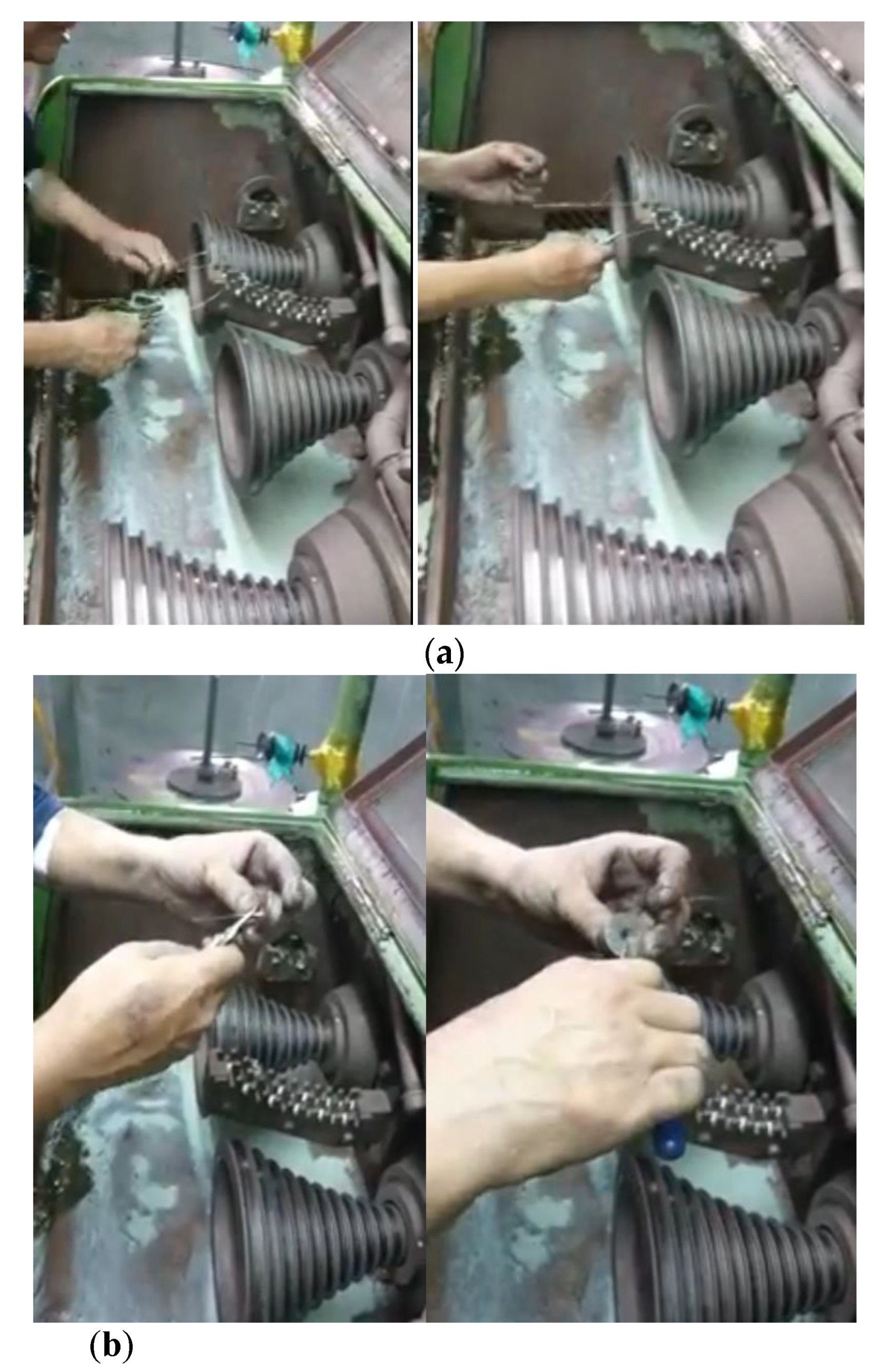
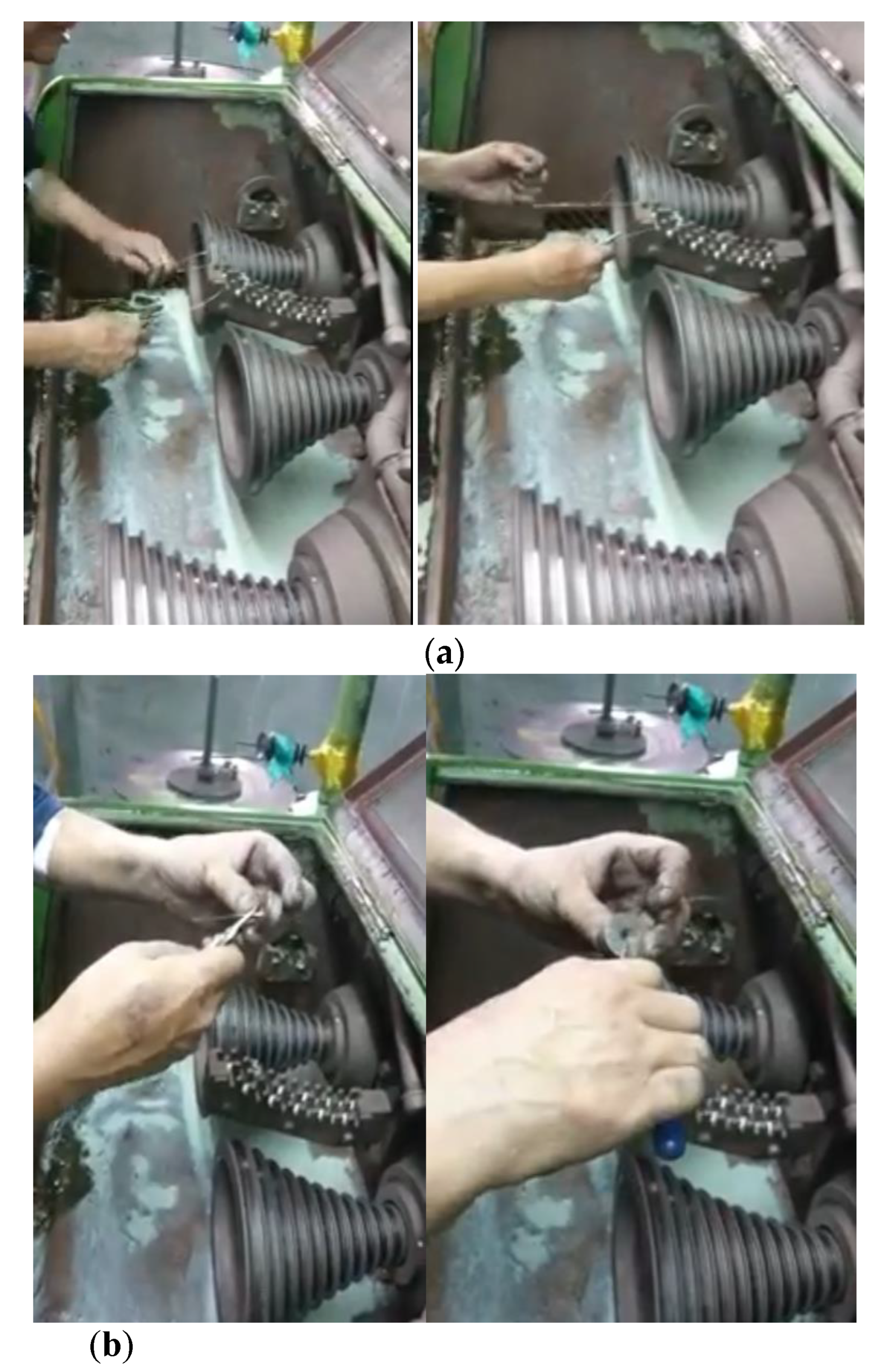
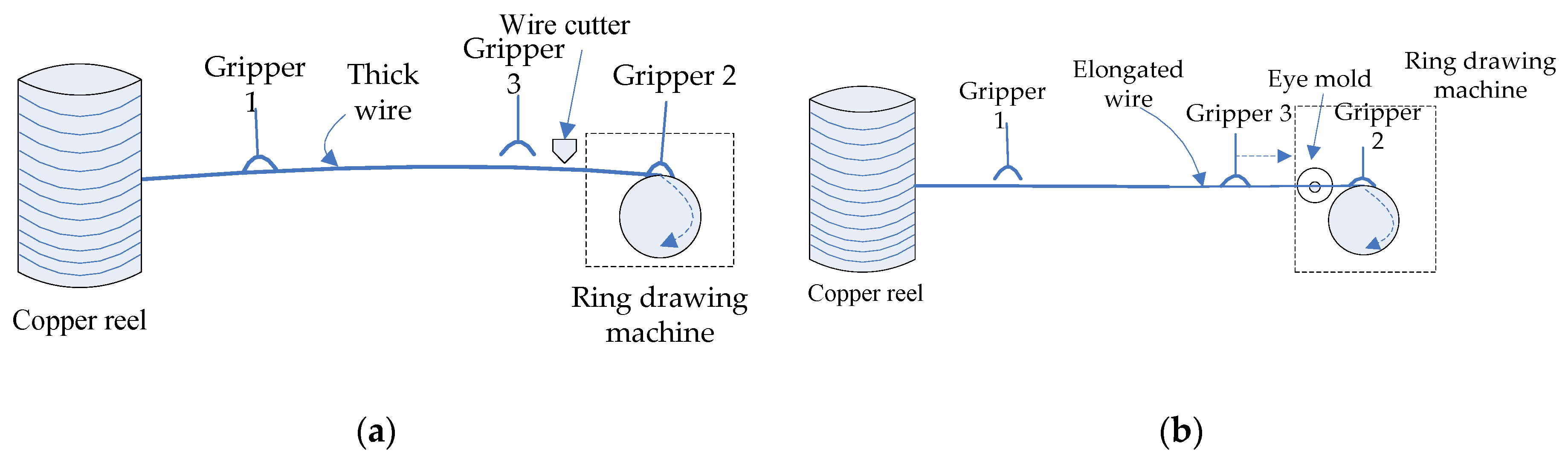
Figure 1.
Human operation for wire dies mold treading. (a) Wire elongating process by hands; (b) wire treading dies mold.
Figure 1.
Human operation for wire dies mold treading. (a) Wire elongating process by hands; (b) wire treading dies mold.
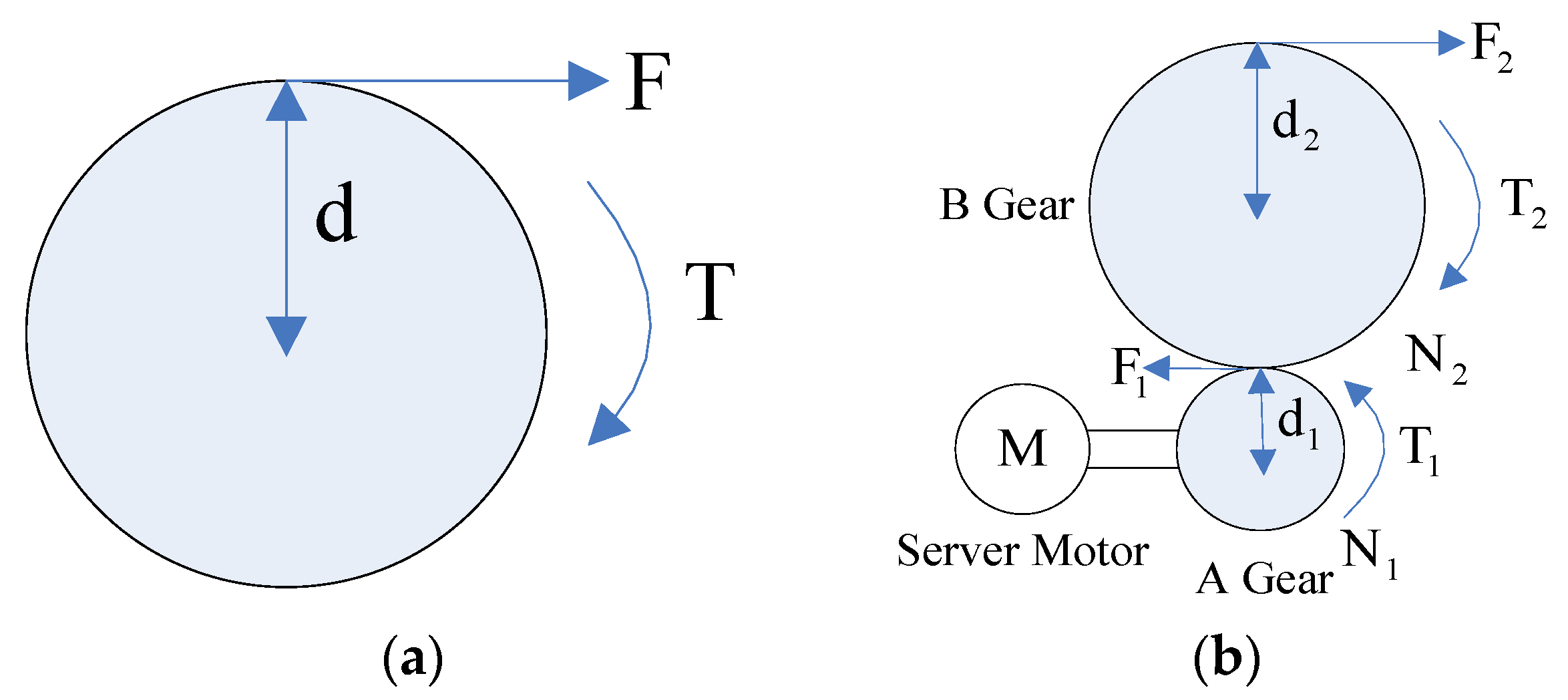
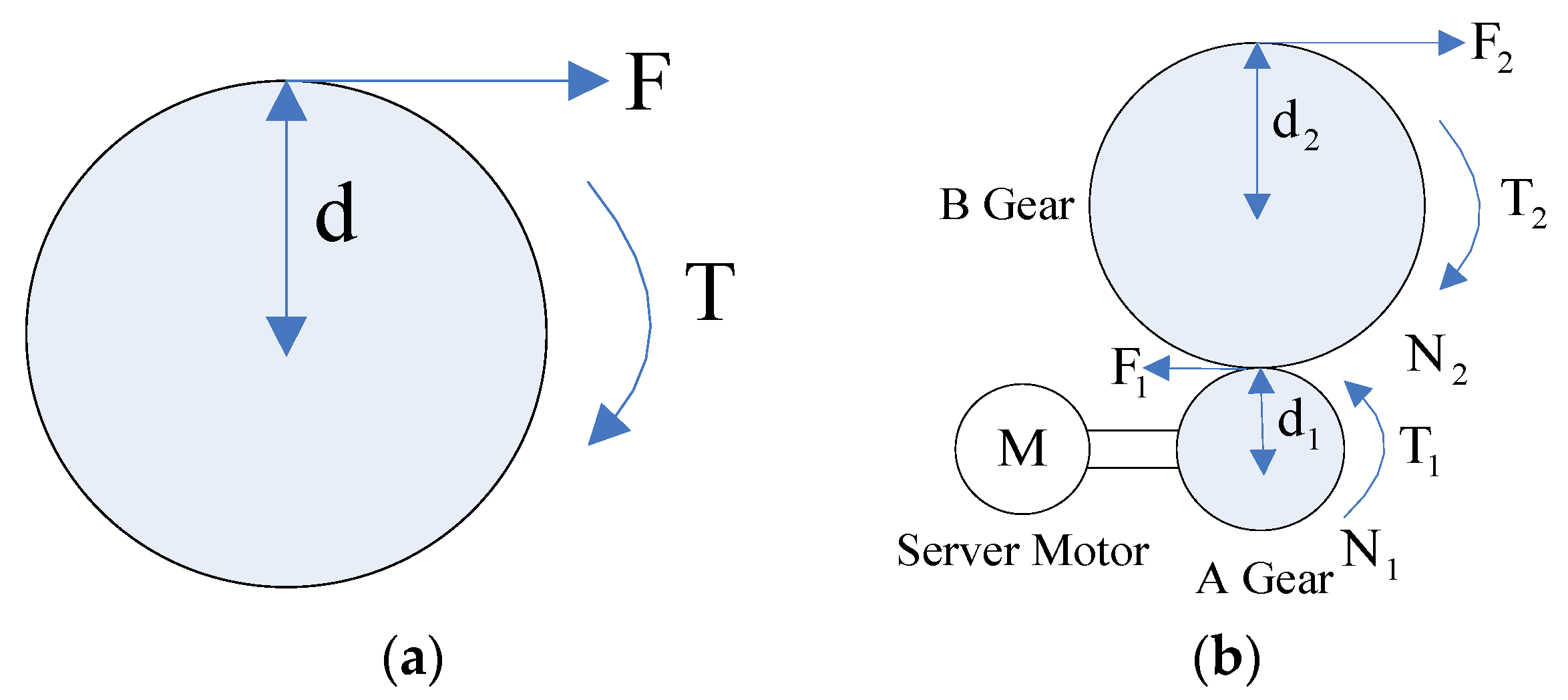
Figure 2.
Relation of torque and gear. (a) Torque; (b) torque and gear.
Figure 2.
Relation of torque and gear. (a) Torque; (b) torque and gear.
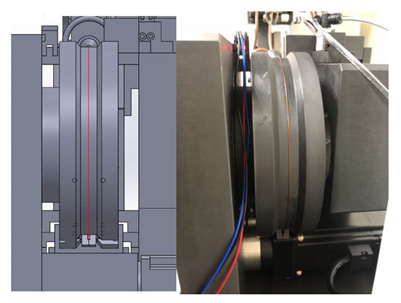
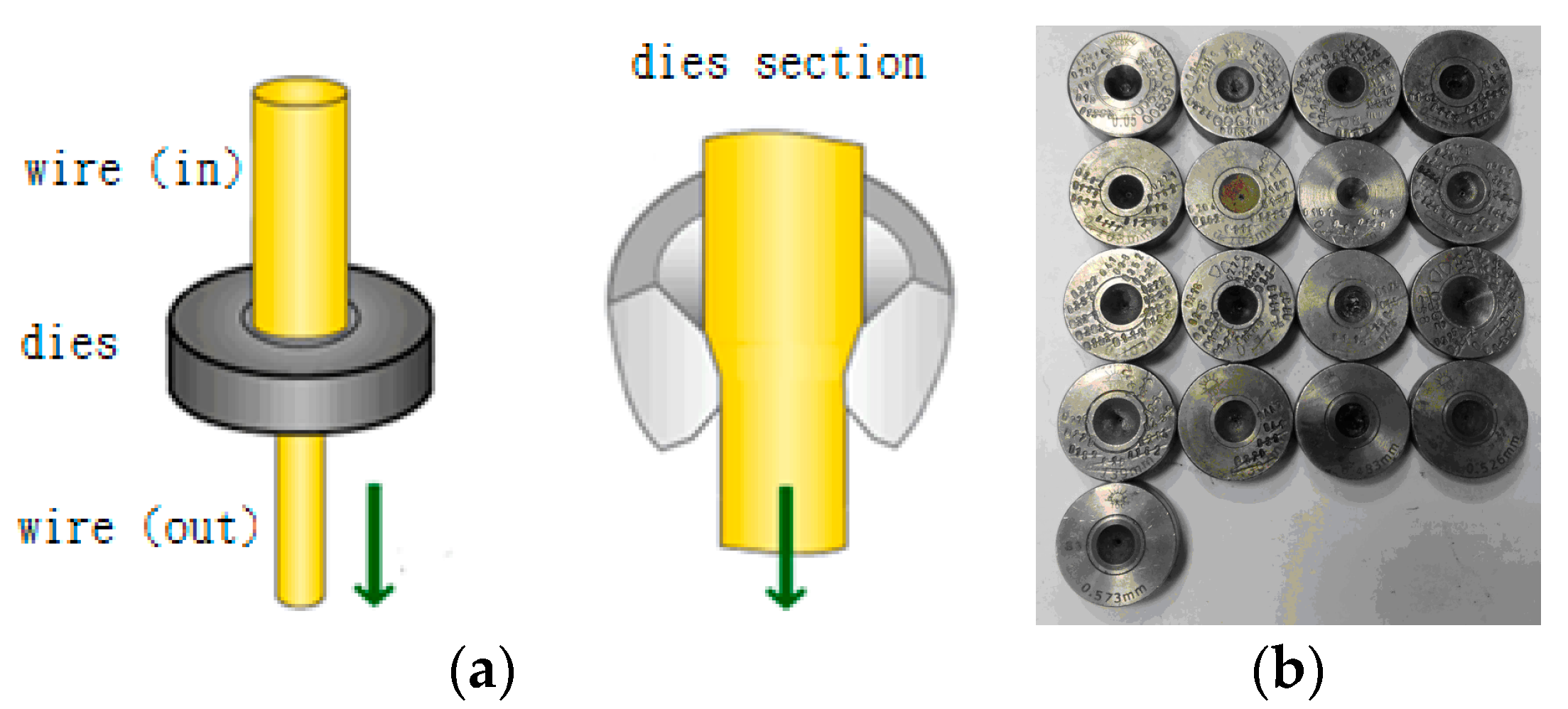
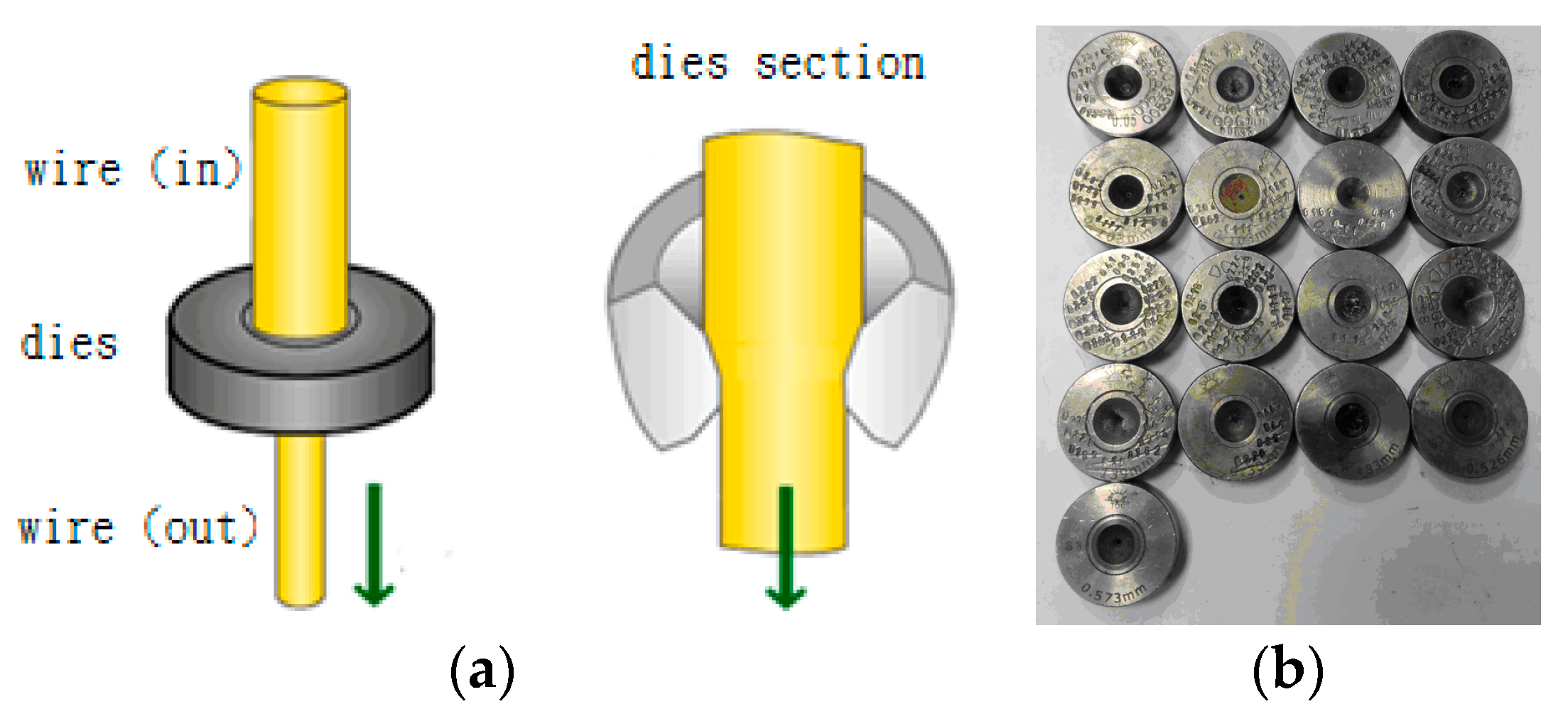
Figure 3.
Profile of dies mold. (a) Dies; (b) dies molds.
Figure 3.
Profile of dies mold. (a) Dies; (b) dies molds.
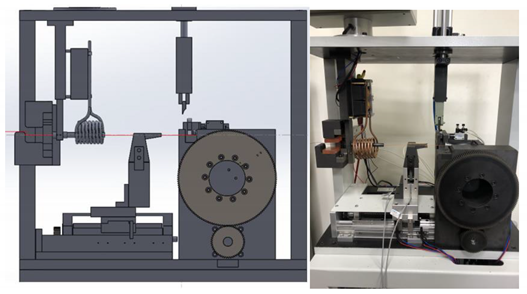
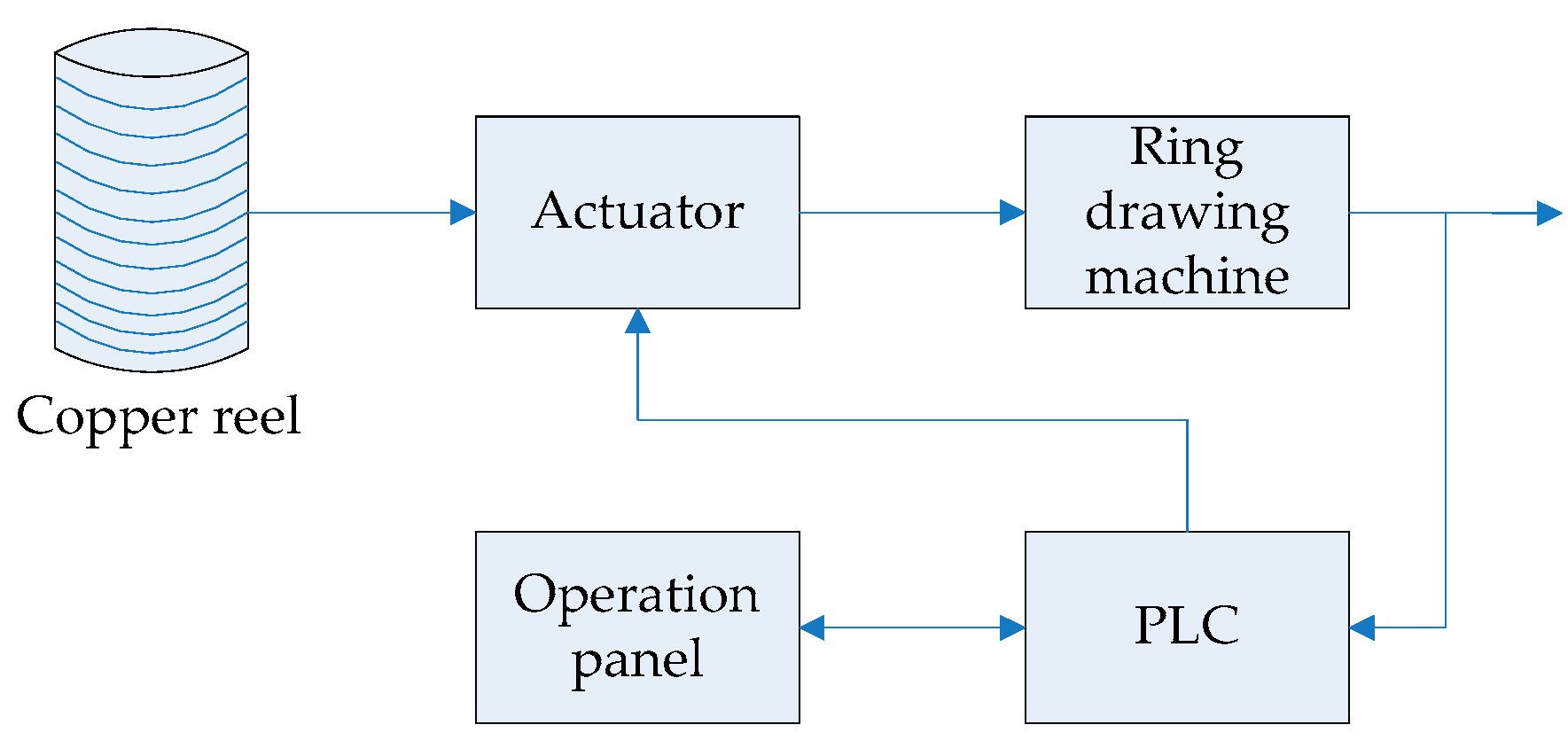
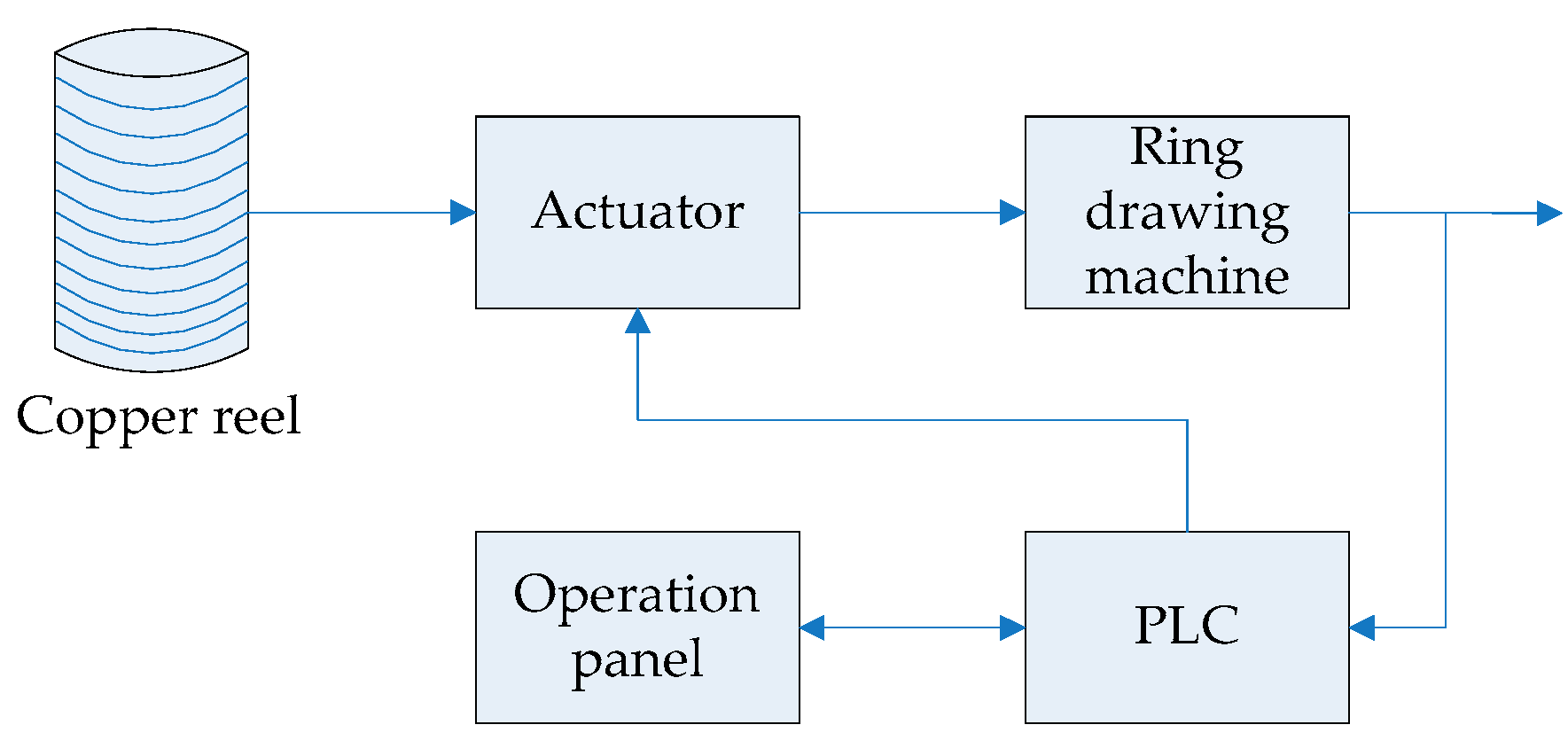
Figure 4.
System structure.
Figure 4.
System structure.
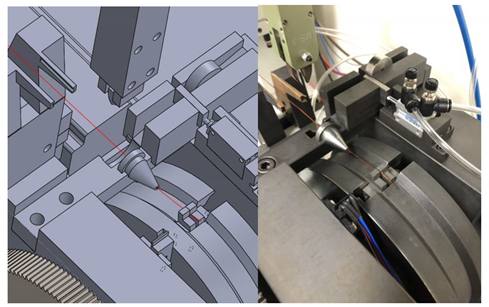
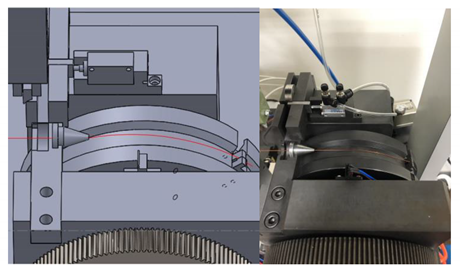
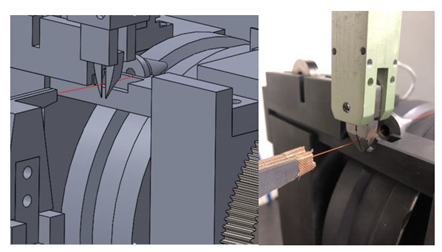
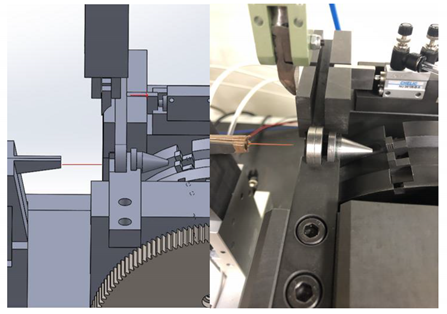
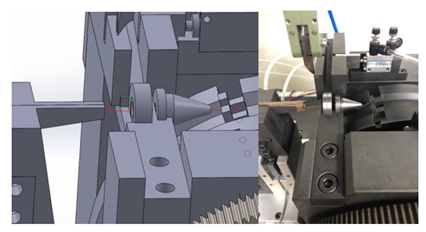
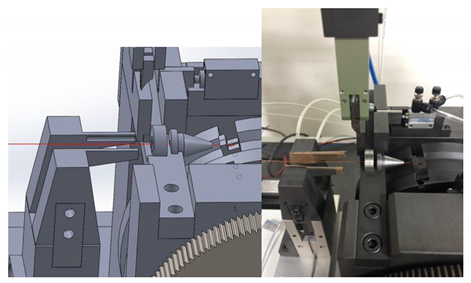
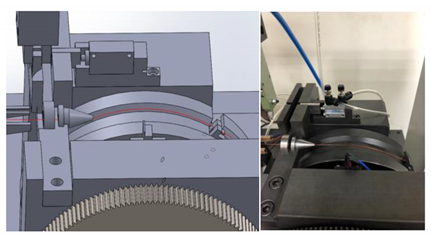
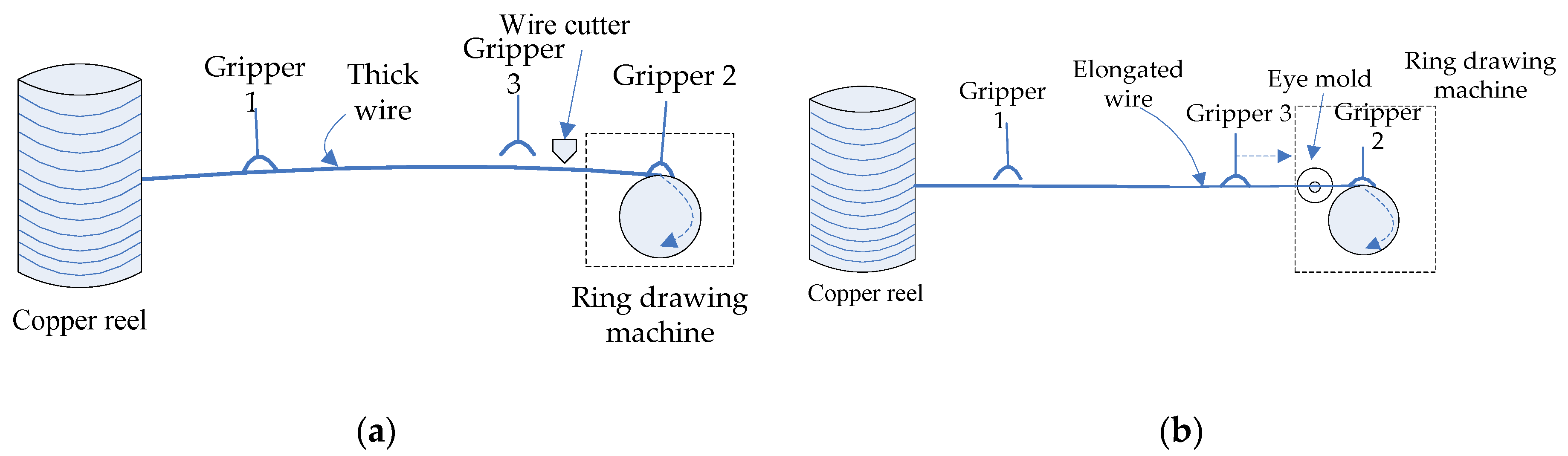
Figure 5.
Profile of proposed system operation. (a) Profile of elongating wire; (b) profile of dies mold threading.
Figure 5.
Profile of proposed system operation. (a) Profile of elongating wire; (b) profile of dies mold threading.
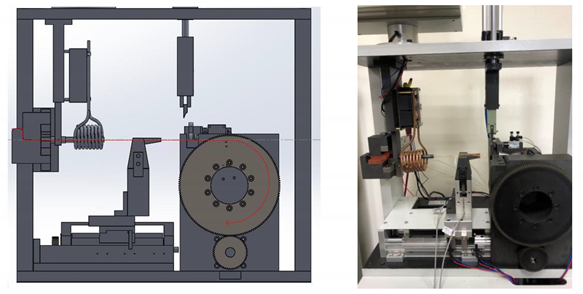
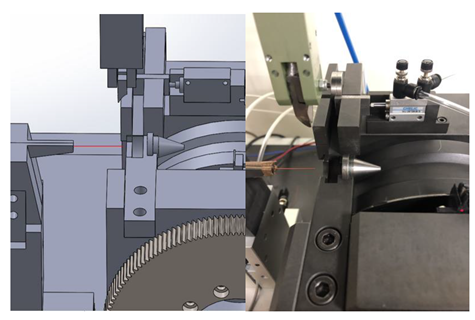
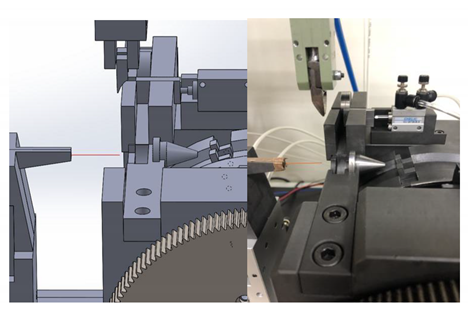
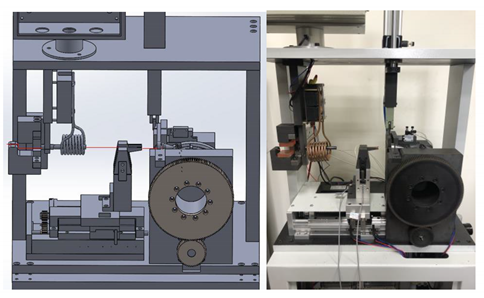
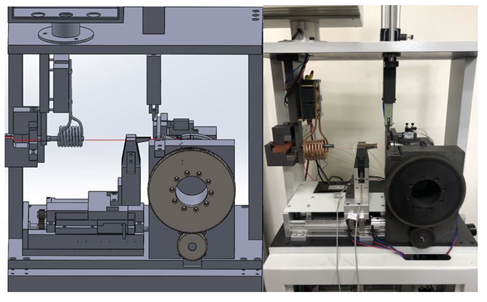
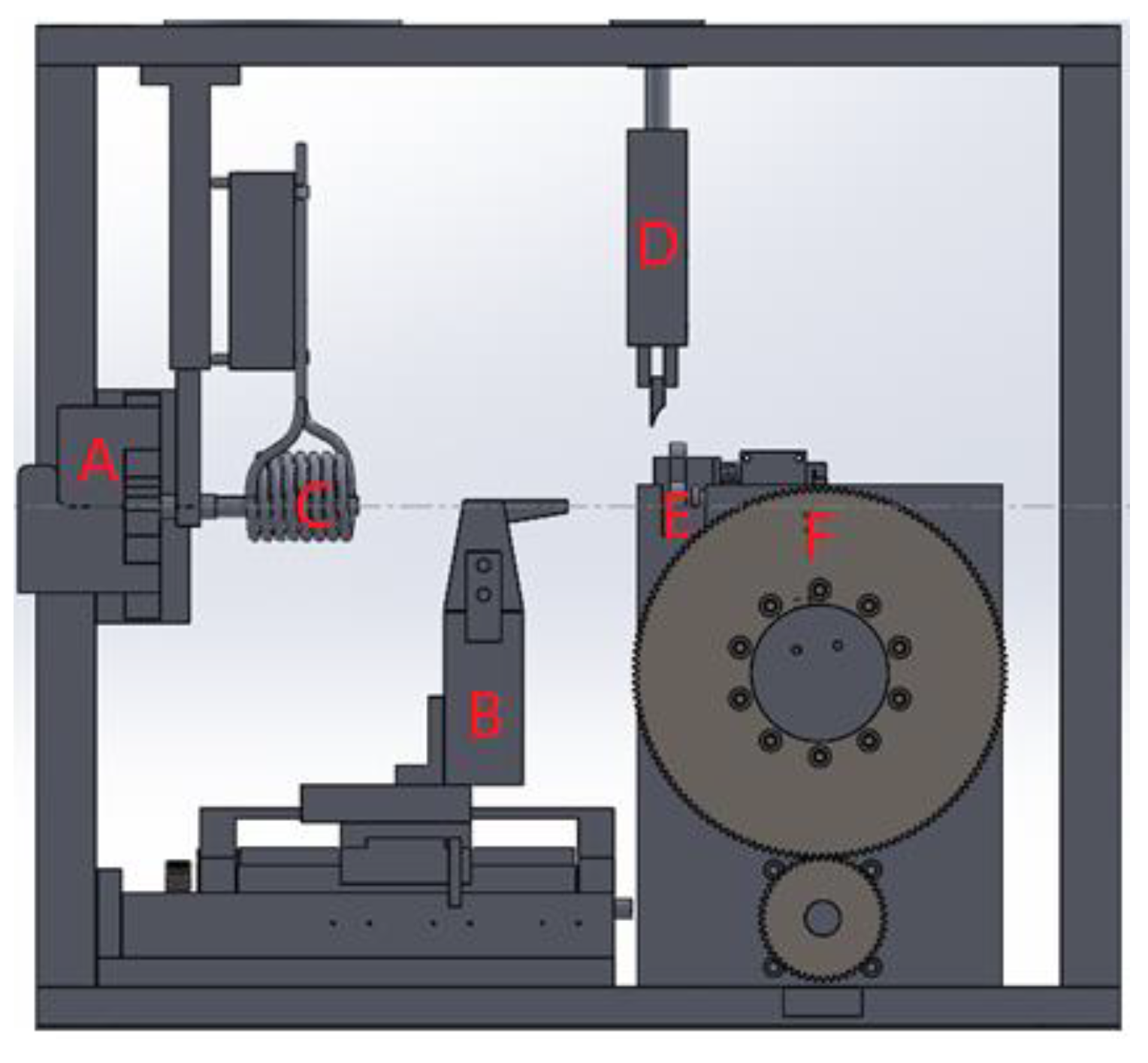
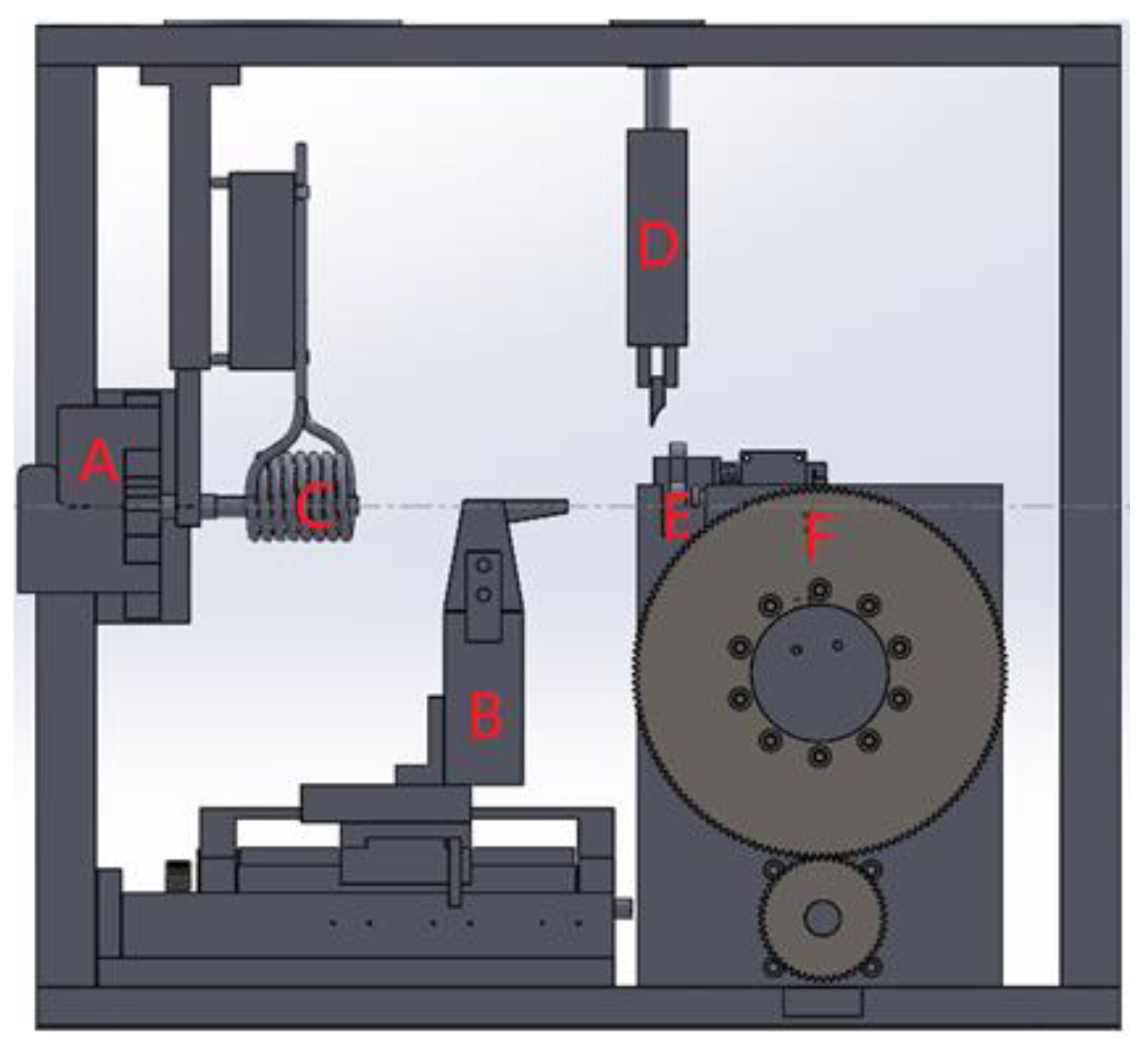
Figure 6.
Depiction of proposed mechanical system.
Figure 6.
Depiction of proposed mechanical system.
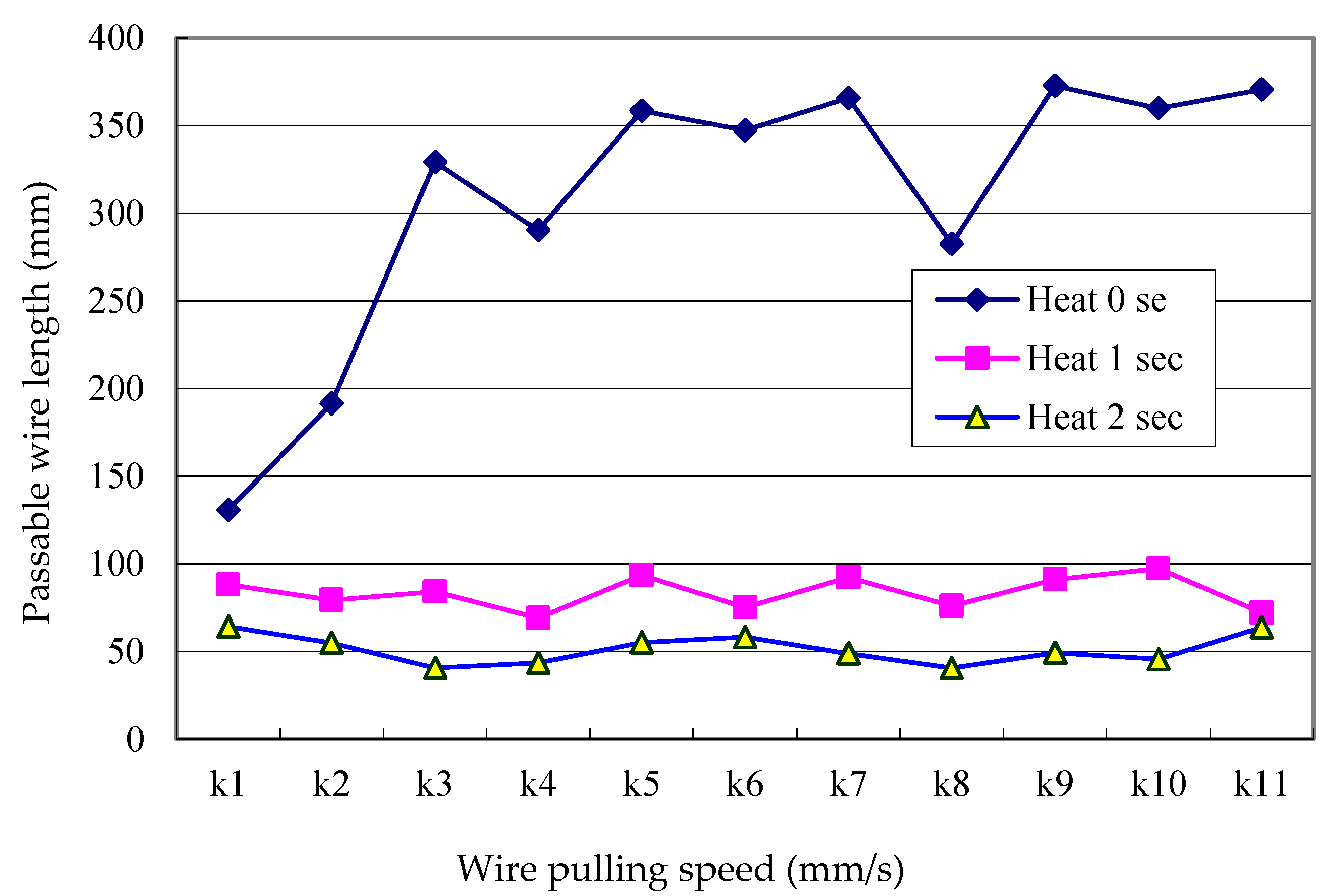
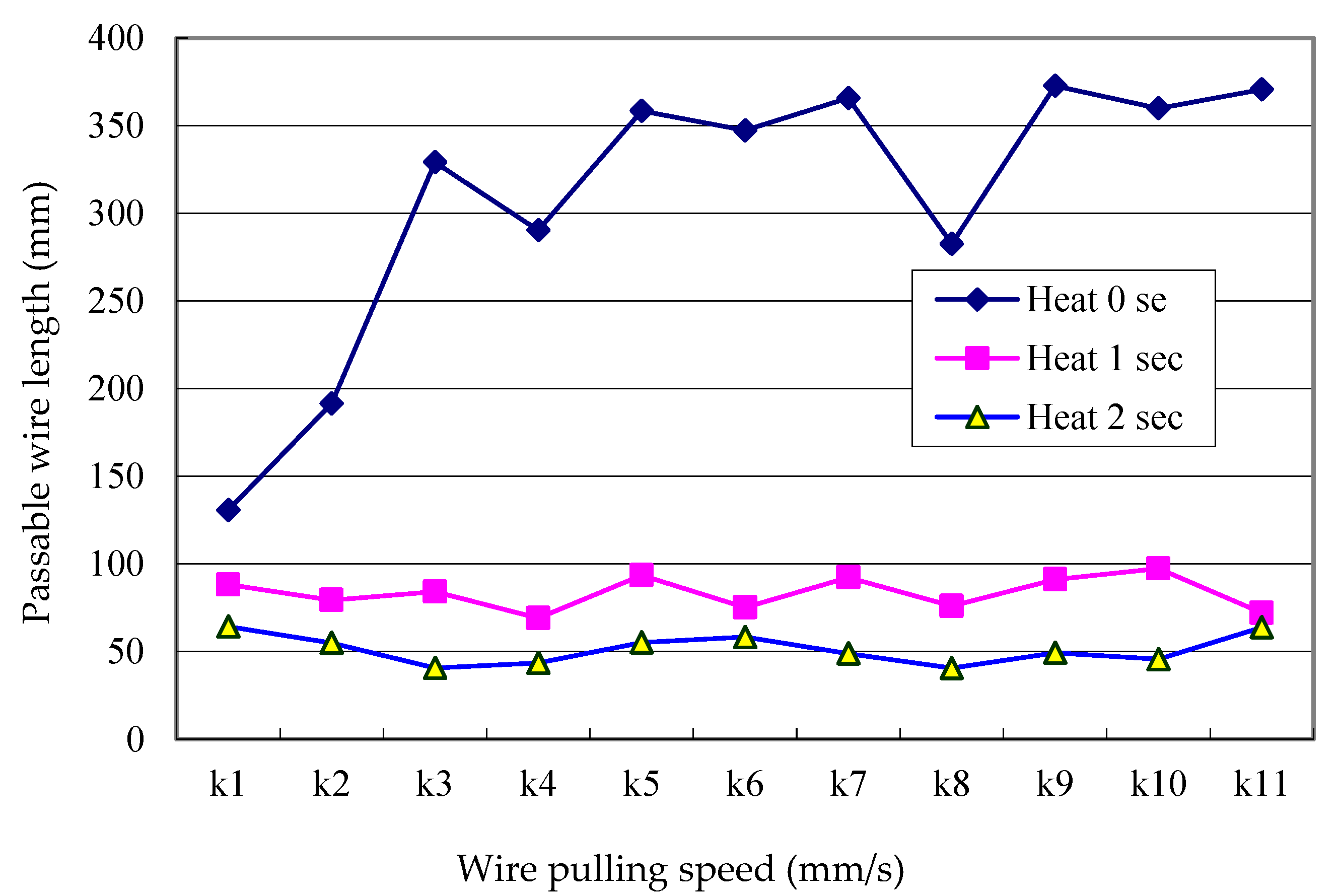
Figure 7.
Passable wire length vs. wire pulling speed for the 0.3 mm wire at different heating periods.
Figure 7.
Passable wire length vs. wire pulling speed for the 0.3 mm wire at different heating periods.
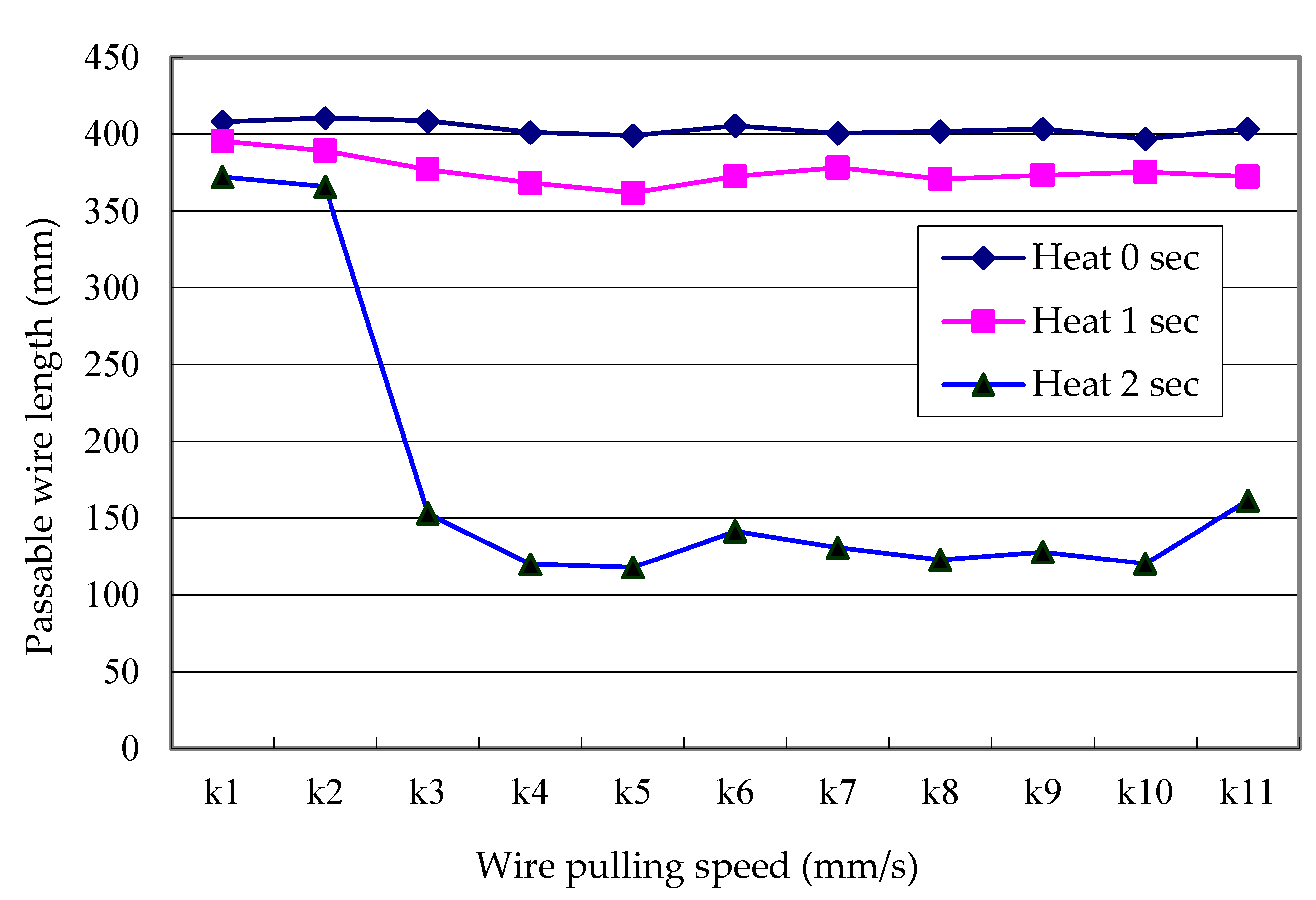
Figure 8.
Passable wire length vs. wire pulling speed for the 0.6 mm wire at different heating periods.
Figure 8.
Passable wire length vs. wire pulling speed for the 0.6 mm wire at different heating periods.
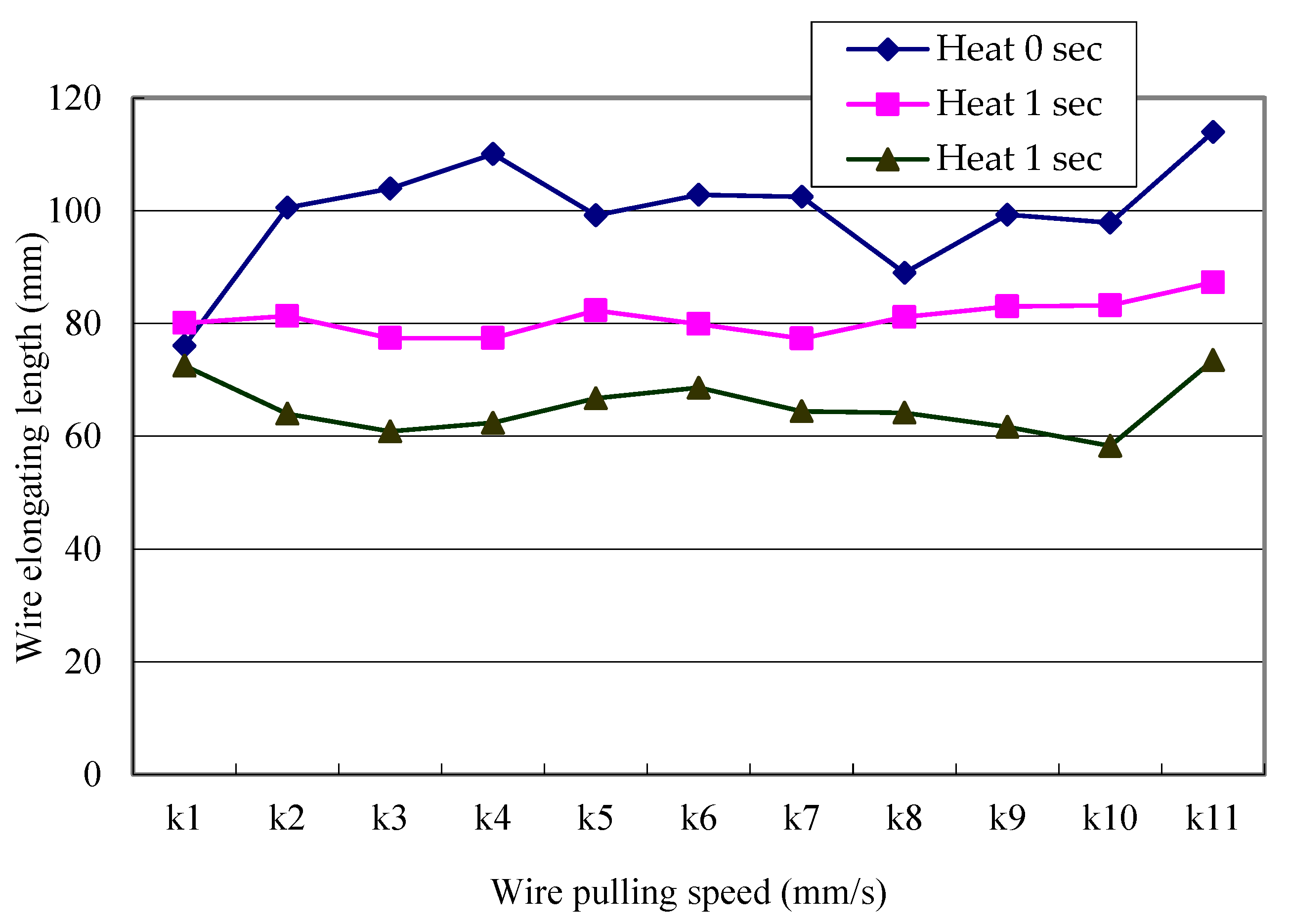
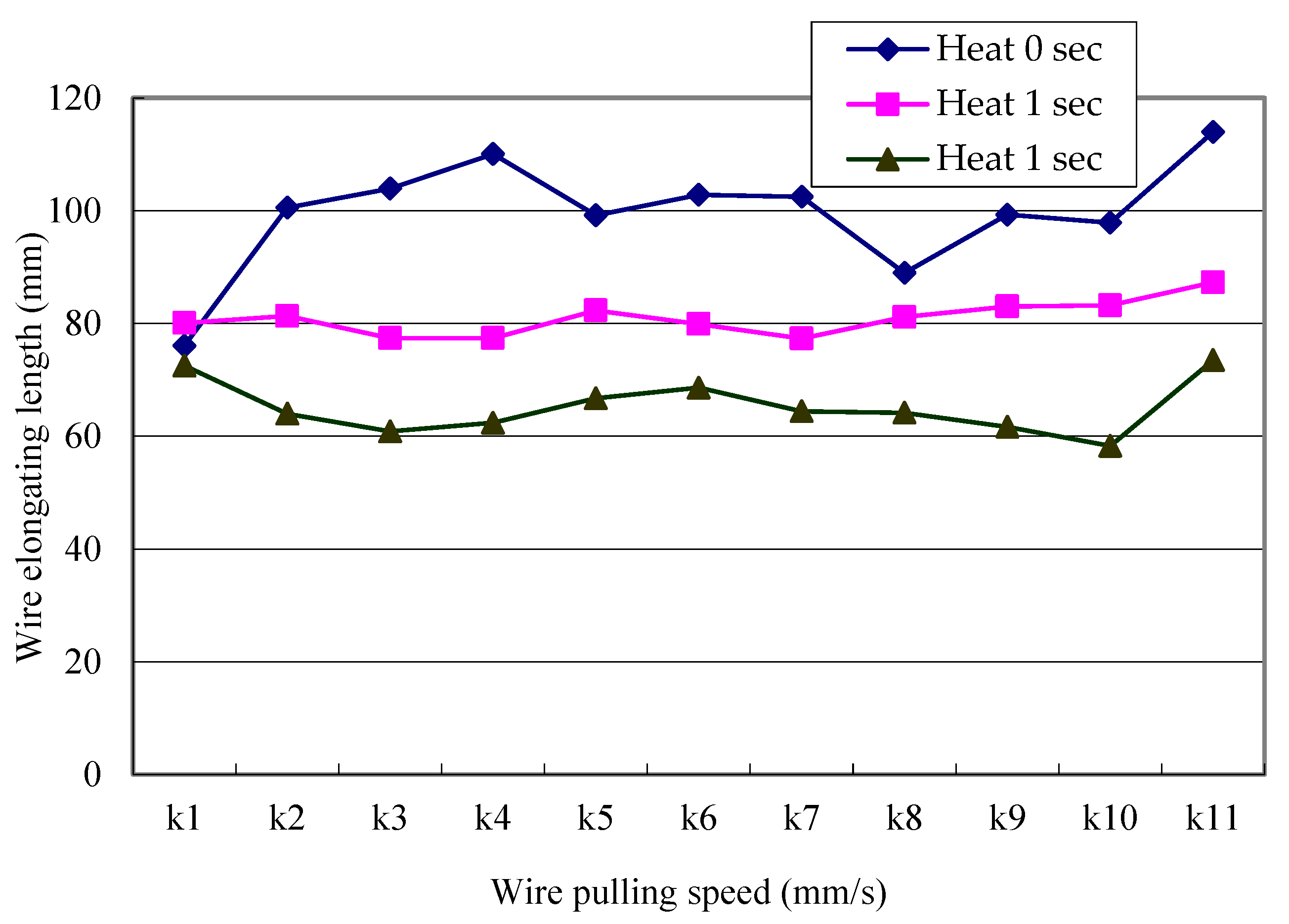
Figure 9.
Wire elongating length vs. wire pulling speed for the 0.3 mm wire at different heating periods.
Figure 9.
Wire elongating length vs. wire pulling speed for the 0.3 mm wire at different heating periods.
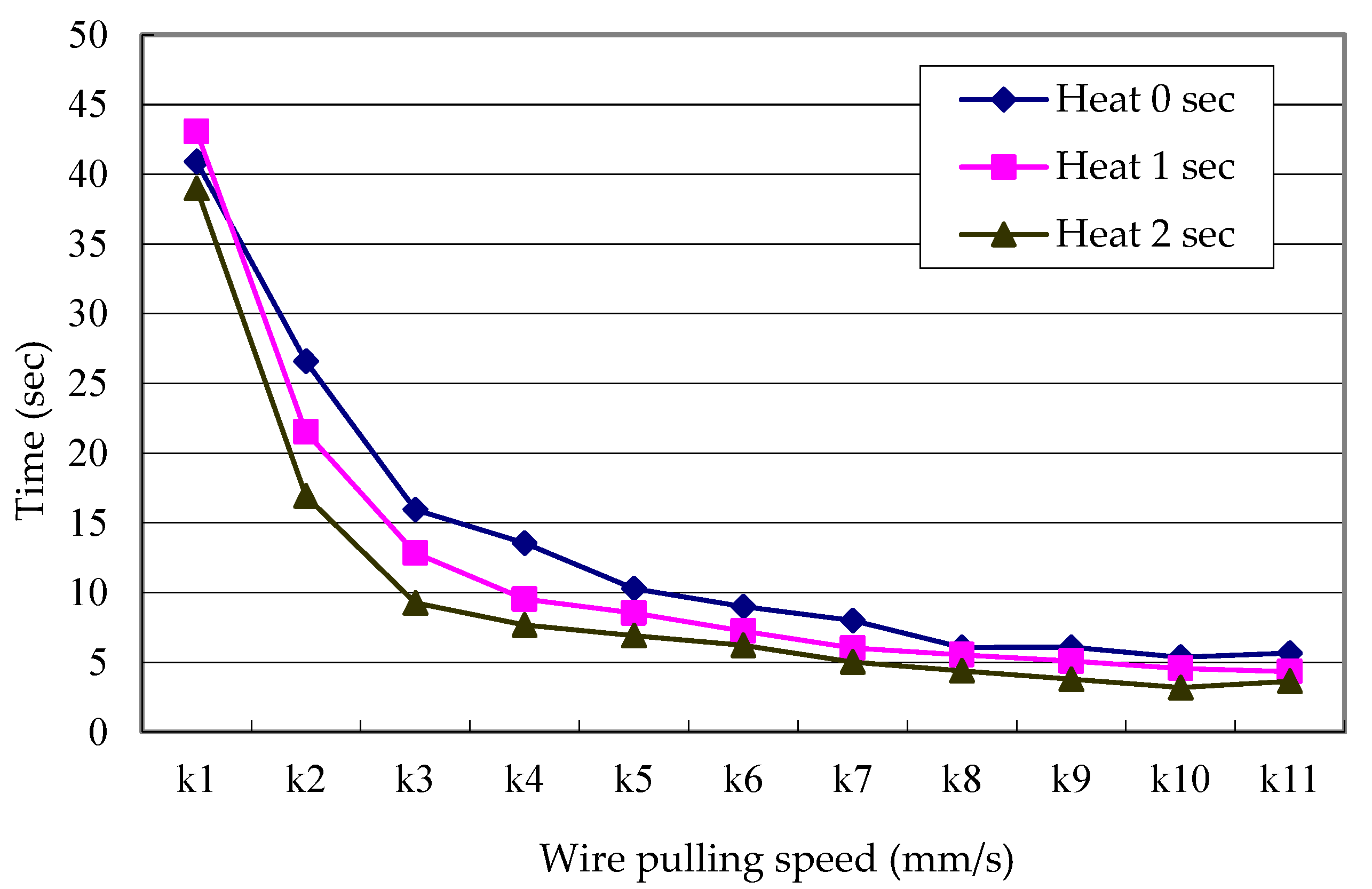
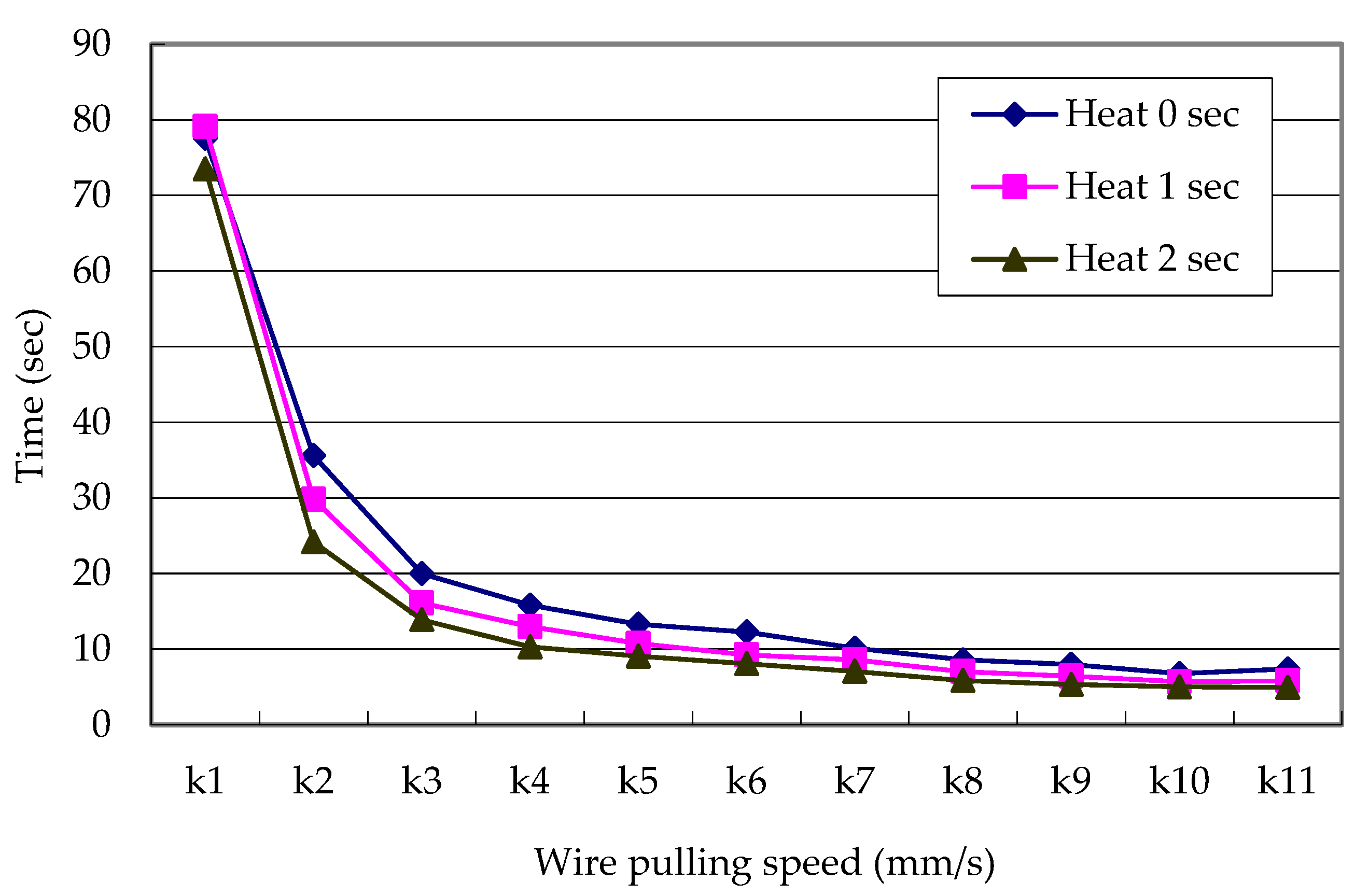
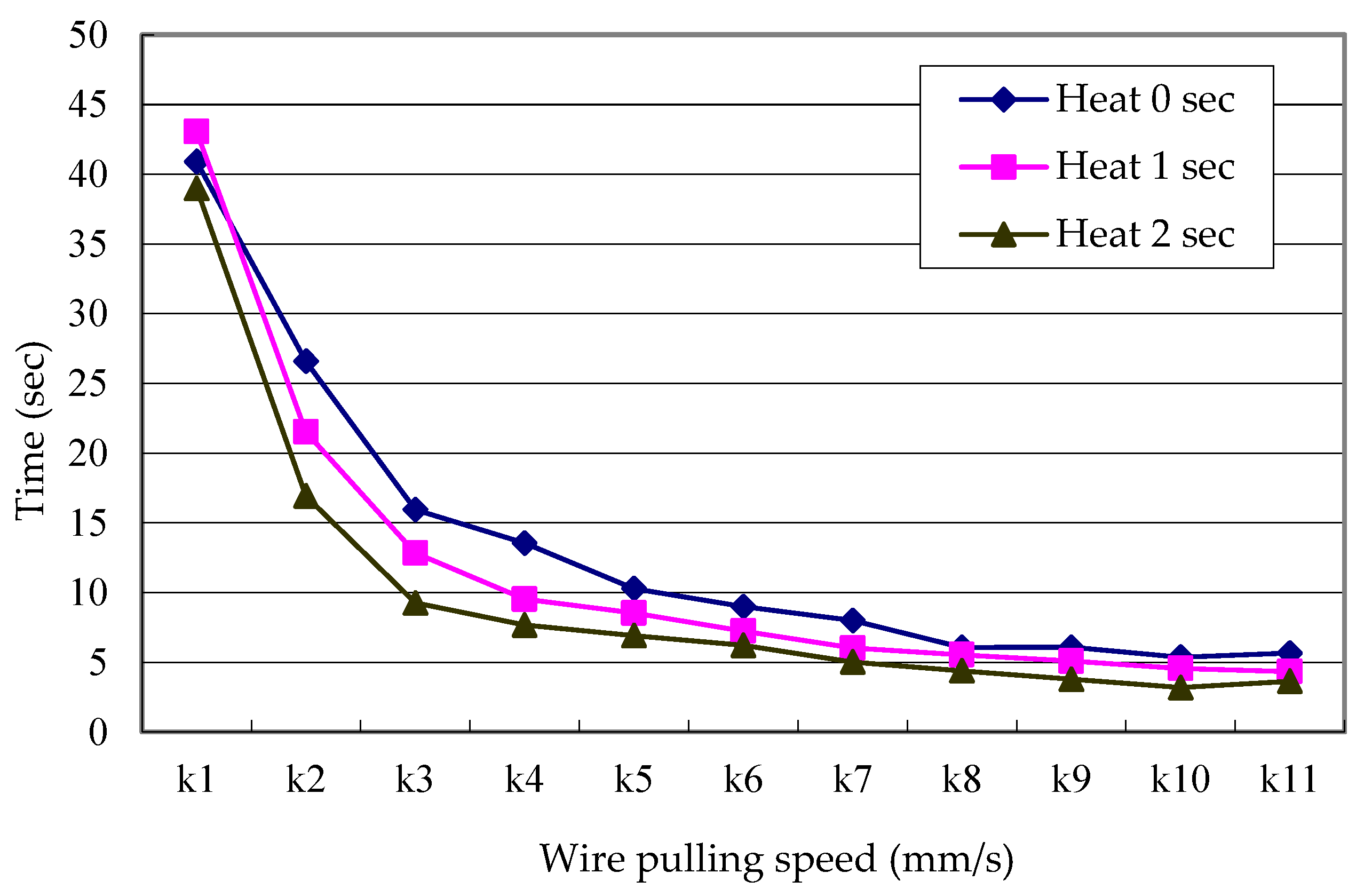
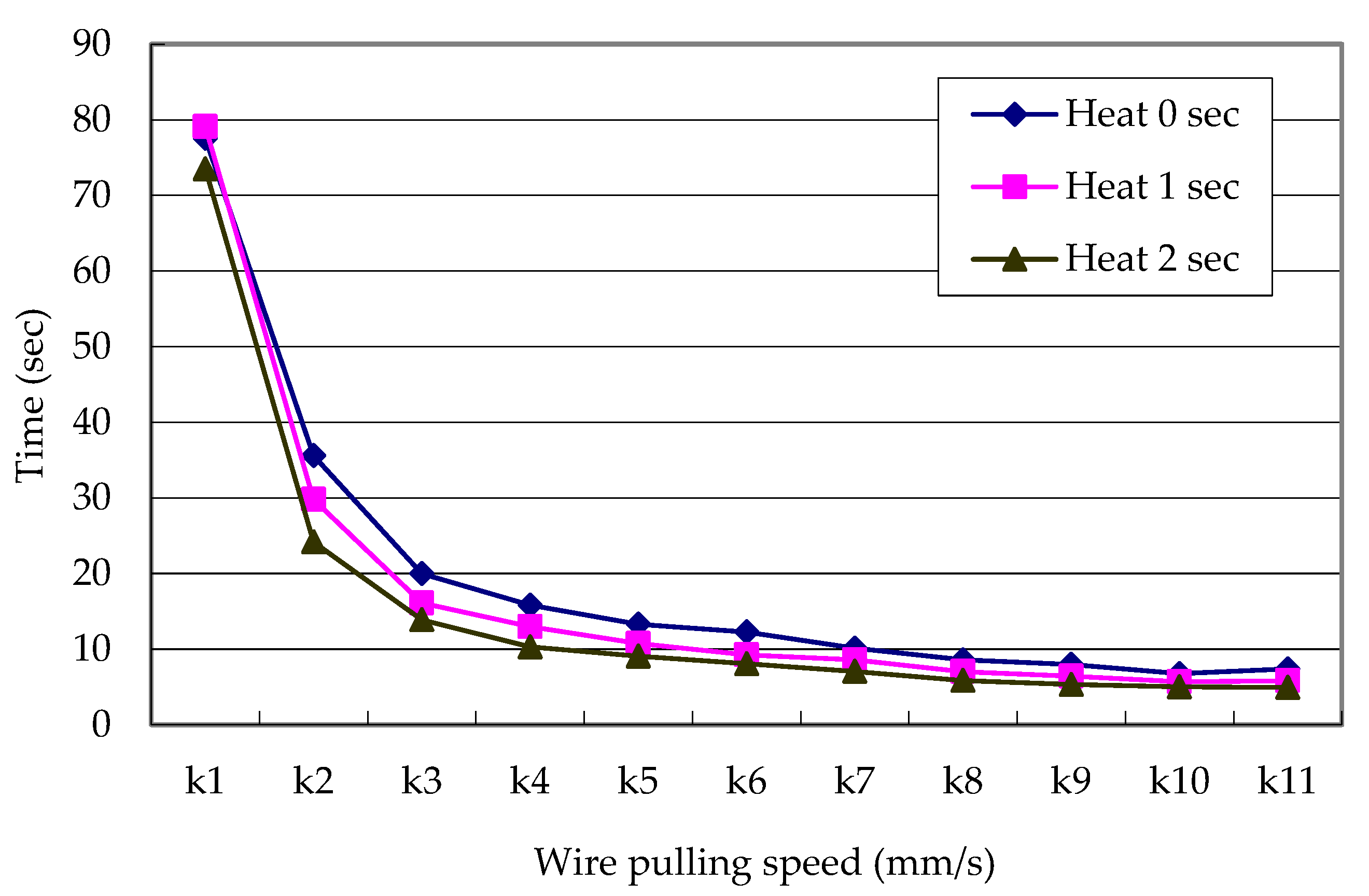
Figure 10.
Wire elongating time vs. wire pulling speed for the 0.3 mm wire at different heating periods.
Figure 10.
Wire elongating time vs. wire pulling speed for the 0.3 mm wire at different heating periods.
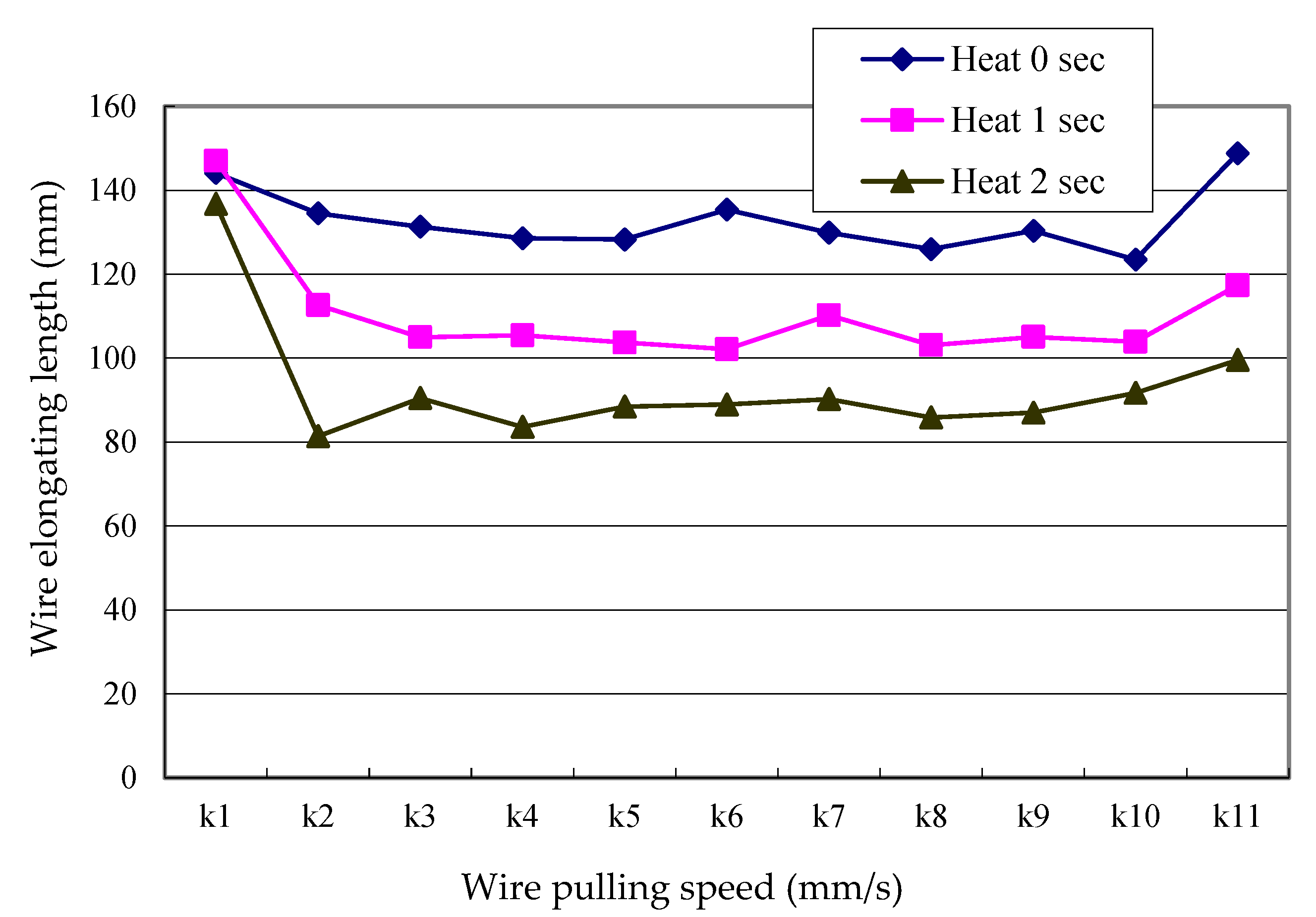
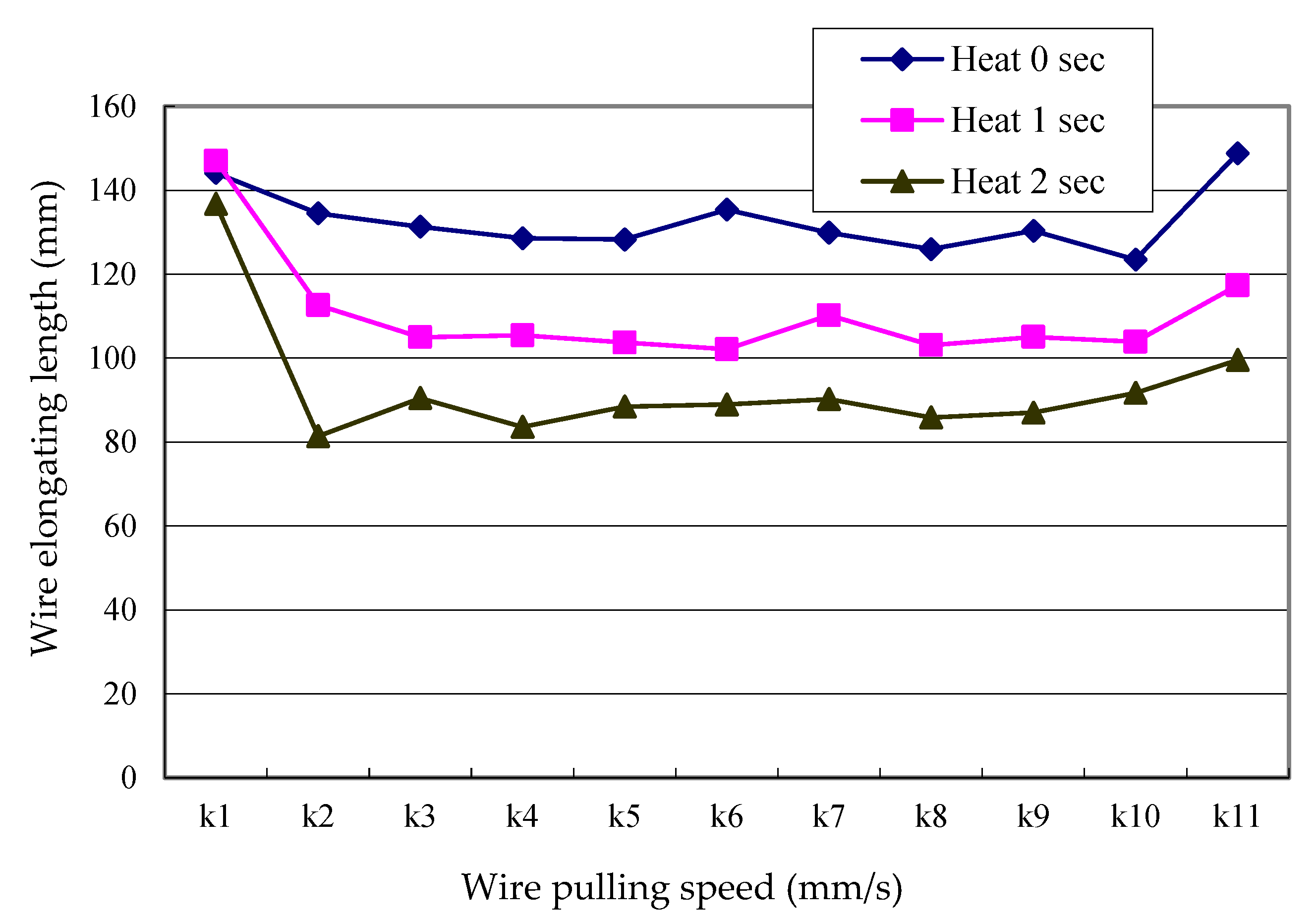
Figure 11.
Wire elongating length vs. wire pulling speed for 0.6 mm wire at different heating period.
Figure 11.
Wire elongating length vs. wire pulling speed for 0.6 mm wire at different heating period.
Figure 12.
Wire elongating time vs. wire pulling speed for the 0.6 mm wire at different heating periods.
Figure 12.
Wire elongating time vs. wire pulling speed for the 0.6 mm wire at different heating periods.
Table 1.
Results based on wire pulling speed: k1(1.86 m/s).
Table 1.
Results based on wire pulling speed: k1(1.86 m/s).
| Heating Time (s) | Passable Wire Length for Threading Dies Mold (mm) | Wire Pulling Length by the Ring Drawing Machine (mm)/Time (s) |
|---|
| 1st | 2nd | Third | Avg. | 1st | 2nd | Third | Avg. |
|---|
| 0 | 148.5 | 138.76 | 133.27 | 130.68 | 80.07/43.05 | 74.73/40.18 | 73.39/39.46 | 76.06/40.9 |
| 1 | 85.98 | 81.87 | 96.65 | 88.17 | 72.06/38.75 | 88.08/47.35 | 80.07/43.05 | 80.07/43.05 |
| 2 | 60.94 | 65.21 | 66.64 | 64.26 | 72.06/38.74 | 73.39/39.46 | 72.06/38.75 | 72.50/38.98 |
Table 2.
Results based on wire pulling speed: k2(3.78 mm/s).
Table 2.
Results based on wire pulling speed: k2(3.78 mm/s).
| Heating Time (s) | Passable Wire Length for Threading Dies Mold (mm) | Wire Pulling Length by the Ring Drawing Machine (mm)/Time (s) |
|---|
| 1st | 2nd | Third | Avg. | 1st | 2nd | Third | Avg. |
|---|
| 0 | 163.72 | 235.23 | 175.49 | 191.48 | 93.42/24.71 | 106.76/28.24 | 101.42/26.83 | 100.53/26.59 |
| 1 | 74.7 | 81.31 | 81.96 | 79.32 | 81.14/21.47 | 82.74/21.89 | 80.07/21.18 | 81.32/21.51 |
| 2 | 69.37 | 49.06 | 46.21 | 54.88 | 68.86/18.22 | 61.39/16.24 | 61.65/16.31 | 63.97/16.92 |
Table 3.
Results based on wire pulling speed: k3(6.52 mm/s).
Table 3.
Results based on wire pulling speed: k3(6.52 mm/s).
| Heating Time (s) | Passable Wire Length for Threading Dies Mold (mm) | Wire Pulling Length by the Ring Drawing Machine (mm)/Time (s) |
|---|
| 1st | 2nd | Third | Avg. | 1st | 2nd | Third | Avg. |
|---|
| 0 | 283.83 | 342.13 | 361.38 | 329.11 | 96.08/14.74 | 106.76/16.37 | 108.89/16.70 | 103.91/15.94 |
| 1 | 86.85 | 81.61 | 84.05 | 84.17 | 88.07/13.51 | 80.07/12.28 | 82.74/12.69 | 77.4/12.83 |
| 2 | 46.12 | 38.69 | 37.34 | 40.72 | 66.66/10.01 | 62.45/9.58 | 53.38/8.19 | 60.83/9.26 |
Table 4.
Results based on wire pulling speed: k4(8.13 mm/s).
Table 4.
Results based on wire pulling speed: k4(8.13 mm/s).
| Heating Time (s) | Passable Wire Length for Threading Dies Mold (mm) | Wire Pulling Length by the Ring Drawing Machine (mm)/Time (s) |
|---|
| 1st | 2nd | Third | Avg. | 1st | 2nd | Third | Avg. |
|---|
| 0 | 205.2 | 285.72 | 379.95 | 290.29 | 112.09/13.79 | 108.09/13.29 | 109.96/13.53 | 110.05/13.54 |
| 1 | 67.38 | 70.94 | 68.91 | 69.08 | 74.73/9.19 | 77.40/9.52 | 80.07/9.85 | 77.4/9.52 |
| 2 | 37.97 | 49.19 | 43.42 | 43.53 | 61.39/7.55 | 63.26/7.78 | 62.45/7.68 | 62.37/7.67 |
Table 5.
Results based on wire pulling speed: k5(9.65 mm/s).
Table 5.
Results based on wire pulling speed: k5(9.65 mm/s).
| Heating Time (s) | Passable Wire Length for Threading Dies Mold (mm) | Wire Pulling Length by the Ring Drawing Machine (mm)/Time (s) |
|---|
| 1st | 2nd | Third | Avg. | 1st | 2nd | Third | Avg. |
|---|
| 0 | 362.71 | 348.64 | 363.9 | 358.42 | 107.02/11.09 | 101.95/10.56 | 88.61/9.18 | 99.19/10.28 |
| 1 | 85.89 | 90.11 | 104.44 | 93.48 | 74.73/7.74 | 85.40/8.85 | 86.74/8.99 | 82.29/8.53 |
| 2 | 56.93 | 63.11 | 45.47 | 55.17 | 66.72/6.91 | 68.06/7.05 | 65.39/6.78 | 66.72/6.91 |
Table 6.
Results based on wire pulling speed: k6(11.04 mm/s).
Table 6.
Results based on wire pulling speed: k6(11.04 mm/s).
| Heating Time (s) | Passable Wire Length for Threading Dies Mold (mm) | Wire Pulling Length by the Ring Drawing Machine (mm)/Time (s) |
|---|
| 1st | 2nd | Third | Avg. | 1st | 2nd | Third | Avg. |
|---|
| 0 | 350.16 | 328.05 | 363.61 | 347.27 | 102.46/9.31 | 96.08/8.70 | 109.96/8.95 | 102.83/8.99 |
| 1 | 75.75 | 80.72 | 69.07 | 75.18 | 78.74/7.13 | 84.34/7.64 | 76.60/6.94 | 79.89/7.24 |
| 2 | 53.85 | 66.36 | 54.67 | 58.29 | 67.53/6.11 | 70.46/6.38 | 67.79/6.14 | 68.59/6.21 |
Table 7.
Results based on wire pulling speed: k7(12.83 mm/s).
Table 7.
Results based on wire pulling speed: k7(12.83 mm/s).
| Heating Time (s) | Passable Wire Length for Threading Dies Mold(mm) | Wire Pulling Length by the Ring Drawing Machine (mm)/Time (s) |
|---|
| 1st | 2nd | Third | Avg. | 1st | 2nd | Third | Avg. |
|---|
| 0 | 349.57 | 372.26 | 375.2 | 365.67 | 98.75/7.69 | 106.22/8.28 | 102.46/8.01 | 102.48/7.99 |
| 1 | 88.5 | 93.62 | 94.79 | 92.3 | 73.93/5.76 | 74.73/5.82 | 83.27/6.49 | 77.31/6.02 |
| 2 | 47.75 | 55.55 | 43.32 | 48.87 | 62.45/4.87 | 70.73/5.51 | 60.05/4.68 | 64.41/5.02 |
Table 8.
Results based on wire pulling speed:k8(14.66 mm/s).
Table 8.
Results based on wire pulling speed:k8(14.66 mm/s).
| Heating Time (s) | Passable Wire Length for Threading Dies Mold (mm) | Wire Pulling Length by the Ring Drawing Machine (mm)/Time (s) |
|---|
| 1st | 2nd | Third | Avg. | 1st | 2nd | Third | Avg. |
|---|
| 0 | 291.32 | 242.93 | 313.37 | 282.54 | 90.75/6.19 | 90.75/6.19 | 85.41/5.83 | 88.97/6.07 |
| 1 | 69.7 | 84.39 | 73.72 | 75.94 | 81.14/5.53 | 81.40/5.55 | 80.87/5.51 | 81.14/5.53 |
| 2 | 35.55 | 39.12 | 47.13 | 40.6 | 62.45/4.26 | 61.65/4.21 | 68.33/4.66 | 64.14/4.38 |
Table 9.
Results based on wire pulling speed: k9(16.32 mm/s).
Table 9.
Results based on wire pulling speed: k9(16.32 mm/s).
| Heating Time (s) | Passable Wire Length for Threading Dies Mold (mm) | Wire Pulling Length by the Ring Drawing Machine (mm)/Time (s) |
|---|
| 1st | 2nd | Third | Avg. | 1st | 2nd | Third | Avg. |
|---|
| 0 | 364.46 | 374.8 | 378.74 | 372.67 | 99.29/6.08 | 105.16/6.44 | 93.42/5.73 | 99.29/6.08 |
| 1 | 83.88 | 99.91 | 89.5 | 91.1 | 75.53/4.63 | 92.08/5.64 | 81.40/4.98 | 83.0/5.08 |
| 2 | 51.52 | 49.43 | 46.92 | 49.29 | 61.39/3.76 | 60.85/3.73 | 62.72/3.84 | 61.65/3.78 |
Table 10.
Results based on wire pulling speed: k10(18.25 mm/s).
Table 10.
Results based on wire pulling speed: k10(18.25 mm/s).
| Heating Time (s) | Passable Wire Length for Threading Dies Mold (mm) | Wire Pulling Length by the Ring Drawing Machine (mm)/Time (s) |
|---|
| 1st | 2nd | Third | Avg. | 1st | 2nd | Third | Avg. |
|---|
| 0 | 328.16 | 375.626 | 375.8 | 359.87 | 96.08/5.26 | 98.21/5.38 | 99.28/5.44 | 97.86/5.36 |
| 1 | 97.44 | 95.02 | 99.67 | 97.38 | 83.01/4.55 | 83.54/4.58 | 83.01/4.55 | 83.19/4.56 |
| 2 | 40.68 | 46.05 | 50.23 | 45.65 | 58.18/3.19 | 56.31/3.09 | 60.32/3.30 | 58.27/3.19 |
Table 11.
Results based on wire pulling speed: k11(20.15 mm/s).
Table 11.
Results based on wire pulling speed: k11(20.15 mm/s).
| Heating Time (s) | Passable Wire Length for Threading Dies Mold (mm) | Wire Pulling Length by the Ring Drawing Machine (mm)/Time (s) |
|---|
| 1st | 2nd | Third | Avg. | 1st | 2nd | Third | Avg. |
|---|
| 0 | 374.19 | 369.4 | 368.37 | 370.65 | 111.56/5.54 | 116.64/5.79 | 113.69/5.64 | 113.96/5.66 |
| 1 | 73.86 | 72.44 | 70.01 | 72.1 | 93.41/4.64 | 86.21/4.28 | 82.21/4.08 | 87.28/4.33 |
| 2 | 69.71 | 60.37 | 61.47 | 63.85 | 76.60/3.80 | 68.86/3.42 | 74.99/3.72 | 73.48/3.64 |
Table 12.
Results based on wire pulling speed: k1(1.86 m/s).
Table 12.
Results based on wire pulling speed: k1(1.86 m/s).
| Heating Time (s) | Passable Wire Length for Threading Dies Mold (mm) | Wire Pulling Length by the Ring Drawing Machine (mm)/time (s) |
|---|
| 1st | 2nd | Third | Avg. | 1st | 2nd | Third | Avg. |
|---|
| 0 | 417.02 | 415.98 | 390.81 | 407.94 | 156.64/84.37 | 158.54/85.23 | 117.17/62.99 | 144.12/77.53 |
| 1 | 394.89 | 390.52 | 400.38 | 395.26 | 155.87/83.80 | 130.25/70.03 | 155.07/83.37 | 147.06/79.07 |
| 2 | 367.91 | 373.76 | 374.78 | 372.15 | 130.25/70.02 | 148.66/79.93 | 131.31/70.59 | 136.74/73.51 |
Table 13.
Results based on wire pulling speed: k2(3.78 mm/s).
Table 13.
Results based on wire pulling speed: k2(3.78 mm/s).
| Heating Time (s) | Passable Wire Length for Threading Dies Mold (mm) | Wire Pulling Length by the Ring Drawing Machine (mm)/Time (s) |
|---|
| 1st | 2nd | Third | Avg. | 1st | 2nd | Third | Avg. |
|---|
| 0 | 414.56 | 404.02 | 412.74 | 410.44 | 138.25/36.58 | 128.11/33.89 | 137.19/36.29 | 134.52/35.59 |
| 1 | 402.71 | 382.82 | 381.77 | 389.1 | 116.90/30.93 | 113.17/29.94 | 107.83/28.53 | 112.63/29.8 |
| 2 | 368.37 | 354.87 | 374.22 | 365.82 | 91.10/24.08 | 91.55/24.22 | 91.55/24.22 | 81.4/24.17 |
Table 14.
Results based on wire pulling speed: k3(6.52 mm/s).
Table 14.
Results based on wire pulling speed: k3(6.52 mm/s).
| Heating Time (s) | Passable Wire Length for Threading Dies Mold (mm) | Wire Pulling Length by the Ring Drawing Machine (mm)/Time (s) |
|---|
| 1st | 2nd | Third | Avg. | 1st | 2nd | Third | Avg. |
|---|
| 0 | 414.12 | 412.8 | 398.67 | 408.53 | 138.32/20.75 | 128.37/19.69 | 127.31/19.53 | 131.33/19.99 |
| 1 | 379.37 | 373.7 | 377.9 | 376.99 | 105.95/16.25 | 106.23/16.29 | 102.76/15.76 | 104.98/16.1 |
| 2 | 160.27 | 151.26 | 147.63 | 153.05 | 90.75/13.92 | 90.21/13.83 | 90.48/13.88 | 90.48/13.88 |
Table 15.
Results based on wire pulling speed: k4(8.13 mm/s).
Table 15.
Results based on wire pulling speed: k4(8.13 mm/s).
| Heating Time (s) | Passable Wire Length for Threading Dies Mold (mm) | Wire Pulling Length by the Ring Drawing Machine (mm)/Time (s) |
|---|
| 1st | 2nd | Third | Avg. | 1st | 2nd | Third | Avg. |
|---|
| 0 | 398.57 | 406.22 | 398.33 | 401.04 | 126.51/15.56 | 132.38/16.28 | 126.78/15.59 | 128.56/15.81 |
| 1 | 361.16 | 372.98 | 370.75 | 368.3 | 105.43/12.97 | 105.69/13.00 | 105.16/12.93 | 105.43/12.97 |
| 2 | 121.08 | 118.99 | 119.55 | 119.87 | 84.07/10.34 | 83.01/10.21 | 83.81/10.31 | 83.63/10.29 |
Table 16.
Results based on wire pulling speed: k5(9.65 mm/s).
Table 16.
Results based on wire pulling speed: k5(9.65 mm/s).
| Heating Time (s) | Passable Wire Length for Threading Dies Mold (mm) | Wire Pulling Length by the Ring Drawing Machine (mm)/Time (s) |
|---|
| 1st | 2nd | Third | Avg. | 1st | 2nd | Third | Avg. |
|---|
| 0 | 398.78 | 401.97 | 395.41 | 398.95 | 129.45/13.41 | 129.71/13.44 | 125.71/13.03 | 128.29/13.29 |
| 1 | 361.83 | 360.84 | 361.52 | 361.83 | 106.22/11.01 | 100.35/10.39 | 104.62/10.84 | 103.73/10.75 |
| 2 | 117.28 | 119.88 | 116.26 | 117.81 | 87.28/9.04 | 91.28/9.46 | 86.81/8.68 | 88.46/9.06 |
Table 17.
Results based on wire pulling speed: k6(11.04 mm/s).
Table 17.
Results based on wire pulling speed: k6(11.04 mm/s).
| Heating Time (s) | Passable Wire Length for Threading Dies Mold (mm) | Wire Pulling Length by the Ring Drawing Machine (mm)/Time (s) |
|---|
| 1st | 2nd | Third | Avg. | 1st | 2nd | Third | Avg. |
|---|
| 0 | 416.57 | 393.32 | 406.06 | 405.32 | 139.32/12.62 | 132.12/11.97 | 134.75/12.21 | 135.4/12.27 |
| 1 | 377.08 | 369.25 | 371.11 | 372.48 | 110.49/10.01 | 97.15/8.79 | 98.75/8.95 | 102.13/9.25 |
| 2 | 136.83 | 147.97 | 139.27 | 141.36 | 88.88/8.05 | 93.68/8.49 | 84.34/7.64 | 88.97/8.06 |
Table 18.
Results based on wire pulling speed: k7(12.83 mm/s).
Table 18.
Results based on wire pulling speed: k7(12.83 mm/s).
| Heating Time (s) | Passable Wire Length for Threading Dies Mold (mm) | Wire Pulling Length by the Ring Drawing Machine (mm) |
|---|
| 1st | 2nd | Third | Avg. | 1st | 2nd | Third | Avg. |
|---|
| 0 | 402.49 | 396.81 | 401.94 | 400.41 | 121.17/9.44 | 131.58/10.26 | 136.91/10.67 | 129.89/10.12 |
| 1 | 383.75 | 378.23 | 372.56 | 378.18 | 112.89/8.79 | 108.36/8.45 | 109.43/8.53 | 110.22/8.59 |
| 2 | 134.36 | 128.31 | 129.77 | 130.81 | 91.55/7.14 | 94.75/7.39 | 84.41/6.66 | 90.24/7.06 |
Table 19.
Results based on wire pulling speed: k8(14.66 mm/s).
Table 19.
Results based on wire pulling speed: k8(14.66 mm/s).
| Heating Time (s) | Passable Wire Length for Threading Dies Mold (mm) | Wire Pulling Length by the Ring Drawing Machine (mm)/Time (s) |
|---|
| 1st | 2nd | Third | Avg. | 1st | 2nd | Third | Avg. |
|---|
| 0 | 398.96 | 401.23 | 404.89 | 401.69 | 126.24/8.61 | 125.71/8.58 | 125.98/8.59 | 125.98/8.59 |
| 1 | 369.07 | 372.55 | 370.9 | 370.84 | 103.02/7.03 | 106.49/7.26 | 99.82/6.81 | 103.11/7.03 |
| 2 | 126.11 | 116.09 | 126.24 | 122.81 | 87.01/5.94 | 84.34/5.75 | 86.21/5.88 | 85.85/5.86 |
Table 20.
Results based on wire pulling speed: k9(16.32 mm/s).
Table 20.
Results based on wire pulling speed: k9(16.32 mm/s).
| Heating Time (s) | Passable Wire Length for Threading Dies Mold (mm) | Wire Pulling Length by the Ring Drawing Machine (mm)/Time (s) |
|---|
| 1st | 2nd | Third | Avg. | 1st | 2nd | Third | Avg. |
|---|
| 0 | 403.73 | 406.41 | 399.23 | 403.12 | 131.85/8.08 | 132.38/8.11 | 126.78/7.77 | 130.34/7.99 |
| 1 | 375.64 | 375.34 | 368.61 | 373.2 | 104.36/6.37 | 108.03/6.62 | 102.76/6.3 | 105.05/6.43 |
| 2 | 134.39 | 126.63 | 122.47 | 127.83 | 89.95/5.51 | 85.94/5.27 | 85.14/5.22 | 87.01/5.33 |
Table 21.
Results based on wire pulling speed: k10(18.25 mm/s).
Table 21.
Results based on wire pulling speed: k10(18.25 mm/s).
| Heating Time (s) | Passable Wire Length for Threading Dies Mold (mm) | Wire Pulling Length by the Ring Drawing Machine (mm)/Time (s) |
|---|
| 1st | 2nd | Third | Avg. | 1st | 2nd | Third | Avg. |
|---|
| 0 | 395.4 | 395.41 | 399.68 | 396.83 | 126.24/6.92 | 121.97/6.68 | 122.24/6.7 | 123.48/6.77 |
| 1 | 368.48 | 381.79 | 375.79 | 375.35 | 103.02/5.64 | 106.23/5.82 | 102.49/5.62 | 103.91/5.69 |
| 2 | 121.1 | 114.24 | 125.54 | 120.29 | 90.21/4.94 | 85.14/4.67 | 99.82/5.47 | 91.72/5.02 |
Table 22.
Results based on wire pulling speed: k11(20.15 mm/s).
Table 22.
Results based on wire pulling speed: k11(20.15 mm/s).
| Heating Time (s) | Passable Wire Length for Threading Dies Mold (mm) | Wire Pulling Length by the Ring Drawing Machine (mm)/Time (s) |
|---|
| 1st | 2nd | Third | Avg. | 1st | 2nd | Third | Avg. |
|---|
| 0 | 400.74 | 402.02 | 407.25 | 403.34 | 143.86/7.14 | 151.84/7.54 | 150.8/7.48 | 148.83/7.39 |
| 1 | 374.86 | 366.09 | 376.16 | 372.37 | 117.44/5.83 | 116.1/5.76 | 118.50/5.88 | 117.35/5.82 |
| 2 | 160.99 | 167.27 | 155.8 | 161.35 | 97.95/4.86 | 99.82/4.95 | 100.89/5.01 | 99.55/4.94 |




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}