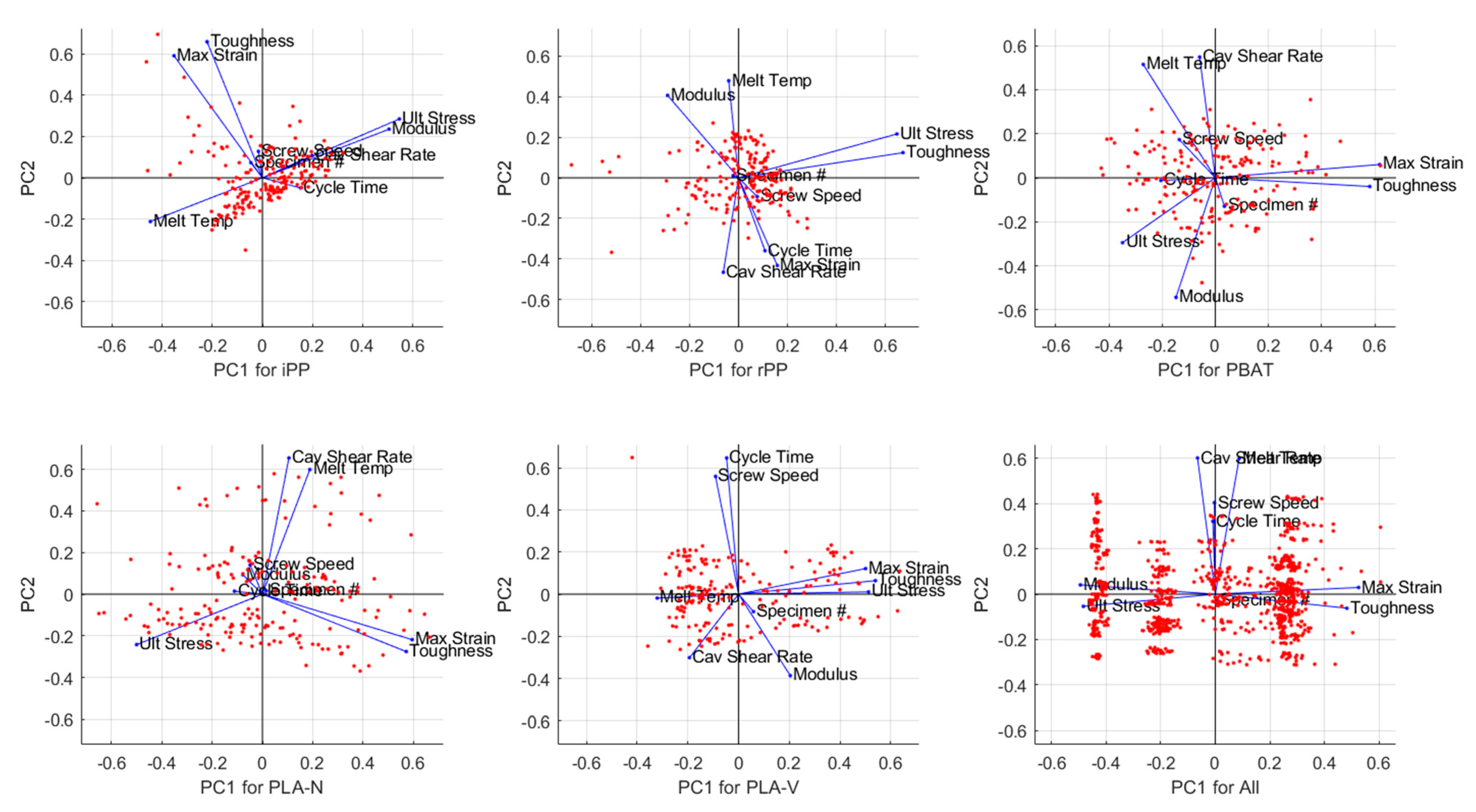
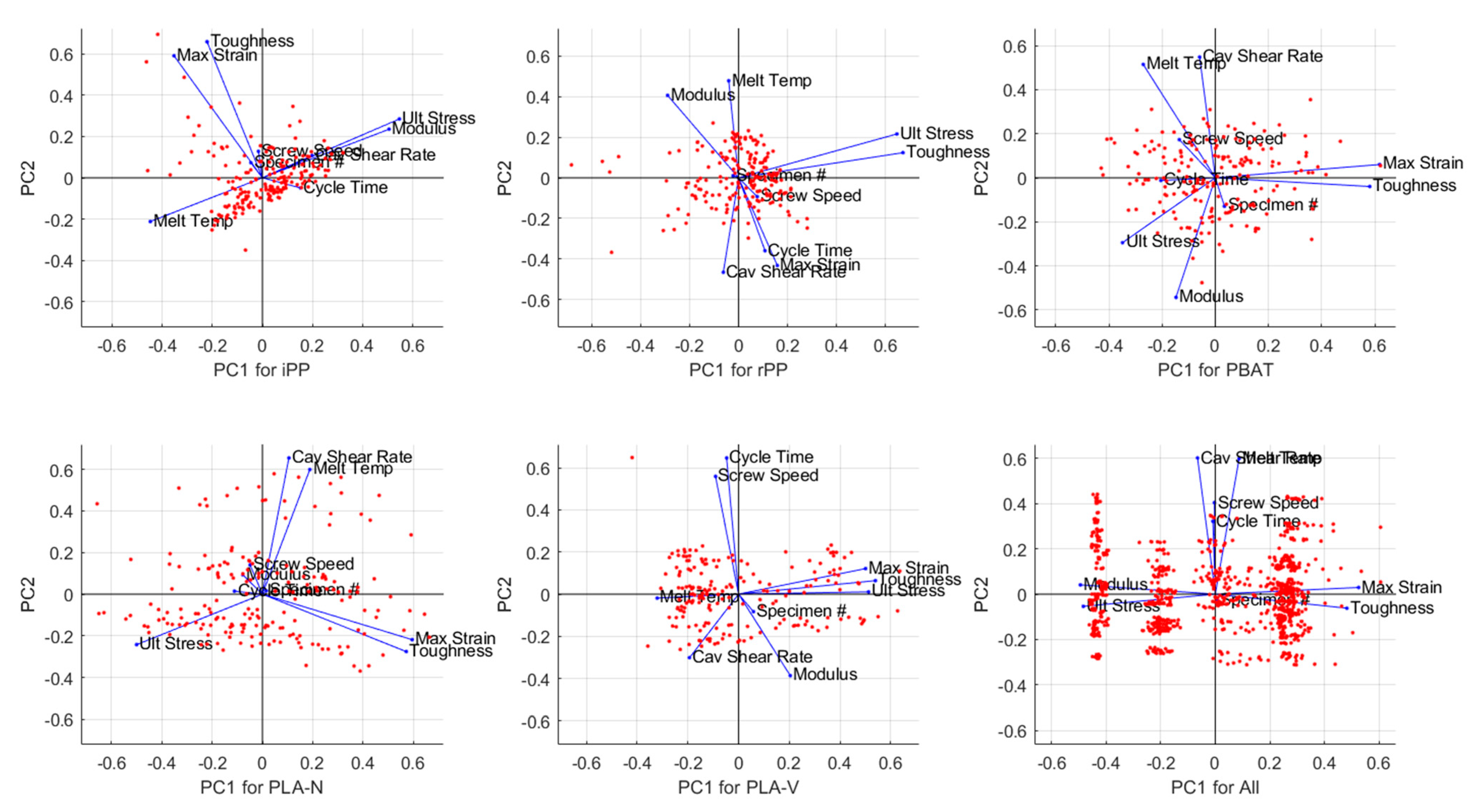
Appendix D. Principal Component Analysis Models
Table A22.
Factors, principal component coefficients, and cumsum (R2, cumulative variation explained) for iPP.
Table A22.
Factors, principal component coefficients, and cumsum (R2, cumulative variation explained) for iPP.
| Factor | PC1 | PC2 | PC3 | PC4 | PC5 | PC6 | PC7 | PC8 | PC9 |
|---|
| Cycle Time, s | 0.1527 | −0.0494 | 0.2571 | 0.6846 | 0.2243 | 0.6101 | −0.0584 | −0.1164 | −0.0021 |
| Melt Temp, C | −0.4473 | −0.2117 | 0.4644 | −0.0392 | 0.0458 | 0.0603 | 0.6137 | 0.3943 | 0.0058 |
| Cav Shear Rate, s−1 | 0.1986 | 0.1078 | 0.6885 | −0.4016 | 0.2395 | 0.0144 | −0.4823 | 0.1530 | −0.0065 |
| Screw Speed, %Max | −0.0158 | 0.1280 | 0.3654 | 0.5290 | −0.4814 | −0.5631 | −0.1415 | 0.0352 | −0.0016 |
| Specimen # (order) | −0.0459 | 0.0724 | −0.0739 | 0.2380 | 0.8086 | −0.4991 | 0.0661 | −0.0361 | −0.0007 |
| Max Strain, % | −0.3528 | 0.5904 | 0.0168 | −0.0299 | −0.0401 | 0.1581 | −0.0214 | −0.1023 | 0.6987 |
| Ult Stress, MPa | 0.5472 | 0.2845 | −0.1882 | 0.0938 | −0.0012 | 0.0140 | 0.1651 | 0.7290 | 0.1749 |
| Modulus, MPa | 0.5058 | 0.2351 | 0.2615 | −0.1495 | −0.0351 | −0.0785 | 0.5781 | −0.5065 | 0.0034 |
| Toughness, MJ/m3 | −0.2209 | 0.6581 | −0.0334 | −0.0073 | −0.0430 | 0.1628 | 0.0329 | 0.0804 | −0.6936 |
| cumsum(R2) | 0.2481 | 0.4691 | 0.6013 | 0.7132 | 0.8232 | 0.9241 | 0.9716 | 0.9999 | 1.0000 |
Table A23.
Factors, principal component coefficients, and cumsum (R2, cumulative variation explained) for rPP.
Table A23.
Factors, principal component coefficients, and cumsum (R2, cumulative variation explained) for rPP.
| Factor | PC1 | PC2 | PC3 | PC4 | PC5 | PC6 | PC7 | PC8 | PC9 |
|---|
| Cycle Time, s | 0.1080 | −0.3599 | −0.0920 | −0.5273 | 0.2180 | 0.6016 | 0.2860 | 0.2847 | 0.0055 |
| Melt Temp, C | −0.0402 | 0.4787 | −0.4514 | −0.1471 | −0.1928 | 0.0288 | 0.6252 | −0.3391 | 0.0022 |
| Cav Shear Rate, s−1 | −0.0622 | −0.4665 | 0.5301 | 0.0744 | −0.0027 | −0.1491 | 0.5128 | −0.4548 | −0.0030 |
| Screw Speed, %Max | 0.0760 | −0.0928 | −0.2019 | 0.8250 | 0.1872 | 0.4320 | 0.1963 | 0.0631 | 0.0027 |
| Specimen # (order) | −0.0221 | 0.0105 | −0.2178 | −0.0529 | 0.8787 | −0.4092 | 0.0876 | −0.0426 | 0.0027 |
| Max Strain, % | 0.1584 | −0.4332 | −0.3787 | 0.0800 | −0.3147 | −0.4968 | 0.2586 | 0.4516 | −0.1435 |
| Ult Stress, MPa | 0.6463 | 0.2162 | 0.2118 | −0.0098 | 0.0682 | 0.0115 | 0.0375 | −0.0223 | −0.6956 |
| Modulus, MPa | −0.2897 | 0.4065 | 0.4600 | 0.0695 | 0.0659 | −0.0698 | 0.3777 | 0.6185 | 0.0021 |
| Toughness, MJ/m3 | 0.6707 | 0.1238 | 0.1366 | 0.0083 | −0.0021 | −0.0953 | 0.0855 | 0.0651 | 0.7039 |
| cumsum(R2) | 0.2315 | 0.3951 | 0.5271 | 0.6388 | 0.7502 | 0.8552 | 0.9389 | 0.9997 | 1.0000 |
Table A24.
Factors, principal component coefficients, and cumsum (R2, cumulative variation explained) for PBAT.
Table A24.
Factors, principal component coefficients, and cumsum (R2, cumulative variation explained) for PBAT.
| Factor | PC1 | PC2 | PC3 | PC4 | PC5 | PC6 | PC7 | PC8 | PC9 |
|---|
| Cycle Time, s | −0.2049 | −0.0125 | 0.6599 | −0.3206 | 0.4517 | −0.0630 | −0.2687 | −0.3733 | 0.0047 |
| Melt Temp, C | −0.2709 | 0.5149 | 0.2478 | 0.0069 | −0.0086 | −0.2040 | −0.1882 | 0.7231 | 0.0004 |
| Cav Shear Rate, s−1 | −0.0589 | 0.5483 | 0.1828 | −0.0043 | −0.1228 | 0.6933 | 0.3633 | −0.1863 | −0.0030 |
| Screw Speed, %Max | −0.1349 | 0.1731 | −0.1572 | 0.6648 | 0.6548 | −0.1105 | 0.1838 | −0.1018 | −0.0004 |
| Specimen # (order) | 0.0343 | −0.1295 | 0.5015 | 0.6605 | −0.4867 | −0.0490 | −0.1871 | −0.1413 | 0.0016 |
| Max Strain, % | 0.6177 | 0.0603 | 0.1882 | −0.0003 | 0.1562 | −0.0144 | 0.0727 | 0.1403 | 0.7279 |
| Ult Stress, MPa | −0.3485 | −0.2946 | 0.2644 | −0.0816 | −0.0899 | −0.2564 | 0.7746 | 0.1175 | 0.1659 |
| Modulus, MPa | −0.1475 | −0.5435 | 0.0914 | 0.1092 | 0.2363 | 0.6251 | −0.1335 | 0.4437 | 0.0361 |
| Toughness, MJ/m3 | 0.5806 | −0.0397 | 0.2826 | −0.0158 | 0.1638 | −0.0496 | 0.2617 | 0.2055 | −0.6643 |
| cumsum(R2) | 0.2674 | 0.4358 | 0.5562 | 0.6687 | 0.7716 | 0.8576 | 0.9368 | 0.9999 | 1.0000 |
Table A25.
Factors, principal component coefficients, and cumsum (R2, cumulative variation explained) for PLA-N.
Table A25.
Factors, principal component coefficients, and cumsum (R2, cumulative variation explained) for PLA-N.
| Factor | PC1 | PC2 | PC3 | PC4 | PC5 | PC6 | PC7 | PC8 | PC9 |
|---|
| Cycle Time, s | −0.1111 | 0.0142 | 0.5786 | −0.3447 | −0.3765 | −0.6036 | −0.0100 | 0.1661 | −0.0063 |
| Melt Temp, C | 0.1887 | 0.5994 | −0.1854 | 0.0462 | −0.0916 | −0.0827 | −0.6944 | 0.2667 | −0.0040 |
| Cav Shear Rate, s−1 | 0.1056 | 0.6552 | −0.0075 | 0.0423 | 0.0034 | 0.0239 | 0.6977 | 0.2650 | −0.0106 |
| Screw Speed, %Max | −0.0488 | 0.1399 | 0.2998 | −0.4367 | 0.8269 | 0.0406 | −0.1076 | 0.0206 | 0.0027 |
| Specimen # (order) | 0.0158 | 0.0158 | 0.3113 | 0.8042 | 0.3262 | −0.3815 | −0.0304 | −0.0548 | −0.0030 |
| Max Strain, % | 0.5957 | −0.2187 | 0.0762 | −0.0221 | 0.0285 | 0.0120 | 0.0354 | 0.2435 | 0.7277 |
| Ult Stress, MPa | −0.5000 | −0.2424 | −0.1519 | 0.1055 | 0.0991 | 0.0378 | −0.0087 | 0.7991 | 0.0840 |
| Modulus, MPa | −0.0777 | 0.0926 | 0.6408 | 0.1676 | −0.2164 | 0.6917 | −0.1278 | 0.0709 | 0.0090 |
| Toughness, MJ/m3 | 0.5722 | −0.2759 | 0.0668 | −0.0114 | 0.0457 | 0.0342 | 0.0281 | 0.3531 | −0.6806 |
| cumsum(R2) | 0.2791 | 0.4600 | 0.5931 | 0.7064 | 0.8124 | 0.9044 | 0.9604 | 0.9998 | 1.0000 |
Table A26.
Factors, principal component coefficients, and cumsum (R2, cumulative variation explained) for PLA-V.
Table A26.
Factors, principal component coefficients, and cumsum (R2, cumulative variation explained) for PLA-V.
| Factor | PC1 | PC2 | PC3 | PC4 | PC5 | PC6 | PC7 | PC8 | PC9 |
|---|
| Cycle Time, s | −0.0471 | 0.6478 | 0.2389 | 0.2213 | −0.4883 | 0.4798 | 0.0470 | −0.0342 | −0.0025 |
| Melt Temp, C | −0.3209 | −0.0187 | 0.2612 | −0.0205 | −0.2186 | −0.4231 | 0.7748 | 0.0288 | 0.0101 |
| Cav Shear Rate, s−1 | −0.1933 | −0.3018 | −0.1534 | 0.6505 | 0.3199 | 0.4633 | 0.3225 | 0.0614 | 0.0039 |
| Screw Speed, %Max | −0.0907 | 0.5599 | −0.0588 | −0.3294 | 0.7021 | 0.1099 | 0.2437 | 0.0424 | −0.0114 |
| Specimen # (order) | 0.0589 | −0.0834 | 0.8947 | 0.1841 | 0.3204 | −0.0631 | −0.2192 | 0.0190 | 0.0081 |
| Max Strain, % | 0.5005 | 0.1210 | −0.0477 | 0.1867 | −0.0153 | −0.1551 | 0.1206 | 0.7149 | −0.3845 |
| Ult Stress, MPa | 0.5125 | 0.0108 | 0.0040 | 0.0961 | 0.0558 | −0.0284 | 0.2451 | −0.6763 | −0.4546 |
| Modulus, MPa | 0.2038 | −0.3867 | 0.2102 | −0.5722 | −0.1084 | 0.5754 | 0.2674 | 0.1496 | −0.0262 |
| Toughness, MJ/m3 | 0.5395 | 0.0640 | −0.0254 | 0.1164 | 0.0272 | −0.0648 | 0.1997 | −0.0361 | 0.8028 |
| cumsum(R2) | 0.3580 | 0.4842 | 0.5976 | 0.7055 | 0.8087 | 0.8990 | 0.9745 | 0.9979 | 1.0000 |
Table A27.
Factors, principal component coefficients, and cumsum (R2, cumulative variation explained) for all materials together.
Table A27.
Factors, principal component coefficients, and cumsum (R2, cumulative variation explained) for all materials together.
| Factor | PC1 | PC2 | PC3 | PC4 | PC5 | PC6 | PC7 | PC8 | PC9 |
|---|
| Cycle Time, s | −0.0088 | 0.3222 | 0.5928 | −0.2100 | −0.6977 | −0.1171 | 0.0127 | −0.0008 | −0.0031 |
| Melt Temp, C | 0.0873 | 0.5996 | −0.1035 | 0.0948 | 0.0290 | 0.7782 | 0.0112 | 0.0655 | −0.0484 |
| Cav Shear Rate, s−1 | −0.0653 | 0.6028 | −0.5129 | 0.1912 | −0.1245 | −0.5283 | 0.0452 | −0.1900 | 0.0047 |
| Screw Speed, %Max | −0.0033 | 0.4043 | 0.4876 | −0.2021 | 0.7040 | −0.2482 | 0.0263 | −0.0008 | −0.0000 |
| Specimen # (order) | 0.0064 | −0.0250 | 0.3575 | 0.9311 | 0.0190 | −0.0475 | −0.0454 | −0.0007 | −0.0016 |
| Max Strain, % | 0.5257 | 0.0293 | −0.0364 | 0.0212 | −0.0174 | −0.0726 | 0.2441 | 0.3217 | 0.7432 |
| Ult Stress, MPa | −0.4840 | −0.0540 | 0.0705 | 0.0100 | 0.0194 | 0.1637 | 0.5514 | −0.5125 | 0.4048 |
| Modulus, MPa | −0.4946 | 0.0408 | −0.0524 | 0.0410 | −0.0142 | −0.0645 | 0.3900 | 0.7606 | −0.1195 |
| Toughness, MJ/m3 | 0.4824 | −0.0622 | 0.0154 | 0.0200 | −0.0064 | −0.0381 | 0.6922 | −0.1225 | −0.5168 |
| cumsum(R2) | 0.3762 | 0.5002 | 0.6132 | 0.7242 | 0.8315 | 0.9327 | 0.9781 | 0.9971 | 1.0000 |


 ,
, 

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}