
Study on Correlation of Mechanical and Thermal Properties of Coal-Based Carbon Foam with the Weight Loss Rate after Oxidation

Abstract
1. Introduction
2. Experiment
2.1. Specimens
2.2. Oxidation Treatment
2.3. Thermal Properties Tests
2.4. Mechanical Properties Tests
2.5. Scanning Electron Microscopy
3. Discussion
3.1. Results
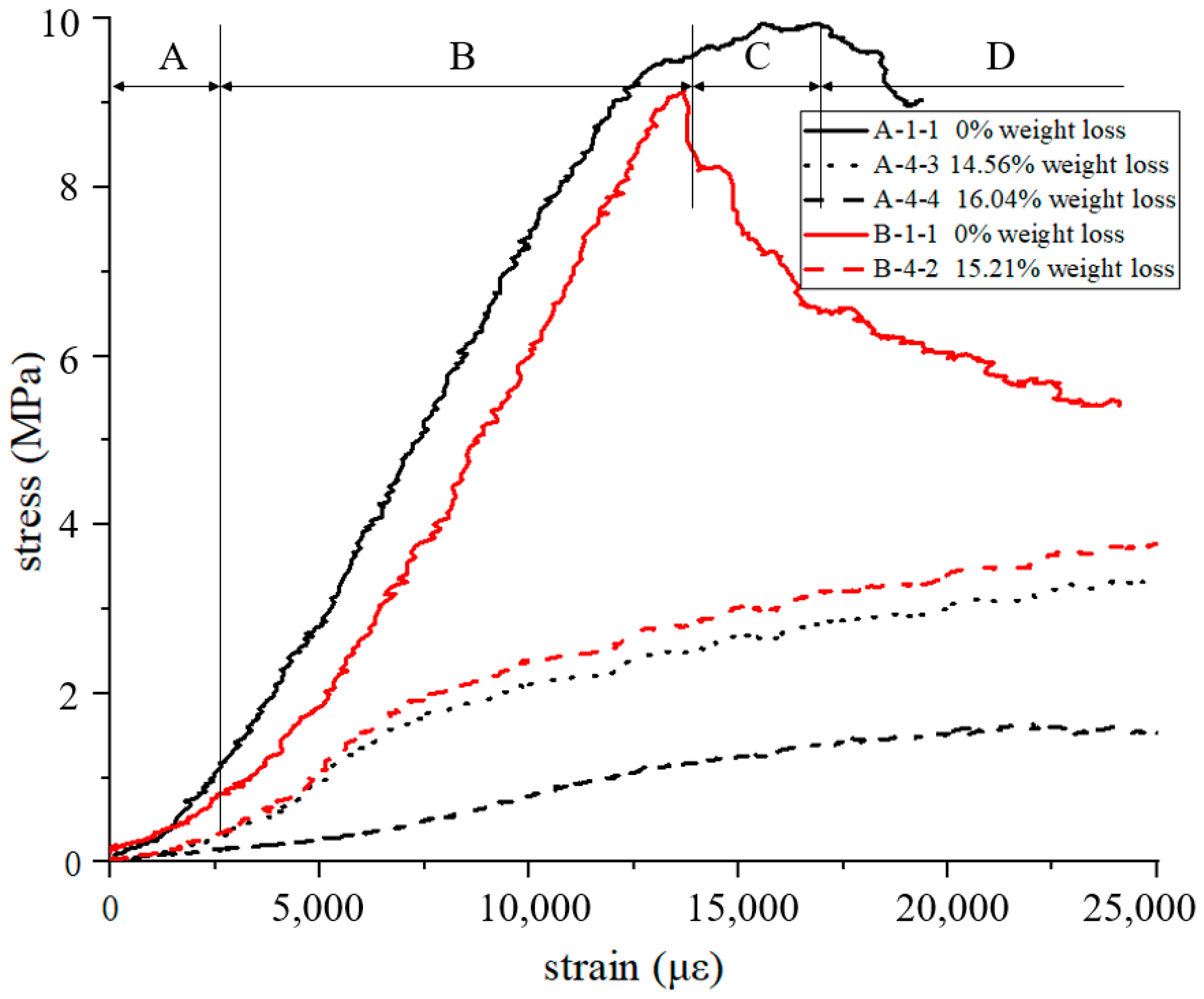
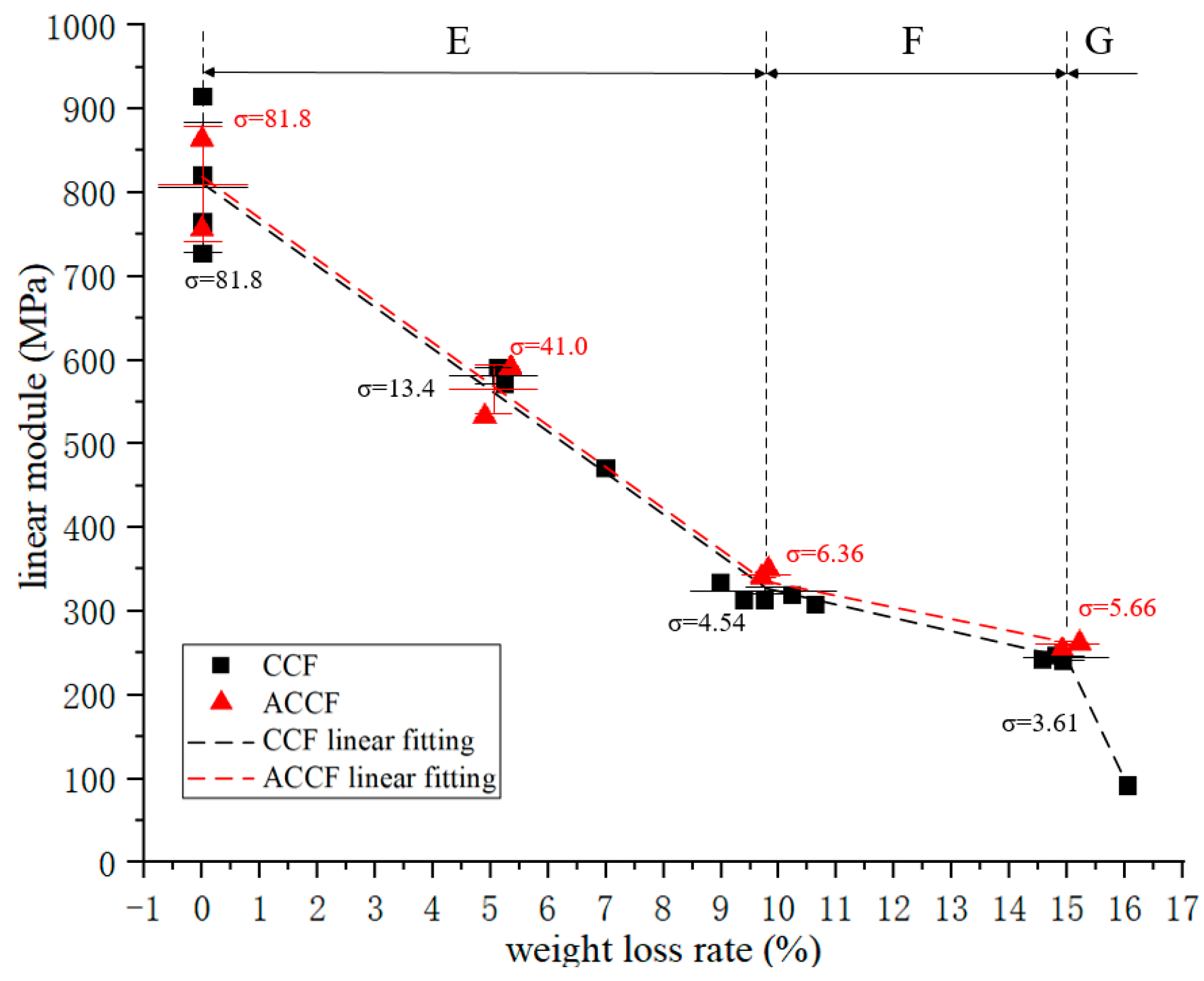
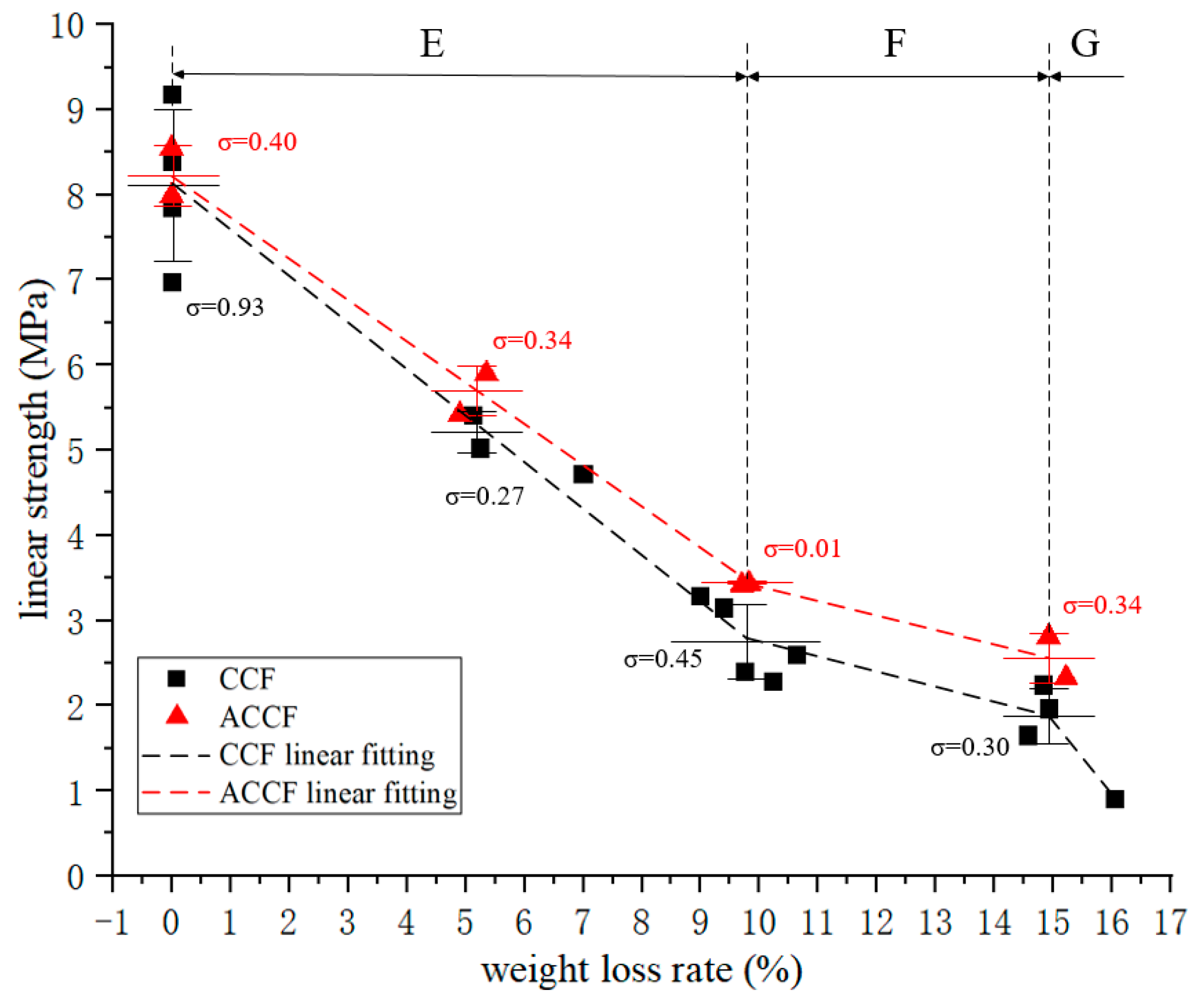
3.2. Mechanical Properties Analysis
- In region A, different areas of the specimen participate in the bearing successively at the beginning of the test, causing the slope of the curve to increase, and the surface of the specimen is completely compacted with the platen in the end;
- In region B, CCF is uniformly stressed and linear, which is the main working section of the CCF. The slope and the max stress of region B are the compression modulus and compression linear strength of CCF, which are the most concerned performance data in the design of thermal protection structures, as listed in Table 1;
- In region C, the slope decreases to minus, which means failure occurs and extends. At the end of region C, the foam is completely destroyed in the section perpendicular to the load direction, and the material should not be allowed to work at this stage when designing the structure;
- In region E, the compressive modulus decays linearly with the oxidation weight loss rate, and this process continues until the CCF loses 10% of its weight, at which time the compressive modulus is about 40% of the initial value;
- In region F, the rate of decay of the compressive modulus is significantly reduced;
- In region G, it shows that when the weight loss rate of CCF oxidation exceeds 15%, the compressive modulus decays faster than that in region E.
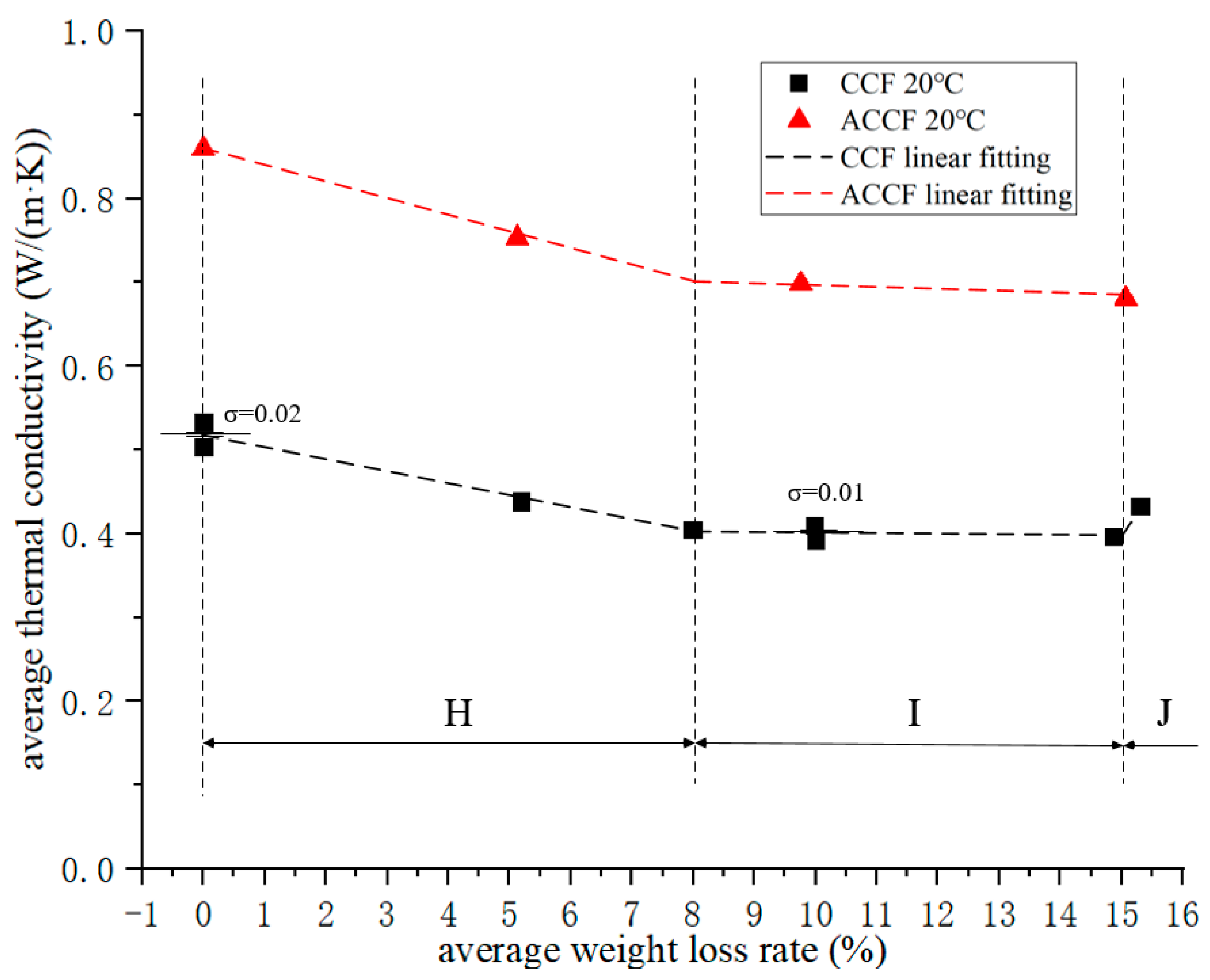
3.3. Thermal Properties Analysis
- In region H, the thermal conductivity decays linearly with the oxidation weight loss rate. This process continues until the CCF loses 8% of its weight. The thermal conductivity decreases by about 0.12 W/(m·K);
- In region I, the thermal conductivity also exhibits linear decay, but the decay slope decreases;
- In region J, the thermal conductivity suddenly increases. The mechanism is not yet clear, and further research is needed to eliminate interference.
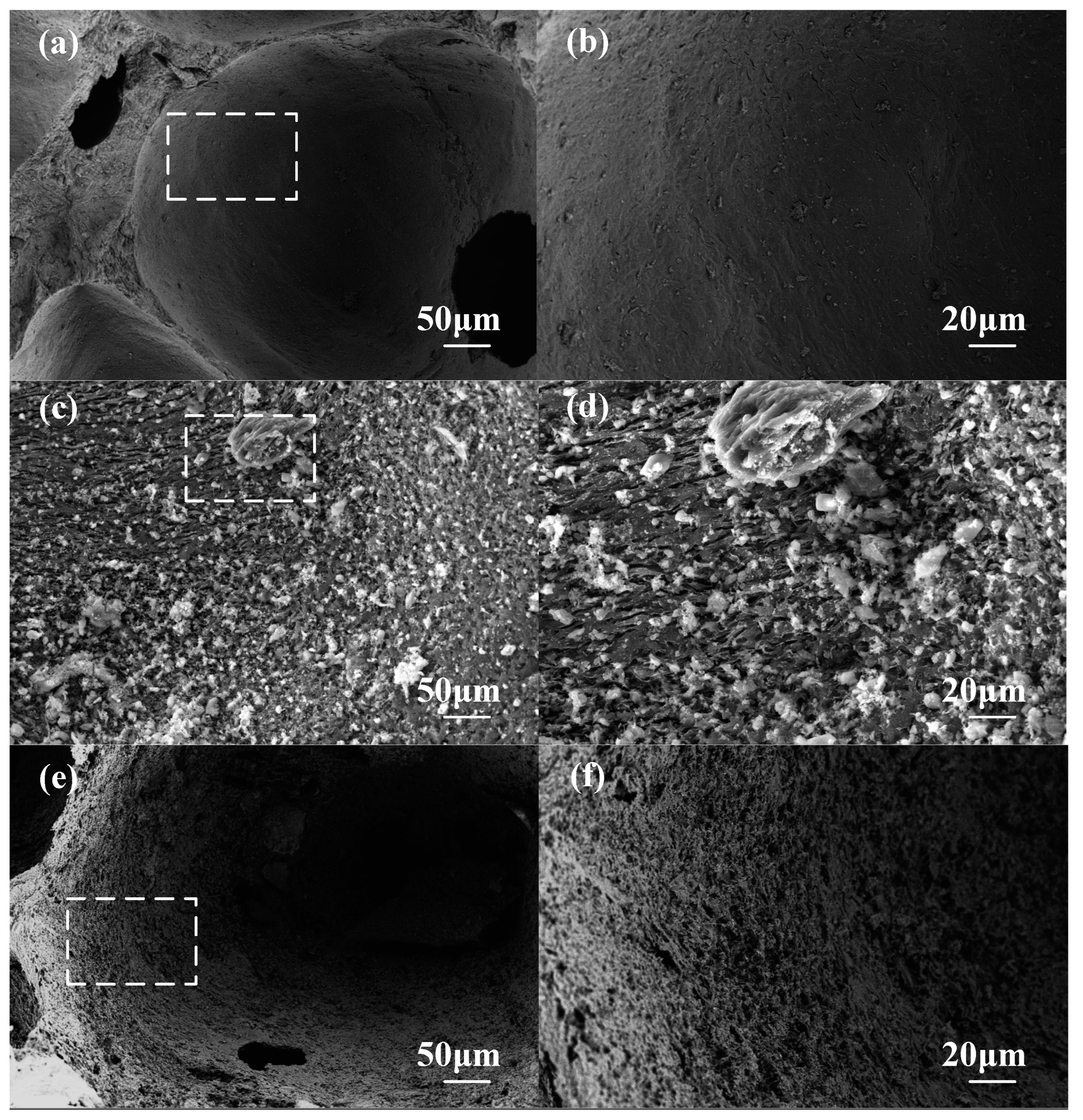
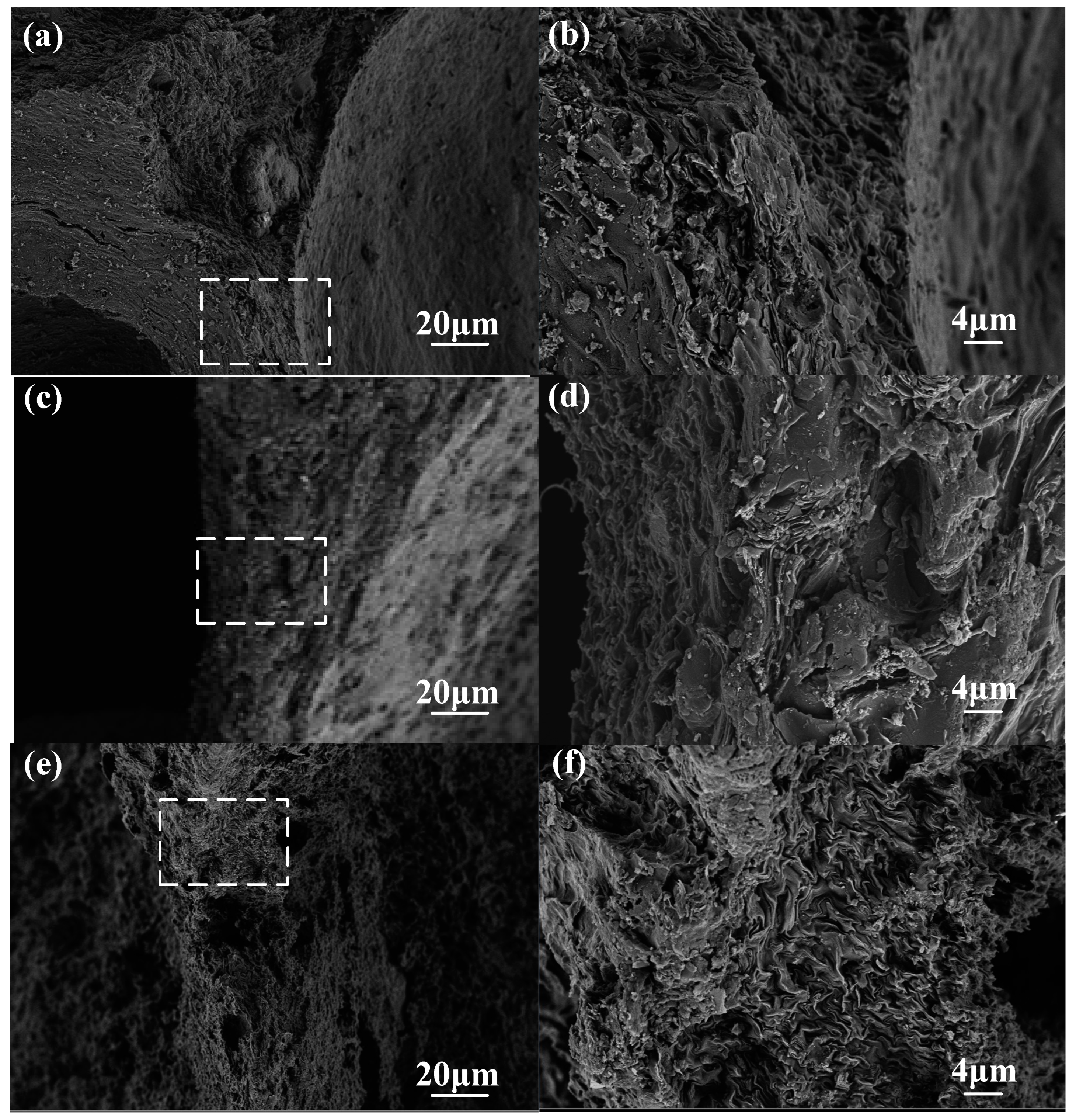
3.4. SEM and Mechanism Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Joint Technology Office on Hypersonics Director; Defense Research & Engineering. Roadmap for the Hypersonics Programs of the Department of Defense. National Defense Authorization Act for Fiscal Year 2007, Pub. L. No.109–364, Feburary. 2008. Available online: https://apps.dtic.mil/sti/pdfs/ADA486655.pdf (accessed on 25 May 2022).
- Al-Jothery, H.K.M.; Albarody, T.M.B.; Yusoff, P.S.M.; A Abdullah, M.; Hussein, A.R. A review of ultra-high temperature materials for thermal protection system. IOP Conf. Ser. Mater. Sci. Eng. 2020, 863, 012003. [Google Scholar] [CrossRef]
- Vinh, T.L.; Ngoc, S.H.; Nam, S.G. Advanced sandwich structures for thermal protection systems in hypersonic vehicles—A review. Compos. Part B Eng. 2021, 226, 109301. [Google Scholar]
- Uyanna, O.; Najafi, H. Thermal protection systems for space vehicles: A review on technology development, current challenges and future prospects. Acta Astronaut. 2020, 176, 341–356. [Google Scholar] [CrossRef]
- Hald, H.; Reimer, T.; Ruehle, F.; Winkelmann, P.; Weihs, H.; Petersen, D. Development of a CMC-Based TPS for two Representative Specimens of Cryogenic Tank RLVs. In Proceedings of the 8th AIAA International Space Planes and Hypersonic Systems and Technologies Conference, Norfolk, VA, USA, 27–30 April 1998. [Google Scholar]
- Janszen, G.; Nettuno, P.G. Implementation And Validation Of A Strain Rate Dependent Model For Carbon Foam. Comput. Methods Exp. Meas. XIV 2009, 48, 105–115. [Google Scholar]
- Grujicic, M.; Pandurangan, B.; Zhao, C.; Biggers, S.; Morgan, D. Hypervelocity impact resistance of reinforced carbon–carbon/carbon–foam thermal protection systems. Appl. Surf. Sci. 2006, 252, 5035–5050. [Google Scholar] [CrossRef]
- Suzuki, T.; Aoki, T.; Ogasawara, T.; Fujita, K. Nonablative lightweight thermal protection system for Mars Aeroflyby Sample collection mission. Acta Astronaut. 2017, 136, 407–420. [Google Scholar] [CrossRef]
- Ogasawara, T.; Ayabe, S.; Ishida, Y.; Aoki, T.; Kubota, Y. Heat-resistant sandwich structure with carbon fiber-polyimide composite faces and a carbon foam core. Compos. Part A Appl. Sci. Manuf. 2018, 114, 352–359. [Google Scholar] [CrossRef]
- Kubota, Y.; Miyamoto, O.; Aoki, T.; Ishida, Y.; Ogasawara, T.; Umezu, S. New thermal protection system using high-temperature carbon fibre-reinforced plastic sandwich panel. Acta Astronaut. 2019, 160, 519–526. [Google Scholar] [CrossRef]
- Sarzynski, M.D. Carbon Foam Characterization: Sandwich Flexure, Tensile and Shear Response. Master’s Thesis, Texas A&M University, College Station, TX, USA, 2004. [Google Scholar]
- Sihn, S.; Rice, B.P. Sandwich construction with carbon foam core materials. J. Compos. Mater. 2003, 37, 1319–1336. [Google Scholar] [CrossRef]
- Wang, X.; Zhong, J.; Wang, Y.; Yu, M. A study of the properties of carbon foam reinforced by clay. Carbon 2006, 44, 1560–1564. [Google Scholar] [CrossRef]
- Mesalhy, O.; Lafdi, K.; Elgafy, A. Carbon foam matrices saturated with PCM for thermal protection purposes. Carbon 2006, 44, 2080–2088. [Google Scholar] [CrossRef]
- Klett, J.W. Pitch-Based Carbon Foam and Composites. U.S. Patent 6,663,842, 7 September 2006. [Google Scholar]
- Umemoto, K.; Saito, S.; Berber, S.; Tománek, D. Carbon foam: Spanning the phase space between graphite and diamond. Phys. Rev. B 2001, 64, 193409. [Google Scholar] [CrossRef]
- Rode, A.; Hyde, S.; Gamaly, E.; Elliman, R.; McKenzie, D.; Bulcock, S. Structural analysis of a carbon foam formed by high pulse-rate laser ablation. Appl. Phys. A 1999, 69, S755–S758. [Google Scholar] [CrossRef]
- Ul-Haq, N.; Jiang, H.; Wang, R.-M.; Farhan, S. Preparation and characterization of carbon foam derived from pitch and phenolic resin using a soft templating method. J. Anal. Appl. Pyrolysis 2014, 110, 229–234. [Google Scholar]
- Inagaki, M.; Qiu, J.; Guo, Q. Carbon foam: Preparation and application. Carbon 2015, 87, 128–152. [Google Scholar] [CrossRef]
- Sihn, S.; Roy, A.K. Modeling and prediction of bulk properties of open-cell carbon foam. J. Mech. Phys. Solids 2004, 52, 167–191. [Google Scholar] [CrossRef]
- Lei, S.; Guo, Q.; Shi, J.; Liu, L. Preparation of phenolic-based carbon foam with controllable pore structure and high compressive strength. Carbon 2010, 48, 2644–2646. [Google Scholar] [CrossRef]
- Fawcett, W.; Shetty, D. Effects of carbon nanofibers on cell morphology, thermal conductivity and crush strength of carbon foam. Carbon 2010, 48, 68–80. [Google Scholar] [CrossRef]
- Tsyntsarski, B.; Petrova, B.; Budinova, T.; Petrov, N.; Krzesinska, M.; Pusz, S.; Majewska, J.; Tzvetkov, P. Carbon foam derived from pitches modified with mineral acids by a low pressure foaming process. Carbon 2010, 48, 3523–3530. [Google Scholar] [CrossRef]
- Gong, Q.; Zhan, L.; Zhang, Y.; Wang, Y. Effects of heating rate on the foaming behavior and pore structure of carbon foams derived from phenol-formaldehyde resin. Carbon 2016, 100, 523. [Google Scholar] [CrossRef]
- Xu, G.; Jin, W.; Zeng, X.; Zou, J.; Xiong, X.; Huang, L.; Zhao, Z. Tailoring of Pore Structure of Coal-based Carbon Foam. J. Inorg. Mater. 2016, 31, 961–968. [Google Scholar]
- Kiciński, W.; Dyjak, S. Transition metal impurities in carbon-based materials: Pitfalls, artifacts and deleterious effects. Carbon 2020, 168, 748–845. [Google Scholar] [CrossRef]
- Mei, H.; Farhan, S.; Han, D.; Liu, G.; Wang, Z.; Zhao, G. Mechanical, structural and oxidation resistance enhancement of carbon foam by in situ grown SiC nanowires. Ceram. Int. 2016, 42, 4723–4733. [Google Scholar] [CrossRef]
- Wang, Y.; He, Z.; Zhan, L.; Liu, X. Coal tar pitch based carbon foam for thermal insulating material. Mater. Lett. 2016, 169, 95–98. [Google Scholar] [CrossRef]
- Yu, M.; Li, C.; Ao, X.; Chen, Q. Fabrication of coal tar pitch–derived reticulated carbon foam as oxidation-resistant thermal insulation. J. Anal. Appl. Pyrolysis 2019, 141, 104643. [Google Scholar] [CrossRef]
- Chertok, M.; Fu, M.; Irving, M.; Neher, C.; Shi, M.; Tolfa, K.; Tripathi, M.; Vinson, Y.; Wang, R.; Zheng, G. Thermal and tensile strength testing of thermally-conductive adhesives and carbon foam. J. Instrum. 2016, 12, P01010. [Google Scholar] [CrossRef]
- Yu, M.; Zhong, C.; Zhang, Y.; Chen, Q.-L.; Ao, X.; Lei, X.; Li, C. Pyrolysis behavior and chemical composition of the precursors influence on structure and properties of coal-tar-pitch-based carbon foams. J. Anal. Appl. Pyrolysis 2018, 134, 293–300. [Google Scholar] [CrossRef]
- Xu, G.; Gao, R.; Jin, W.; Zou, J.; Xiong, X.; Li, X.; Zeng, X. Regulation of pore cell structures of coal-based carbon foams based on the nucleation mechanism of microcellular polymer. Ceram. Int. 2018, 44, 11077–11087. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen Number | Initial Mass/g | Final Mass/g | Weight Loss Ratio | Module/MPa | Linear Strength/MPa | Average Weight Loss Ratio | Average Thermal Conductivity (20 °C) /(W/(m·K)) |
|---|---|---|---|---|---|---|---|
| A-1-1 | 7.4213 | 7.4213 | 0.00% | 916 | 9.19 | 0.00% | 0.5341 |
| A-1-2 | 7.4260 | 7.4260 | 0.00% | 821 | 8.39 | ||
| A-1-3 | 6.0213 | 6.0213 | 0.00% | 728 | 6.98 | 0.00% | 0.5034 |
| A-1-4 | 5.6688 | 5.6688 | 0.00% | 765 | 7.86 | ||
| A-2-1 | 5.7217 | 5.4217 | 5.24% | 572 | 5.03 | 5.18% | 0.4391 |
| A-2-2 | 6.0223 | 5.7138 | 5.12% | 591 | 5.42 | ||
| A-2-3 | 5.9108 | 5.3801 | 8.98% | 335 | 3.30 | 7.99% | 0.4055 |
| A-2-4 | 6.1611 | 5.7303 | 6.99% | 472 | 4.73 | ||
| A-3-1 | 5.8492 | 5.2515 | 10.22% | 320 | 2.29 | 9.98% | 0.4106 |
| A-3-2 | 5.5489 | 5.0087 | 9.74% | 313 | 2.41 | ||
| A-3-3 | 5.8132 | 5.2673 | 9.39% | 314 | 3.16 | 10.01% | 0.3915 |
| A-3-4 | 6.0056 | 5.3675 | 10.63% | 309 | 2.61 | ||
| A-4-1 | 6.0228 | 5.1307 | 14.81% | 248 | 2.25 | 14.86% | 0.3966 |
| A-4-2 | 6.1698 | 5.2499 | 14.91% | 241 | 1.97 | ||
| A-4-3 | 6.0112 | 5.1358 | 14.56% | 243 | 1.66 | 15.30% | 0.4329 |
| A-4-4 | 5.9501 | 4.9956 | 16.04% | 92.4 | 0.91 | ||
| B-1-1 | 6.4214 | 6.4214 | 0.00% | 864 | 8.55 | 0.00% | 0.8599 |
| B-1-2 | 6.4970 | 6.4970 | 0.00% | 756 | 7.99 | ||
| B-2-1 | 6.7515 | 6.4206 | 4.90% | 533 | 5.42 | 5.13% | 0.7537 |
| B-2-2 | 6.5522 | 6.2015 | 5.35% | 591 | 5.90 | ||
| B-3-1 | 6.6258 | 5.9754 | 9.82% | 350 | 3.44 | 9.76% | 0.6988 |
| B-3-2 | 6.4204 | 5.7975 | 9.70% | 341 | 3.42 | ||
| B-4-1 | 6.6987 | 5.6996 | 14.91% | 254 | 2.81 | 15.06% | 0.6813 |
| B-4-2 | 6.5103 | 5.5198 | 15.21% | 262 | 2.33 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, D.; Zhuang, Q.; Li, K.; Wang, Y. Study on Correlation of Mechanical and Thermal Properties of Coal-Based Carbon Foam with the Weight Loss Rate after Oxidation. Materials 2022, 15, 4887. https://doi.org/10.3390/ma15144887
Wang D, Zhuang Q, Li K, Wang Y. Study on Correlation of Mechanical and Thermal Properties of Coal-Based Carbon Foam with the Weight Loss Rate after Oxidation. Materials. 2022; 15(14):4887. https://doi.org/10.3390/ma15144887
Chicago/Turabian StyleWang, Degang, Qikai Zhuang, Kai Li, and Yanfei Wang. 2022. "Study on Correlation of Mechanical and Thermal Properties of Coal-Based Carbon Foam with the Weight Loss Rate after Oxidation" Materials 15, no. 14: 4887. https://doi.org/10.3390/ma15144887
APA StyleWang, D., Zhuang, Q., Li, K., & Wang, Y. (2022). Study on Correlation of Mechanical and Thermal Properties of Coal-Based Carbon Foam with the Weight Loss Rate after Oxidation. Materials, 15(14), 4887. https://doi.org/10.3390/ma15144887