
The Development of Sustainable Polyethylene Terephthalate Glycol-Based (PETG) Blends for Additive Manufacturing Processing—The Use of Multilayered Foil Waste as the Blend Component

 , and
, and 
Abstract
1. Introduction
2. Experimental Section
2.1. Materials
2.2. Sample Preparation
2.3. Characterization
3. Results and Discussion
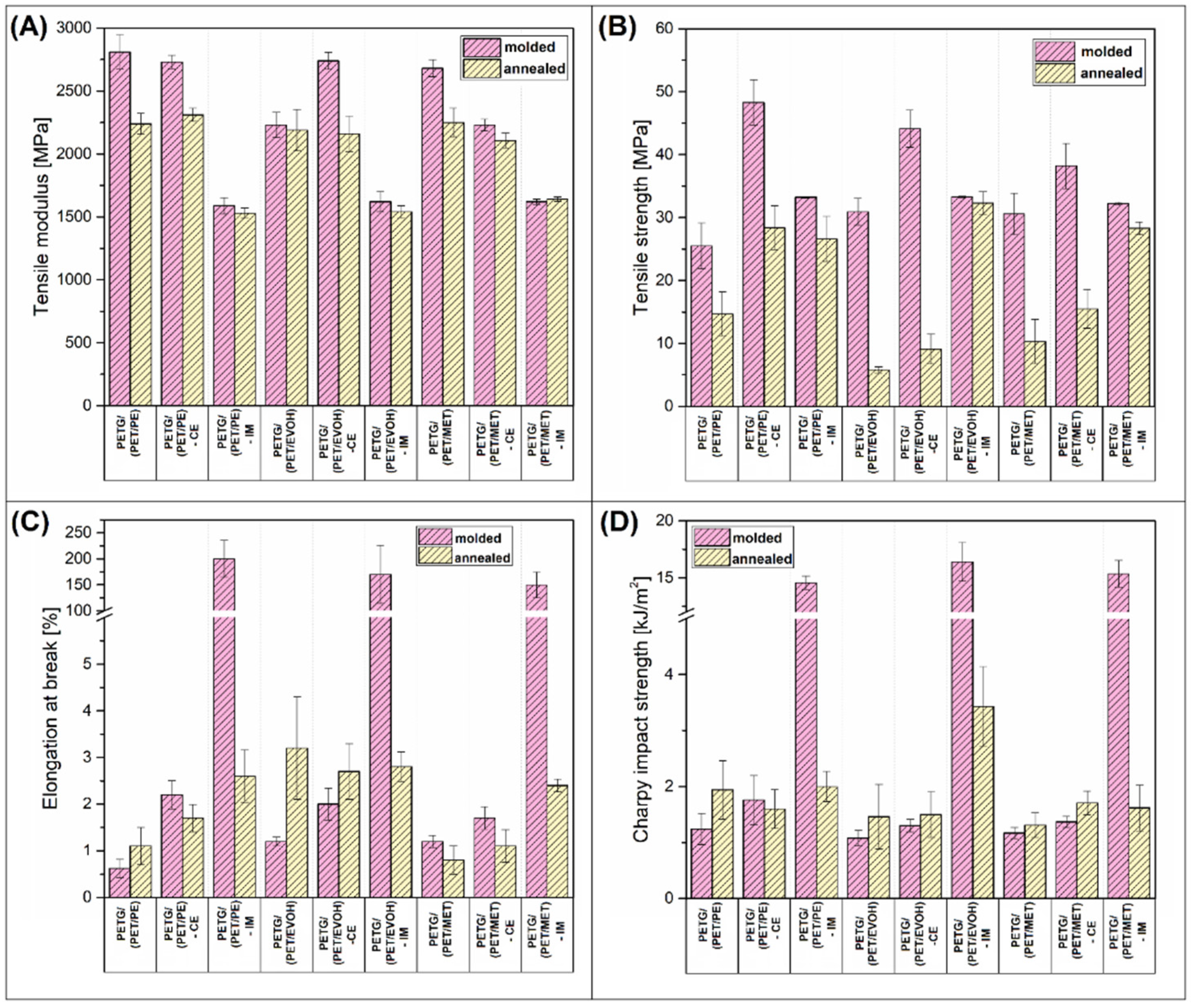
3.1. Mechanical Performance—Static Tensile Tests and Impact Resistance Evaluation
3.2. Thermal Properties of Prepared Materials—Differential Scanning Calorimetry Measurements (DSC)
3.3. Thermomechanical Properties—DMTA/HDT Measurements
3.4. Scanning Electron Microscopy Analysis (SEM)—The Evaluation of the Structure Differences
3.5. Rheological Analysis of the Prepared Materials, Melt Flow Rate Evaluation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Antonopoulos, I.; Faraca, G.; Tonini, D. Recycling of Post-Consumer Plastic Packaging Waste in the EU: Recovery Rates, Material Flows, and Barriers. Waste Manag. 2021, 126, 694–705. [Google Scholar] [CrossRef]
- Siracusa, V.; Blanco, I. Bio-Polyethylene (Bio-PE), Bio-Polypropylene (Bio-PP) and Bio-Poly(Ethylene Terephthalate) (Bio-PET): Recent Developments in Bio-Based Polymers Analogous to Petroleum-Derived Ones for Packaging and Engineering Applications. Polymers 2020, 12, 1641. [Google Scholar] [CrossRef] [PubMed]
- Evans, D.M.; Parsons, R.; Jackson, P.; Greenwood, S.; Ryan, A. Understanding Plastic Packaging: The Co-Evolution of Materials and Society. Glob. Environ. Chang. 2020, 65, 102166. [Google Scholar] [CrossRef]
- Kaiser, K.; Schmid, M.; Schlummer, M. Recycling of Polymer-Based Multilayer Packaging: A Review. Recycling 2018, 3, 1. [Google Scholar] [CrossRef]
- Soares, C.T.d.M.; Ek, M.; Östmark, E.; Gällstedt, M.; Karlsson, S. Recycling of Multi-Material Multilayer Plastic Packaging: Current Trends and Future Scenarios. Resour. Conserv. Recycl. 2022, 176, 105905. [Google Scholar] [CrossRef]
- Muhammad Salman, N.; Ma, G.; Ijaz, N.; Wang, L. Importance and Potential of Cellulosic Materials and Derivatives in Extrusion-Based 3D Concrete Printing (3DCP): Prospects and Challenges. Constr. Build. Mater. 2021, 291, 123281. [Google Scholar] [CrossRef]
- Grant, A.; Lahme, V.; Connock, T.; Lugal, L. How Circular Is PET? A Report on the Circularity of PET Bottles, Using Europe as a Case Study; Eunomia/Zero Waste Europe: Brussels, Belgium, 2022. [Google Scholar]
- Dziadowiec, D.; Matykiewicz, D.; Szostak, M.; Andrzejewski, J. Overview of the Cast Polyolefin Film Extrusion Technology for Multi-Layer Packaging Applications. Materials 2023, 16, 1071. [Google Scholar] [CrossRef]
- Mumladze, T.; Yousef, S.; Tatariants, M.; Kriukiene, R.; Makarevicius, V.; Lukošiute, S.I.; Bendikiene, R.; Denafas, G. Sustainable Approach to Recycling of Multilayer Flexible Packaging Using Switchable Hydrophilicity Solvents. Green Chem. 2018, 20, 3604–3618. [Google Scholar] [CrossRef]
- Wei, B.; Yang, S.; Wang, Q. Green Recycling of Aluminum Plastic Packaging Waste by Solid-State Shear Milling and 3D Printing for Thermal Conductive Composites. Polym. Adv. Technol. 2021, 32, 2576–2587. [Google Scholar] [CrossRef]
- Przybysz-Romatowska, M.; Haponiuk, J.; Formela, K. Reactive Extrusion of Biodegradable Aliphatic Polyesters in the Presence of Free-Radical-Initiators: A Review. Polym. Degrad. Stab. 2020, 182, 109383. [Google Scholar] [CrossRef]
- Candal, M.V.; Safari, M.; Fernández, M.; Otaegi, I.; Múgica, A.; Zubitur, M.; Gerrica-Echevarria, G.; Sebastián, V.; Irusta, S.; Loaeza, D.; et al. Structure and Properties of Reactively Extruded Opaque Post-Consumer Recycled PET. Polymers 2021, 13, 3531. [Google Scholar] [CrossRef]
- Ebadi, H.; Yousefi, A.A.; Oromiehie, A. Reactive Extrusion and Barrier Properties of PP/PET Films. Iran. Polym. J. English Ed. 2007, 16, 659–669. [Google Scholar]
- Nomura, K.; Peng, X.; Kim, H.; Jin, K.; Kim, H.J.; Bratton, A.F.; Bond, C.R.; Broman, A.E.; Miller, K.M.; Ellison, C.J. Multiblock Copolymers for Recycling Polyethylene-Poly(Ethylene Terephthalate) Mixed Waste. ACS Appl. Mater. Interfaces 2020, 12, 9726–9735. [Google Scholar] [CrossRef]
- Makkam, S.; Harnnarongchai, W. Rheological and Mechanical Properties of Recycled PET Modified by Reactive Extrusion. Energy Procedia 2014, 56, 547–553. [Google Scholar] [CrossRef]
- Hert, M. Tough Thermoplastic Polyesters by Reactive Extrusion with Epoxy-containing Copolymers. Die Angew. Makromol. Chemie 1992, 196, 89–99. [Google Scholar] [CrossRef]
- Zander, N.E.; Boelter, Z.R. Rubber Toughened Recycled Polyethylene Terephthalate for Material Extrusion Additive Manufacturing. Polym. Int. 2021, 70, 742–748. [Google Scholar] [CrossRef]
- Sher, D. Anisoprint Launches New Composite Basalt Fiber Material for Continuous Fiber 3D Printing. Available online: https://www.voxelmatters.com/anisoprint-launches-new-composite-basalt-fiber-material-for-continuous-fiber-3d-printing/ (accessed on 20 January 2024).
- Santos, J.D.; Fernández, A.; Ripoll, L.; Blanco, N. Experimental Characterization and Analysis of the In-Plane Elastic Properties and Interlaminar Fracture Toughness of a 3D-Printed Continuous Carbon Fiber-Reinforced Composite. Polymers 2022, 14, 506. [Google Scholar] [CrossRef] [PubMed]
- Gnanasekaran, K.; Heijmans, T.; van Bennekom, S.; Woldhuis, H.; Wijnia, S.; de With, G.; Friedrich, H. 3D Printing of CNT- and Graphene-Based Conductive Polymer Nanocomposites by Fused Deposition Modeling. Appl. Mater. Today 2017, 9, 21–28. [Google Scholar] [CrossRef]
- Acquah, S.F.A.; Leonhardt, B.E.; Nowotarski, M.S.; Magi, J.M.; Chambliss, K.A.; Venzel, T.E.S.; Delekar, S.D.; Al-Hariri, L.A. Carbon Nanotubes and Graphene as Additives in 3D Printing. In Carbon Nanotubes—Current Progress of Their Polymer Composites; InTech: London, UK, 2016; Chapter 8. [Google Scholar]
- Ghilan, A.; Chiriac, A.P.; Nita, L.E.; Rusu, A.G.; Neamtu, I.; Chiriac, V.M. Trends in 3D Printing Processes for Biomedical Field: Opportunities and Challenges. J. Polym. Environ. 2020, 28, 1345–1367. [Google Scholar] [CrossRef]
- Corcione, C.E.; Gervaso, F.; Scalera, F.; Montagna, F.; Maiullaro, T.; Sannino, A.; Maffezzoli, A. 3D Printing of Hydroxyapatite Polymer-Based Composites for Bone Tissue Engineering. J. Polym. Eng. 2017, 37, 741–746. [Google Scholar] [CrossRef]
- Abudula, T.; Qurban, R.O.; Bolarinwa, S.O.; Mirza, A.A.; Pasovic, M.; Memic, A. 3D Printing of Metal/Metal Oxide Incorporated Thermoplastic Nanocomposites With Antimicrobial Properties. Front. Bioeng. Biotechnol. 2020, 8, 568186. [Google Scholar] [CrossRef]
- Ali, M.H.; Kurokawa, S.; Shehab, E.; Mukhtarkhanov, M. Development of a Large-Scale Multi-Extrusion FDM Printer, and Its Challenges. Int. J. Light. Mater. Manuf. 2023, 6, 198–213. [Google Scholar] [CrossRef]
- Compton, B.G.; Post, B.K.; Duty, C.E.; Love, L.; Kunc, V. Thermal Analysis of Additive Manufacturing of Large-Scale Thermoplastic Polymer Composites. Addit. Manuf. 2017, 17, 77–86. [Google Scholar] [CrossRef]
- Kishore, V.; Ajinjeru, C.; Nycz, A.; Post, B.; Lindahl, J.; Kunc, V.; Duty, C. Infrared Preheating to Improve Interlayer Strength of Big Area Additive Manufacturing (BAAM) Components. Addit. Manuf. 2017, 14, 7–12. [Google Scholar] [CrossRef]
- Pignatelli, F.; Percoco, G. An Application- and Market-Oriented Review on Large Format Additive Manufacturing, Focusing on Polymer Pellet-Based 3D Printing. Prog. Addit. Manuf. 2022, 7, 1363–1377. [Google Scholar] [CrossRef]
- Das, A.; Bryant, J.S.; Williams, C.B.; Bortner, M.J. Melt-Based Additive Manufacturing of Polyolefins Using Material Extrusion and Powder Bed Fusion. Polym. Rev. 2023, 63, 895–960. [Google Scholar] [CrossRef]
- Verma, N.; Awasthi, P.; Gupta, A.; Banerjee, S.S. Fused Deposition Modeling of Polyolefins: Challenges and Opportunities. Macromol. Mater. Eng. 2023, 308, 2200421. [Google Scholar] [CrossRef]
- Raspall, F.; Bañón, C. Large-Scale 3D Printing Using Recycled PET. The Case of Upcycle Lab @ DB Schenker Singapore; Springer: Singapore, 2023; Volume Part F1309, ISBN 9789811986369. [Google Scholar]
- Exconde, M.K.J.E.; Co, J.A.A.; Manapat, J.Z.; Magdaluyo, E.R. Materials Selection of 3D Printing Filament and Utilization of Recycled Polyethylene Terephthalate (PET) in a Redesigned Breadboard. Procedia CIRP 2019, 84, 28–32. [Google Scholar] [CrossRef]
- Caceres-Mendoza, C.; Santander-Tapia, P.; Cruz Sanchez, F.A.; Troussier, N.; Camargo, M.; Boudaoud, H. Life Cycle Assessment of Filament Production in Distributed Plastic Recycling via Additive Manufacturing. Clean. Waste Syst. 2023, 5, 100100. [Google Scholar] [CrossRef]
- Kumar, R.; Sharma, H.; Saran, C.; Tripathy, T.S.; Sangwan, K.S.; Herrmann, C. A Comparative Study on the Life Cycle Assessment of a 3D Printed Product with PLA, ABS & PETG Materials. Procedia CIRP 2022, 107, 15–20. [Google Scholar] [CrossRef]
- Chatzipanagiotou, K.R.; Antypa, D.; Petrakli, F.; Karatza, A.; Pikoń, K.; Bogacka, M.; Poranek, N.; Werle, S.; Amanatides, E.; Mataras, D.; et al. Life Cycle Assessment of Composites Additive Manufacturing Using Recycled Materials. Sustainability 2023, 15, 12843. [Google Scholar] [CrossRef]
- Ulkir, O. Energy-Consumption-Based Life Cycle Assessment of Additive-Manufactured Product with Different Types of Materials. Polymers 2023, 15, 1466. [Google Scholar] [CrossRef]
- Luna, C.B.B.; Siqueira, D.D.; Araújo, E.M.; Wellen, R.M.R. Annealing Efficacy on Pla. Insights on Mechanical, Thermomechanical and Crystallinity Characters. Momento 2021, 2021, 1–17. [Google Scholar] [CrossRef]
- Beauson, J.; Schillani, G.; Van der Schueren, L.; Goutianos, S. The Effect of Processing Conditions and Polymer Crystallinity on the Mechanical Properties of Unidirectional Self-Reinforced PLA Composites. Compos. Part A Appl. Sci. Manuf. 2022, 152, 106668. [Google Scholar] [CrossRef]
- Lv, S.; Gu, J.; Cao, J.; Tan, H.; Zhang, Y. Effect of Annealing on the Thermal Properties of Poly (Lactic Acid)/Starch Blends. Int. J. Biol. Macromol. 2015, 74, 297–303. [Google Scholar] [CrossRef]
- Marchese, P.; Celli, A.; Fiorini, M.; Gabaldi, M. Effects of Annealing on Crystallinity and Phase Behaviour of PET/PC Block Copolymers. Eur. Polym. J. 2003, 39, 1081–1089. [Google Scholar] [CrossRef]
- Kong, Y.; Hay, J.N. The Effect of Annealing on the Crystallization of Poly(Ethylene Terephthalate)/Polycarbonate Blends. J. Polym. Sci. Part B Polym. Phys. 2004, 42, 2129–2136. [Google Scholar] [CrossRef]
- Slezák, E.; Ronkay, F.; Bocz, K. Development of an Engineering Material with Increased Impact Strength and Heat Resistance from Recycled PET. J. Polym. Environ. 2023, 31, 5296–5308. [Google Scholar] [CrossRef]
- Mikula, K.; Skrzypczak, D.; Izydorczyk, G.; Warchoł, J.; Moustakas, K.; Chojnacka, K.; Witek-Krowiak, A. 3D Printing Filament as a Second Life of Waste Plastics—A Review. Environ. Sci. Pollut. Res. 2021, 28, 12321–12333. [Google Scholar] [CrossRef]
- Madhu, N.R.; Erfani, H.; Jadoun, S.; Amir, M.; Thiagarajan, Y.; Chauhan, N.P.S. Fused Deposition Modelling Approach Using 3D Printing and Recycled Industrial Materials for a Sustainable Environment: A Review. Int. J. Adv. Manuf. Technol. 2022, 122, 2125–2138. [Google Scholar] [CrossRef] [PubMed]
- Patel, K.S.; Shah, D.B.; Joshi, S.J.; Patel, K.M. Developments in 3D Printing of Carbon Fiber Reinforced Polymer Containing Recycled Plastic Waste: A Review. Clean. Mater. 2023, 9, 100207. [Google Scholar] [CrossRef]
- Al-Mazrouei, N.; Al-Marzouqi, A.H.; Ahmed, W. Characterization and Sustainability Potential of Recycling 3D-Printed Nylon Composite Wastes. Sustainability 2022, 14, 10458. [Google Scholar] [CrossRef]
- Uddin, M.; Williams, D.; Blencowe, A. Recycling of Selective Laser Sintering Waste Nylon Powders into Fused Filament Fabrication Parts Reinforced with Mg Particles. Polymers 2021, 13, 2046. [Google Scholar] [CrossRef]
- Hidalgo-Carvajal, D.; Muñoz, Á.H.; Garrido-González, J.J.; Carrasco-Gallego, R.; Alcázar Montero, V. Recycled PLA for 3D Printing: A Comparison of Recycled PLA Filaments from Waste of Different Origins after Repeated Cycles of Extrusion. Polymers 2023, 15, 3651. [Google Scholar] [CrossRef]
- Lanzotti, A.; Martorelli, M.; Maietta, S.; Gerbino, S.; Penta, F.; Gloria, A. A Comparison between Mechanical Properties of Specimens 3D Printed with Virgin and Recycled PLA. Procedia CIRP 2019, 79, 143–146. [Google Scholar] [CrossRef]
- Sasse, J.; Pelzer, L.; Schön, M.; Ghaddar, T.; Hopmann, C. Investigation of Recycled and Coextruded PLA Filament for Additive Manufacturing. Polymers 2022, 14, 2407. [Google Scholar] [CrossRef] [PubMed]
- Van de Voorde, B.; Katalagarianakis, A.; Huysman, S.; Toncheva, A.; Raquez, J.M.; Duretek, I.; Holzer, C.; Cardon, L.; Bernaerts, K.V.; Van Hemelrijck, D.; et al. Effect of Extrusion and Fused Filament Fabrication Processing Parameters of Recycled Poly(Ethylene Terephthalate) on the Crystallinity and Mechanical Properties. Addit. Manuf. 2022, 50, 102518. [Google Scholar] [CrossRef]
- Ferrari, F.; Corcione, C.E.; Montagna, F.; Maffezzoli, A. 3D Printing of Polymer Waste for Improving People’s Awareness about Marine Litter. Polymers 2020, 12, 1738. [Google Scholar] [CrossRef] [PubMed]
- Szymczak, P.; Dziadowiec, D.; Piasecki, A.; Szostak, M.; Andrzejewski, J. Utilization of Multilayered Polyethylene Terephthalate (PET)-Based Film Packaging Waste Using Reactive Compatibilizers and Impact Modifier. Sustainability 2023, 15, 14986. [Google Scholar] [CrossRef]
- ISO 527-1; ISO-Committee Plastics—Determination of Tensile Properties. ISO: Geneva, Switzerland, 2012.
- ISO 179-1; ISO-Committee Plastics—Determination of Charpy Impact Properties. ISO: Geneva, Switzerland, 2010.
- ISO 75; ISO-Committee Plastics—Determination of Temperature of Deflection under Load. ISO: Geneva, Switzerland, 2013; pp. 1–8.
- ISO 1133:2022; ISO-Committee Plastics—Determination of the Melt Mass-Flow Rate (MFR) and Melt Volume-Flow Rate (MVR) of Thermoplastics. ISO: Geneva, Switzerland, 2022; pp. 1–27.
- Wootthikanokkhan, J.; Cheachun, T.; Sombatsompop, N.; Thumsorn, S.; Kaabbuathong, N.; Wongta, N.; Wong-On, J.; Na Ayutthaya, S.I.; Kositchaiyong, A. Crystallization and Thermomechanical Properties of PLA Composites: Effects of Additive Types and Heat Treatment. J. Appl. Polym. Sci. 2013, 129, 215–223. [Google Scholar] [CrossRef]
- Takayama, T. Inorganic Particles Contribute to the Compatibility of Polycarbonate/Polystyrene Polymer Blends. Materials 2023, 16, 1536. [Google Scholar] [CrossRef]
- Nagarajan, V.; Mohanty, A.K.; Misra, M. Perspective on Polylactic Acid (PLA) Based Sustainable Materials for Durable Applications: Focus on Toughness and Heat Resistance. ACS Sustain. Chem. Eng. 2016, 4, 2899–2916. [Google Scholar] [CrossRef]
- Yuryev, Y.; Mohanty, A.K.; Misra, M. A New Approach to Supertough Poly(Lactic Acid): A High Temperature Reactive Blending. Macromol. Mater. Eng. 2016, 301, 1443–1453. [Google Scholar] [CrossRef]
- Pin, J.-M.; Soltani, I.; Negrier, K.; Lee, P.C. Recyclability of Post-Consumer Polystyrene at Pilot Scale: Comparison of Mechanical and Solvent-Based Recycling Approaches. Polymers 2023, 15, 4714. [Google Scholar] [CrossRef] [PubMed]
- Andrzejewski, J.; Grad, K.; Wiśniewski, W.; Szulc, J. The Use of Agricultural Waste in the Modification of Poly(Lactic Acid)-Based Composites Intended for 3d Printing Applications. the Use of Toughened Blend Systems to Improve Mechanical Properties. J. Compos. Sci. 2021, 5, 253. [Google Scholar] [CrossRef]
- Vaucher, J.; Demongeot, A.; Michaud, V.; Leterrier, Y. Recycling of Bottle Grade PET: Influence of HDPE Contamination on the Microstructure and Mechanical Performance of 3D Printed Parts. Polymers 2022, 14, 5507. [Google Scholar] [CrossRef] [PubMed]
- Mi, D.; Zhang, J.; Zhou, X.; Zhang, X.; Jia, S.; Bai, H. Direct 3D Printing of Recycled PET/PP Granules by Shear Screw Extrusion. Polymers 2023, 15, 4620. [Google Scholar] [CrossRef] [PubMed]
- Ragab, A.; Elazhary, R.; Schmauder, S.; Ramzy, A. Plastic Waste Valorization for Fused Deposition Modeling Feedstock: A Case Study on Recycled Polyethylene Terephthalate/High-Density Polyethylene Sustainability. Sustainability 2023, 15, 13291. [Google Scholar] [CrossRef]
- Rahimizadeh, A.; Kalman, J.; Fayazbakhsh, K.; Lessard, L. Recycling of Fiberglass Wind Turbine Blades into Reinforced Filaments for Use in Additive Manufacturing. Compos. Part B Eng. 2019, 175, 107101. [Google Scholar] [CrossRef]
- Agbakoba, V.C.; Webb, N.; Jegede, E.; Phillips, R.; Hlangothi, S.P.; John, M.J. Mechanical Recycling of Waste PLA Generated From 3D Printing Activities: Filament Production and Thermomechanical Analysis. Macromol. Mater. Eng. 2023, 2300276. [Google Scholar] [CrossRef]
- Romani, A.; Perusin, L.; Ciurnelli, M.; Levi, M. Characterization of PLA Feedstock after Multiple Recycling Processes for Large-Format Material Extrusion Additive Manufacturing. Mater. Today Sustain. 2024, 25, 100636. [Google Scholar] [CrossRef]
- Sodeifian, G.; Ghaseminejad, S.; Yousefi, A.A. Preparation of Polypropylene/Short Glass Fiber Composite as Fused Deposition Modeling (FDM) Filament. Results Phys. 2019, 12, 205–222. [Google Scholar] [CrossRef]
- Chang, B.P.; Mohanty, A.K.; Misra, M. Tuning the Compatibility to Achieve Toughened Biobased Poly(Lactic Acid)/Poly(Butylene Terephthalate) Blends. RSC Adv. 2018, 8, 27709–27724. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Skórczewska, K.; Klozinski, A. Improving the Toughness and Thermal Resistance of Polyoxymethylene/Poly(Lactic Acid) Blends: Evaluation of Structure-Properties Correlation for Reactive Processing. Polymers 2020, 12, 307. [Google Scholar] [CrossRef] [PubMed]
- Zhang, K.; Nagarajan, V.; Misra, M.; Mohanty, A.K. Supertoughened Renewable PLA Reactive Multiphase Blends System: Phase Morphology and Performance. ACS Appl. Mater. Interfaces 2014, 6, 12436–12448. [Google Scholar] [CrossRef]
- Yuryev, Y.; Mohanty, A.K.; Misra, M. Novel Super-Toughened Bio-Based Blend from Polycarbonate and Poly(Lactic Acid) for Durable Applications. RSC Adv. 2016, 6, 105094–105104. [Google Scholar] [CrossRef]
- Tzavalas, S.; Drakonakis, V.; Mouzakis, D.E.; Fischer, D.; Gregoriou, V.G. Effect of Carboxy-Functionalized Multiwall Nanotubes (MWNT—COOH) on the Crystallization and Chain Conformations of Poly(Ethylene Terephthalate) PET in PET—MWNT Nanocomposites. Macromolecules 2006, 39, 9150–9156. [Google Scholar] [CrossRef]
- Lin, Q.; Yee, A.F. Interactions of a Liquid Crystalline Polymer with Polycarbonate and Poly(Ethylene Terephthalate). J. Mater. Sci. 1997, 32, 3961–3970. [Google Scholar] [CrossRef]
- Suescun Gonzalez, C.; Cruz Sanchez, F.A.; Boudaoud, H.; Nouvel, C.; Pearce, J.M. Multi-Material Distributed Recycling via Material Extrusion: Recycled High Density Polyethylene and Poly (Ethylene Terephthalate) Mixture. Polym. Eng. Sci. 2024, 1–16. [Google Scholar] [CrossRef]
- Lee, A.; Wynn, M.; Quigley, L.; Salviato, M.; Zobeiry, N. Effect of Temperature History during Additive Manufacturing on Crystalline Morphology of PEEK. Adv. Ind. Manuf. Eng. 2022, 4, 100085. [Google Scholar] [CrossRef]
- Yu, W.; Wang, X.; Ferraris, E.; Zhang, J. Melt Crystallization of PLA/Talc in Fused Filament Fabrication. Mater. Des. 2019, 182, 108013. [Google Scholar] [CrossRef]
- El Moumen, A.; Tarfaoui, M.; Lafdi, K. Modelling of the Temperature and Residual Stress Fields during 3D Printing of Polymer Composites. Int. J. Adv. Manuf. Technol. 2019, 104, 1661–1676. [Google Scholar] [CrossRef]
- Chen, S.C.; Lai, S.A.; Cousineau, J.S. Effect of Cooling Rate and Mold Counter Pressure on the Crystallinity and Foaming Control in Microcellular Injection Molded Polypropylene Parts. Annu. Tech. Conf. ANTEC Conf. Proc. 2013, 2, 1014–1019. [Google Scholar]
- Saidi, M.A.A.; Hassan, A.; Wahit, M.U.; Choy, L.J.; Anuar, H. Thermal, Dynamic Mechanical Analysis and Mechanical Properties of Polybutylene Terephthalate/Polyethylene Terephthalate Blends. J. Teknol. 2020, 82, 73–83. [Google Scholar] [CrossRef]
- Nofar, M.; Oğuz, H. Development of PBT/Recycled-PET Blends and the Influence of Using Chain Extender. J. Polym. Environ. 2019, 27, 1404–1417. [Google Scholar] [CrossRef]
- Chen, T.; Jiang, G.; Li, G.; Wu, Z.; Zhang, J. Poly(Ethylene Glycol-Co-1,4-Cyclohexanedimethanol Terephthalate) Random Copolymers: Effect of Copolymer Composition and Microstructure on the Thermal Properties and Crystallization Behavior. RSC Adv. 2015, 5, 60570–60580. [Google Scholar] [CrossRef]
- Franciszczak, P.; Piesowicz, E.; Kalniņš, K. Manufacturing and Properties of R-PETG/PET Fibre Composite—Novel Approach for Recycling of PETG Plastic Scrap into Engineering Compound for Injection Moulding. Compos. Part B Eng. 2018, 154, 430–438. [Google Scholar] [CrossRef]
- Latko-Durałek, P.; Dydek, K.; Boczkowska, A. Thermal, Rheological and Mechanical Properties of PETG/RPETG Blends. J. Polym. Environ. 2019, 27, 2600–2606. [Google Scholar] [CrossRef]
- Li, M.; Jeong, Y.G. Poly(Ethylene Terephthalate)/Exfoliated Graphite Nanocomposites with Improved Thermal Stability, Mechanical and Electrical Properties. Compos. Part A Appl. Sci. Manuf. 2011, 42, 560–566. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Marciniak-Podsadna, L. Development of Thermal Resistant FDM Printed Blends. The Preparation of GPET/PC Blends and Evaluation of Material Performance. Materials 2020, 13, 2057. [Google Scholar] [CrossRef] [PubMed]
- Benwood, C.; Anstey, A.; Andrzejewski, J.; Misra, M.; Mohanty, A.K. Improving the Impact Strength and Heat Resistance of 3D Printed Models: Structure, Property, and Processing Correlationships during Fused Deposition Modeling (FDM) of Poly(Lactic Acid). ACS Omega 2018, 3, 4400–4411. [Google Scholar] [CrossRef] [PubMed]
- Paszkiewicz, S.; Szymczyk, A.; Pawlikowska, D.; Irska, I.; Taraghi, I.; Pilawka, R.; Gu, J.; Li, X.; Tu, Y.; Piesowicz, E. Synthesis and Characterization of Poly(Ethylene Terephthalate-: Co -1,4-Cyclohexanedimethylene Terephtlatate)- Block -Poly(Tetramethylene Oxide) Copolymers. RSC Adv. 2017, 7, 41745–41754. [Google Scholar] [CrossRef]
- Paszkiewicz, S.; Irska, I.; Piesowicz, E. Environmentally Friendly Polymer Blends Based on Post-Consumer Glycol-Modified Poly(Ethylene Terephthalate) (PET-G) Foils and Poly(Ethylene 2,5-Furanoate) (PEF): Preparation and Characterization. Materials 2020, 13, 2673. [Google Scholar] [CrossRef] [PubMed]
- Irska, I.; Paszkiewicz, S.; Gorący, K.; Linares, A.; Ezquerra, T.A.; Jędrzejewski, R.; Rosłaniec, Z.; Piesowicz, E. Poly(Butylene Terephthalate)/Polylactic Acid Based Copolyesters and Blends: Miscibility-Structure-Property Relationship. Express Polym. Lett. 2020, 14, 26–47. [Google Scholar] [CrossRef]
- Kim, H.J.; Peng, X.; Shin, Y.; Hillmyer, M.A.; Ellison, C.J. Blend Miscibility of Poly(Ethylene Terephthalate) and Aromatic Polyesters from Salicylic Acid. J. Phys. Chem. B 2021, 125, 450–460. [Google Scholar] [CrossRef]
- Shi, P.; Tang, J.; Duan, H. Influence of Different Tougheners on the Properties of PC/PBT Alloy. J. Mater. Sci. Chem. Eng. 2021, 9, 70–82. [Google Scholar] [CrossRef]
- Yang, W.; Wang, X.-L.; Li, J.; Yan, X.; Ge, S.; Tadakamalla, S.; Guo, Z. Polyoxymethylene/Ethylene Butylacrylate Copolymer/Ethylene-Methyl Acrylate-Glycidyl Methacrylate Ternary Blends. Polym. Eng. Sci. 2018, 58, 1127–1134. [Google Scholar] [CrossRef]
- Liu, G.; Qiu, G. Study on the Mechanical and Morphological Properties of Toughened Polypropylene Blends for Automobile Bumpers. Polym. Bull. 2013, 70, 849–857. [Google Scholar] [CrossRef]
- Mohd Yasin, S.B.; Terry, J.S.; Taylor, A.C. Fracture and Mechanical Properties of an Impact Toughened Polypropylene Composite: Modification for Automotive Dashboard-Airbag Application. RSC Adv. 2023, 13, 27461–27475. [Google Scholar] [CrossRef]
- Rajabifar, N.; Rostami, A. Investigation of the Effect of Hybrid Nanofiller on the Mechanical Performance and Surface Properties of Bio-Based Polylactic Acid/Polyolefin Elastomer (PLA/POE) Blend. Polymers 2023, 15, 2708. [Google Scholar] [CrossRef]
- Diederichs, E.V.; Picard, M.C.; Chang, B.P.; Misra, M.; Mielewski, D.F.; Mohanty, A.K. Strategy to Improve Printability of Renewable Resource-Based Engineering Plastic Tailored for Fdm Applications. ACS Omega 2019, 4, 20297–20307. [Google Scholar] [CrossRef] [PubMed]
- Vigil Fuentes, M.A.; Thakur, S.; Wu, F.; Misra, M.; Gregori, S.; Mohanty, A.K. Study on the 3D Printability of Poly(3-Hydroxybutyrate-Co-3-Hydroxyvalerate)/Poly(Lactic Acid) Blends with Chain Extender Using Fused Filament Fabrication. Sci. Rep. 2020, 10, 11804. [Google Scholar] [CrossRef] [PubMed]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | PETG | Foil 1 (PET/PE) | Foil 2 (PET/EVOH) | Foil 3 (PET/MET) | Chain Extender (CE) | Impact Modifier (IM) |
|---|---|---|---|---|---|---|
| PETG (pure) | 100 | - | - | - | - | - |
| PETG/(PET/PE) | 50 | 50 | - | - | - | - |
| PETG/(PET/PE)-CE | 50 | 49.5 | - | - | 0.5 | - |
| PETG/(PET/PE)-IM | 40 | 39.5 | - | - | 0.5 | 20 |
| PETG/(PET/EVOH) | 50 | - | 50 | - | - | - |
| PETG/(PET/EVOH)-CE | 69 | - | 49.5 | - | 0.5 | |
| PETG/(PET/EVOH)-IM | 40 | - | 39.5 | - | 0.5 | 20 |
| PETG/PET/MET | 50 | - | - | 50 | - | - |
| PETG/PET/MET-CE | 50 | - | - | 49.5 | 0.5 | - |
| PETG/PET/MET-IM | 40 | - | - | 39.5 | 0.5 | 20 |
| Blend Type | Mechanical Properties | References |
|---|---|---|
| LDPE/PET/Aluminum | Tensile strength: 10–14 MPa Elongation: 4–13% | [10] |
| rPET/rHDPE | E modulus: 1.7–2.9 GPa Tensile strength: 32–65 MPa | [64] |
| rPE/rPET | E modulus: 65–90 GPa Tensile strength: 7–23 MPa | [65] |
| rPET/rHDPE | E modulus: 0.8–1.6 GPa Tensile strength: 12–31 MPa Elongation: 1.6–5.3% | [66] |
| PLA/recycled glass fiber | E modulus: 3.2 GPa Tensile strength: 50 MPa | [67] |
| PLA reprocessing | E modulus: 3.5–5.5 GPa Tensile strength: 27–39 MPa Elongation: 3.7–4.9% | [68] |
| PLA reprocessing | E modulus: 3.2–3.4 GPa Tensile strength: 52–62 MPa Elongation: 2.0–2.7% | [69] |
| This study | E modulus: 1.4–2.7 GPa Tensile strength: 27–53 MPa Elongation: 2.0–50% |
| Material | Printed Materials | Printed/Annealed Materials | ||||||
|---|---|---|---|---|---|---|---|---|
| Tg | Tcc | Tm | Tc | Tg | Tm′ | Tm | Tc | |
| PETG/(PET/PE) | 74.2 | 146.2 | 241.8 | - | 80.8 | 159.2 | 239.9 | - |
| PETG/(PET/PE)-CE | 74.9 | 145.6 | 243.0 | 151.1 | 81.2 | 158.9 | 237.9 | - |
| PETG/(PET/PE)-IM | 74.1 | 138.2 | 247.0 | 158.5 | 80.5 | 158.0 | 243.5 | 158.3 |
| PETG/(PET/EVOH) | 74.3 | 146.6 | 242.4 | - | 80.4 | 156.8 | 242.9 | - |
| PETG/(PET/EVOH)-CE | 74.1 | 145.1 | 242.2 | - | 80.9 | 157.8 | 241.8 | - |
| PETG/(PET/EVOH)-IM | 73.9 | 139.9 | 245.6 | 150.4 | 81.3 | 152.2 | 244.2 | 151.4 |
| PETG/PET/MET | 75.6 | 145.4 | 240.5 | 97.0 * | 81.0 | 156.2 | 236.6 | 94.8 * |
| PETG/PET/MET-CE | 74.9 | 145.6 | 243.0 | 151.1 | 80.8 | 157.6 | 239.8 | 96.2 * |
| PETG/PET/MET-IM | 74.1 | 138.2 | 247.0 | 158.5 | 80.7 | 159.9 | 244.8 | 157.7/92.1 * |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Garwacki, M.; Cudnik, I.; Dziadowiec, D.; Szymczak, P.; Andrzejewski, J. The Development of Sustainable Polyethylene Terephthalate Glycol-Based (PETG) Blends for Additive Manufacturing Processing—The Use of Multilayered Foil Waste as the Blend Component. Materials 2024, 17, 1083. https://doi.org/10.3390/ma17051083
Garwacki M, Cudnik I, Dziadowiec D, Szymczak P, Andrzejewski J. The Development of Sustainable Polyethylene Terephthalate Glycol-Based (PETG) Blends for Additive Manufacturing Processing—The Use of Multilayered Foil Waste as the Blend Component. Materials. 2024; 17(5):1083. https://doi.org/10.3390/ma17051083
Chicago/Turabian StyleGarwacki, Mikołaj, Igor Cudnik, Damian Dziadowiec, Piotr Szymczak, and Jacek Andrzejewski. 2024. "The Development of Sustainable Polyethylene Terephthalate Glycol-Based (PETG) Blends for Additive Manufacturing Processing—The Use of Multilayered Foil Waste as the Blend Component" Materials 17, no. 5: 1083. https://doi.org/10.3390/ma17051083
APA StyleGarwacki, M., Cudnik, I., Dziadowiec, D., Szymczak, P., & Andrzejewski, J. (2024). The Development of Sustainable Polyethylene Terephthalate Glycol-Based (PETG) Blends for Additive Manufacturing Processing—The Use of Multilayered Foil Waste as the Blend Component. Materials, 17(5), 1083. https://doi.org/10.3390/ma17051083