
Study on the Compressive Stress Retention in Quenched Cam of 100Cr6 Steel Based on Coupled Thermomechanical and Metallurgical Modeling

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
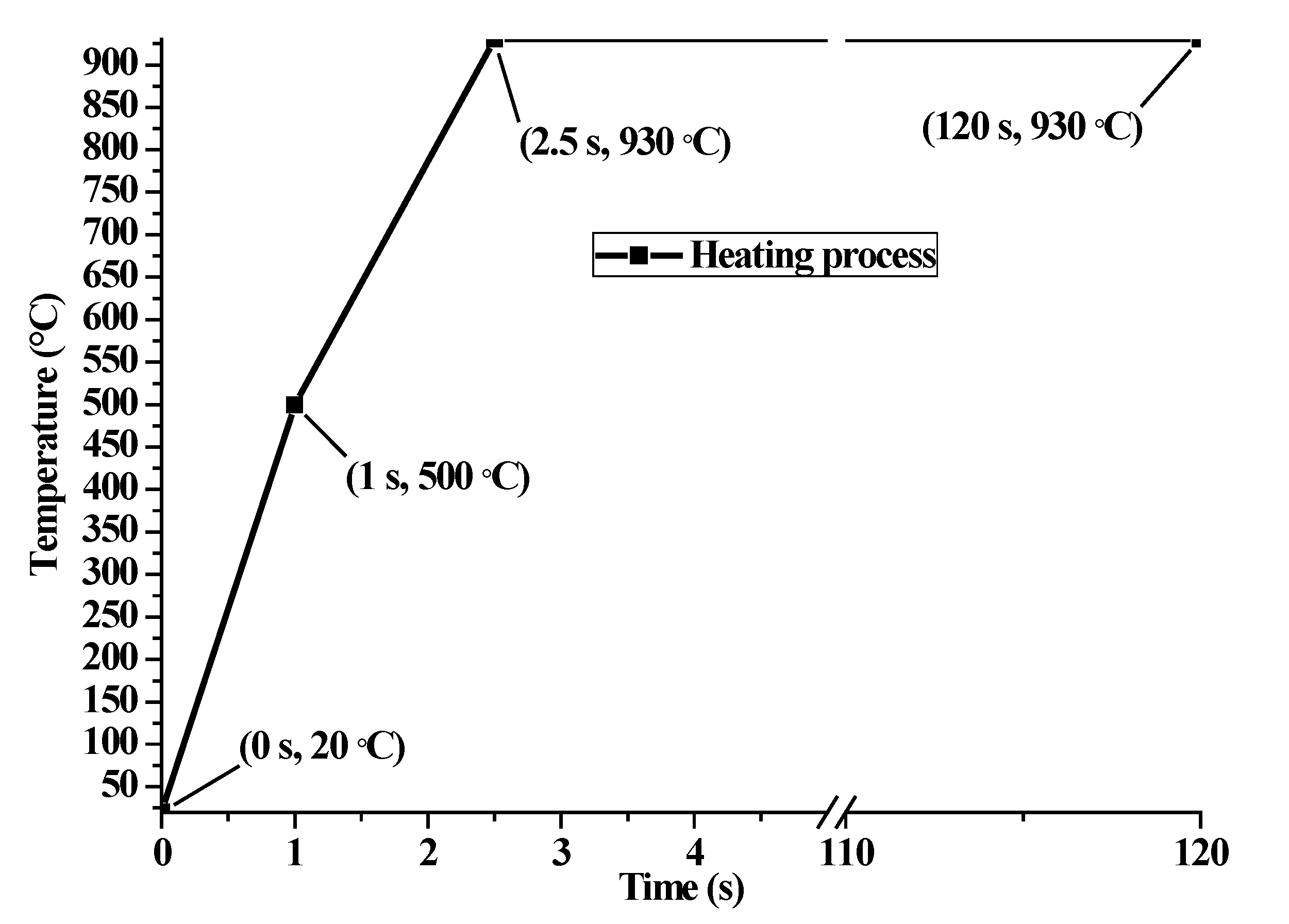
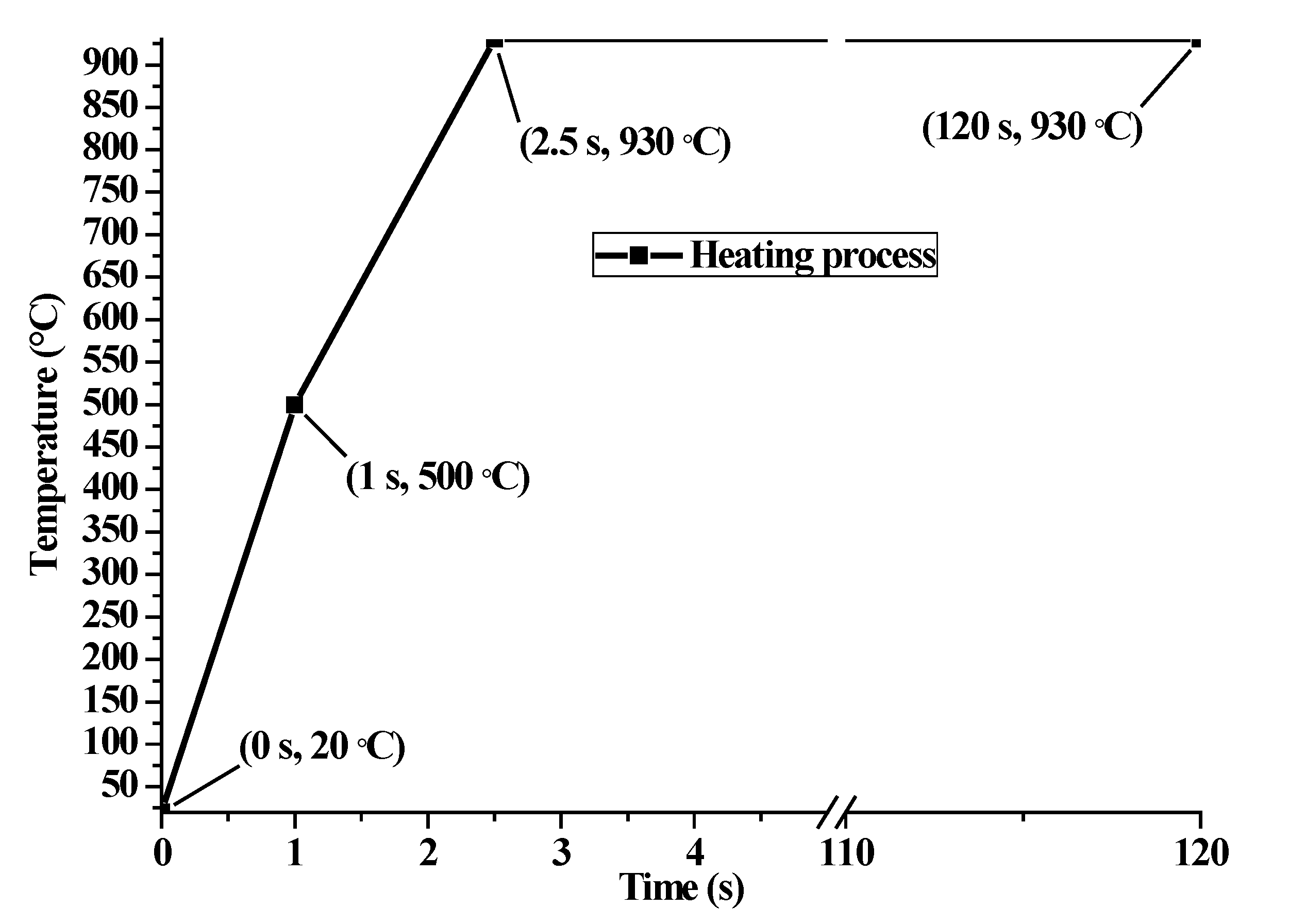
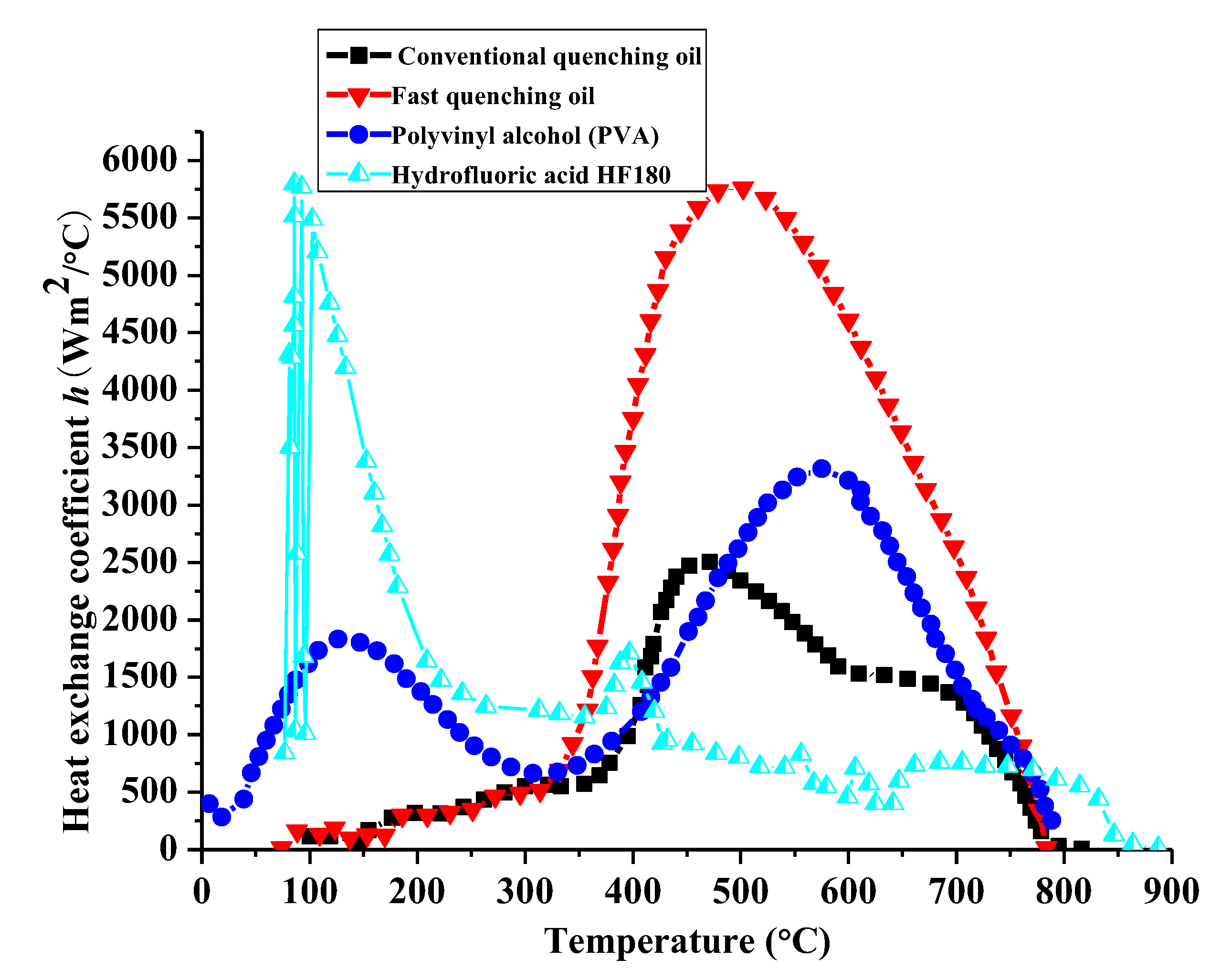
2.1. Thermal Modeling
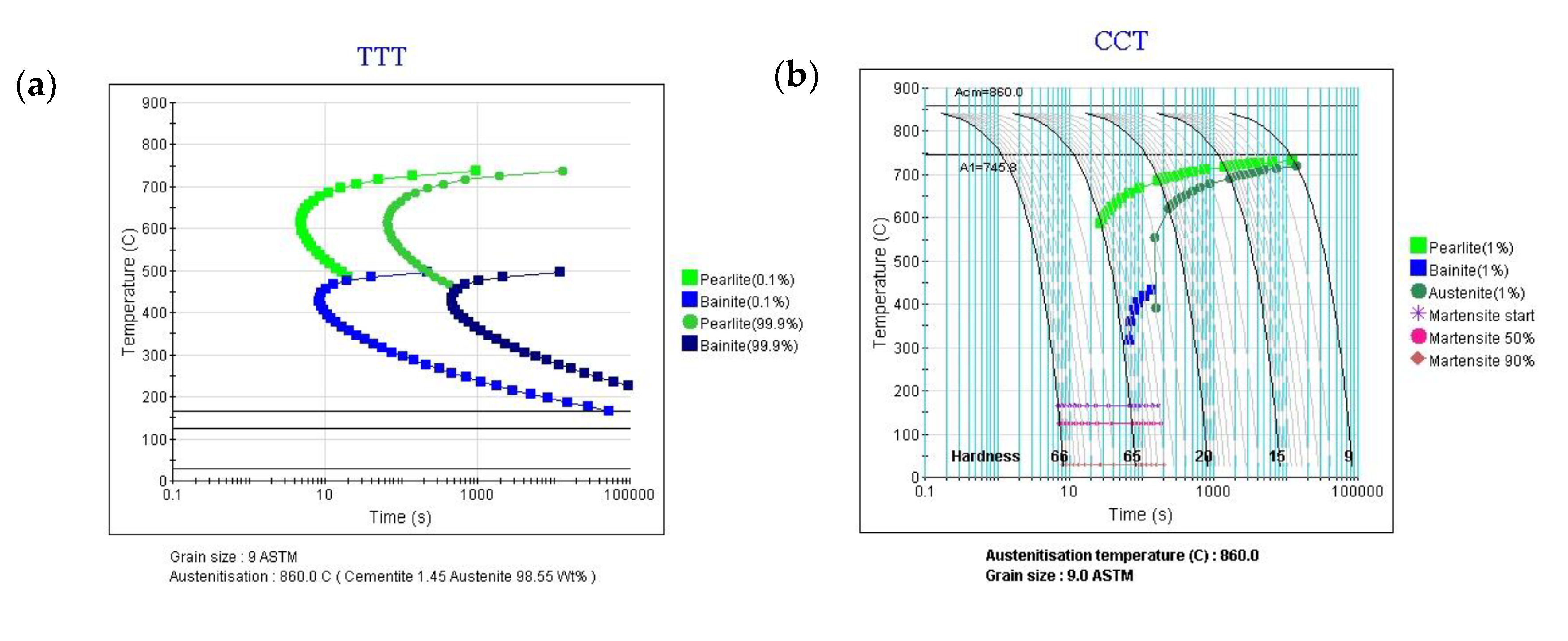
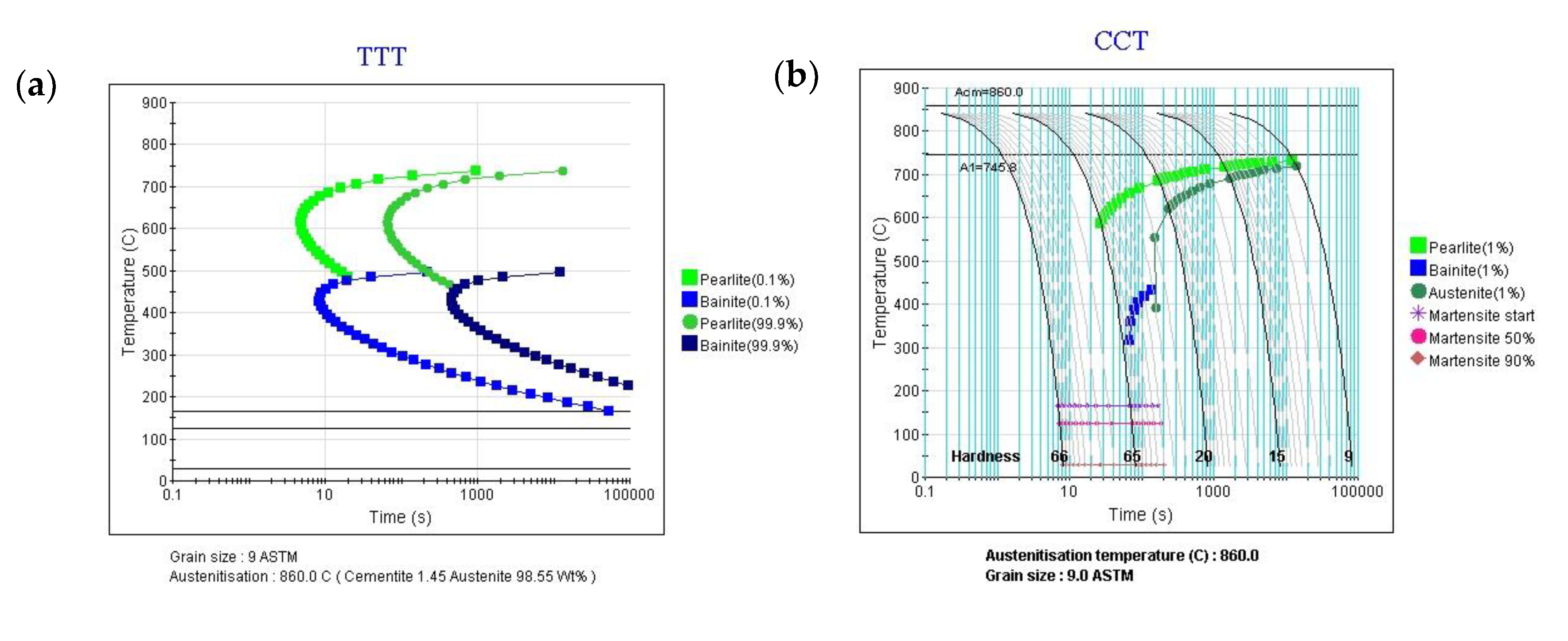
2.2. Metallurgical Modeling
2.3. Mechanical Modeling
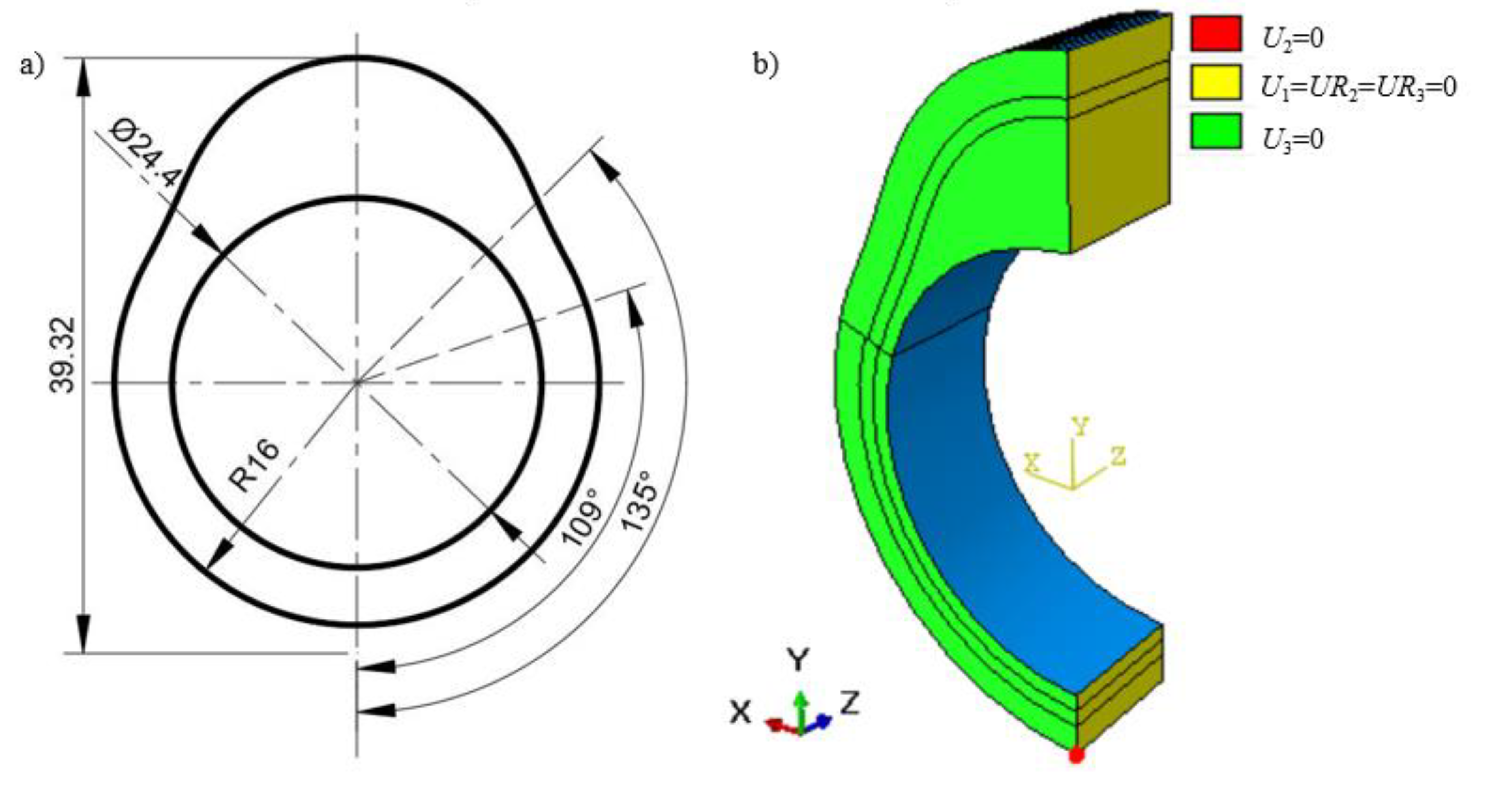
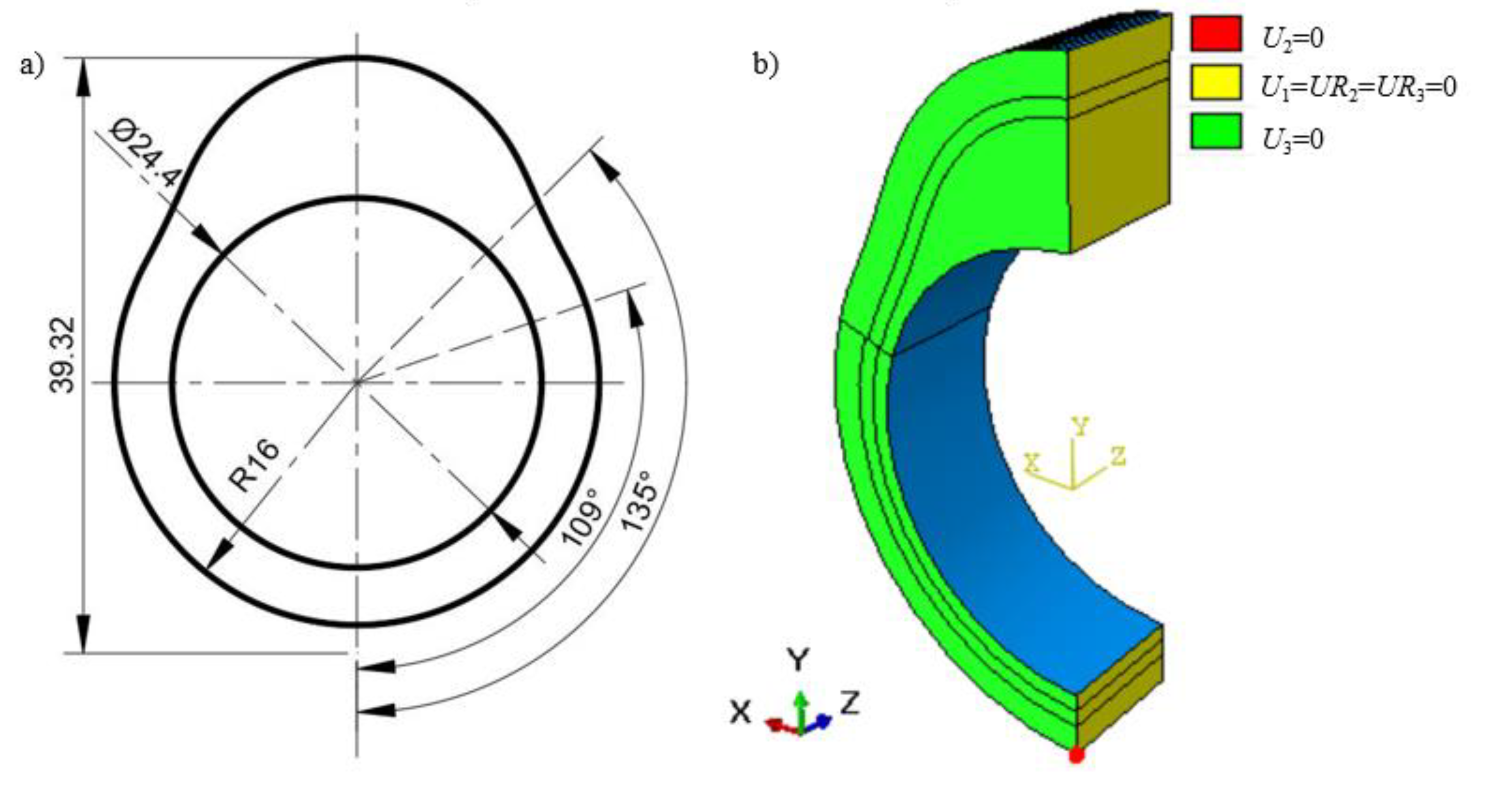
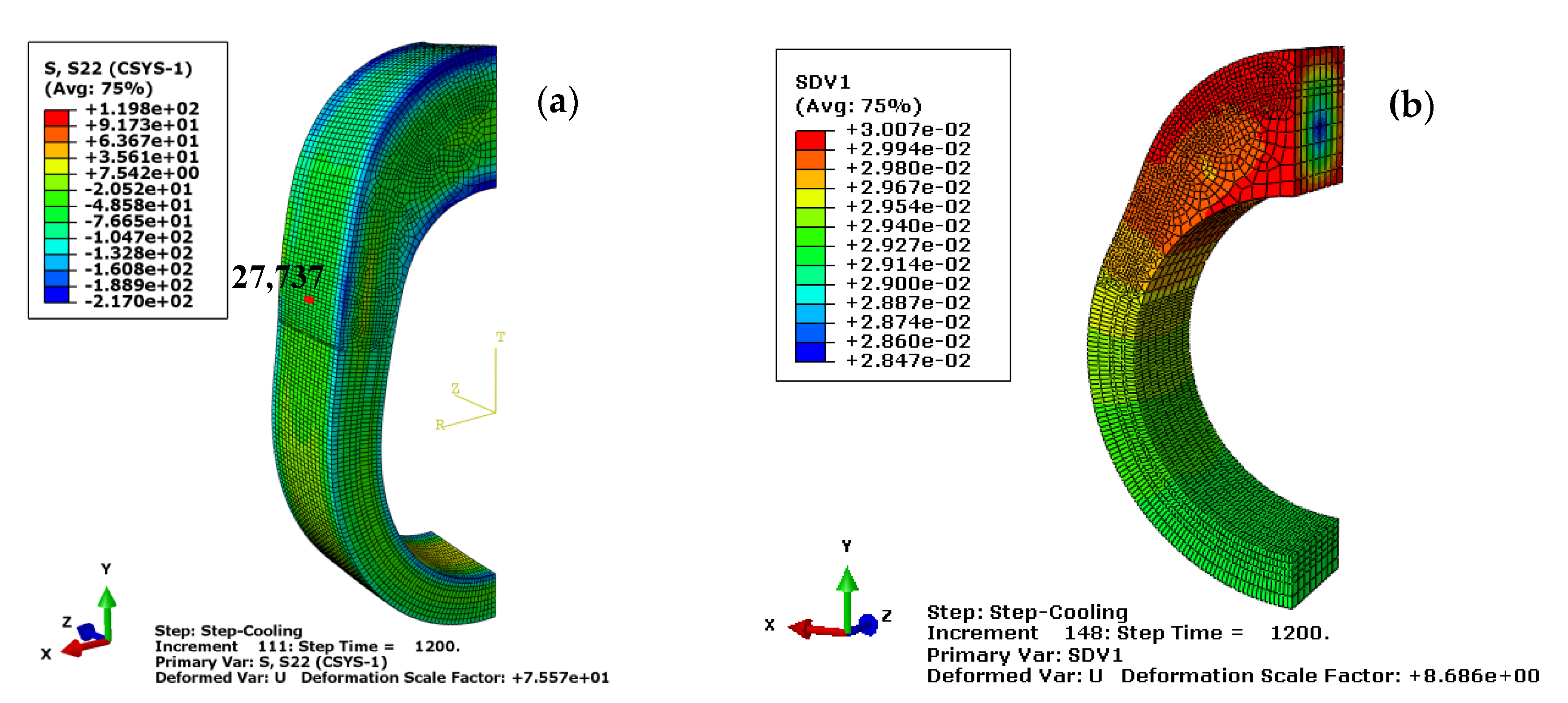
2.4. Finite Element Simulation Modeling
2.5. Experiment
3. Results and Discussion
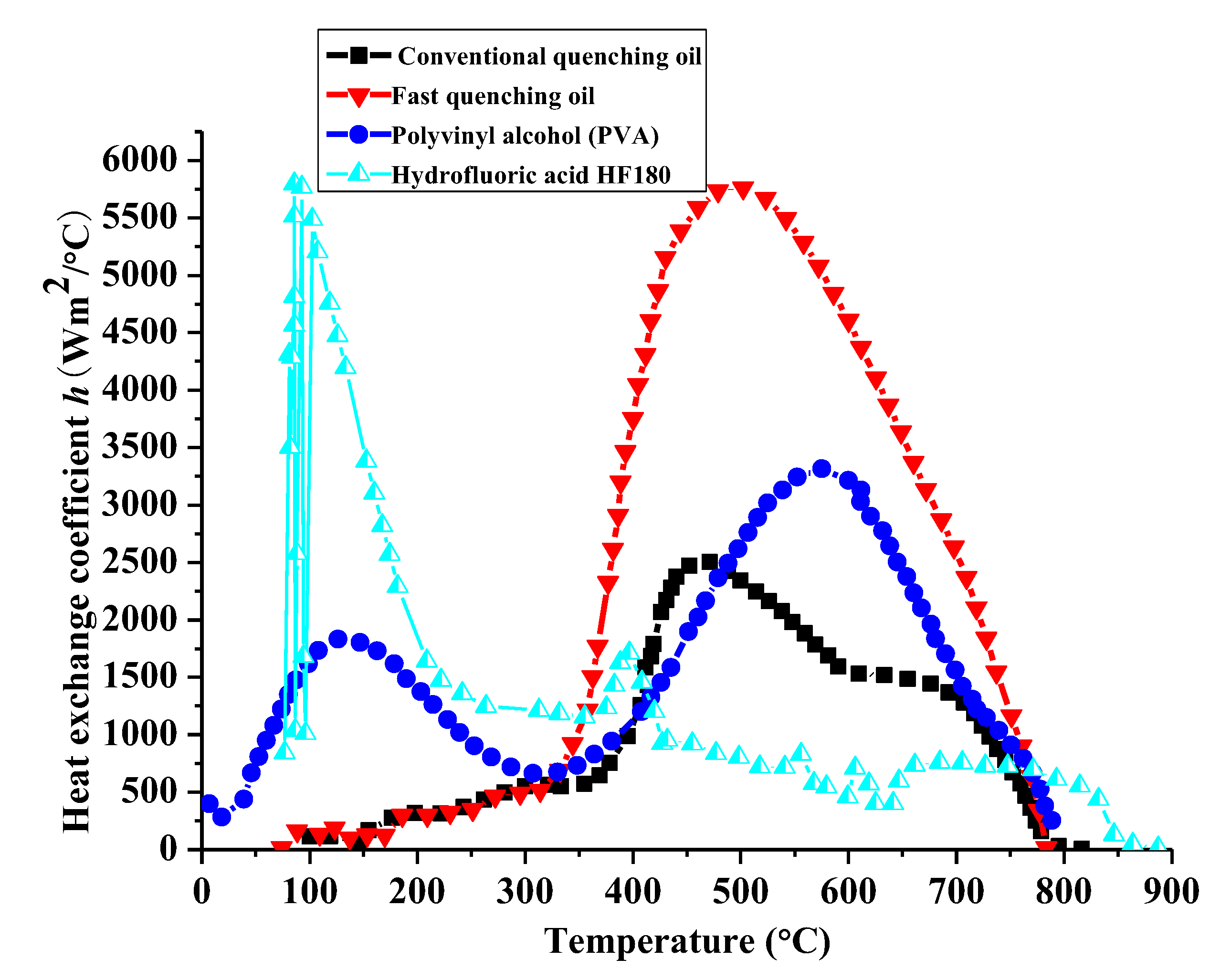
3.1. Effect of Convection Coefficients on Hoop Residual Stress
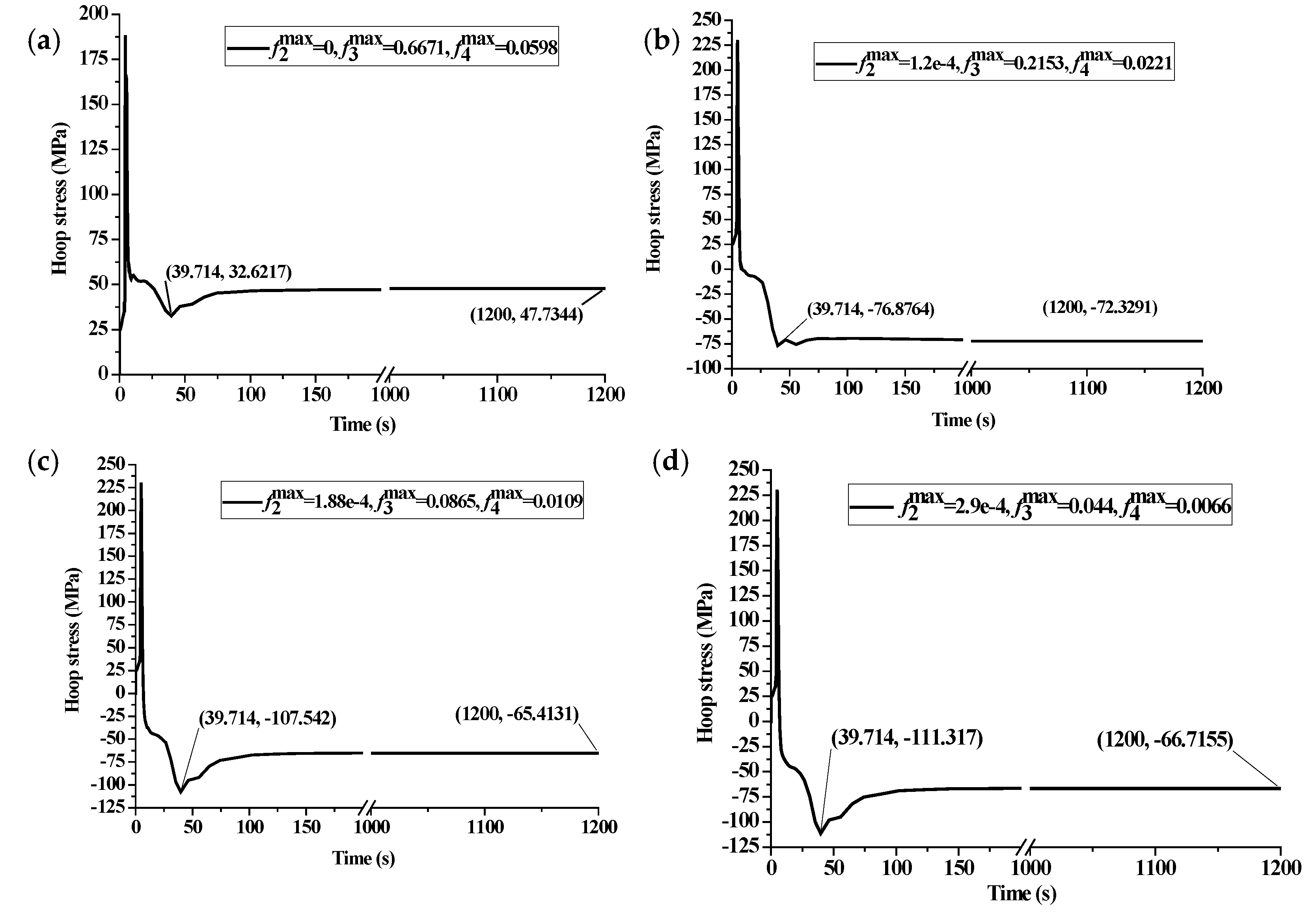
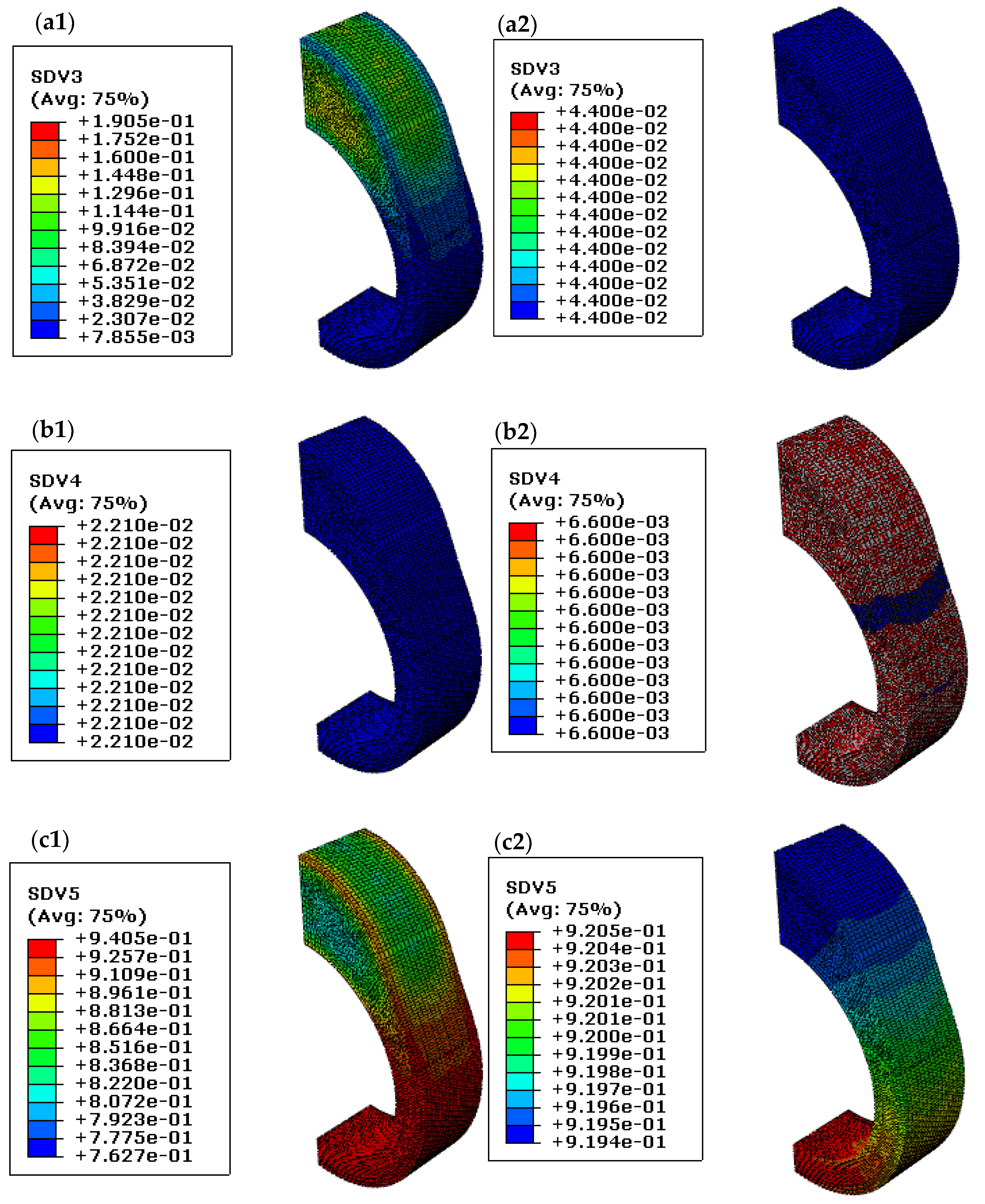
3.2. Effect of Different Maximum Phase Volume Fractions on Hoop Residual Stress
4. Conclusions
- (1)
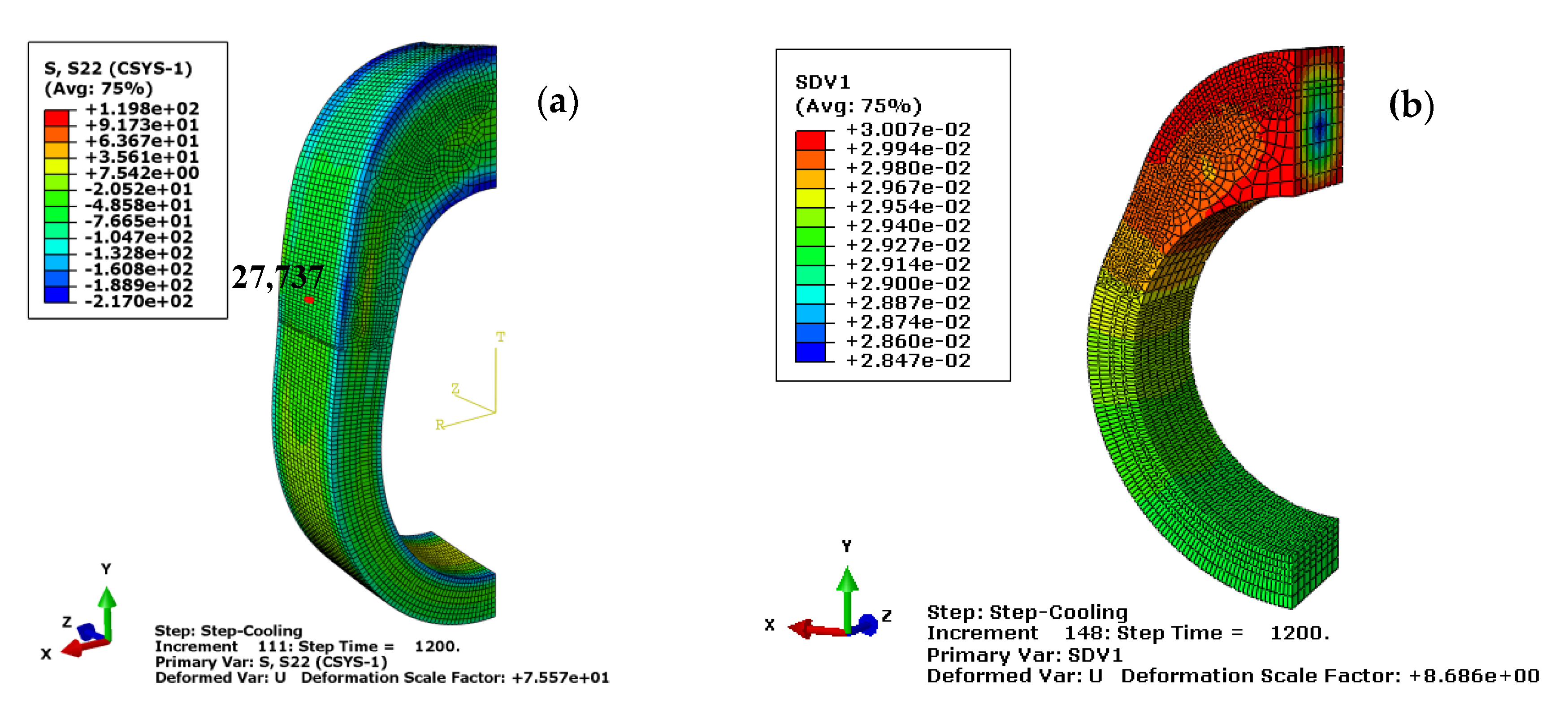
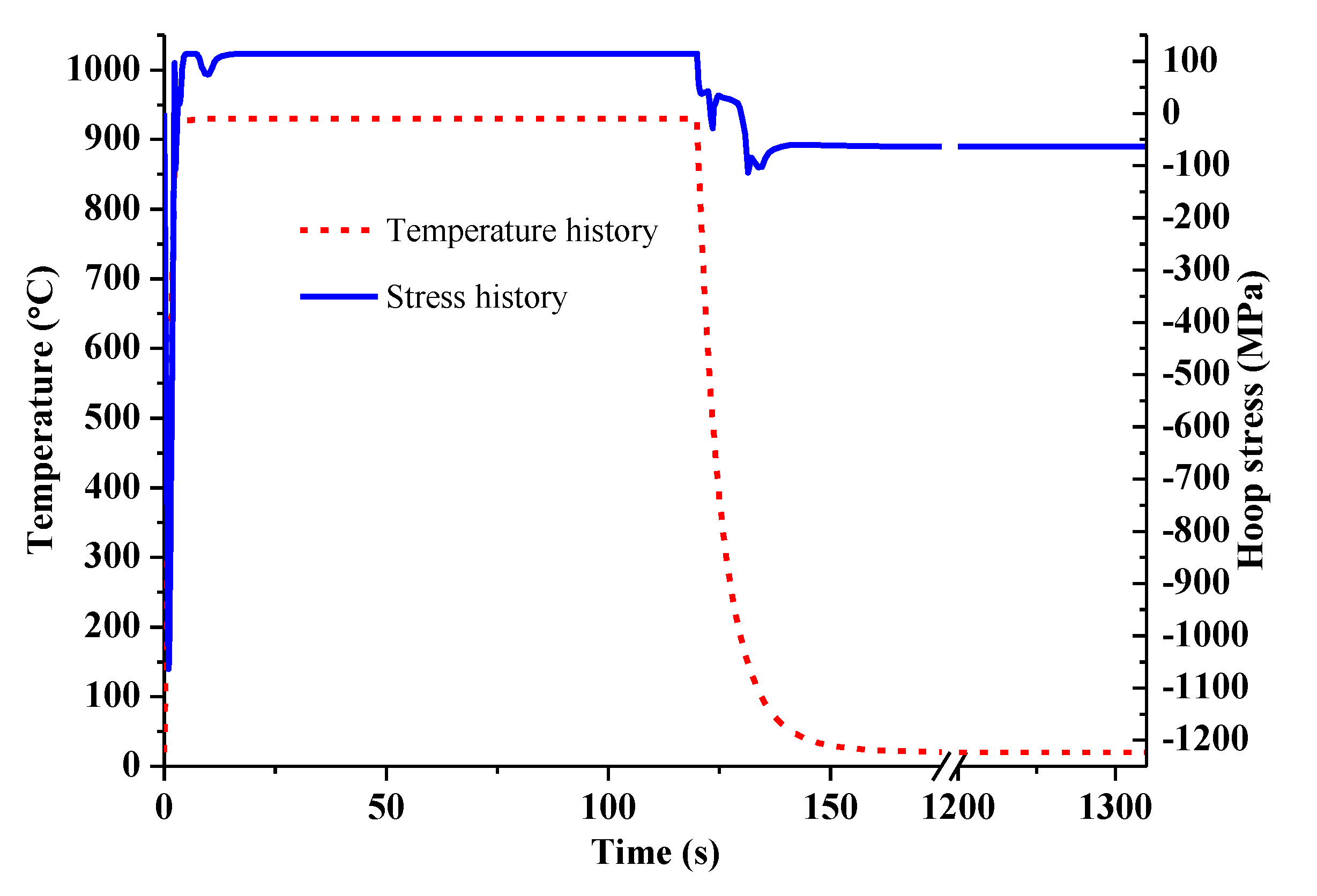
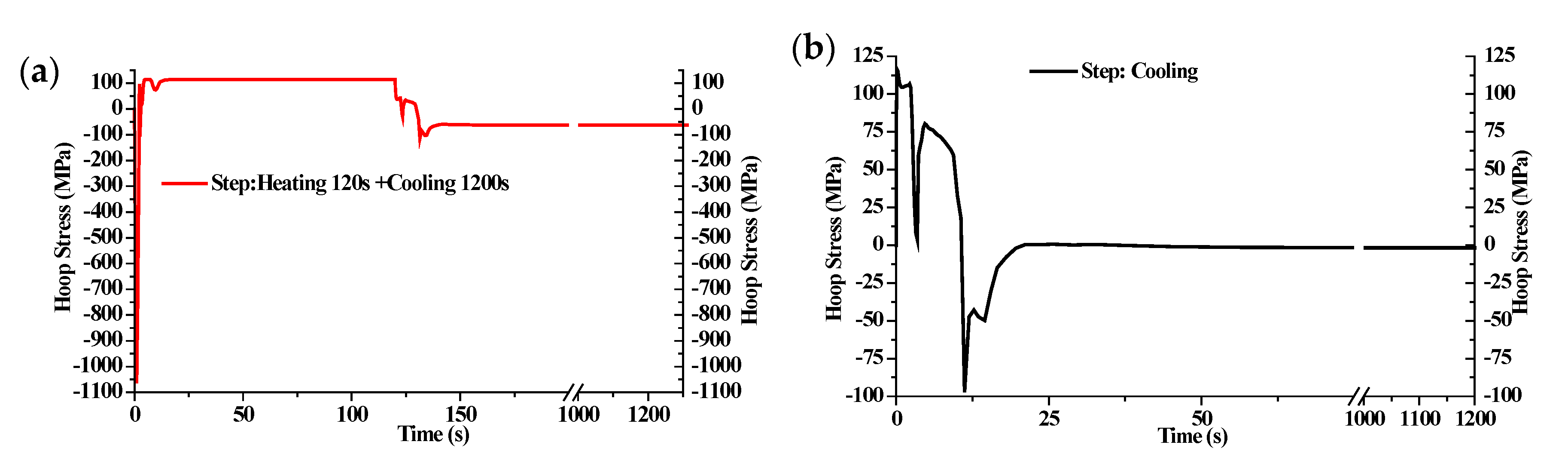
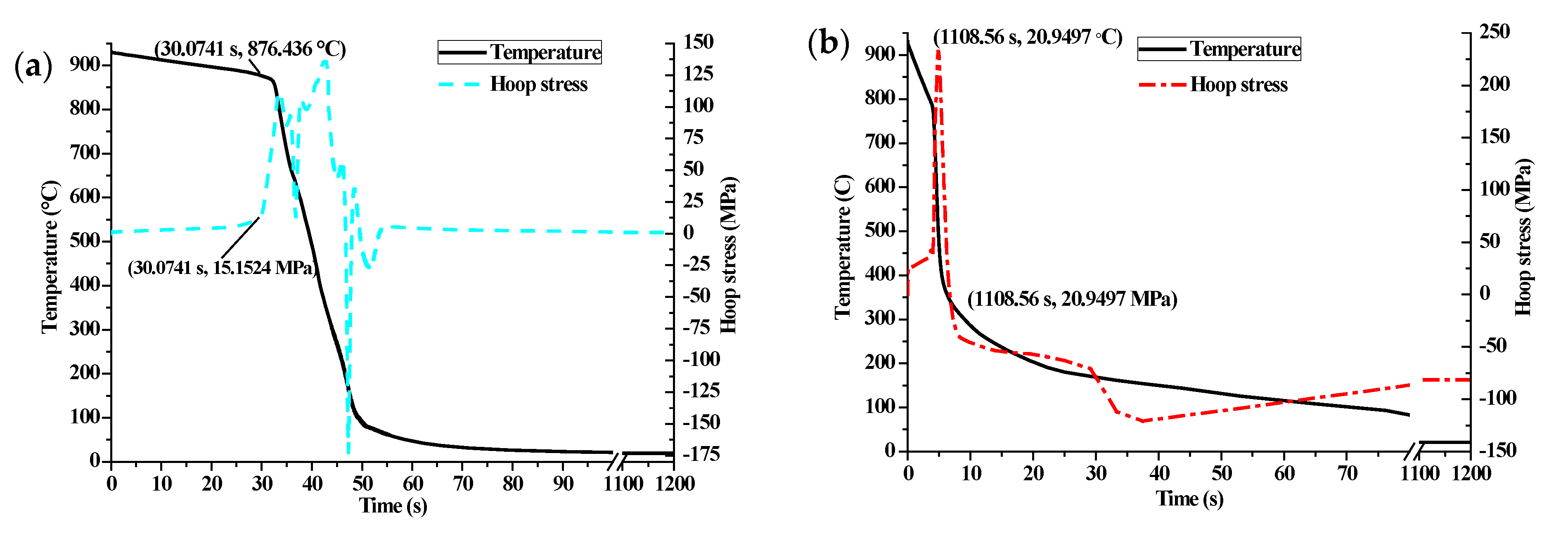
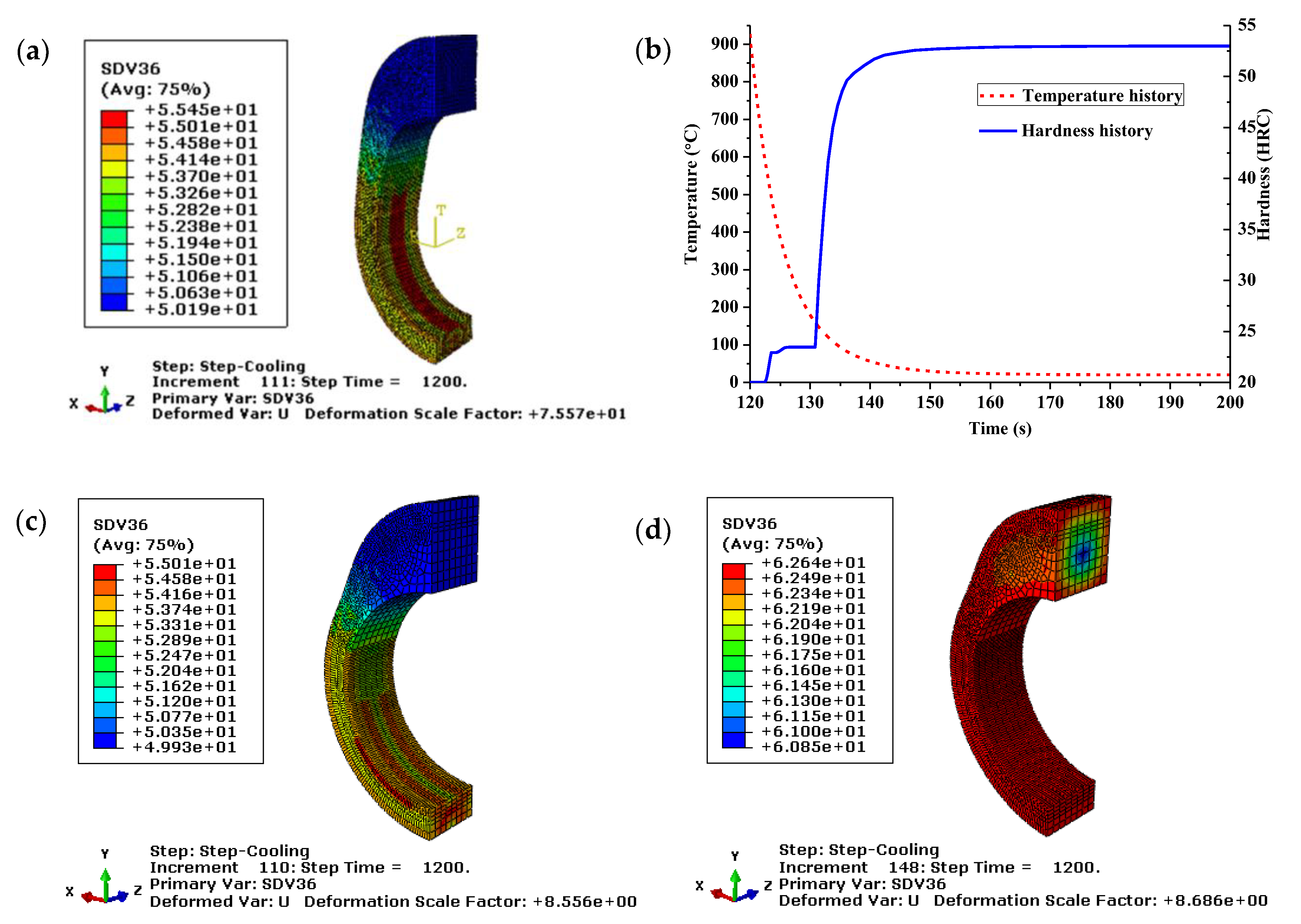
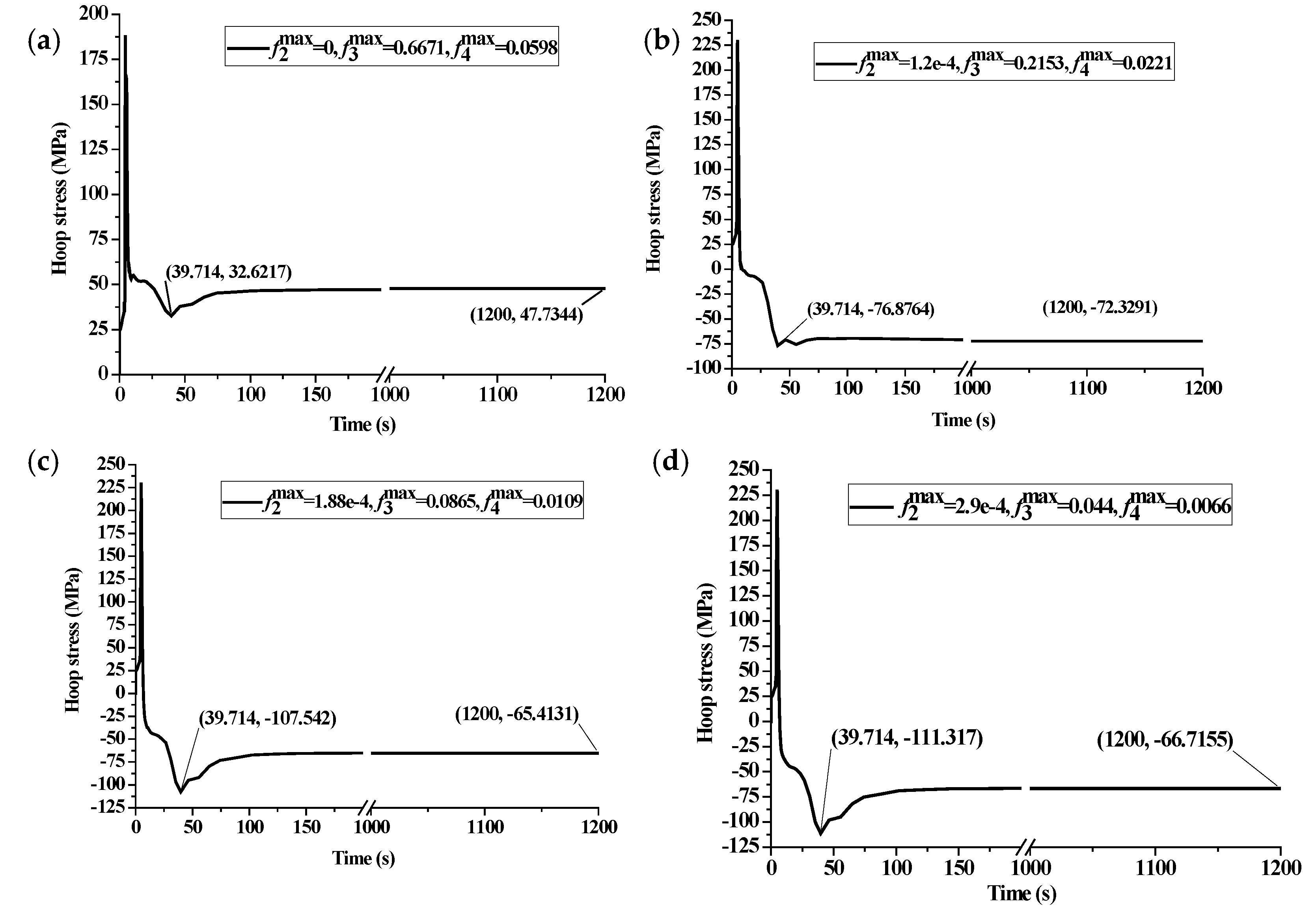
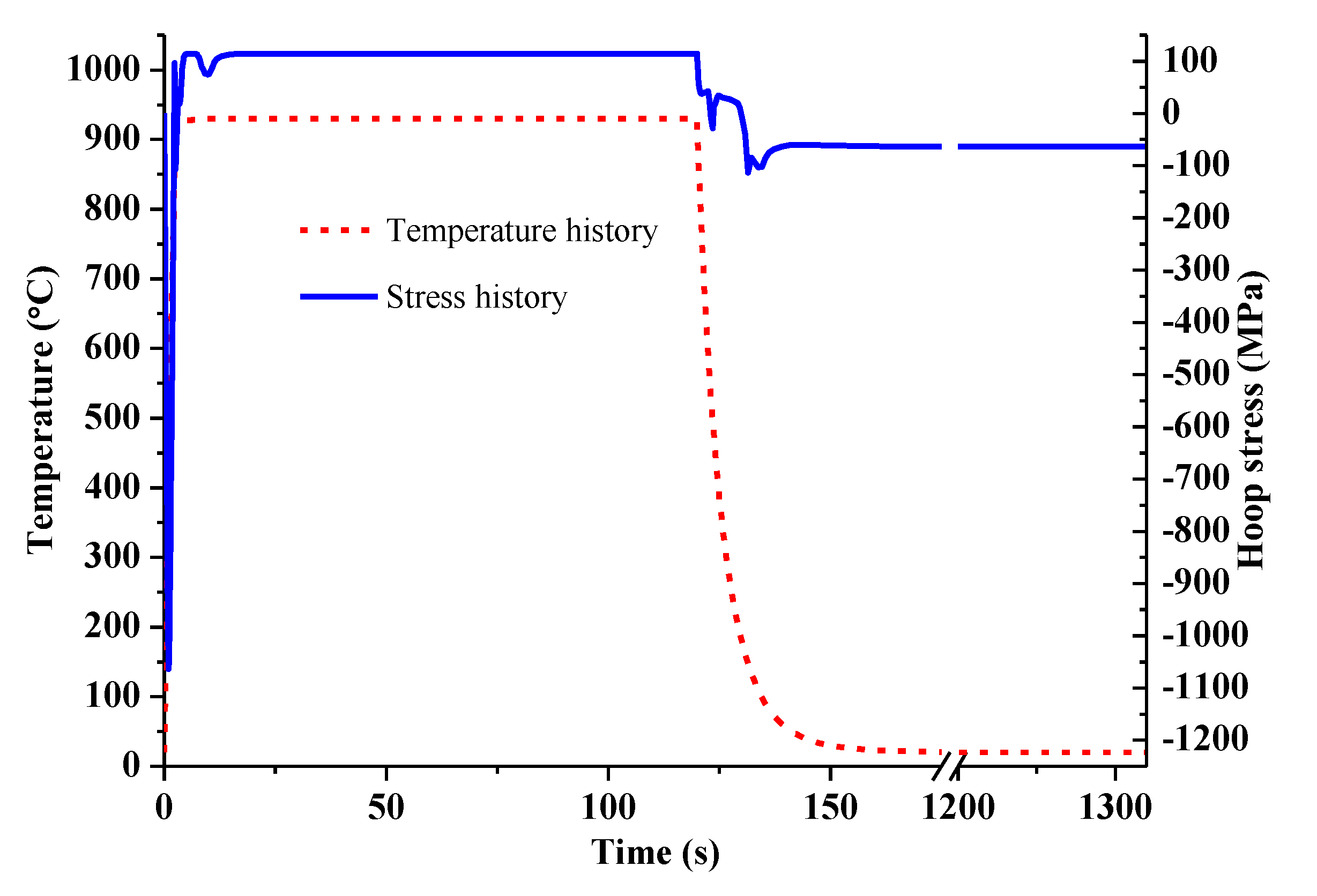
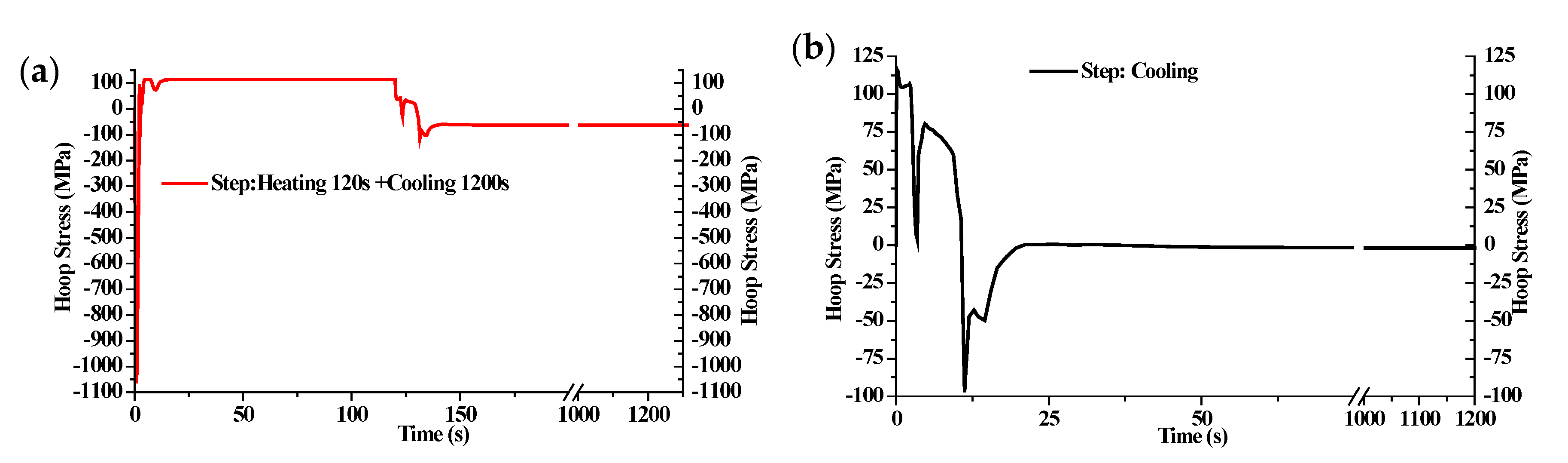
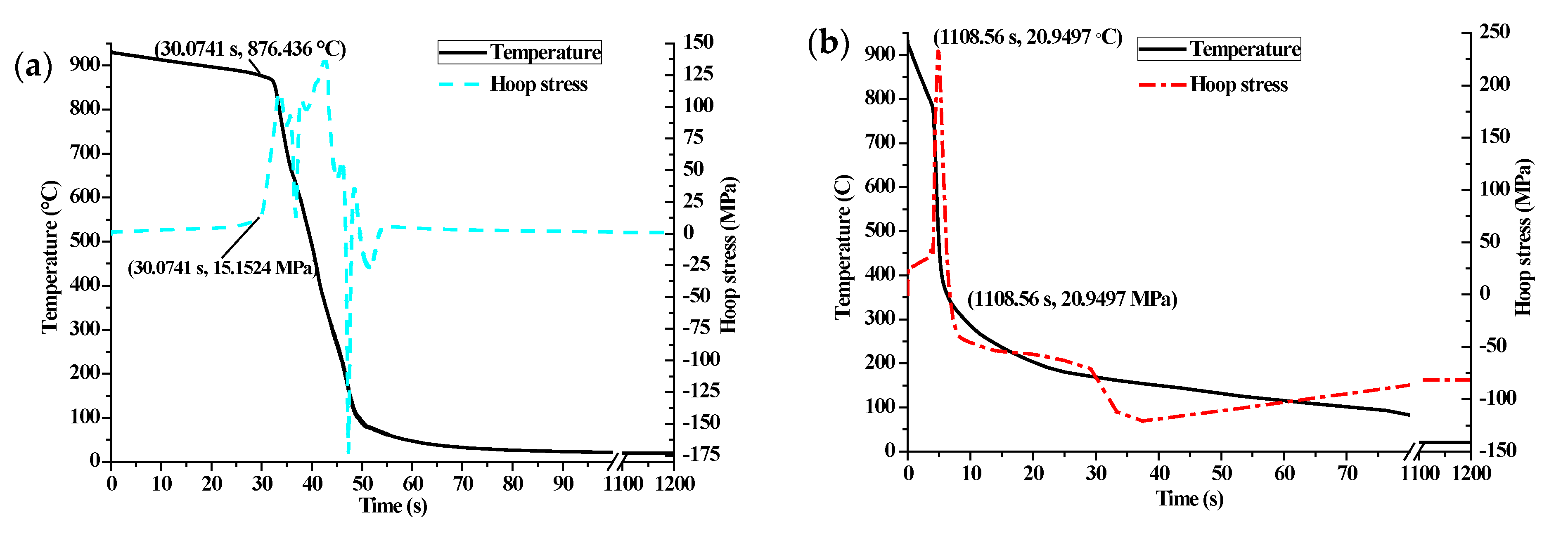
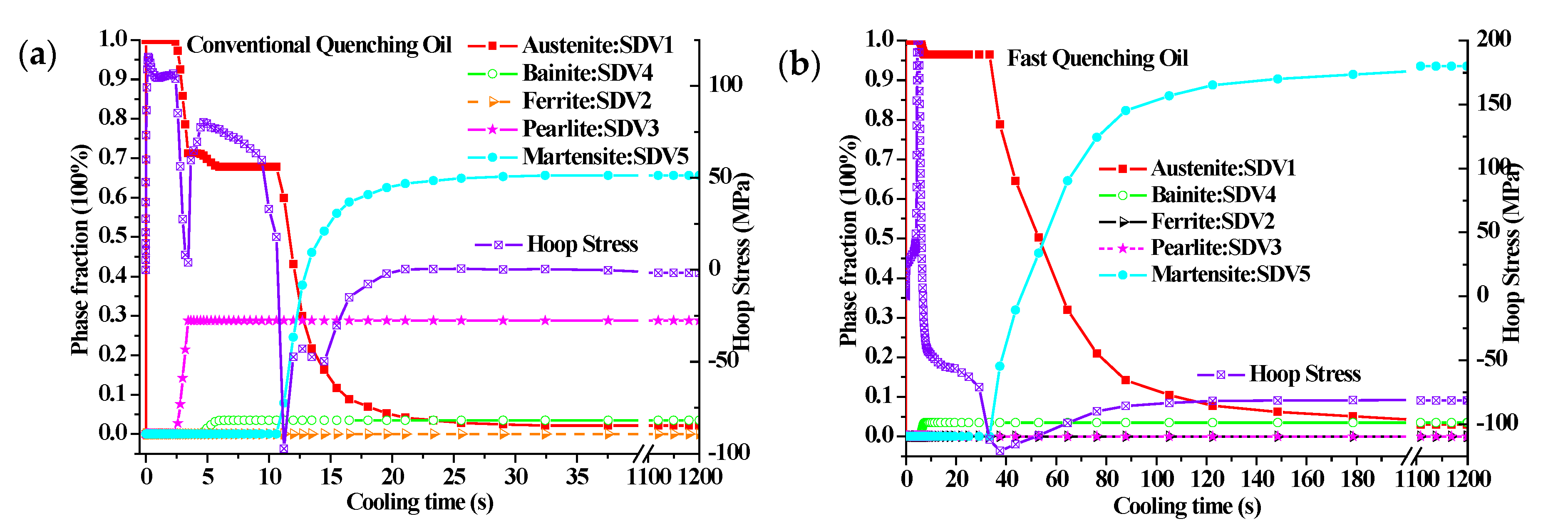
- During the quenching process, the stress tends to be compressive once a phase transformation occurs. Then, the stress releases gradually due to the temperature and microstructure uniformity.
- (2)
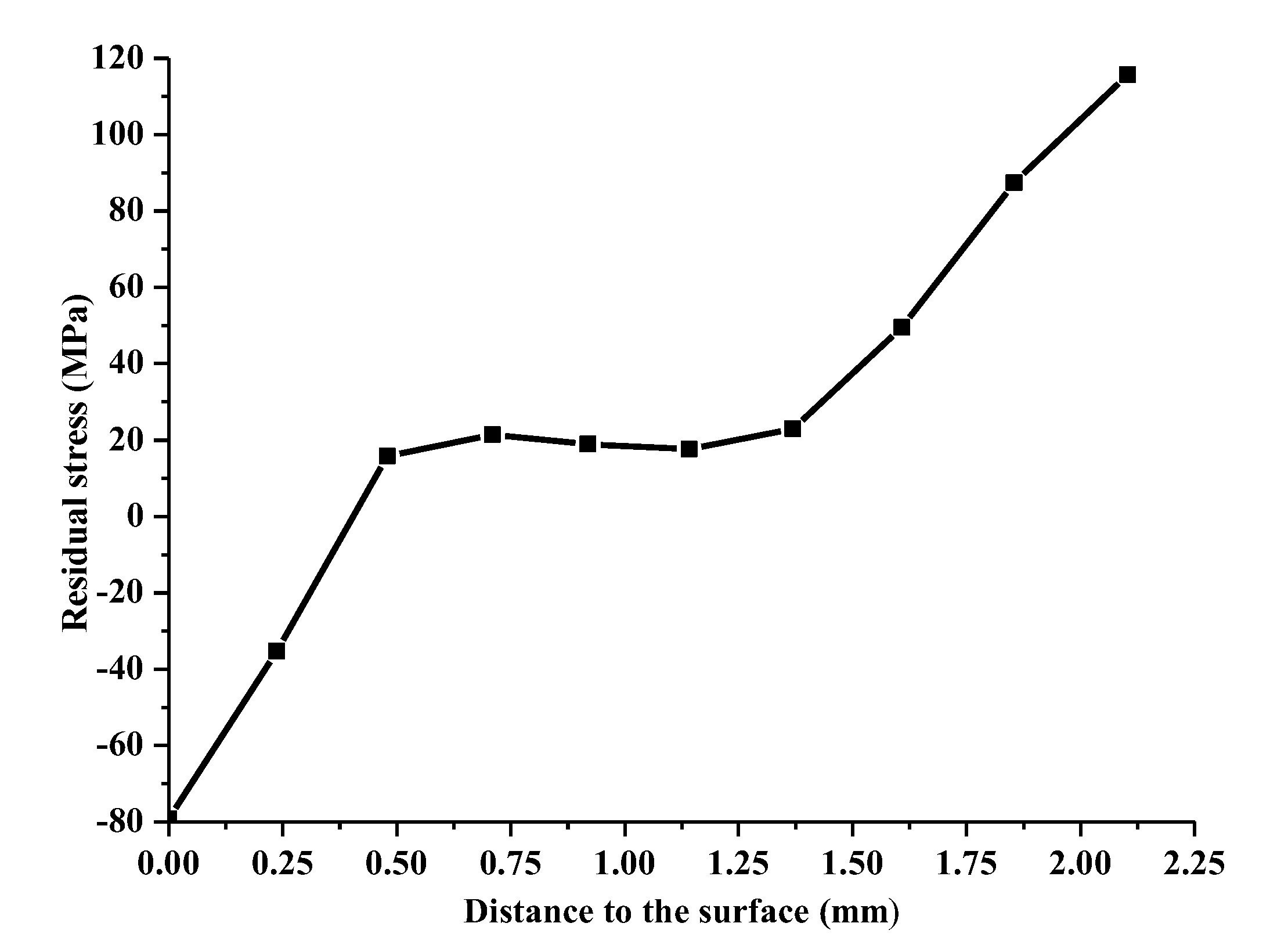
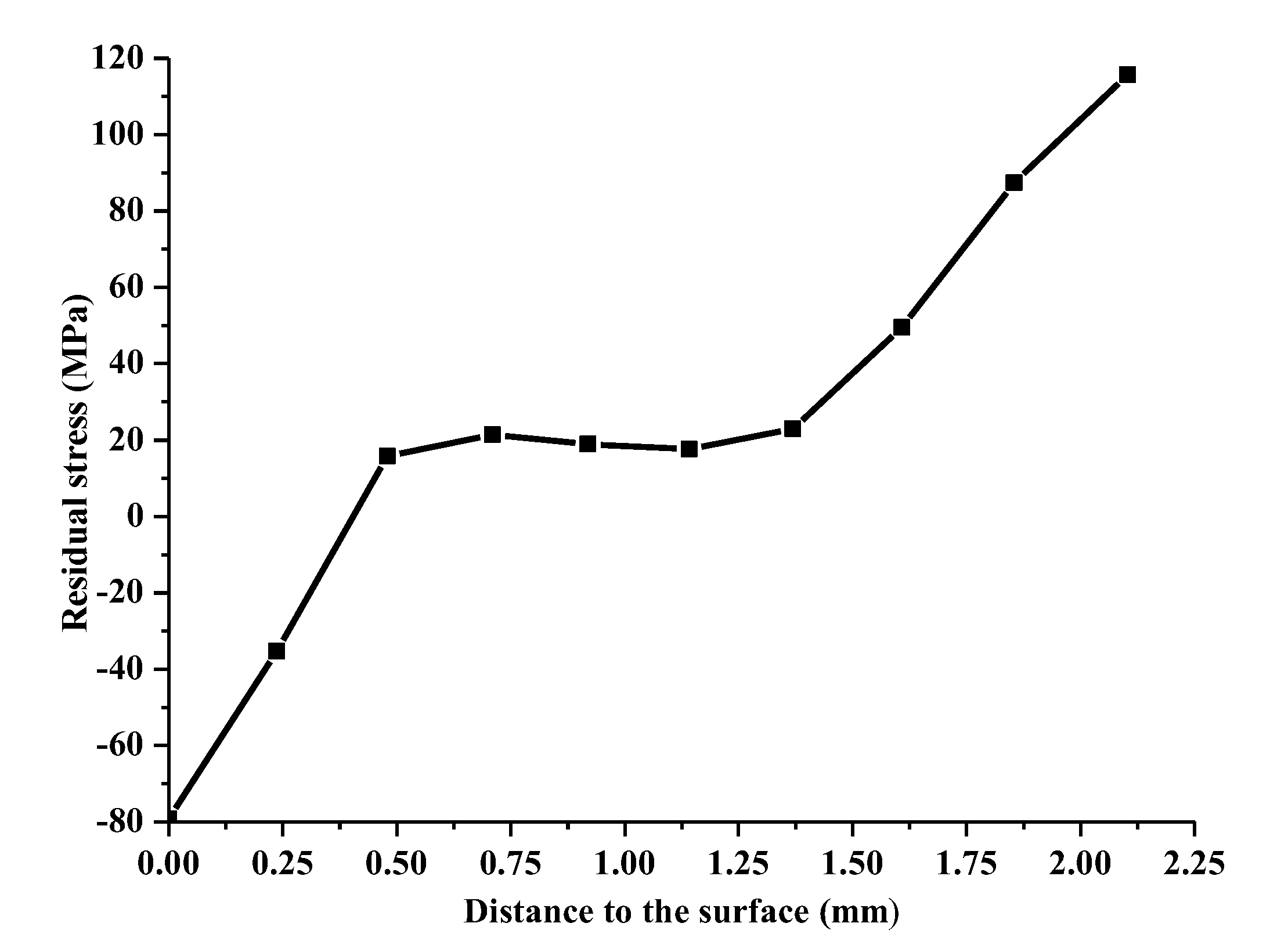
- Compared with the thermal stress, the structural stress plays a dominant role in the final surface stress state in the quenched cam. The predicted final compressive residual stress on the cam surface around the buffer section is −63.3 MPa, which is very close to the experimental result −67.8 MPa.
- (3)
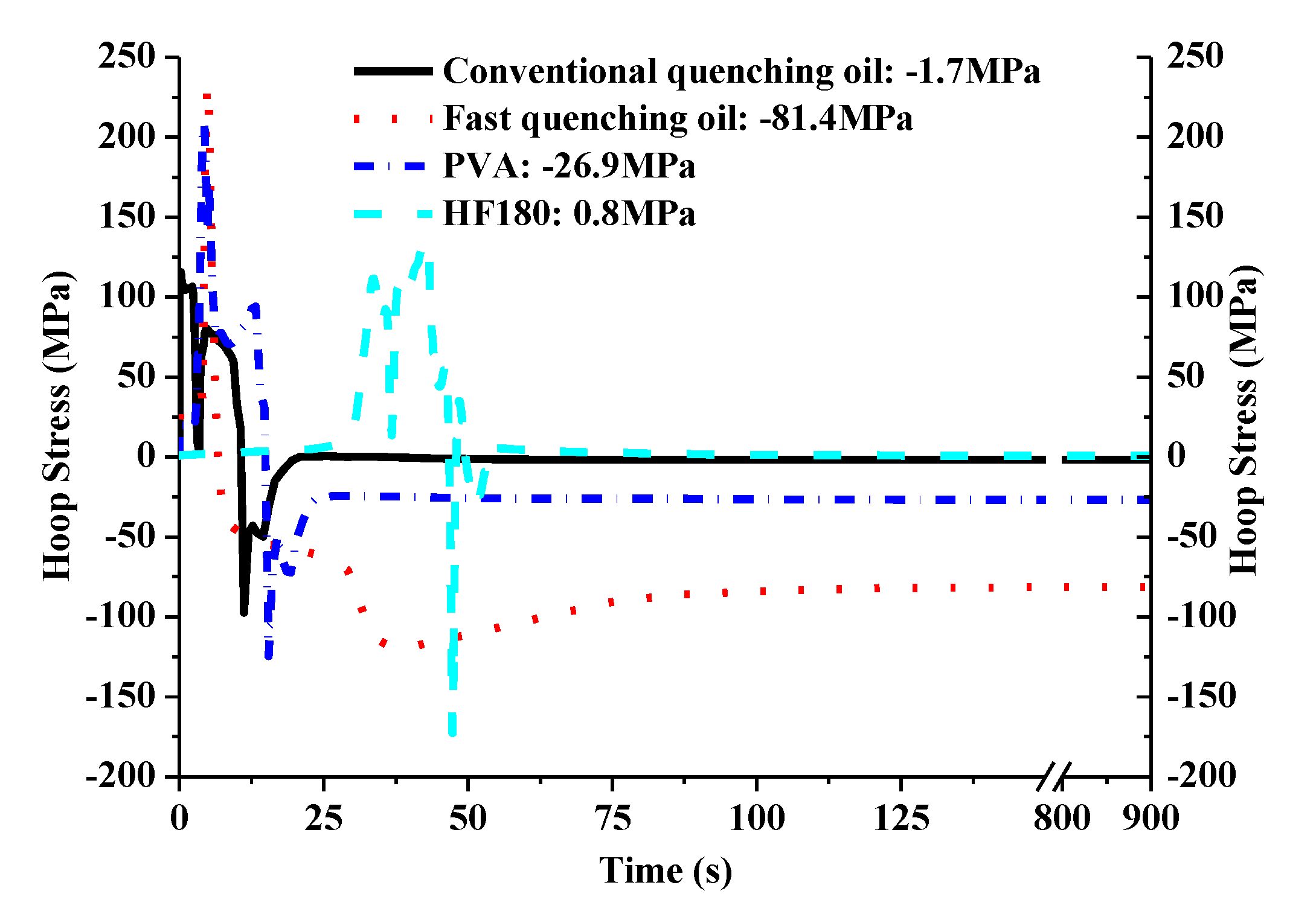
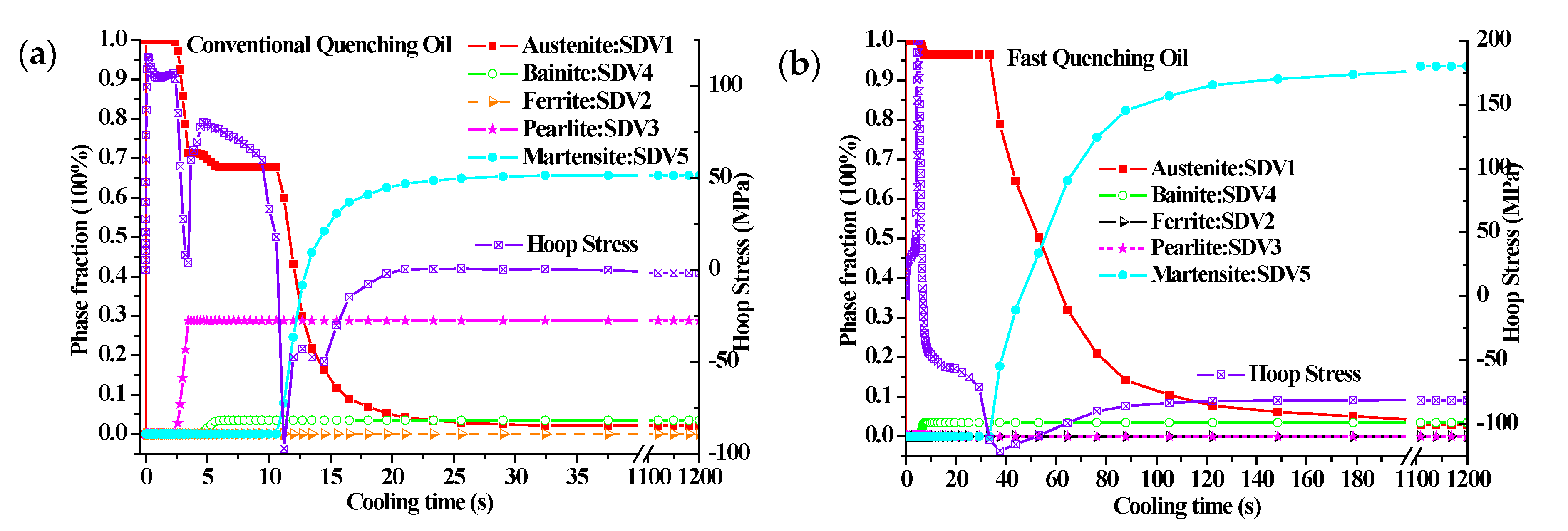
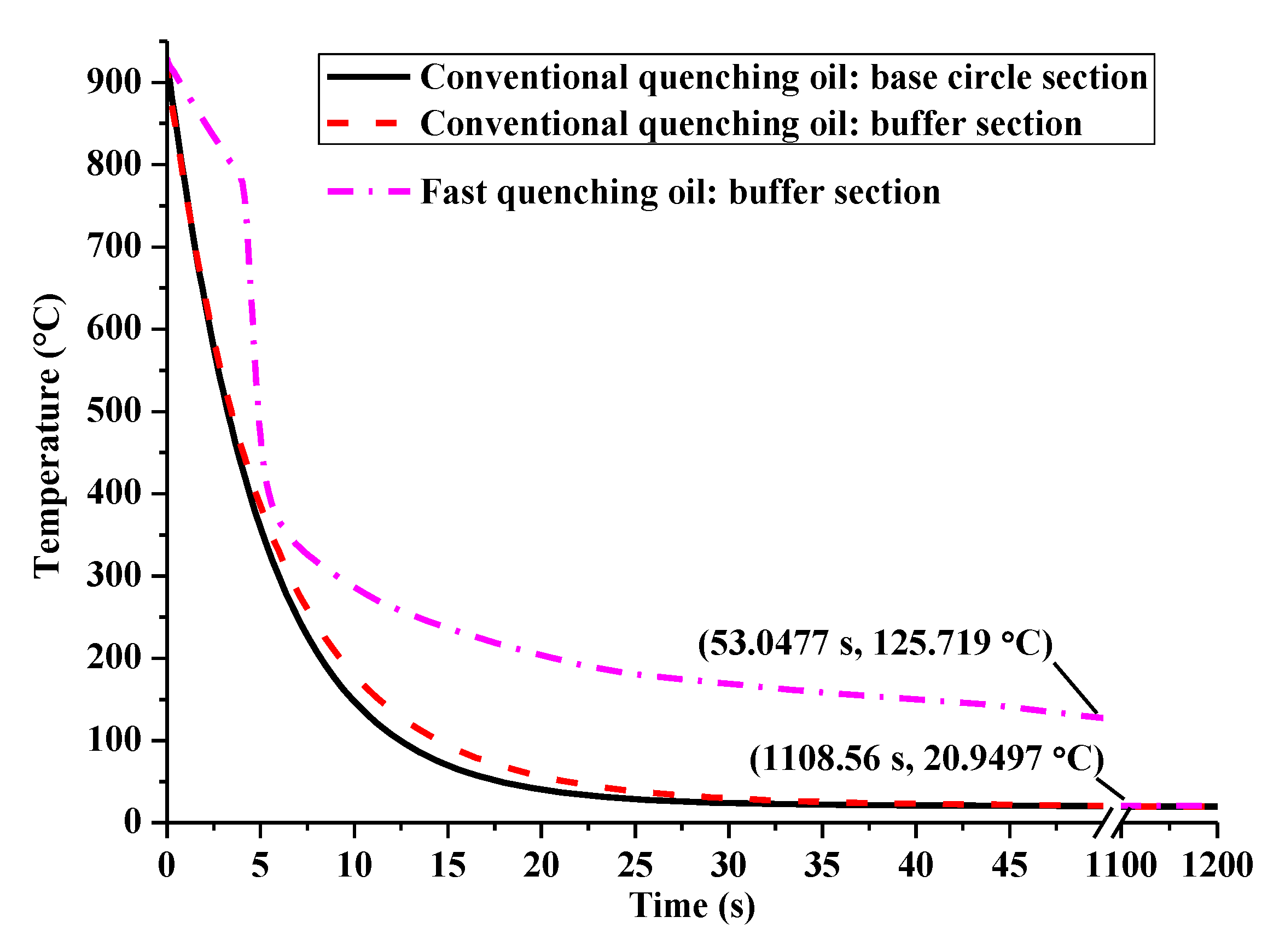
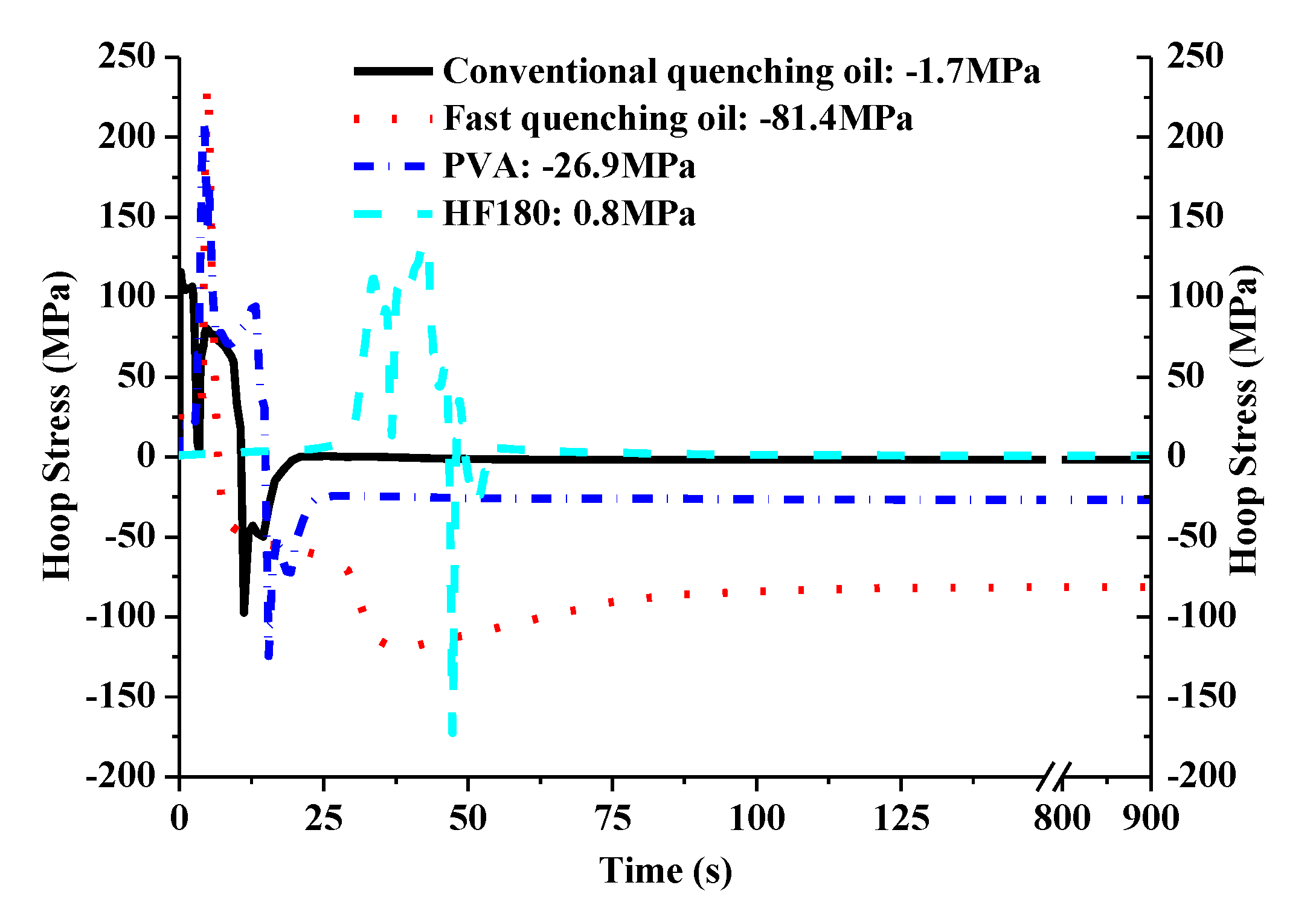
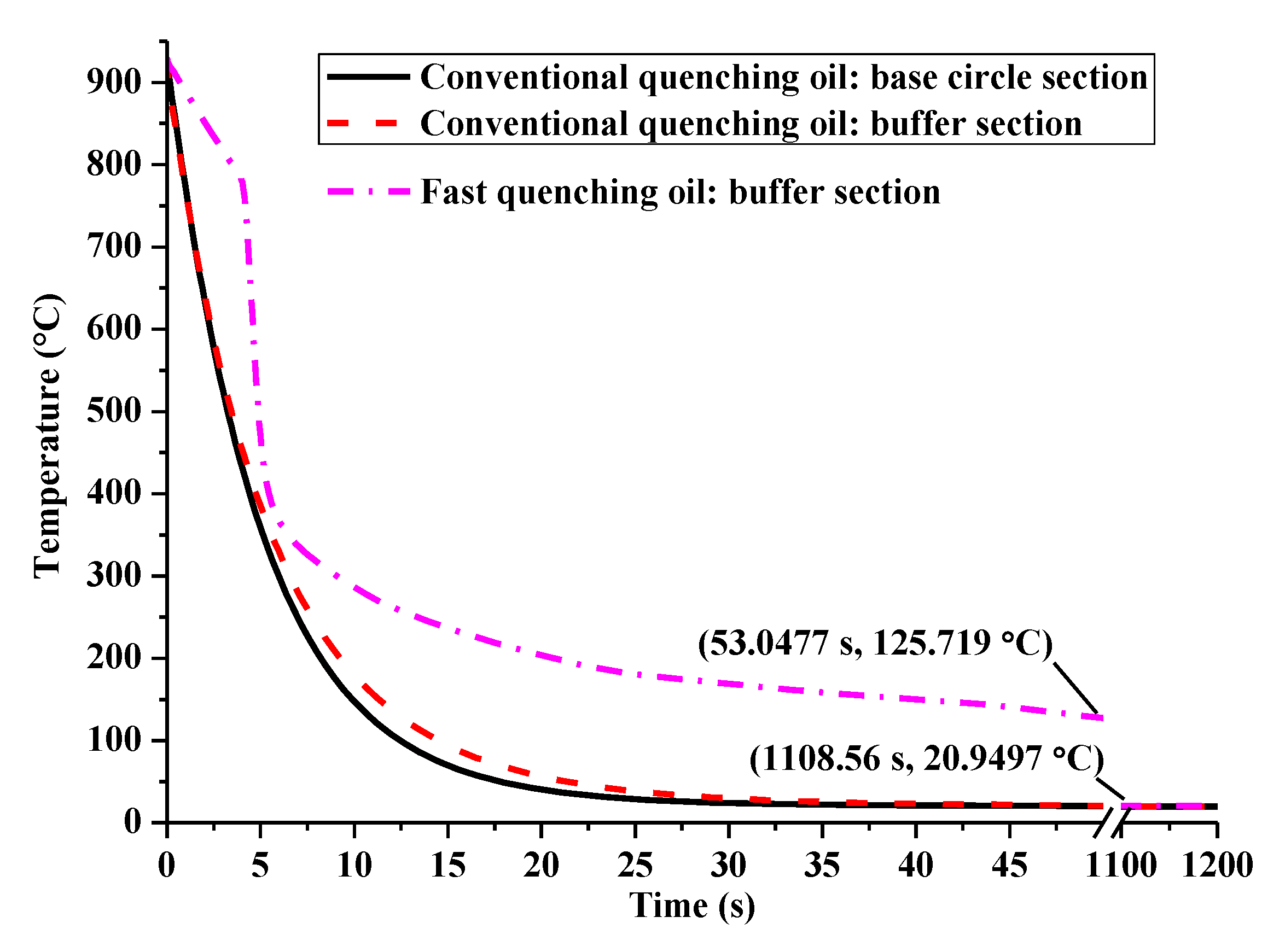
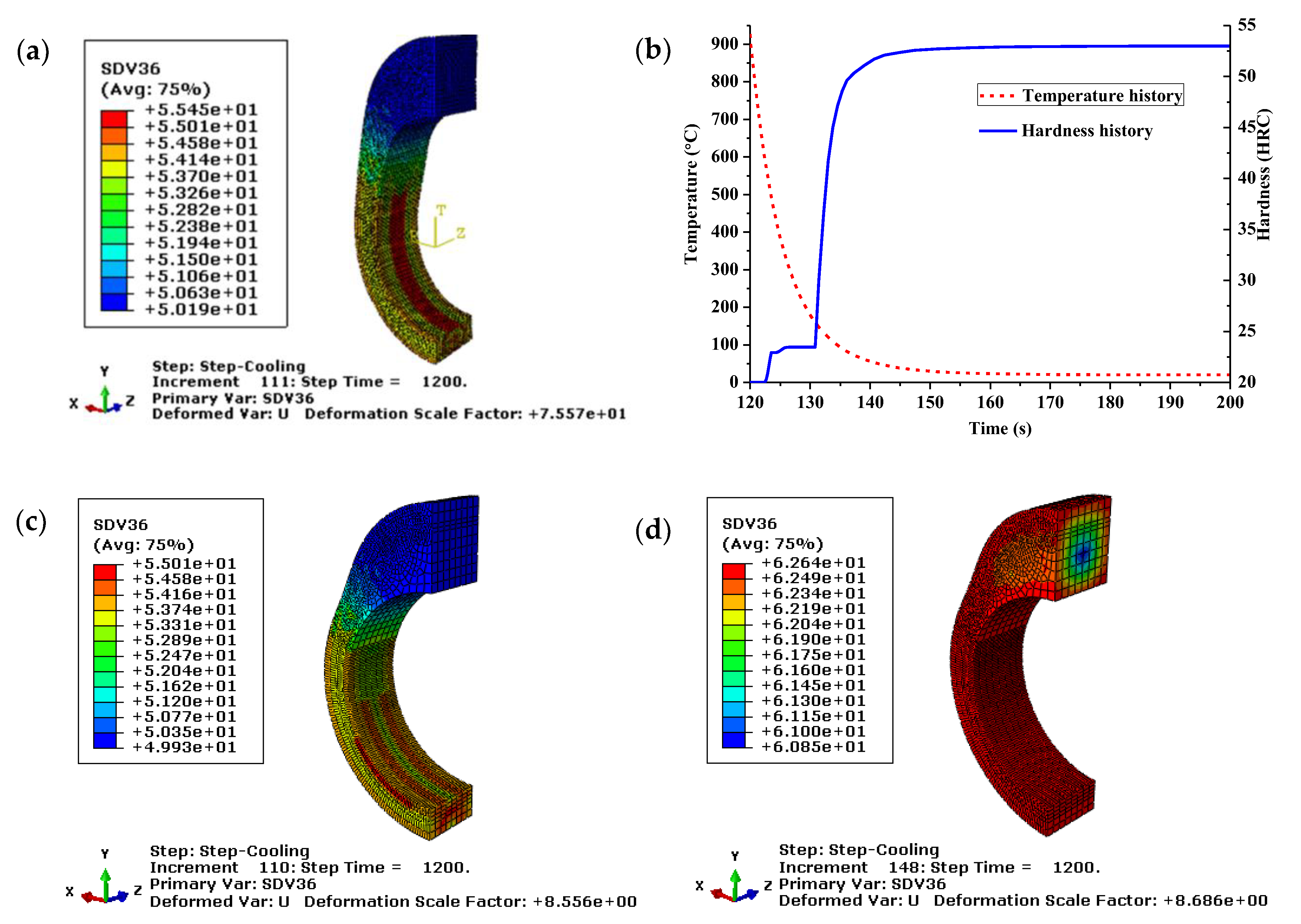
- Compared with the conventional quenching oil, the maximum compressive stress, the maximum martensite volume fraction, and the surface hardness of the fast oil quenched cam are larger. The better compressive stress retention of the fast oil quenched cam is owing to the slower stress relief followed by microstructure homogenization. Therefore, a slower martensitic transformation rate is suggested to obtain a quenching compressive stress eventually.
- (4)
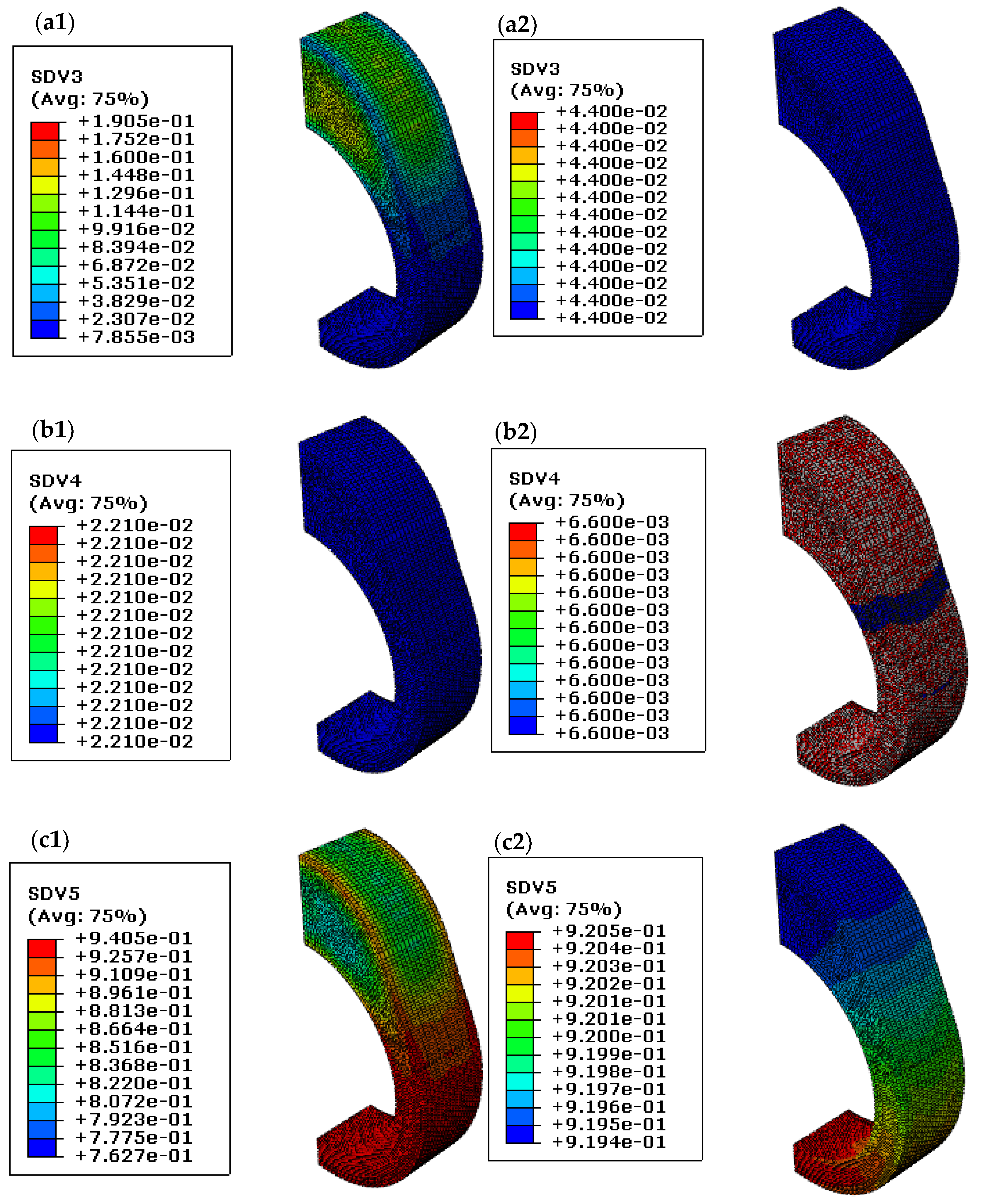
- The uneven distributions of microstructures such as pearlite and martensite are beneficial for the compressive stress retention. In addition, a certain amount of martensite volume fraction after quenching is necessary for the final compressive surface stress.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cecchel, S.; Ferrario, D.; Mondini, C.; Montani, M.; Previtali, B. Application of Laser Metal Deposition for a New Model of Assembled Camshaft. J. Mater. Eng. Perform. 2019, 28, 7756–7767. [Google Scholar] [CrossRef]
- Qiu, T.; Dai, H.; Lei, Y.; Cao, C.; Li, X. Optimising the cam profile of an electronic unit pump for a heavy-duty diesel engine. Energy 2015, 83, 276–283. [Google Scholar] [CrossRef]
- Xiao, H.; Zu, J.W. Cam profile optimization for a new cam drive. J. Mech. Sci. Technol. 2009, 23, 2592–2602. [Google Scholar] [CrossRef]
- Jeon, H.-S.; Park, K.-J.; Park, Y.-S. An optimal cam profile design considering dynamic characteristics of a cam-valve system. Exp. Mech. 1989, 29, 357–363. [Google Scholar] [CrossRef]
- Zhang, P.; Kou, S.; Lin, B.; Wang, Y. Optimization for radial knurling connection process of assembled camshaft using response surface method. Int. J. Adv. Manuf. Technol. 2014, 77, 653–661. [Google Scholar] [CrossRef]
- Kayacan, M.C.; Çolak, O. A fuzzy approach for induction hardening parameters selection. Mater. Des. 2004, 25, 155–161. [Google Scholar] [CrossRef]
- Savaria, V.; Monajati, H.; Bridier, F.; Bocher, P. Measurement and correction of residual stress gradients in aeronautical gears after various induction surface hardening treatments. J. Mater. Process. Technol. 2015, 220, 113–123. [Google Scholar] [CrossRef]
- Zhang, P.; Kou, S.; Li, C.; Kou, Z. Joint Mechanism and Prediction of Strength for a Radial Knurling Connection of Assembled Camshaft Using a Subsequent Modeling Approach. SAE Int. J. Engines 2018, 11, 301–310. [Google Scholar] [CrossRef]
- Shah, S.M.; Nélias, D.; Zain-Ul-Abdein, M.; Coret, M. Numerical simulation of grinding induced phase transformation and residual stresses in AISI-52100 steel. Finite Elements Anal. Des. 2012, 61, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Madopothula, U.; Nimmagadda, R.B.; Lakshmanan, V. Assessment of white layer in hardened AISI 52100 steel and its prediction using grinding power. Mach. Sci. Technol. 2017, 22, 299–319. [Google Scholar] [CrossRef]
- Hunkel, M. Tempering effects of athermal martensite during quenching and reheating of a SAE 52100 bearing steel. Mater. Sci. Eng. A 2020, 790, 139601. [Google Scholar] [CrossRef]
- Sidoroff-Coicaud, C.; Le Bourlot, C.; Dessolin, C.; Perez, M.; Lejay, V.; Dubois, P.-E.; Dierickx, P. Influence of Heat Treatment Conditions on the Dimensional Stability of SAE 52100. In Bearing Steel Technologies: 12th Volume, Progress in Bearing Steel Metallurgical Testing and Quality Assurance; ASTM International: West Conshohocken, PA, USA, 2020; pp. 202–245. [Google Scholar]
- Li, G.; Xu, H.; Zhou, H.; Jing, X.; Sun, Y. Experimental study of residual stresses of Cam produced by heat treatment and grinding processes. Int. J. Adv. Manuf. Technol. 2018, 100, 1355–1362. [Google Scholar] [CrossRef]
- Rohde, J.; Jeppsson, A. Literature review of heat treatment simulations with respect to phase transformation, residual stresses and distortion. Scand. J. Met. 2000, 29, 47–62. [Google Scholar] [CrossRef]
- Li, Z.; Ferguson, B.L.; Freborg, A.M. Data Needs for Modeling Heat Treatment of Steel Parts. Mater. Sci. and Techn. 2004, 2, 219–226. [Google Scholar]
- Denis, S.; Sjostrom, S.; Simon, A. Coupled temperature, stress, phase transformation calculation. Met. Mater. Trans. A 1987, 18, 1203–1212. [Google Scholar] [CrossRef]
- Denis, S.; Farias, D.; Simon, A. Mathematical Model Coupling Phase Transformations and Temperature Evolutions in Steels. ISIJ Int. 1992, 32, 316–325. [Google Scholar] [CrossRef] [Green Version]
- Houghton, C.; Hughes, J.; Nardo, M.; Rathore, J.; Robinson, M. The effects of austempering heat treatment process parameters on the transformation kinetics of austenite to bainite in AISI 52100 steel. Bachelor of Science Thesis, Worcester Polytechnic Institute, Worcester, MA, USA, 2020. [Google Scholar]
- Esfahani, A.K.; Babaei, M.; Sarrami-Foroushani, S. A numerical model coupling phase transformation to predict microstructure evolution and residual stress during quenching of 1045 steel. Math. Comput. Simul. 2021, 179, 1–22. [Google Scholar] [CrossRef]
- Simsir, C. Transformation Induced Plasticity (TRIP) of SAE 52100 Steel during Martensitic and Bainitic Transformations. Hittite J. Sci. Eng. 2017, 4, 125–130. [Google Scholar] [CrossRef]
- Yaakoubi, M.; Kchaou, M.; Dammak, F. Simulation of the thermomechanical and metallurgical behavior of steels by using ABAQUS software. Comput. Mater. Sci. 2013, 68, 297–306. [Google Scholar] [CrossRef]
- Yaakoubi, M.; Kchaou, M.; Dammak, F. Simulation of Heat Treatment and Materials with the Use of the Abaqus Software. Met. Sci. Heat Treat. 2013, 55, 386–392. [Google Scholar] [CrossRef]
- Lingamanaik, S.N.; Chen, B.K. Thermo-mechanical modelling of residual stresses induced by martensitic phase transformation and cooling during quenching of railway wheels. J. Mater. Process. Technol. 2011, 211, 1547–1552. [Google Scholar] [CrossRef]
- Wang, W.J. Calculation on heat transfer coefficient of several typical steels in different quenchants. Master Thesis, Dalian University of Technology, Dalian, China, 2007. [Google Scholar]
- Lee, S.J.; Lee, Y.K. A Computational Model for Phase Transformation-Temperature-Distortion Coupling of AISI 5120 Steel. Solid State Phenom. 2006, 118, 387–392. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Latent Heat (mJ/mm3) | Austenite to ferrite | 3.05 × 10−4 |
| Austenite to pearlite | 4.4 × 10−4 | |
| Austenite to bainite | 4.4 × 10−4 | |
| Austenite to martensite | 6.48 × 10−4 | |
| Original structure to austenite | −3.05 × 10−4 | |
| Thermal Expansion Coefficient of Different Phases (1/K) | Austenite | 22 × 10−6 |
| Ferrite | 16.14 × 10−6 | |
| Pearlite | 15.3 × 10−6 | |
| Bainite | 14 × 10−6 | |
| Martensite | 11.5 × 10−6 | |
| Original phase | 15 × 10−6 | |
| Volumetric Expansion | Austenite to ferrite | 2.17 × 10−3 |
| Austenite to pearlite | 4.81× 10−3 | |
| Austenite to bainite | 5 × 10−3 | |
| Austenite to martensite | 7.5 × 10−3 | |
| Original structure to austenite | −3 × 10−3 |
| Density (kg/m3) | Young’s Modulus (GPa) | Poisson’s Ratio | Conductivity (W/m/K) | Specific Heat (J/kg/K) |
|---|---|---|---|---|
| 7.83 × 103 | 212 | 0.269 | 30 | 700 |
| Element | Fe | C | Si | Mn | Cr |
|---|---|---|---|---|---|
| Mass (%) | 96.91 | 0.99 | 0.25 | 0.35 | 1.5 |
| Model | Viscosity at 40 °C (mm2/s) | Viscosity at 100 °C (mm2/s) | Flashing point (°C) | Freezing point (°C) |
|---|---|---|---|---|
| Conventional | 15 | 4 | 231 | −15 |
| Sample No. | Etch Depth (mm) | Stress Test (MPa) | Retained Austenite Content | Sample No. | Etch Depth (mm) | Stress Test (MPa) | ||
|---|---|---|---|---|---|---|---|---|
| 1st | 2nd | (%) | 1st | 2nd | ||||
| 1 | 0.47 | −52.9 | −56.6 | - | 16 | 0.55 | −93.8 | −84.7 |
| 2 | 0.55 | −99.5 | −102.8 | 3.7 | 17 | 0.53 | −82.4 | −74.3 |
| 3 | 0.5 | −80.7 | −72.7 | 4.9 | 18 | 0.47 | −60.6 | −54.9 |
| 4 | 0.51 | −88.5 | −93.1 | - | 19 | 0.49 | −65.9 | −65.4 |
| 5 | 0.47 | −42.3 | −34.7 | 6.6 | 20 | 0.51 | −67.4 | −78.5 |
| 6 | 0.56 | −93.7 | −89.9 | - | 21 | 0.55 | −104.9 | −97.1 |
| 7 | 0.57 | −70.7 | −66.6 | 3.8 | 22 | 0.58 | −73.4 | −78.5 |
| 8 | 0.48 | −72.4 | −53.5 | 5.7 | 23 | 0.51 | −66.1 | −57.1 |
| 9 | 0.51 | −91.5 | −91.6 | 6.5 | 24 | 0.5 | −53.4 | −65.4 |
| 10 | 0.51 | −59.6 | −76.3 | 4.1 | 25 | 0.51 | −68.9 | −65.1 |
| 11 | 0.54 | −51.9 | −56.9 | - | 26 | 0.55 | −54.5 | −62.6 |
| 12 | 0.56 | −52 | −53.6 | 2.9 | 27 | 0.56 | −77.5 | −80.3 |
| 13 | 0.51 | −65.9 | −58.5 | - | 28 | 0.47 | −41.6 | −56.9 |
| 14 | 0.54 | −41.5 | −50.6 | - | 29 | 0.5 | −49 | −59.5 |
| 15 | 0.54 | −46.1 | −45 | - | 30 | 0.59 | −65.1 | −67.7 |
| Group | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Hardness (HRC) | 62.8 | 63 | 62.9 | 63.4 | 63.5 | 62.9 | 63.7 | 63.5 | 63.1 | 63.5 |
| Sampling Number | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | Standard |
| Hardness (HRC) | 61.3 | 61.4 | 60.9 | 61 | 60 | 59.8 | 58.8 | 59.7 | 54–61 |
| Serial Number | Thickness (μm) | Microhardness (HV) | Transform Values (HRC) | Effective Hardened Layer Thickness with Microhardness 520 HV1 (mm) |
|---|---|---|---|---|
| 1 | 200 | 706.33 | 60.35 | 1.5–2.5 |
| 2 | 400 | 701.4 | 60.14 | |
| 3 | 600 | 682.03 | 59.27 | |
| 4 | 800 | 682.03 | 59.27 | |
| 5 | 1000 | 698.95 | 60.04 | |
| 6 | 1200 | 706.33 | 60.35 | |
| 7 | 1400 | 691.54 | 59.71 | |
| 8 | 1600 | 668.12 | 58.61 | |
| 9 | 1800 | 656.85 | 58.08 | |
| 10 | 2000 | 561.4 | 53.03 | |
| 11 | 2200 | 412.44 | 42.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, J.; Zuo, Z.; Zhou, S.; Wang, X.; Chen, Y.; Ling, G. Study on the Compressive Stress Retention in Quenched Cam of 100Cr6 Steel Based on Coupled Thermomechanical and Metallurgical Modeling. Materials 2021, 14, 5912. https://doi.org/10.3390/ma14205912
Chen J, Zuo Z, Zhou S, Wang X, Chen Y, Ling G. Study on the Compressive Stress Retention in Quenched Cam of 100Cr6 Steel Based on Coupled Thermomechanical and Metallurgical Modeling. Materials. 2021; 14(20):5912. https://doi.org/10.3390/ma14205912
Chicago/Turabian StyleChen, Jianbin, Zhidong Zuo, Songze Zhou, Xiaofeng Wang, Yonglong Chen, and Guoping Ling. 2021. "Study on the Compressive Stress Retention in Quenched Cam of 100Cr6 Steel Based on Coupled Thermomechanical and Metallurgical Modeling" Materials 14, no. 20: 5912. https://doi.org/10.3390/ma14205912
APA StyleChen, J., Zuo, Z., Zhou, S., Wang, X., Chen, Y., & Ling, G. (2021). Study on the Compressive Stress Retention in Quenched Cam of 100Cr6 Steel Based on Coupled Thermomechanical and Metallurgical Modeling. Materials, 14(20), 5912. https://doi.org/10.3390/ma14205912