


Ash and Slag Waste Processing in Self-Shielded Atmospheric DC Arc Discharge Plasma



Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussions
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Asokan, P.; Saxena, M.; Aparna, A.; Asoletar, S.R. Characteristics Variation of Coal Combustion Residues in an Indian Ash Pond. Waste Manag. Res. 2004, 22, 265–275. [Google Scholar] [CrossRef]
- Saxena, M.; Asokan, P.; Aparna, A. Effect of Fly Ash on Clay Soil. Clay Res. 1998, 17, 109–114. [Google Scholar]
- Izquierdo, M.; Querol, X. Leaching Behaviour of Elements from Coal Combustion Fly Ash: An Overview. Int. J. Coal Geol. 2012, 94, 54–66. [Google Scholar] [CrossRef]
- Moreno, N.; Querol, X.; Andrés, J.M.; Stanton, K.; Towler, M.; Nugteren, H.; Janssen-Jurkovicová, M.; Jones, R. Physico-Chemical Characteristics of European Pulverized Coal Combustion Fly Ashes. Fuel 2005, 84, 1351–1363. [Google Scholar] [CrossRef]
- Gollakota, A.R.K.; Volli, V.; Shu, C.M. Progressive Utilisation Prospects of Coal Fly Ash: A Review. Sci. Total Environ. 2019, 672, 951–989. [Google Scholar] [CrossRef]
- Reijnders, L. Disposal, Uses and Treatments of Combustion Ashes: A Review. Resour. Conserv. Recycl. 2005, 43, 313–336. [Google Scholar] [CrossRef]
- Tang, L.; Huang, H.; Hao, H.; Zhao, K. Development of Plasma Pyrolysis/Gasification Systems for Energy Efficient and Environmentally Sound Waste Disposal. J. Electrostat. 2013, 71, 839–847. [Google Scholar] [CrossRef]
- Martin, L.H.J.; Winnefeld, F.; Tschopp, E.; Müller, C.J.; Lothenbach, B. Influence of Fly Ash on the Hydration of Calcium Sulfoaluminate Cement. Cem. Concr. Res. 2017, 95, 152–163. [Google Scholar] [CrossRef]
- Chandra, N.; Sharma, P.; Pashkov, G.L.; Voskresenskaya, E.N.; Amritphale, S.S.; Baghel, N.S. Coal Fly Ash Utilization: Low Temperature Sintering of Wall Tiles. Waste Manag. 2008, 28, 1993–2002. [Google Scholar] [CrossRef]
- Yugeswaran, S.; Ananthapadmanabhan, P.V.; Kobayashi, A.; Lusvarghi, L. Transferred Arc Plasma Processed Mullite from Coal Ash and Bauxite. Ceram. Int. 2011, 37, 3437–3444. [Google Scholar] [CrossRef]
- Moreno, N.; Querol, X.; Plana, F.; Andres, J.M.; Janssen, M.; Nugteren, H. Pure Zeolite Synthesis from Silica Extracted from Coal Fly Ashes. J. Chem. Technol. Biotechnol. 2002, 77, 274–279. [Google Scholar] [CrossRef]
- Li, J.; Liu, K.; Yan, S.; Li, Y.; Han, D. Application of Thermal Plasma Technology for the Treatment of Solid Wastes in China: An Overview. Waste Manag. 2016, 58, 260–269. [Google Scholar] [CrossRef] [PubMed]
- Gomez, E.; Rani, D.A.; Cheeseman, C.R.; Deegan, D.; Wise, M.; Boccaccini, A.R. Thermal Plasma Technology for the Treatment of Wastes: A Critical Review. J. Hazard. Mater. 2009, 161, 614–626. [Google Scholar] [CrossRef] [PubMed]
- Ho, G.S.; Faizal, H.M.; Ani, F.N. Microwave Induced Plasma for Solid Fuels and Waste Processing: A Review on Affecting Factors and Performance Criteria. Waste Manag. 2017, 69, 423–430. [Google Scholar] [CrossRef]
- Qiu, J.S.; Zhou, Y.; Yang, Z.G.; Wang, D.K.; Guo, S.C.; Tsang, S.C.; Harris, P.J.F. Preparation of Fullerenes Using Carbon Rods Manufactured from Chinese Hard Coals. Fuel 2000, 79, 1303–1308. [Google Scholar] [CrossRef]
- Deng, J.; You, Y.; Sahajwalla, V.; Joshi, R.K. Transforming Waste into Carbon-Based Nanomaterials. Carbon 2016, 96, 105–115. [Google Scholar] [CrossRef]
- Back, S.; Ueda, K.; Sakanakura, H. Determination of Metal-Abundant High-Density Particles in Municipal Solid Waste Incineration Bottom Ash by a Series of Processes: Sieving, Magnetic Separation, Air Table Sorting, and Milling. Waste Manag. 2020, 112, 11–19. [Google Scholar] [CrossRef]
- Gyllén, A.; Knutsson, P.; Lind, F.; Thunman, H. Magnetic Separation of Ilmenite Used as Oxygen Carrier during Combustion of Biomass and the Effect of Ash Layer Buildup on Its Activity and Mechanical Strength. Fuel 2020, 269, 117470. [Google Scholar] [CrossRef]
- Ryzhiy, I.A.; Shtegman, A.V.; Tugov, A.N.; Sirotin, D.A.; Gutnik, M.M.; Fomenko, E.A.; Sosin, D.V.; Timashkov, K.V.; Alekseenko, S.V.; Zavorin, A.S.; et al. Pilot Tests of a Fixed-Bed Coal Gasifier. Therm. Eng. 2021, 68, 461–472. [Google Scholar] [CrossRef]
- Hycnar, J.J.; Kochanski, B.; Tora, B. Manufacture and properties of magnetite dust from by-products of carbon combustion. In Proceedings of the Ashes from TPPS–Removal, Transport, Processing, Landfi Filling, Moscow, Russia, 22–23 April 2012; Volume 13, pp. 1–10. [Google Scholar]
- Lee, S.H.; Park, S.; Kim, T. Review on Investment Direction of Green Technology R&D in Korea. Renew. Sustain. Energy Rev. 2015, 50, 186–193. [Google Scholar] [CrossRef]
- Vassilev, S.V.; Vassileva, C.G.; Karayigit, A.I.; Bulut, Y.; Alastuey, A.; Querol, X. Phase-Mineral and Chemical Composition of Fractions Separated from Composite Fly Ashes at the Soma Power Station. Turkey. Int. J. Coal Geol. 2005, 61, 65–85. [Google Scholar] [CrossRef]
- Pak, A.Y.; Shanenkov, I.I.; Mamontov, G.Y.; Kokorina, A.I. Vacuumless Synthesis of Tungsten Carbide in a Self-Shielding Atmospheric Plasma of DC Arc Discharge. Int. J. Refract. Met. Hard Mater. 2020, 93, 105343. [Google Scholar] [CrossRef]
- Wang, N.; Zhai, Y.; Yang, Y.; Yang, X.; Zhu, Z. Electrostatic Assembly of Superwetting Porous Nanofibrous Membrane toward Oil-in-Water Microemulsion Separation. Chem. Eng. J. 2018, 354, 463–472. [Google Scholar] [CrossRef]
- Sivkov, A.; Nikitin, D.; Shanenkov, I.; Ivashutenko, A.; Rahmatullin, I.; Nassyrbayev, A. Optimization of Plasma Dynamic Synthesis of Ultradispersed Silicon Carbide and Obtaining SPS Ceramics on Its Basis. Int. J. Refract. Met. Hard Mater. 2019, 79, 123–130. [Google Scholar] [CrossRef]
- Ahmaruzzaman, M. A Review on the Utilization of Fly Ash. Prog. Energy Combust. Sci. 2010, 36, 327–363. [Google Scholar] [CrossRef]
- Arora, N.; Sharma, N.N. Arc Discharge Synthesis of Carbon Nanotubes: Comprehensive Review. Diam. Relat. Mater. 2014, 50, 135–150. [Google Scholar] [CrossRef]
- Matovic, B.; Saponjic, A.; Devecerski, A.; Miljkovic, M. Fabrication of SiC by Carbothermal-Reduction Reactions of Diatomaceous Earth. J. Mater. Sci. 2007, 42, 5448–5451. [Google Scholar] [CrossRef]
- Ohsaki, S.; Cho, D.H.; Sano, H.; Uchiyama, Y.; Kobayashi, K. Synthesis of β -SiC by the reaction of gaseous SiO with activated carbon. In Key Engineering Materials; Trans Tech Publications: Stafa-Zurich, Switzerland, 1999; Volume 159–160, pp. 89–94. [Google Scholar]
- Pak, A.; Ivashutenko, A.; Zakharova, A.; Vassilyeva, Y. Cubic SiC Nanowire Synthesis by DC Arc Discharge under Ambient Air Conditions. Surf. Coat. Technol. 2020, 387, 125554. [Google Scholar] [CrossRef]
- Messerle, V.E.; Mosse, A.L.; Ustimenko, A.B. Processing of Biomedical Waste in Plasma Gasifier. Waste Manag. 2018, 79, 791–799. [Google Scholar] [CrossRef]
- Pak, A.Y.; Mamontov, G.Y.; Gubin, V.E.; Vassilyeva, Y.Z. Method of Producing Powder Containing Silicon Carbide and Aluminum Nitride from Natural Coal Ash. Patent RF RU27311094C1, 28 March 2020. [Google Scholar]
- Chiu, S.C.; Huang, C.W.; Li, Y.Y. Synthesis of High-Purity Silicon Carbide Nanowires by a Catalyst-Free Arc-Discharge Method. J. Phys. Chem. C 2007, 111, 10294–10297. [Google Scholar] [CrossRef]
- Li, Y.B.; Xie, S.S.; Zou, X.P.; Tang, D.S.; Liu, Z.Q.; Zhou, W.Y.; Wang, G. Large-Scale Synthesis of β-SiC Nanorods in the Arc-Discharge. J. Cryst. Growth 2001, 223, 125–128. [Google Scholar] [CrossRef]
- Valeev, D.; Kunilova, I.; Alpatov, A.; Varnavskaya, A.; Ju, D. Magnetite and Carbon Extraction from Coal Fly Ash Using Magnetic Separation and Flotation Methods. Minerals 2019, 9, 320. [Google Scholar] [CrossRef]
- Liu, X.; Jin, Z.; Jing, Y.; Fan, P.; Qi, Z.; Bao, W.; Wang, J.; Yan, X.; Lv, P.; Dong, L. Review of the Characteristics and Graded Utilisation of Coal Gasification Slag. Chinese J. Chem. Eng. 2021, 35, 92–106. [Google Scholar] [CrossRef]
- Zhang, Z.H.; Wang, F.C.; Luo, J.; Lee, S.K.; Wang, L. Processing and Characterization of Fine-Grained Monolithic SiC Ceramic Synthesized by Spark Plasma Sintering. Mater. Sci. Eng. A 2010, 527, 2099–2103. [Google Scholar] [CrossRef]
- Ma, R.; Shi, J.; Lin, W.; Chen, J. Synthesis and sintering of nanocrystalline SiC ceramic powders. Mater. Chem. Phys. 2020, 253, 123445. [Google Scholar] [CrossRef]
- Guillard, F.; Allemand, A.; Lulewicz, J.D.; Galy, J. Densification of SiC by SPS-Effects of Time, Temperature and Pressure. J. Eur. Ceram. Soc. 2007, 27, 2725–2728. [Google Scholar] [CrossRef]
- Zhang, L.; Ren, X.; Li, J.; Dong, C. Microstructure and Mechanical Properties of Spark Plasma Sintered SiC–B4C Gradient Ceramics with Al Additive. Ceram. Int. 2021, 47, 30844–30851. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
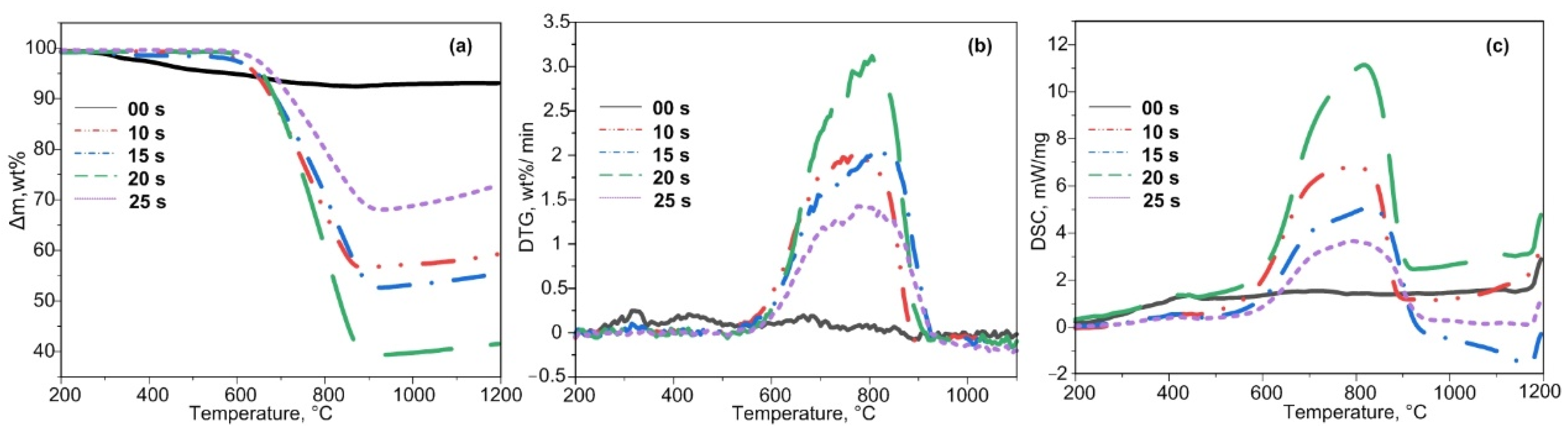
| Parameter | 00 s | 10 s | 15 s | 20 s | 25 s |
|---|---|---|---|---|---|
| Initial temperature of intense oxidation, Ti, °C | 263 | 268 | 320 | 395 | 322 |
| Final temperature of intense oxidation, Tf, °C | 848 | 883 | 923 | 898 | 926 |
| Maximum reaction rate, wmax, wt %/min | 0.24 | 2.00 | 2.02 | 3.05 | 1.42 |
| Temperature of the maximum reaction rate, Tmax, °C | 315 | 775 | 825 | 810 | 793 |
| Time of attaining the maximum reaction rate, Tmax, min | 26.5 | 75.5 | 77.5 | 76.0 | 74.5 |
| Time of sample heating before active oxidation, Te, min | 21.0 | 21.5 | 26.5 | 34.0 | 27.0 |
| Total time of active oxidation, τf, min | 58.5 | 61.5 | 60.3 | 50.3 | 60.4 |
| Area of the DSC curve | 360.8 | 9085 | 7208 | 11232 | 5470 |
| Sample | Sintering Parameters | ρ, g/cm3 | ρ, %ρth | H, GPa | |||
|---|---|---|---|---|---|---|---|
| T, °C | P, MPa | ΔT/Δt, K/min | Δt, min | ||||
| SiC (TSPROF F230, Russia) (from commercial raw materials, the current work) | 1800 | 60 | 100 | 10 | 2.25 | 70.0 | 2.2 ± 0.6 |
| SiC (from slag, the current work) | 3.04 | 95.2 | 10.3 ± 0.4 | ||||
| SiC + Al (4%) + B (2%) + C (2%) [25] | 3.03 | 95.3 | 23.3 ± 0.3 | ||||
| SiC [37] | 1800 | 40 | 373 | 5 | - | 87.2 | 10.2 |
| SiC [38] | 1860 | 50 | 423 | 5 | - | 98.5 | 28.5 |
| SiC [39] | 1850 | 75 | 373 | 10 | 2.58 | 80.0 | - |
| SiC–B4C +Al (8%) [40] | 1800 | 40 | - | - | - | - | 26.20 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bolatova, Z.; Pak, A.; Larionov, K.; Nikitin, D.; Povalyaev, P.; Ivashutenko, A.; Mamontov, G.; Pestryakov, A. Ash and Slag Waste Processing in Self-Shielded Atmospheric DC Arc Discharge Plasma. Materials 2022, 15, 8134. https://doi.org/10.3390/ma15228134
Bolatova Z, Pak A, Larionov K, Nikitin D, Povalyaev P, Ivashutenko A, Mamontov G, Pestryakov A. Ash and Slag Waste Processing in Self-Shielded Atmospheric DC Arc Discharge Plasma. Materials. 2022; 15(22):8134. https://doi.org/10.3390/ma15228134
Chicago/Turabian StyleBolatova, Zhanar, Alexander Pak, Kirill Larionov, Dmitriy Nikitin, Pavel Povalyaev, Aleksander Ivashutenko, Gennady Mamontov, and Alexey Pestryakov. 2022. "Ash and Slag Waste Processing in Self-Shielded Atmospheric DC Arc Discharge Plasma" Materials 15, no. 22: 8134. https://doi.org/10.3390/ma15228134
APA StyleBolatova, Z., Pak, A., Larionov, K., Nikitin, D., Povalyaev, P., Ivashutenko, A., Mamontov, G., & Pestryakov, A. (2022). Ash and Slag Waste Processing in Self-Shielded Atmospheric DC Arc Discharge Plasma. Materials, 15(22), 8134. https://doi.org/10.3390/ma15228134