


Identification of a Workpiece Temperature Compensation Model for Automatic Correction of the Cutting Process



Abstract
1. Introduction
- Geometric errors of the machining system are compensated by software, and their accuracy is periodically verified using high-accuracy sensors and measurement methods [8].
- Errors resulting from the mutual displacement of the tool and the workpiece are modeled and then compensated due to the elastic return of the material under the influence of the applied force [9].
- Errors originating in tool wear are modeled and then compensated in the machining program [11]. Tool wear is the cause of some discrepancies in the modeled and actual characteristics of machining processes, due to nonlinearity.
2. Materials and Methods
- For the cutting process, a process model has been developed, including a model of the wear of the tools used and the achievement of the assumed surface accuracy.
- An automatic measurement unit measuring the workpiece diameter in industrial conditions has been developed.
- A procedure for determining the stability of the process and ensuring the achievement of the assumed accuracy of the final product has been developed.
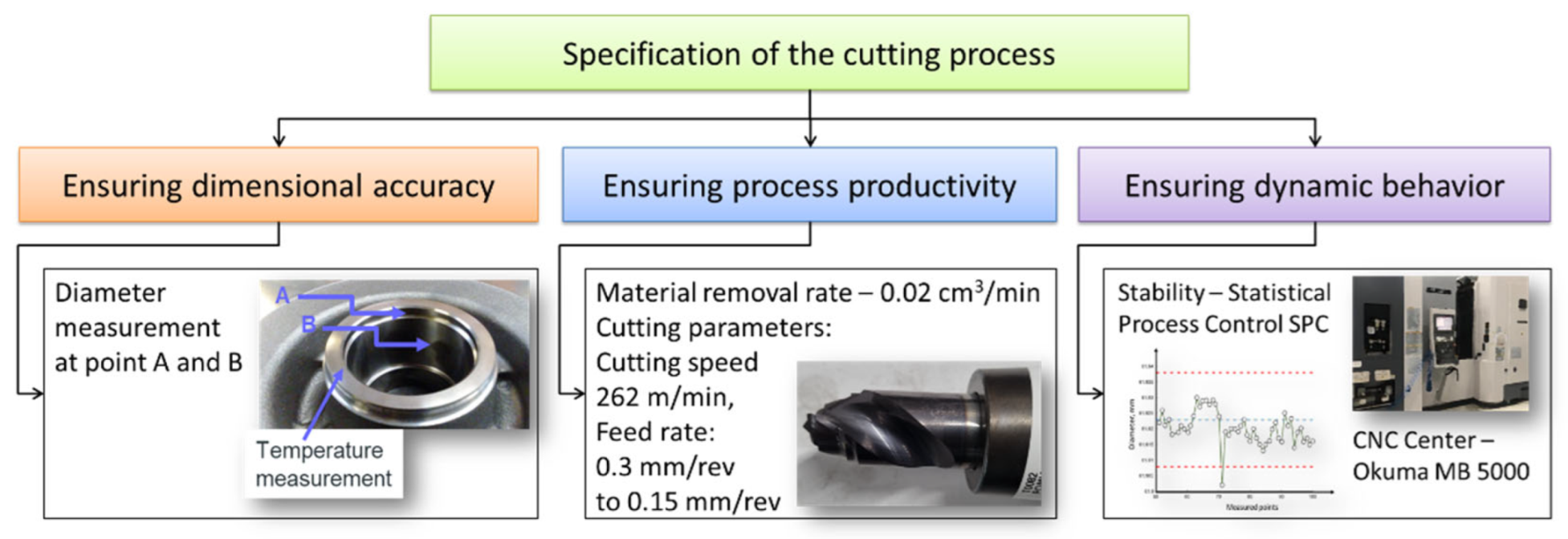
2.1. Technological Machining Process
2.2. Automatic Measurement Unit
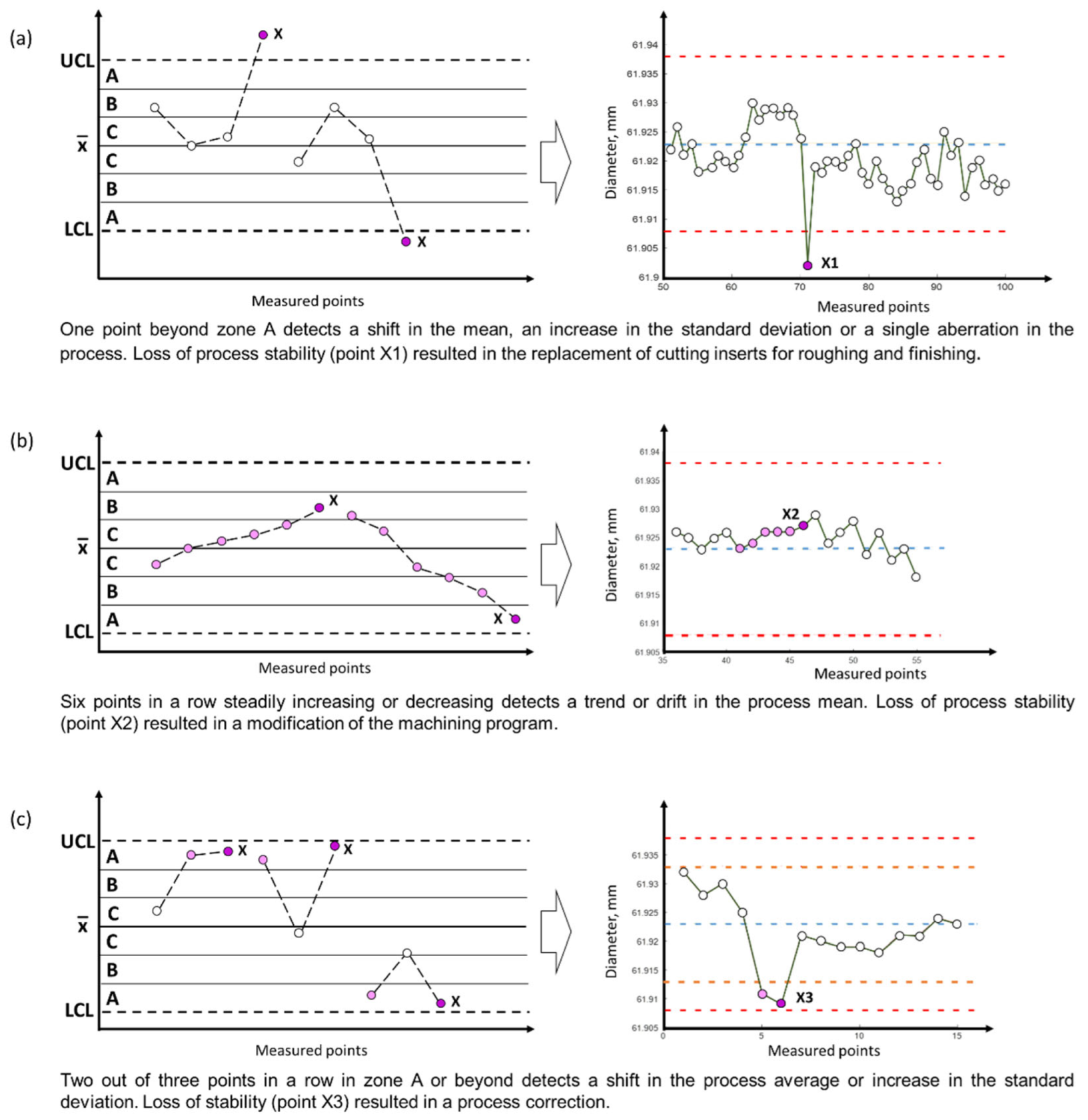
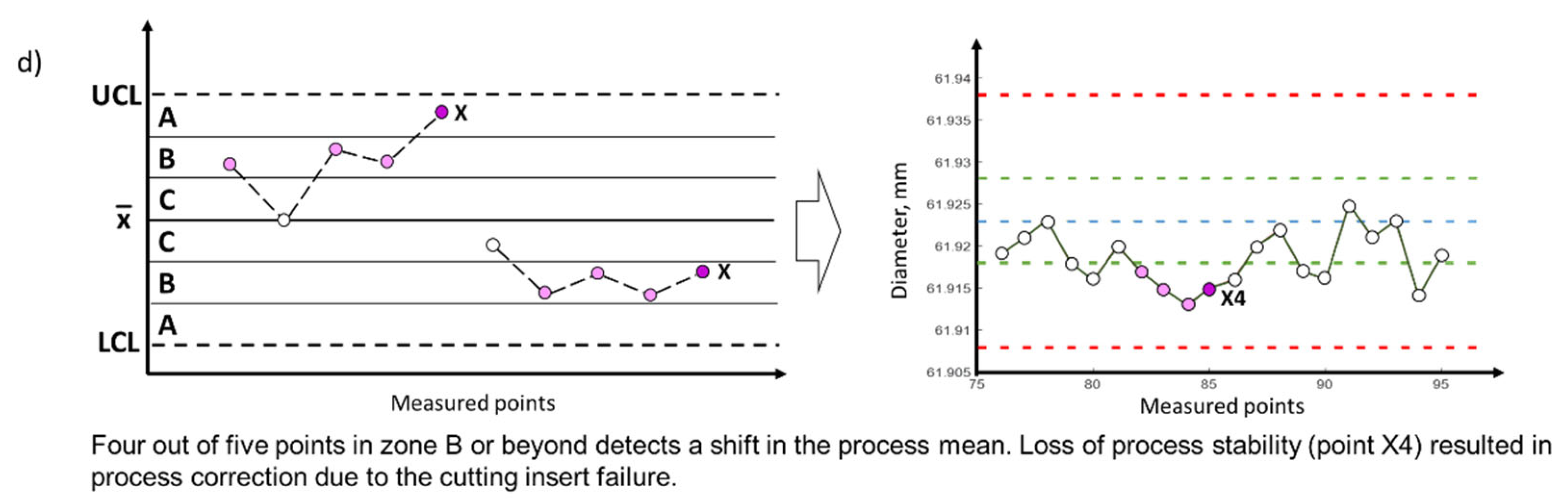
2.3. Implementation of Corrections in the SPC System
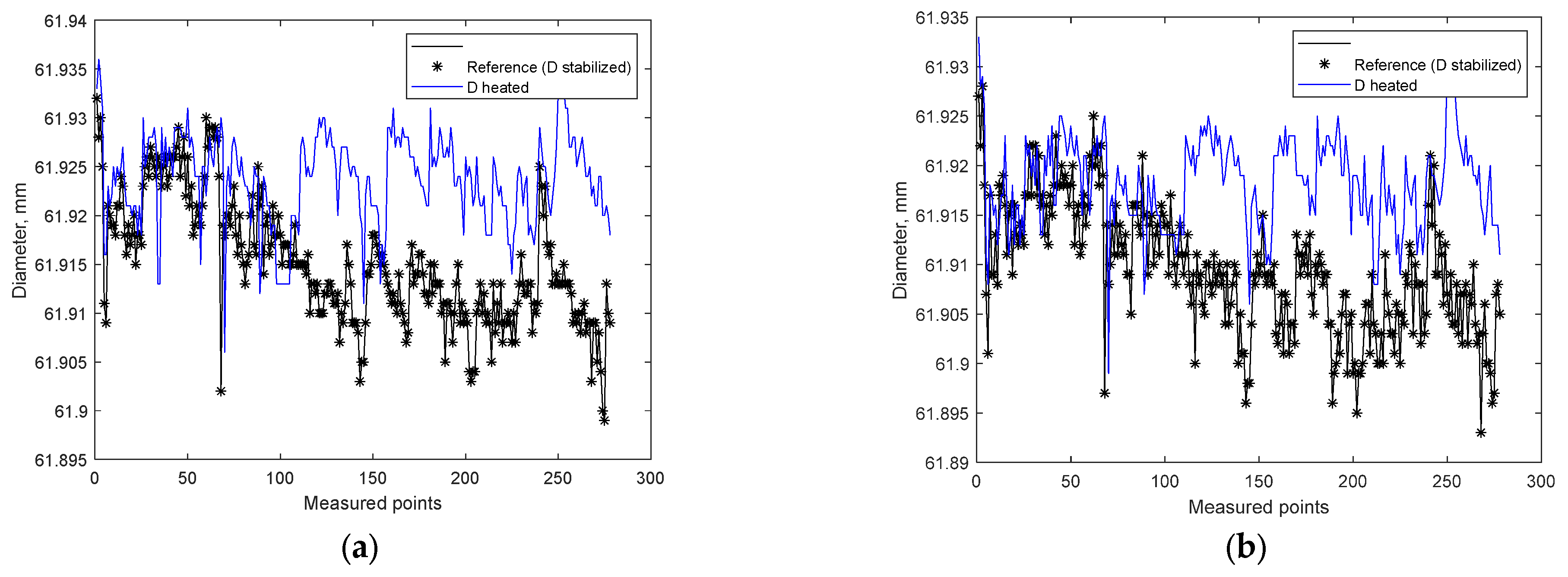
- Before starting the analysis, all tools were replaced with new ones. Then, the automatic measurement unit was set up and its measuring ability was confirmed. The automatic measurement unit was incorporated into the production cycle. This indicates that all measurements were performed automatically, with full recording of the results. After a correction or a tool change, this information was saved in the database with indication of the correction value and the workpiece number (measurement point). The diameter of the workpiece after the tool position correction was measured by the same method after stabilizing the temperature (reference measurement). The deviation between the expected and measured values was calculated and the nominal toolpath was modified appropriately before the next part was machined. The reference temperature at which the reference measurement was carried out was set at 23 °C.
- Conduct of a full experiment—all measurements were carried out by the automatic measurement unit. The automatic measurement unit measured the diameter of the hole closer to the face of the workpiece (measurement at point A on the workpiece) and inside the hole (measurement at point B on the workpiece). During the measurements, corrections were made in the process with regard to improvement of the process stability and the wear of the tools. The process correction program takes into account tool wear based on an experiment. Without tool life compensation, producing parts to a given tolerance would mean an increase in tool costs, and in the case of frequent tool changes, there would be no guarantee that the given tolerances would not be exceeded. Tool wear entails shortening of the tool, which causes a constant shift for the entire machined profile. When programming the change in cutting depth, the appropriate measurement error is used to quantify the parameters of the linear approximation. In order to meet the chip forming requirements and the necessary undeformed chip thickness, the process correction value was selected to obtain the minimum cutting layer thickness.
- Analysis of the measurement data, automatic measurement, and identification of the measurement error were performed in order to adjust the automatic process correction system. Using the process cycle measurement performed by the automatic measurement unit, the value of the physical quantity of the workpiece being machined (workpiece diameter) was measured immediately after cutting. One of the main advantages is the ability to use measurement data to derive corrective actions to improve the accuracy of the machining process (Figure 2). As a result, the performed measurement is used not only to obtain the final assumed value of the physical quantity of the workpiece, but also to obtain up-to-date information about the cutting process [36]. Process control [37] provides control data for parts between cutting cycles, in order that detected machining errors can be used to predict errors for subsequent parts and to perform process corrections.
3. Results and Discussion
3.1. Stability of the Machining System and Corrections in the Process
- R&R at a level of 29.48—an acceptable system, but requiring improvement;
- SPC results—required level of Cp = 1.33, with corrections Cp = 1.46, Cpk = 1.26 (measurement at point A on the workpiece).
3.2. Identification of the Workpiece Temperature Compensation Model
- y(n)—output at measurement point n;
- na = 4—number of poles;
- nb = [4 4]—number of zeros;
- nk = [1 1]—number of input samples that occur before the input affects the output; also called the dead time in the system;
- y(n − 1)…y(n − na)—previous outputs on which the current output depends;
- u(n − nk)…u(n − nk − nb + 1)—previous and delayed inputs on which the current output depends;
- e(n)—white-noise disturbance value.
4. Conclusions
- The model with a fixed correction value (model with bias) is the simplest and easiest to identify. The model was developed on the assumption that each workpiece is produced and measured independently. The only variable was the difference between the temperature of the measured workpiece and the reference temperature. It is a model that is easy to apply and is also applicable in the industrial conditions of automated lines where the temperature of the workpiece is maintained within a narrow, defined range of variation.
- The model of linear dependence on the temperature difference (linear model) assumes that the measurements of physical quantities for the workpieces successively collected from the production process are independent of each other. This model extends the model with a constant correction value in a way that it is not necessary to maintain a constant value of the workpiece temperature after machining. The identified model was better fitted to the data than the model with a fixed correction value. Nevertheless, the results of the research carried out in industrial conditions revealed a poor fit of this model to the actual measurement data from the process.
- The Autoregressive with Extra Input (ARX) model was developed on the assumption that the values of the physical quantities of the workpiece are dependent on the machining system and thus show a relationship with previously manufactured items. This applied both to phenomena of tool wear type, which are progressive, and to the potential values of the process itself, such as temperature. Taking into account the inertia of the system positively influenced the goodness-of-fit of the identified ARX model to the actual data from the production process.
- The Nonlinear Autoregressive with Extra Input (NLARX) model was developed on the assumption that the values of physical quantities of consecutive items on the production line show a nonlinear relationship. Nonlinearity for real data in industrial research has been tested and confirmed. The structure of the ARX model was developed by adding a segment in the form of an artificial neural network, whose task was to tune the model nonlinearly. The goodness-of-fit results for the identified NLARX model were confirmed by means of the normalized root-mean-squared error value and the white-noise test for residuals.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tambare, P.; Meshram, C.; Lee, C.-C.; Ramteke, R.J.; Imoize, A.L. Performance Measurement System and Quality Management in Data-Driven Industry 4.0: A review. Sensors 2022, 22, 224. [Google Scholar] [CrossRef] [PubMed]
- Cheng, Y.; Wang, Z.; Chen, X.; Li, Y.; Li, H.; Li, H.; Wang, H. Evaluation and Optimization of Task-oriented Measurement Uncertainty for Coordinate Measuring Machines Based on Geometrical Product Specifications. Appl. Sci. 2019, 9, 6. [Google Scholar] [CrossRef]
- Flack, D.; Hannaford, J. Good Practice Guide No. 80 Fundamental Good Practice in Dimensional Metrology; NPL: Teddington, UK, 2012. [Google Scholar]
- Ji, Z.; Li, P.; Zhou, Y.; Wang, B.; Zang, J.; Liu, M. Toward New-Generation Intelligent Manufacturing. Engineering 2018, 4, 11–20. [Google Scholar] [CrossRef]
- Zawada-Tomkiewicz, A.; Tomkiewicz, D. Monitoring System with a Vision Smart Sensor. In Innovations Induced by Research in Technical Systems; IIRTS 2019, Lecture Notes in Mechanical Engineering; Majewski, M., Kacalak, W., Eds.; Springer: Cham, Switzerland, 2020. [Google Scholar] [CrossRef]
- Cheng, Y.; Zhang, X.; Zhang, G.; Jiang, W.; Li, B. Thermal Deformation Analysis and Compensation of the Direct-Drive Five-Axis CNC Milling Head. J. Mech. Sci. Technol. 2022, 36, 4681–4694. [Google Scholar] [CrossRef]
- ISO/TR 16907:2015; Machine Tools-Numerical Compensation of Geometric Errors. International Organization for Standardization: Geneva, Switzerland, 2015.
- Schwenke, H.; Knapp, W.; Haitjema, H.; Weckenmann, A.; Schmitt, R.; Delbressine, F. Geometric Error Measurement and Compensation of Machines—An update. CIRP Ann. 2008, 57, 660–675. [Google Scholar] [CrossRef]
- Pimenov, D.Y.; Guzeev, V.I.; Mikolajczyk, T.; Patra, K. A Study of the Influence of Processing Parameters and Tool Wear on Elastic Displacements of the Technological System Under Face Milling. Int. J. Adv. Manuf. Technol. 2017, 92, 4473–4486. [Google Scholar] [CrossRef]
- Richardson, D.J.; Keavey, M.A.; Dailami, F. Modelling of Cutting Induced Workpiece Temperatures for Dry Milling. Int. J. Mach. Tools Manuf. 2006, 46, 1139–1145. [Google Scholar] [CrossRef]
- Lin, S.; Peng, F.; Wen, J.; Liu, Y.; Yan, R. An Investigation of Workpiece Temperature Variation in End Milling Considering Flank Rubbing Effect. Int. J. Mach. Tools Manuf. 2013, 73, 71–86. [Google Scholar] [CrossRef]
- ISO/TR 16015; Geometrical Product Specifications (GPS)—Systematic Errors and Contributions to Measurement Uncertainty of Length Measurement Due to Thermal Influences. International Organization for Standardization: Geneva, Switzerland, 2003.
- Groos, L.; Held, C.; Keller, F.; Wendt, K. Good Practice Guide for Assessing the Fitness for Purpose for Dimensional Measurements on Machine Tools; Physikalisch-Technische Bundesanstalt (PTB): Braunschweig, Germany, 2014. [Google Scholar]
- Li, Y.; Yu, M.; Bai, Y.; Hou, Z.; Wu, W. A Review of Thermal Error Modeling Methods for Machine Tools. Appl. Sci. 2021, 11, 5216. [Google Scholar] [CrossRef]
- Abele, E.; Fiedler, U. Creating Stability Lobe Diagrams during Milling. Ann. CIRP 2004, 53, 309–312. [Google Scholar] [CrossRef]
- Altintas, Y.; Weck, M. Chatter Stability in Metal Cutting and Grinding. Ann. CIRP 2004, 53, 619–642. [Google Scholar] [CrossRef]
- Das, S.R.; Nayak, R.P.; Dhupal, D. Optimization of cutting parameters on tool wear and workpiece surface temperature in turning of AISI D2 steel. Int. J. Lean Think. 2012, 3, 140–156. [Google Scholar]
- Bhirud, N.L.; Gawande, R.R. Optimization of Process Parameters During End Milling and Prediction of Work Piece Temperature Rise. Arch. Mech. Eng. 2017, LXIV, 327–346. [Google Scholar] [CrossRef]
- De Chiffre, L.; González-Madruga, D.; Dalla Costa, G.; Sonne, M.R.; Mohammadi, A.; Hattel, J.H.; Hansen, H.N.; Mohaghegh, K.; Meftahpour, M.; Meinertz, J.; et al. Accurate Measurements in a Production Environment Using Dynamic Length Metrology (DLM). Procedia CIRP 2018, 75, 343–348. [Google Scholar] [CrossRef]
- De Chiffre, L.; González-Madruga, D.; Sonne, M.R.; Dalla Costa, G.; Hattel, J.H.; Hansen, H.N. Dynamic Length Metrology (DLM) For Accurate Dimensional Measurements in a Production Environment by Continuous Determination and Compensation of Thermal Expansion Effects in Turning Steel. Meas. Sci. Technol. 2021, 32, 094007. [Google Scholar] [CrossRef]
- Mutilba, U.; Gomez-Acedo, E.; Kortaberria, G.; Olarra, A.; Yagüe-Fabra, J.A. Traceability of On-Machine Tool Measurement: A Review. Sensors 2017, 17, 1605. [Google Scholar] [CrossRef]
- Simson, K.; Lillepea, l.; Hemming, B.; Widmaier, T. Traceable In-Process Dimensional Measurement—European Metrology Research Programme, Project No. IND62. In Proceedings of the 9th International DAAAM Baltic Conference Industrial Engineering, Talinn, Estonia, 24–26 April 2014. [Google Scholar]
- Ačko, B.; Klobučar, R.; Ačko, M. Traceability of In-Process Measurement of Workpiece Geometry. Procedia Eng. 2015, 100, 376–383. [Google Scholar] [CrossRef]
- O’Sullivan, D.; Cotterell, M. Workpiece Temperature Measurement in Machining. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2002, 216, 135–139. [Google Scholar] [CrossRef]
- Liu, Z.Q. Repetitive Measurement and Compensation to Improve Workpiece Machining Accuracy. Int. J. Adv. Manuf. Technol. 1999, 15, 85–89. [Google Scholar] [CrossRef]
- Yang, S.; Yuan, J.; Ni, J. The Improvement of Thermal Error Modelling and Compensation on Machine Tools by Neural Network. Int. J. Mach. Tools Manuf. 1996, 36, 527–537. [Google Scholar] [CrossRef]
- Budak, E.; Ozlu, E. Analytical Modeling of Chatter Stability in Turning and Boring Operations: A Multi-Dimensional Approach. CIRP Ann. 2007, 56, 401–404. [Google Scholar] [CrossRef]
- Wu, H.; Zhang, H.; Guo, Q.; Wang, X.; Yang, J. Thermal Error Optimization Modelling and Re-Al-Time Compensation on a CNC Turning Centre. J. Mater. Processing Technol. 2008, 207, 172–179. [Google Scholar]
- Brecher, C.; Esser, M.; Witt, S. Interaction of Manufacturing Process and Machine Tool. CIRP Ann. 2009, 58, 588–607. [Google Scholar] [CrossRef]
- Lin, Z.C.; Chow, J.J. Integration Planning Model of IDEF0 and STEP Product Data Representation Methods in a CMM Measuring System. Int. J. Adv. Manuf. Technol. 2001, 17, 39–53. [Google Scholar] [CrossRef]
- Li, X.P.; Deng, Y.H.; Li, X.Z. Application of Multisensor Information Fusion Technology in the Measurement of Dynamic Machining Errors of Computer Numerical Control (CNC) Machine Tools. J. Sens. 2021, 2021, 6918496. [Google Scholar] [CrossRef]
- Zawada-Tomkiewicz, A.; Wierucka, I. A Case Study in Technological Quality Assurance of a Metric Screw Thread. Measurement 2018, 114, 208–217. [Google Scholar] [CrossRef]
- Mian, S.H.; Al-Ahmari, A.M. Application of the Sampling Strategies in the Inspection Process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 231, 565–575. [Google Scholar] [CrossRef]
- Horst, J.A.; Hedberg, T.D.; Feeney, A.B. On-Machine Measurement Use Cases and Information for Machining Operations; Advanced Manufacturing Series (NIST AMS)—400-1; National Institute of Standards and Technology: Gaithersburg, MD, USA, 2019. [Google Scholar]
- Liu, C.; Xu, X. Cyber-physical Machine Tool—The Era of Machine Tool 4.0. Procedia CIRP 2017, 63, 70–75. [Google Scholar] [CrossRef]
- Kunzmann, H.; Pfeifer, T.; Schmitt, R.; Schwenke, H.; Weckenmann, A. Productive Metrology-Adding Value to Manufacture. CIRP Ann. Manuf. Technol. 2005, 54, 691–704. [Google Scholar] [CrossRef]
- Bandy, H.T.; Donmez, M.A.; Gilsinn, D.E.; Kennedy, M.; Yee, K.W.; Ling, A.V.; Wilkin, N.D. A Methodology for Compensating Errors Detected by Process-Intermittent Inspection; NIST Interagency/Internal Report (NISTIR 6811); National Institute of Standards and Technology: Gaithersburg, MD, USA, 2001; pp. 1–77. [Google Scholar]
- Jin, X.L.; Song, J.B.; Peng, J.X.; Pan, X.P.; Guo, R.; Xing, X.F. Study on the Established Customized Limits for the Daily Quality Assurance Procedure. J. Radiat. Res. 2022, 63, 128–136. [Google Scholar] [CrossRef] [PubMed]
- Gupta, B.C. Process and Measurement System Capability Analysis in Statistical Quality Control: Using MINITAB, R, JMP and Python; Wiley: Hoboken, NJ, USA, 2021; pp. 237–281. [Google Scholar] [CrossRef]
- James, G.; Witten, D.; Hastie, T.; Tibshirani, R. An Introduction to Statistical Learning with Applications in R; Springer: New York, NY, USA, 2013. [Google Scholar]
- Xie, J.; Li, C.; Li, N.; Li, P.; Wang, X.; Gao, D.; Yao, D.; Xu, P.; Yin, G.; Li, F. Robust Autoregression with Exogenous Input Model for System Identification and Predicting. Electronics 2021, 10, 755. [Google Scholar] [CrossRef]
- Ruhm, K.H. Dynamics and stability—A Proposal for Related Terms in Metrology from a Mathematical Point of View. Measurement 2016, 79, 276–284. [Google Scholar] [CrossRef]
- Schreiber, T.; Schmitz, A. Improved Surrogate Data for Nonlinearity Tests. Phys. Rev. Lett. 1996, 77, 635–638. [Google Scholar] [CrossRef] [PubMed]
- Schoukens, J.; Ljung, L. Nonlinear System Identification: A User-Oriented Road Map. IEEE Control. Syst. Mag. 2019, 39, 28–99. [Google Scholar] [CrossRef]
- Ljung, L. System Identification: Theory for the User; Prentice-Hall PTR: Upper Saddle River, NJ, USA, 1999. [Google Scholar]
- Zawada-Tomkiewicz, A.; Storch, B. Introduction to the Wavelet Analysis of a Machined Surface Profile. Adv. Manuf. Sci. Technol. 2004, 28, 91–100. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition, Mass % | |
| C | 3.65 ÷ 3.80 |
| Si | 1.60 ÷ 2.10 |
| Mn | 0.40 ÷ 0.80 |
| Cr | 0.15 ÷ 0.35 |
| Cu | 0.30 ÷ 0.60 |
| Fe | remainder |
| Microstructure EN ISO 945 | |
| Type of matrix | Pearlitic, fine lamellar |
| Permissible ferrite | 5% MAX, well distributed |
| Shape of graphite | I |
| Distribution of graphite | A: min 70%; D–E: <4% dispersed; B: reminder |
| Size of graphite | 3–4–5: min 70%; 2: traces; 6: ≤15% |
| Mechanical properties of casting | |
| Hardness HBW on face | 170–210 |
| Tensile strength Rm, N/mm2 | Min 170 |
| Young’s modulus E, N/mm2 | 95,000 |
| Physical properties | |
| Density | 7.1 kg/dm3 |
| Coefficient of thermal expansion at 20 °C | 9 × 10−6 1/K |
| Thermal conductivity at 100 °C | 52 W/(m·K) |
| Model | Goodness-of-Fit: Measurement at Point A on the Workpiece | Goodness-of-Fit: Measurement at Point B on the Workpiece |
|---|---|---|
| Constant bias | −13.41% | −15.41% |
| Linear model | −5.24% | −7.32% |
| Discrete-time ARX model | 14.74% | 7.743% |
| Nonlinear ARX model with 1 output and 2 inputs | 23.64% | 9.996% |
| Model | Number of Elements Outside the Confidence Interval: | |
|---|---|---|
| Measurement at Point A on the Workpiece | Measurement at Point B on the Workpiece | |
| Constant bias | 41 | 23 |
| Linear model | 14 | 14 |
| Discrete-time ARX model | 14 | 14 |
| Nonlinear ARX model with 1 output and 2 inputs | 12 | 12 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zawada-Tomkiewicz, A.; Tomkiewicz, D.; Pela, M. Identification of a Workpiece Temperature Compensation Model for Automatic Correction of the Cutting Process. Materials 2022, 15, 8372. https://doi.org/10.3390/ma15238372
Zawada-Tomkiewicz A, Tomkiewicz D, Pela M. Identification of a Workpiece Temperature Compensation Model for Automatic Correction of the Cutting Process. Materials. 2022; 15(23):8372. https://doi.org/10.3390/ma15238372
Chicago/Turabian StyleZawada-Tomkiewicz, Anna, Dariusz Tomkiewicz, and Michał Pela. 2022. "Identification of a Workpiece Temperature Compensation Model for Automatic Correction of the Cutting Process" Materials 15, no. 23: 8372. https://doi.org/10.3390/ma15238372
APA StyleZawada-Tomkiewicz, A., Tomkiewicz, D., & Pela, M. (2022). Identification of a Workpiece Temperature Compensation Model for Automatic Correction of the Cutting Process. Materials, 15(23), 8372. https://doi.org/10.3390/ma15238372