
In Situ Testing of Polymers Immersed in Aging Fluids at Elevated Temperature and Pressure




Abstract
:1. Introduction
2. Experimental Setup
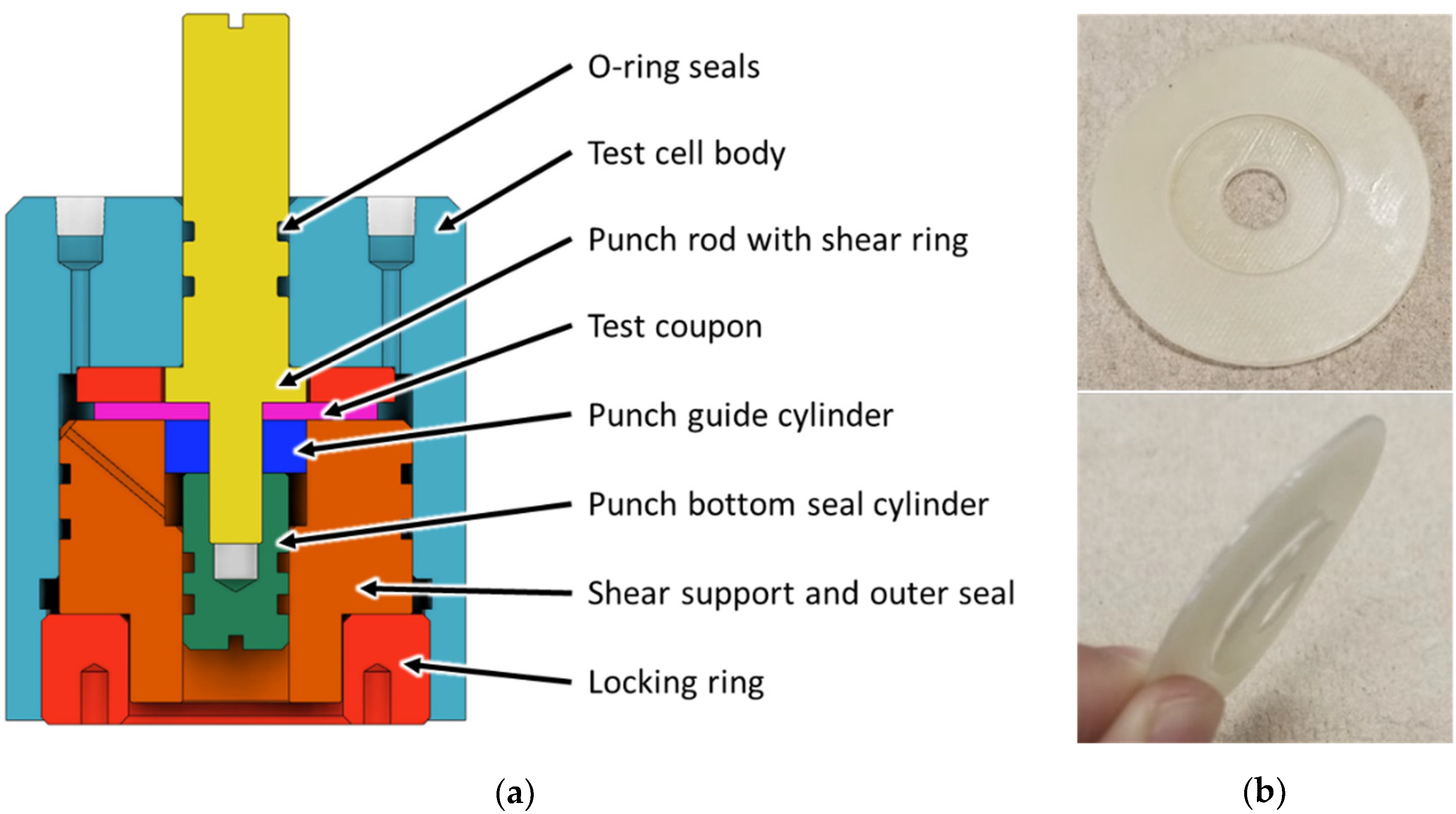
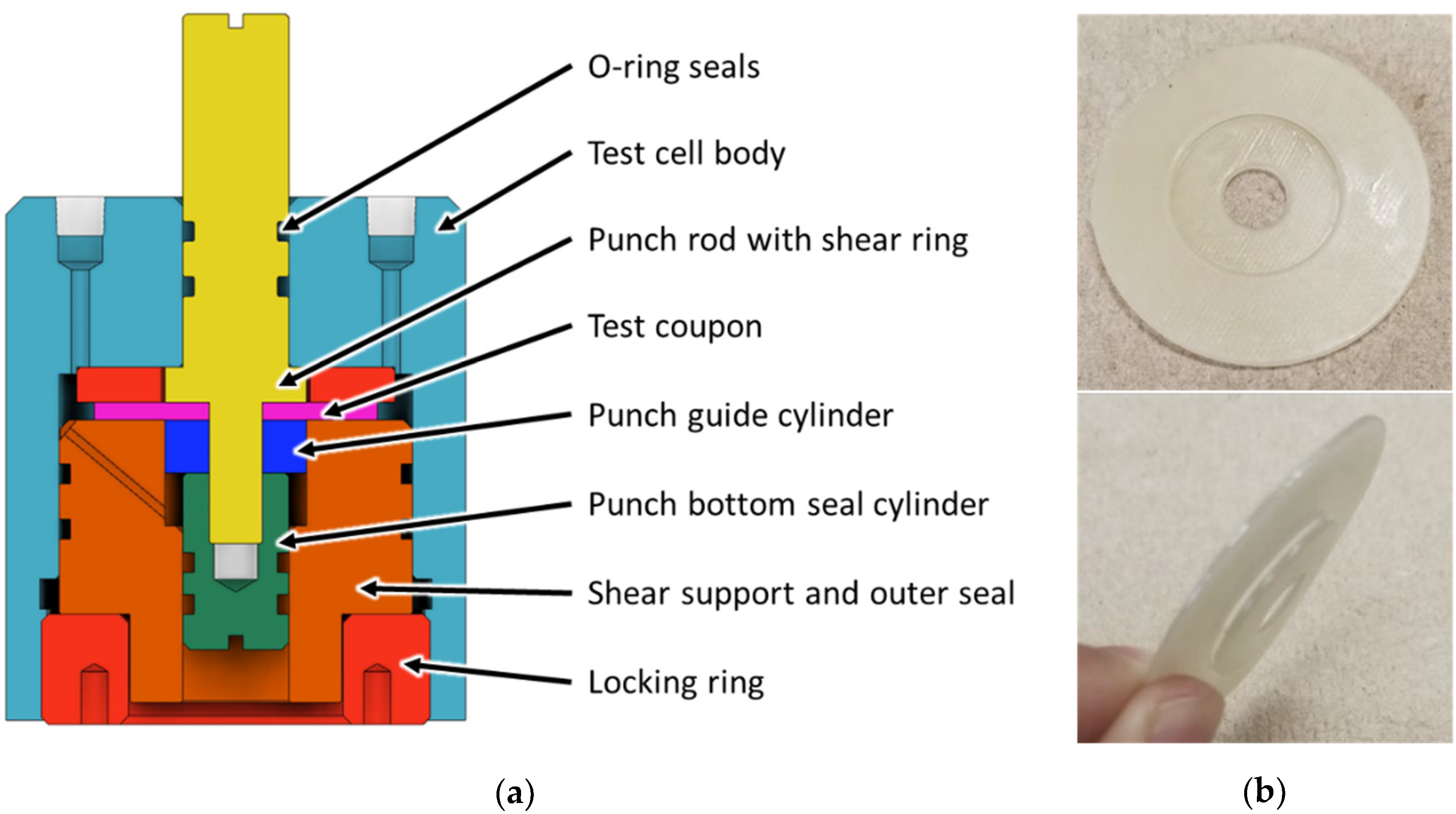
2.1. Test Apparatus
2.2. Materials and Sample Fabrication
2.3. Conditioning in Aging Environments
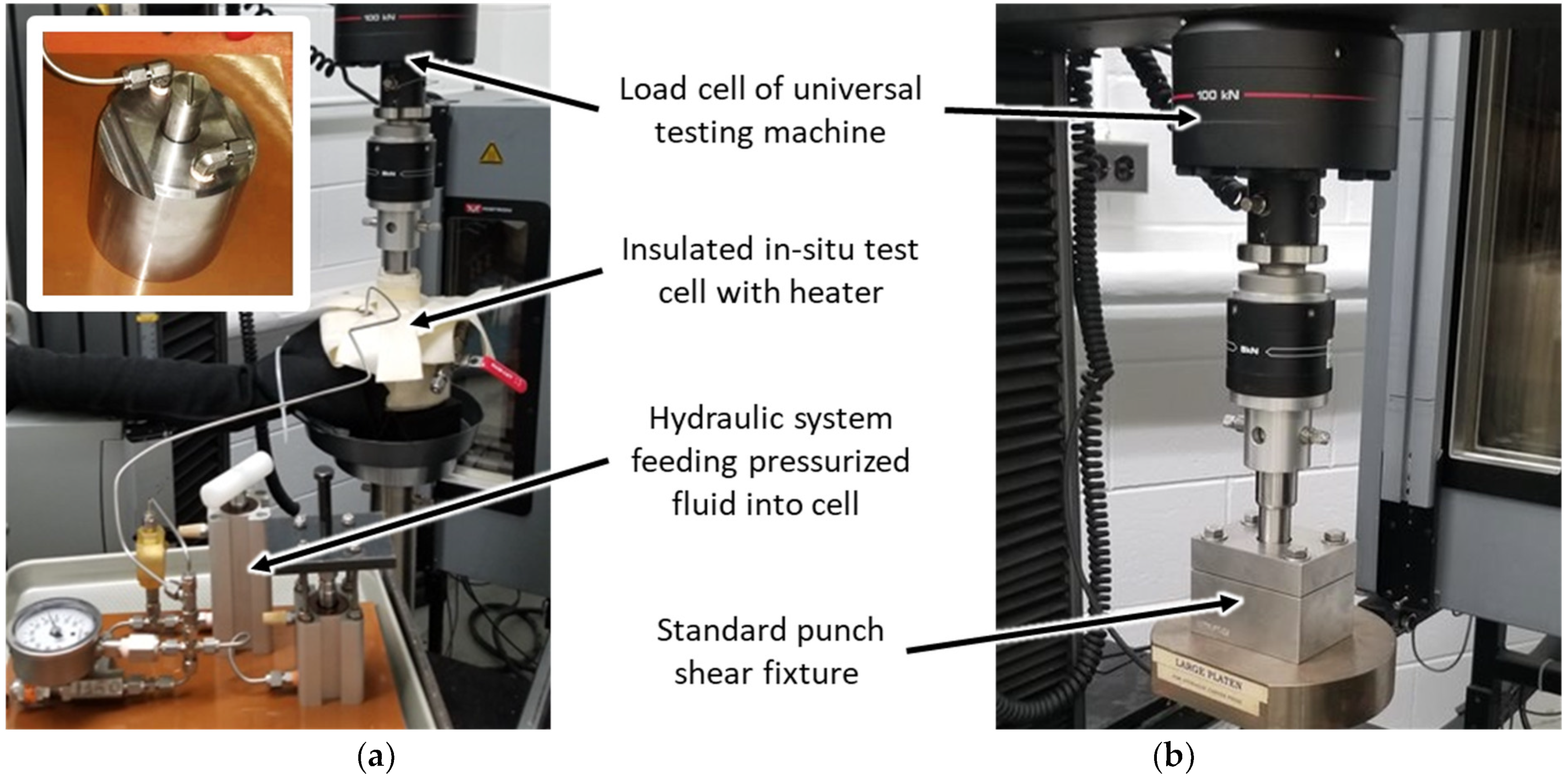
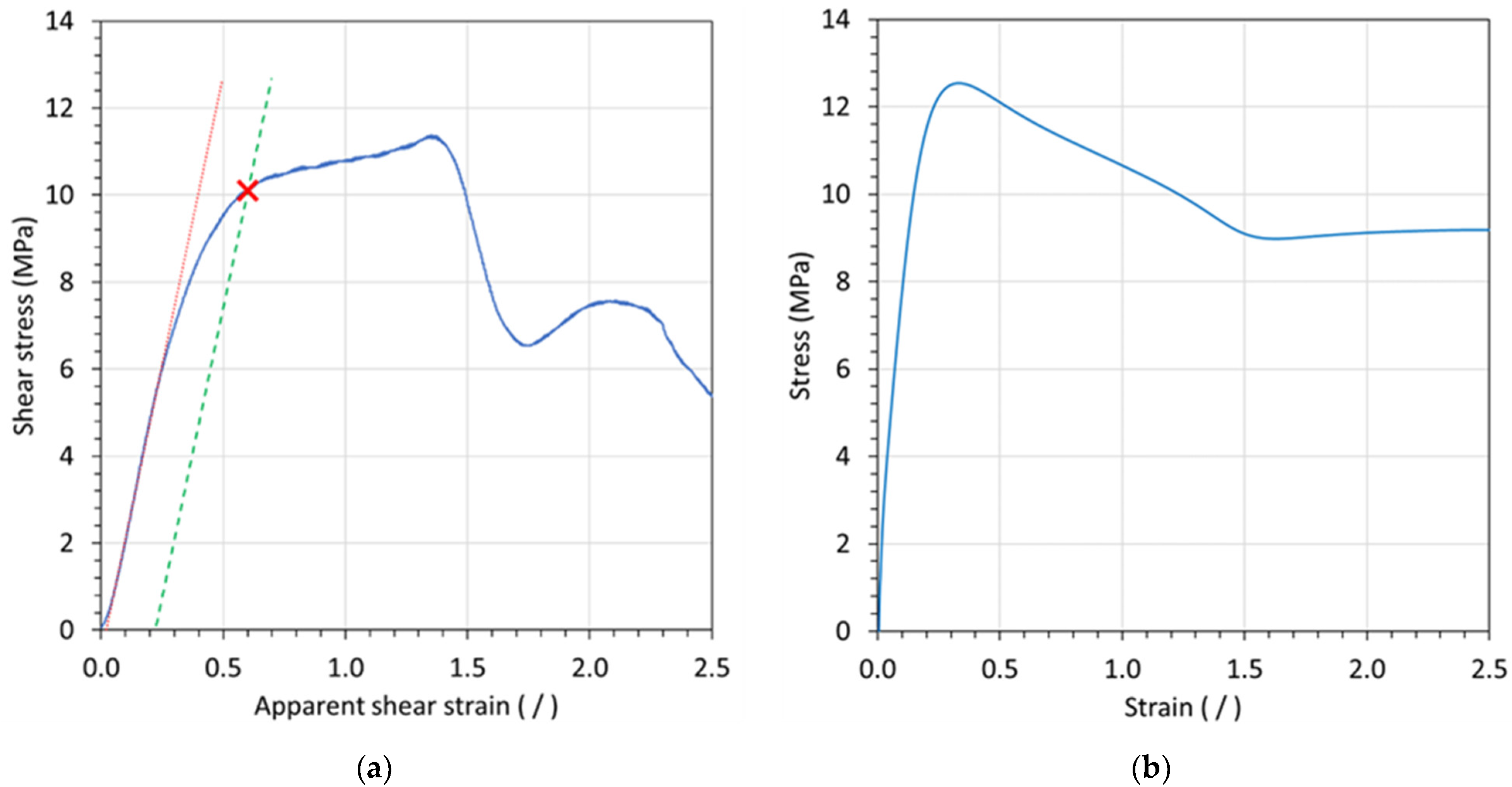
2.4. Test Procedure and Data Reduction
3. Results and Discussion
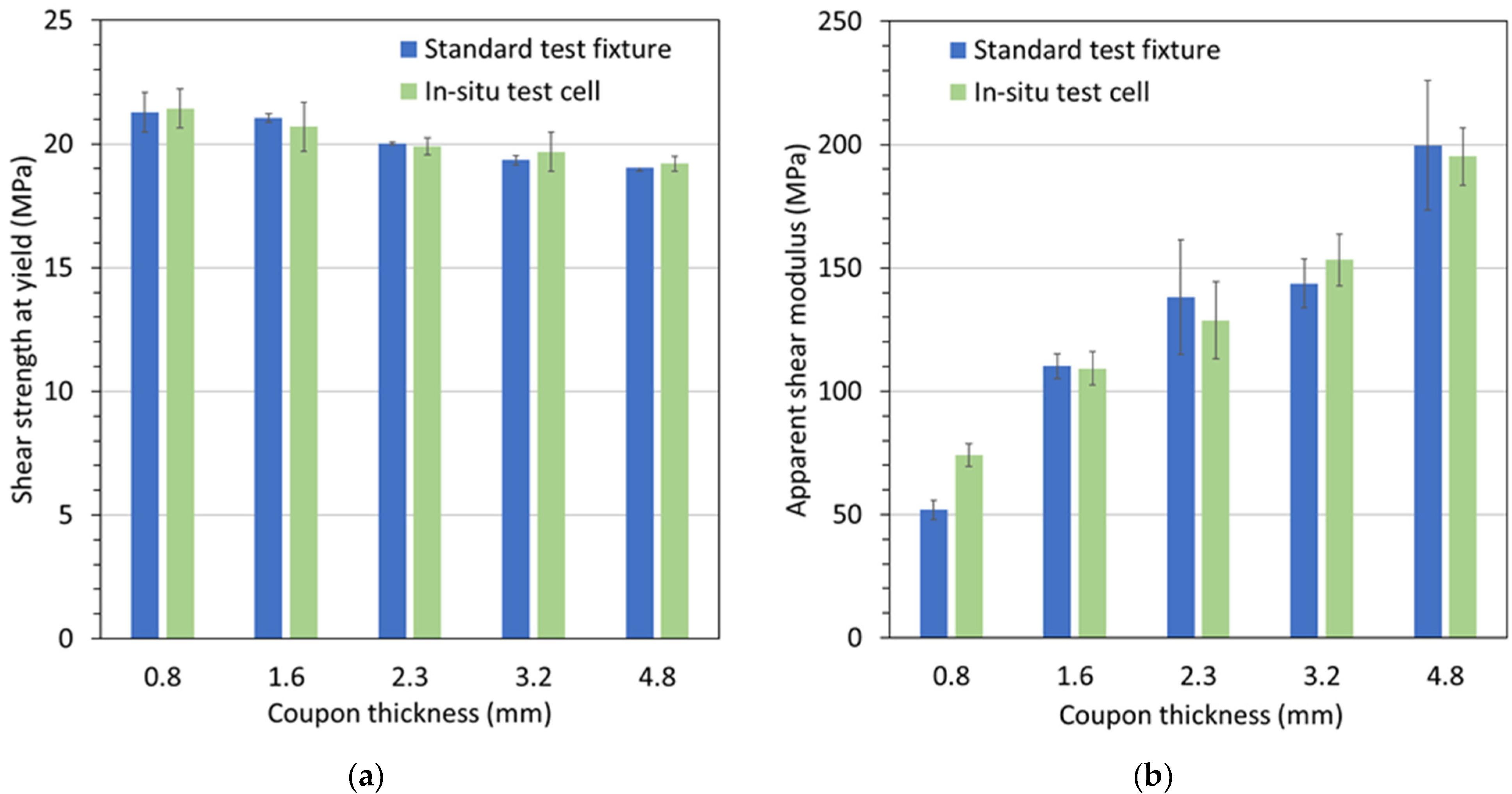
3.1. Comparison of Test Results between Standard Punch-Shear Fixture and In Situ Test Cell
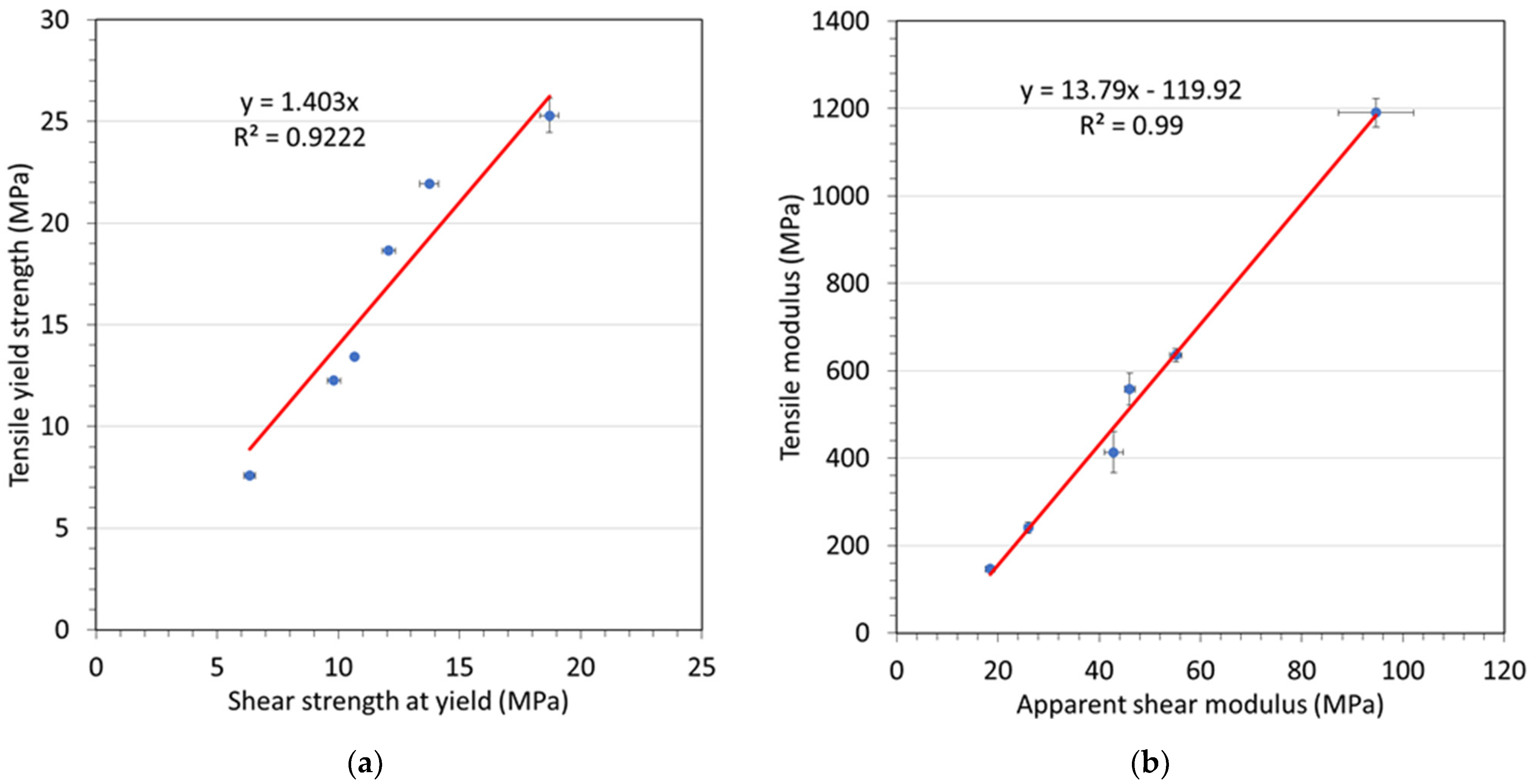
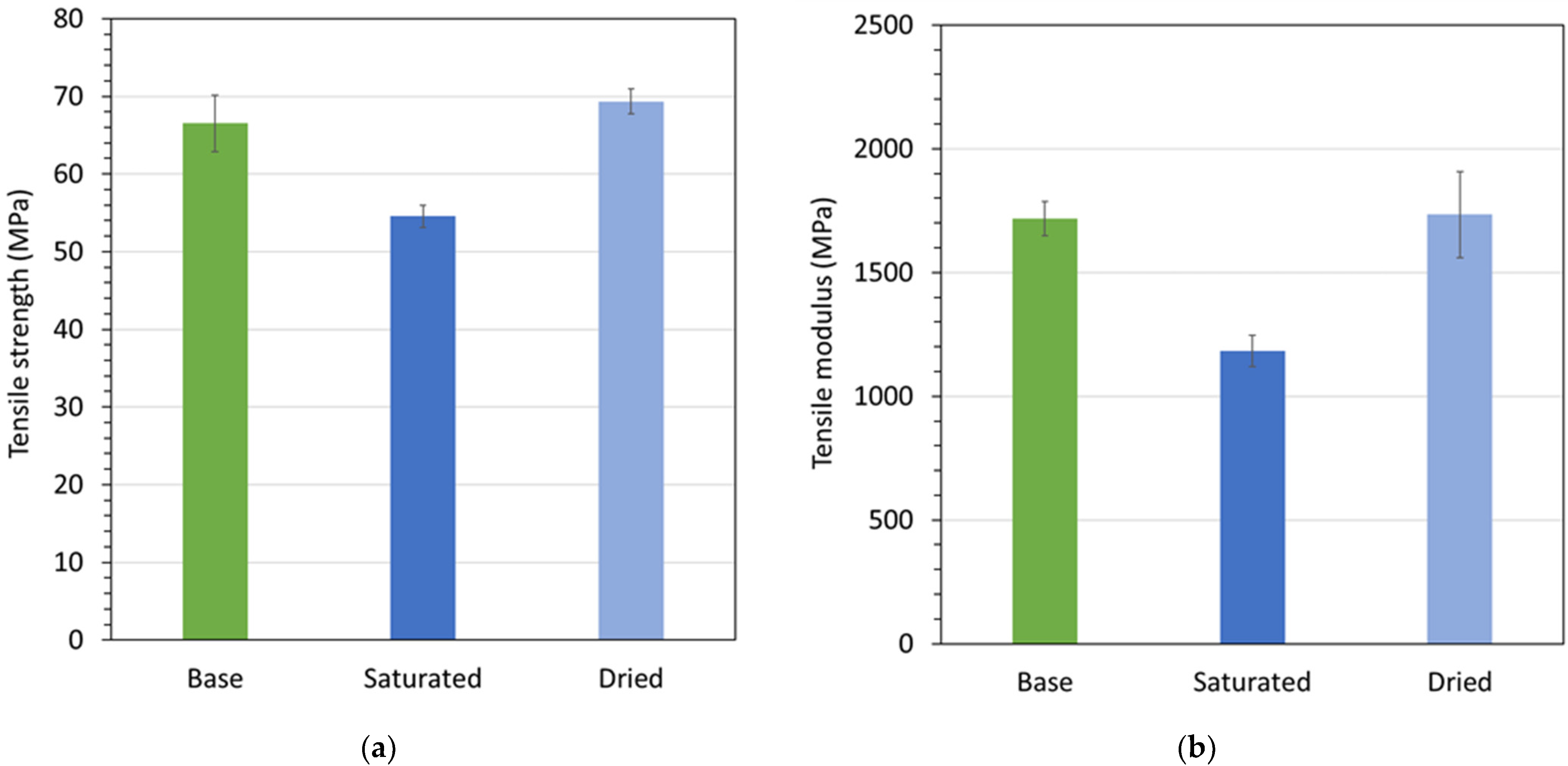
3.2. Correlation between Data from Punch-Shear Testing and Tensile Testing
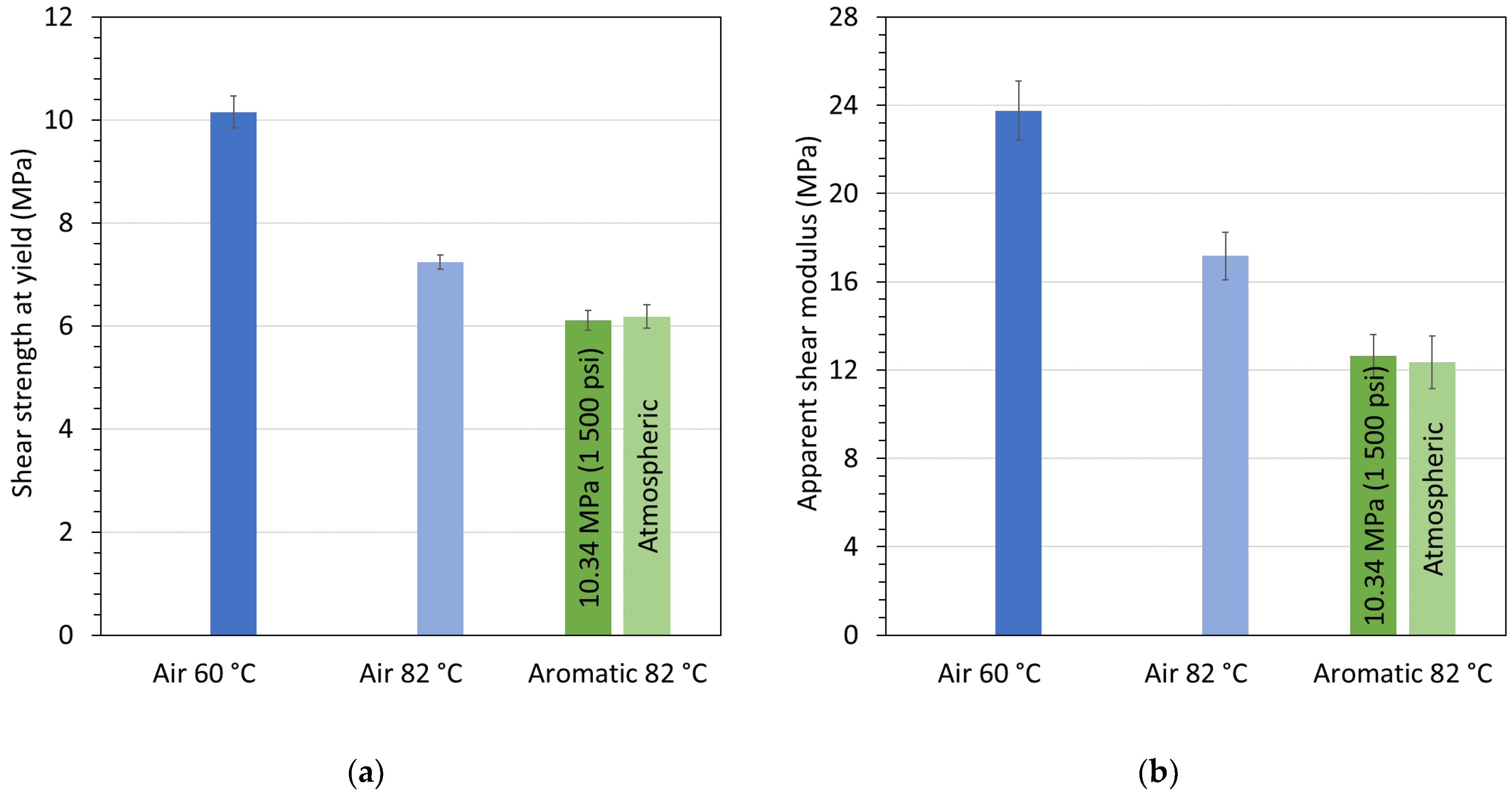
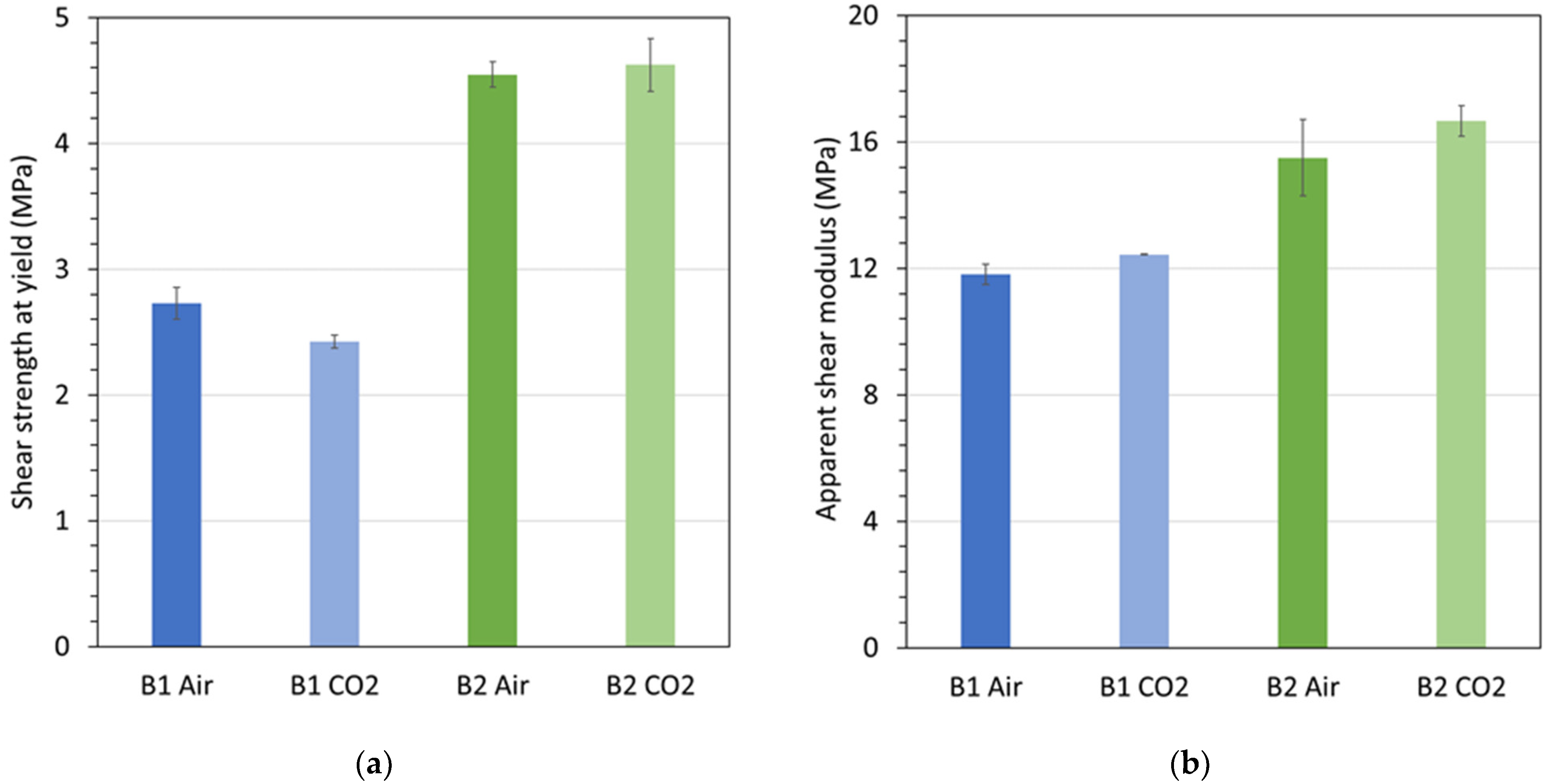
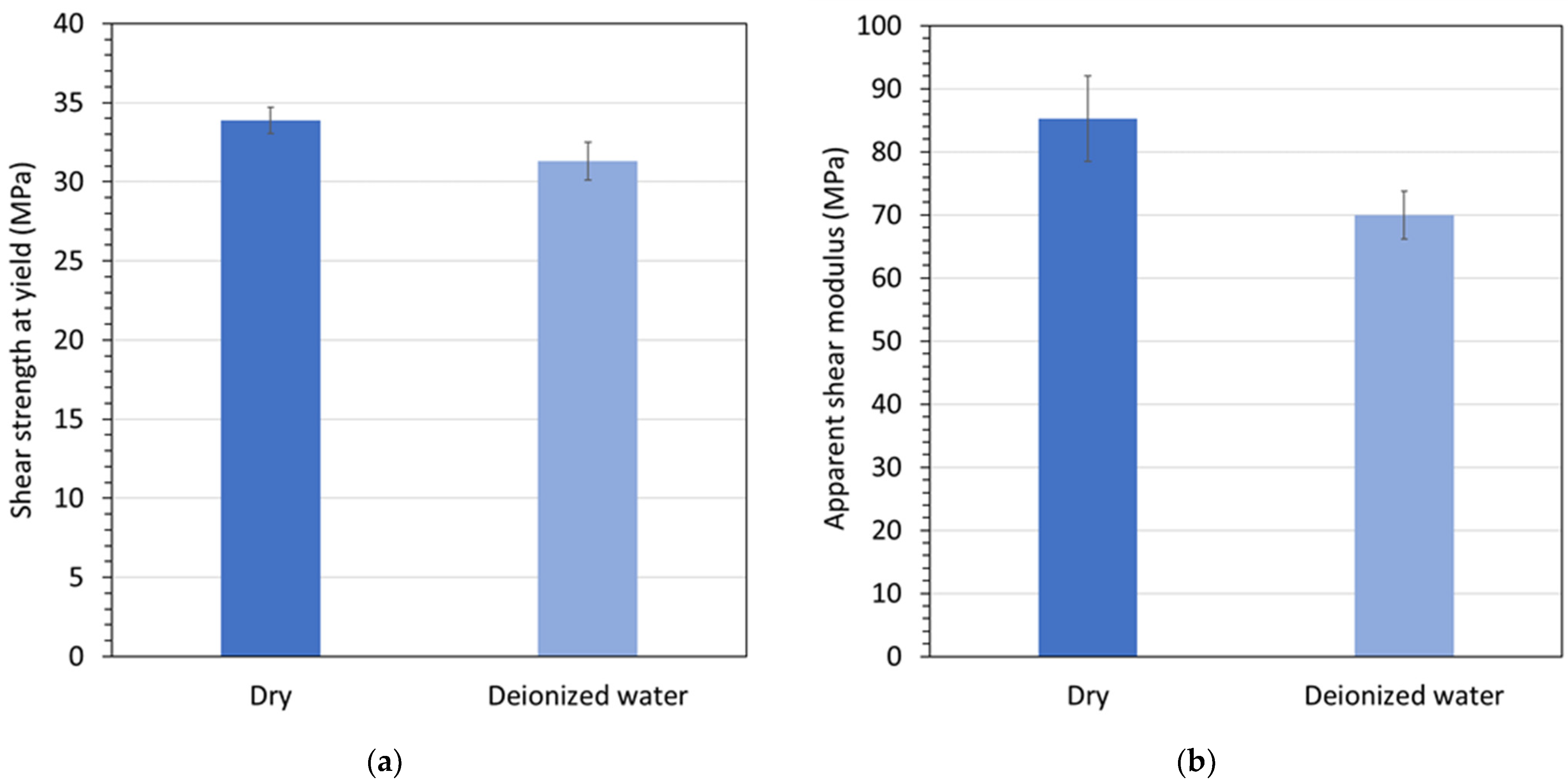
3.3. Effects of Exposure to Aging Fluids Observed via In Situ Punch-Shear Testing
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ruffner, D.R. Hygrothermal Behavior. In ASM Handbook; Miracle, D.B., Donaldson, S.L., Eds.; ASM International: Materials Park, OH, USA, 2001; Volume 21, pp. 246–251. [Google Scholar] [CrossRef]
- Yuan, Y.; Goodson, J. HT/HP Hot-Wet Thermomechanical Properties and HT/HP In-Situ Mechanical Test Method of High-Temperature Polymer Composites. In Proceedings of the 52nd International SAMPE Symposium and Exhibition, Baltimore, MD, USA, 3–7 June 2007. [Google Scholar]
- Yuan, Y.; Goodson, J. HP/HT Hot-Wet Thermomechanical Behavior of Fiber-Reinforced High-Temperature Polymer Composites. In Experimental Mechanics of Composite, Hybrid, and Multifunctional Materials; Tandon, G.P., Tekalur, S.A., Ralph, C., Sottos, N.R., Blaiszik, B., Eds.; Springer International Publishing: Cham, Switzerland, 2014; Volume 6, pp. 125–147. [Google Scholar] [CrossRef]
- Khalid, H.U.; Ismail, M.C.; Nosbi, N. Permeation Damage of Polymer Liner in Oil and Gas Pipelines: A Review. Polymers 2020, 12, 2307. [Google Scholar] [CrossRef] [PubMed]
- Hammami, A.; Yakimoski, T.; Craster, B.; Jacobs, S. Environmental Mechanical Test Apparatus. U.S. Patent 8,065,929, 2009. [Google Scholar]
- Hale, J.M.; Gibson, A.G. Coupon Tests of Fibre Reinforced Plastics at Elevated Temperature in Offshore Processing Environments. J. Compos. Mater. 1998, 32, 387–404. [Google Scholar] [CrossRef]
- Koria, L.; Mengoni, M.; Brockett, C. Estimating Tissue-level Properties of Porcine Talar Subchondral Bone. J. Mech Behav Biomed. Mater. 2020, 110, 103931. [Google Scholar] [CrossRef] [PubMed]
- In Situ Observation of Mechanical Testing at the Nanoscale—Zeiss Technical Note. Available online: https://www.zeiss.fr/content/dam/Microscopy/us/download/pdf/technical-notes/x-ray-microscopy/in-situ-observation-of-mechanical-testing.pdf (accessed on 8 March 2022).
- Singh, S.S.; Williams, J.J.; Hruby, P.; Xiao, X.; De Carlo, F.; Chawla, N. In situ Experimental Techniques to Study Mechanical Behavior of Materials using X-ray Synchrotron Tomography. Integr Mater 2014, 3, 109–122. [Google Scholar] [CrossRef] [Green Version]
- ASTM D732-17; Standard Test Method For Shear Strength of Plastics By Punch Tool. ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM D638-10; Standard Test Method for Tensile Properties of Plastics. ASTM International: West Conshohocken, PA, USA, 2010.
- ASTM D5964-96; Standard Practice for Rubber IRM 902 and IRM 903 Replacement Oils for ASTM No. 2 and ASTM No. 3 Oils. ASTM International: West Conshohocken, PA, USA, 1996.
- Esfandyarpour, M.J.; Alizadeh, R.; Mahmudi, R. Applicability of Shear Punch Testing to the Evaluation of Hot Tensile Deformation Parameters and Constitutive Analyses. J. Mater. Res. Technol. 2019, 8, 996–1002. [Google Scholar] [CrossRef]
- Eftekhari, M.; Fatemi, A. Tensile Behavior of Thermoplastic Composites Including Temperature, Moisture, and Hygrothermal Effects. Polym. Test. 2016, 51, 151–164. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Aging Environment | ||
|---|---|---|---|
| Fluid | Temperature (°C) | Pressure (MPa; psi) | |
| Polymer A2 | Air | 60 | Atmospheric |
| Air | 82 | Atmospheric | |
| Aromatic 1 | 82 | Atmospheric | |
| Aromatic 1 | 82 | 10.34; 1500 | |
| Polymer B1 | Air | 82 | Atmospheric |
| CO2 | 82 | 6.89; 1000 | |
| Polymer B2 | Air | 82 | Atmospheric |
| CO2 | 82 | 6.89; 1000 | |
| Polymer C | Air | 82 | Atmospheric |
| Deionized water | 82 | Atmospheric | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, B.; Redmond, M.; Hammami, A.; Mertiny, P. In Situ Testing of Polymers Immersed in Aging Fluids at Elevated Temperature and Pressure. Materials 2022, 15, 2690. https://doi.org/10.3390/ma15072690
Xu B, Redmond M, Hammami A, Mertiny P. In Situ Testing of Polymers Immersed in Aging Fluids at Elevated Temperature and Pressure. Materials. 2022; 15(7):2690. https://doi.org/10.3390/ma15072690
Chicago/Turabian StyleXu, Bo, Mark Redmond, Ahmed Hammami, and Pierre Mertiny. 2022. "In Situ Testing of Polymers Immersed in Aging Fluids at Elevated Temperature and Pressure" Materials 15, no. 7: 2690. https://doi.org/10.3390/ma15072690
APA StyleXu, B., Redmond, M., Hammami, A., & Mertiny, P. (2022). In Situ Testing of Polymers Immersed in Aging Fluids at Elevated Temperature and Pressure. Materials, 15(7), 2690. https://doi.org/10.3390/ma15072690