Preparation and Properties of Graphene/Nickel Composite Coating Based on Textured Surface of Aluminum Alloy



Abstract
1. Introduction
2. Experimental Procedures
2.1. Materials
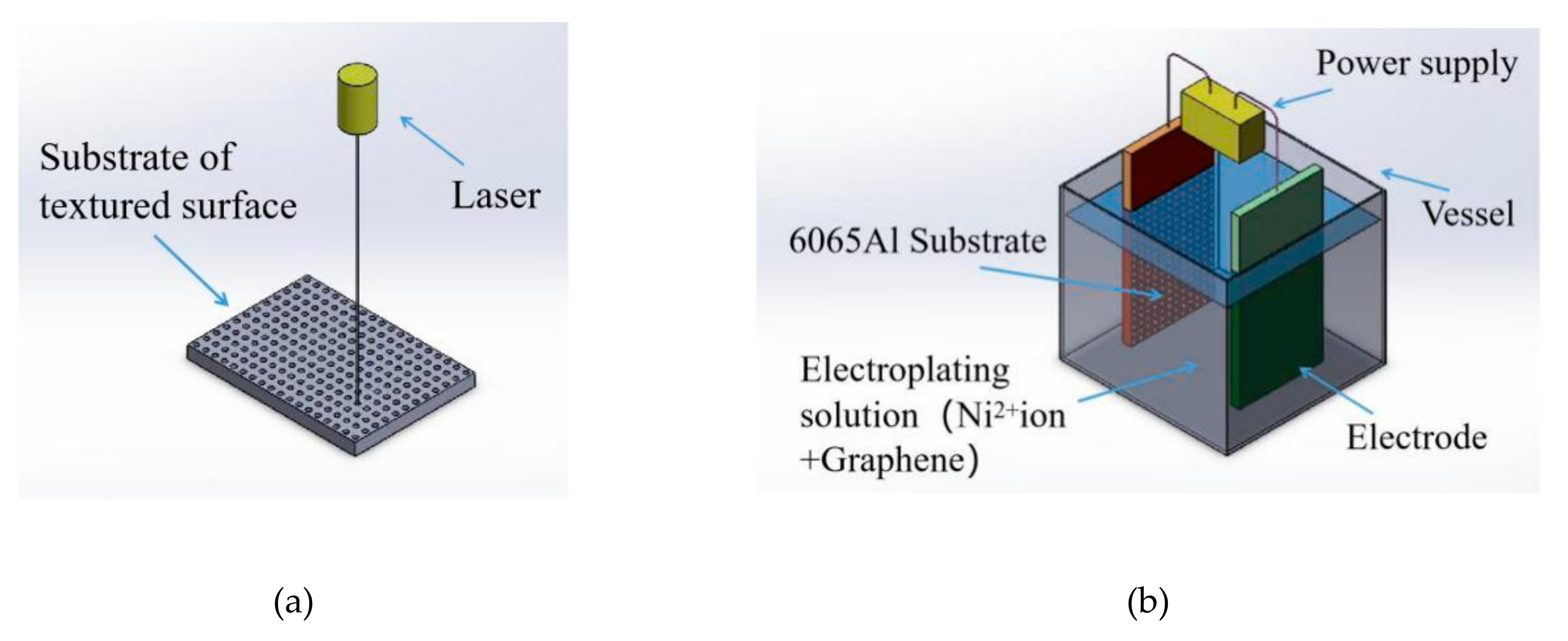
2.2. Surface Texture Construction
2.3. Electrodeposition Process
2.4. Characterization
2.4.1. Surface Morphology
2.4.2. Corrosion Resistance
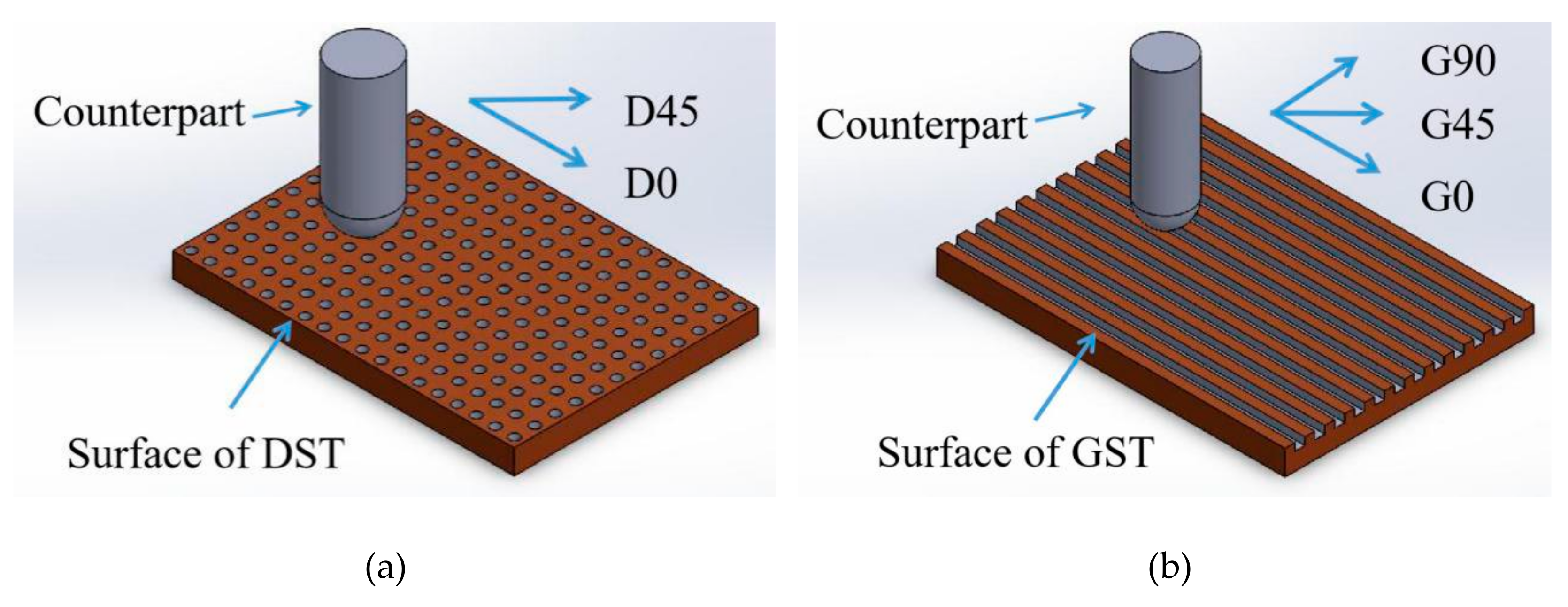
2.4.3. Friction and Wear Resistance
3. Experimental Results and Discussion
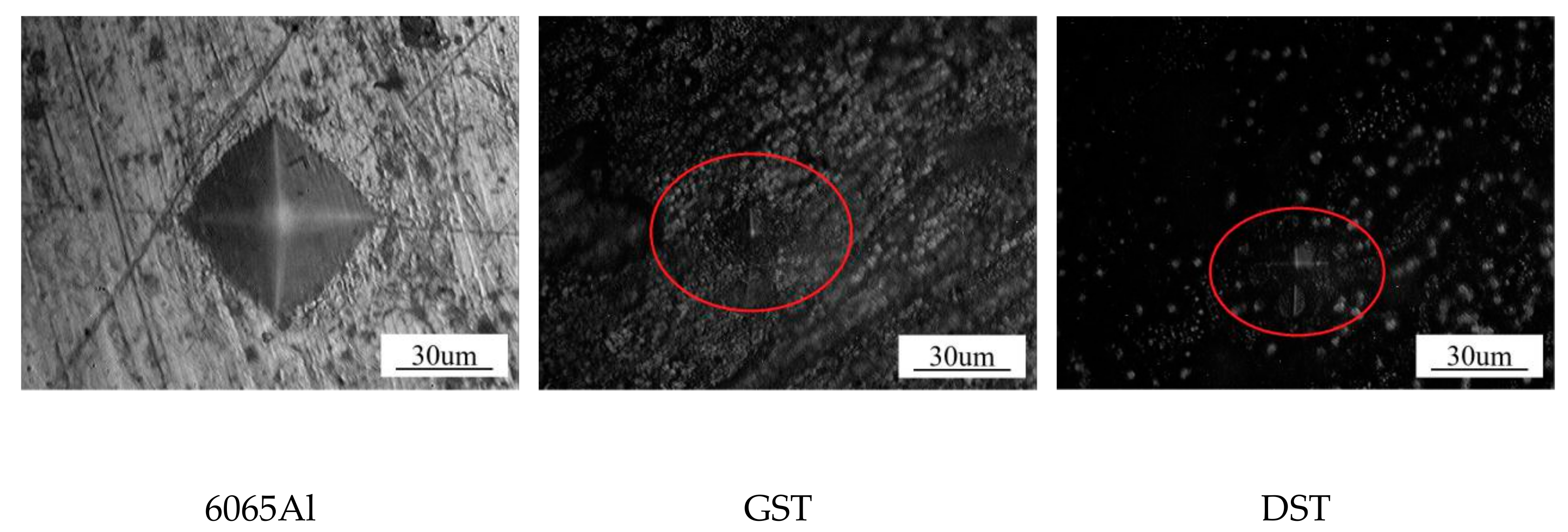
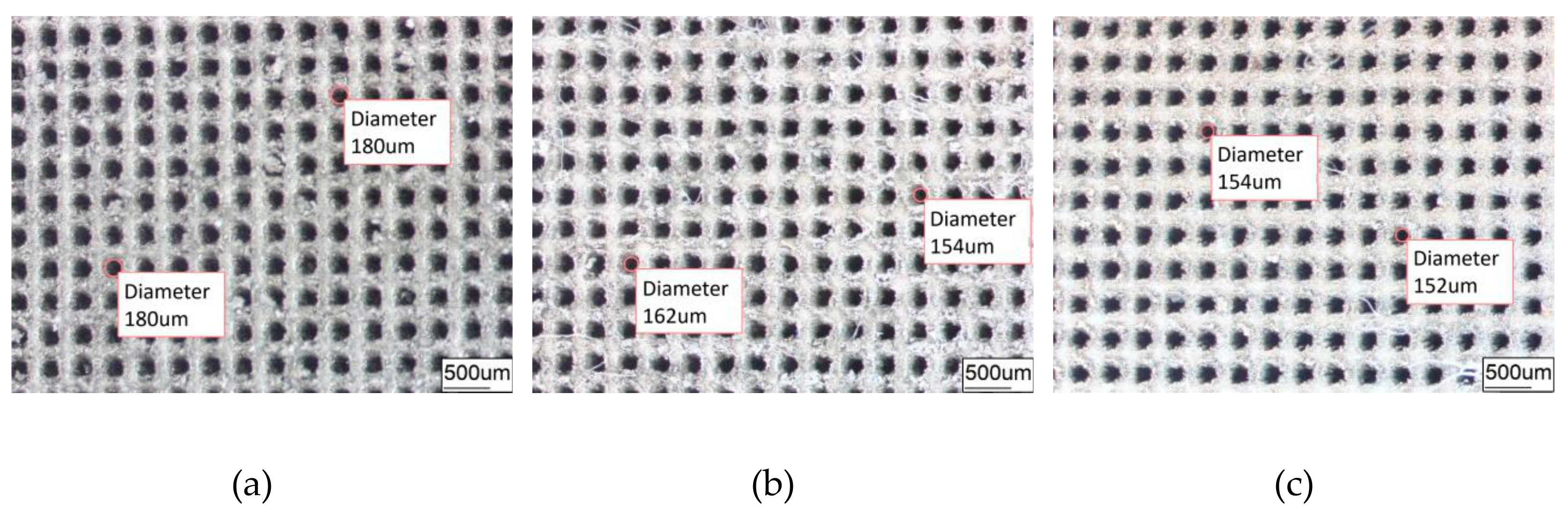
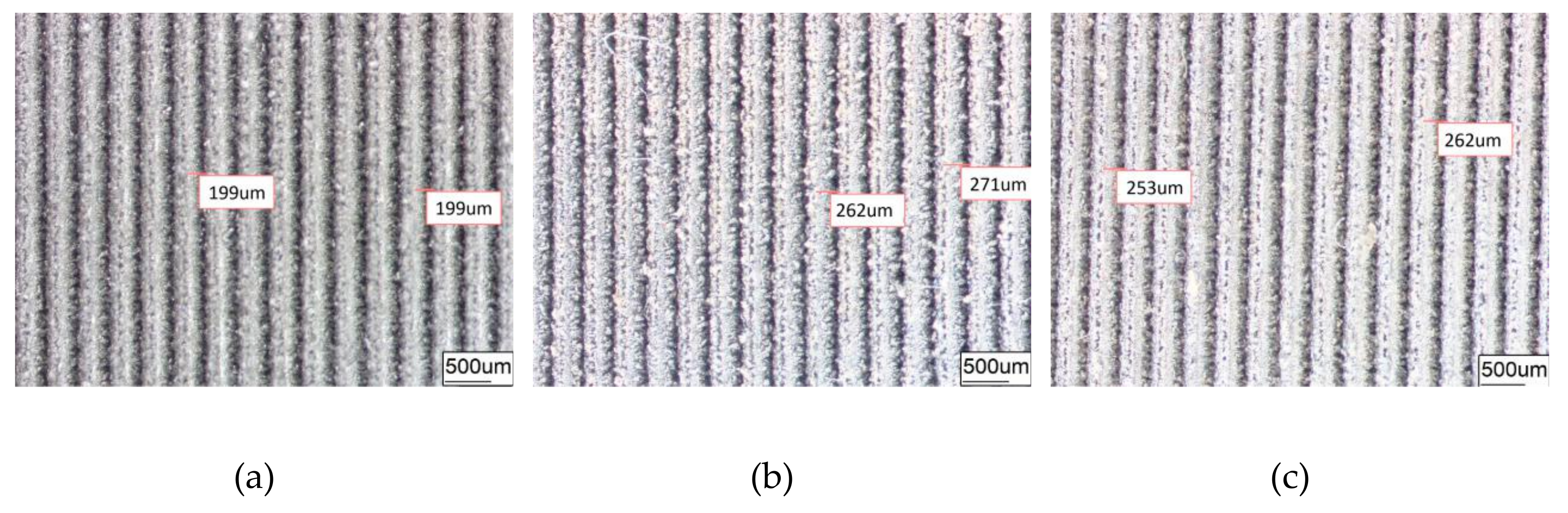
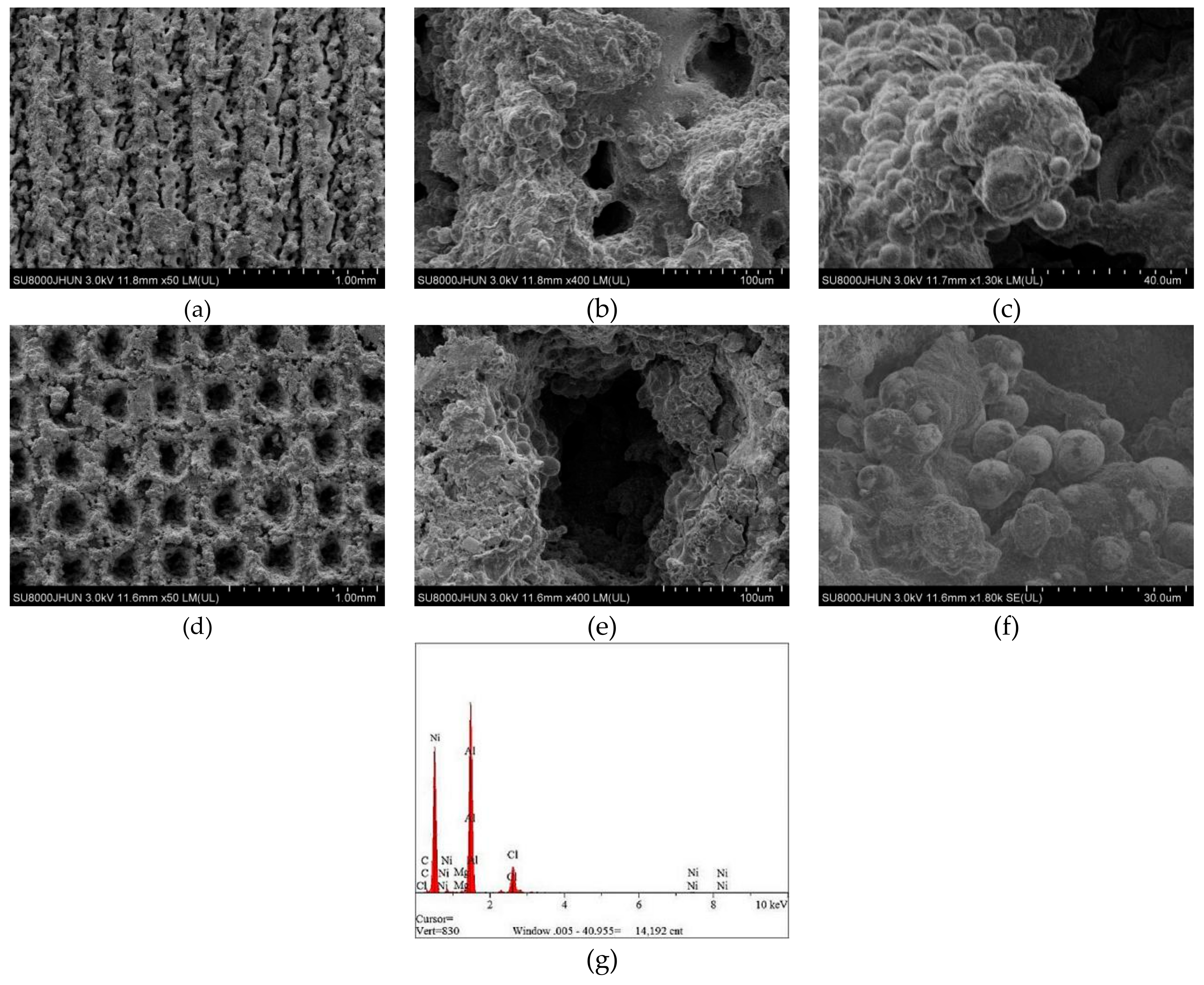
3.1. Morphologies of the Coatings and Textured Surface
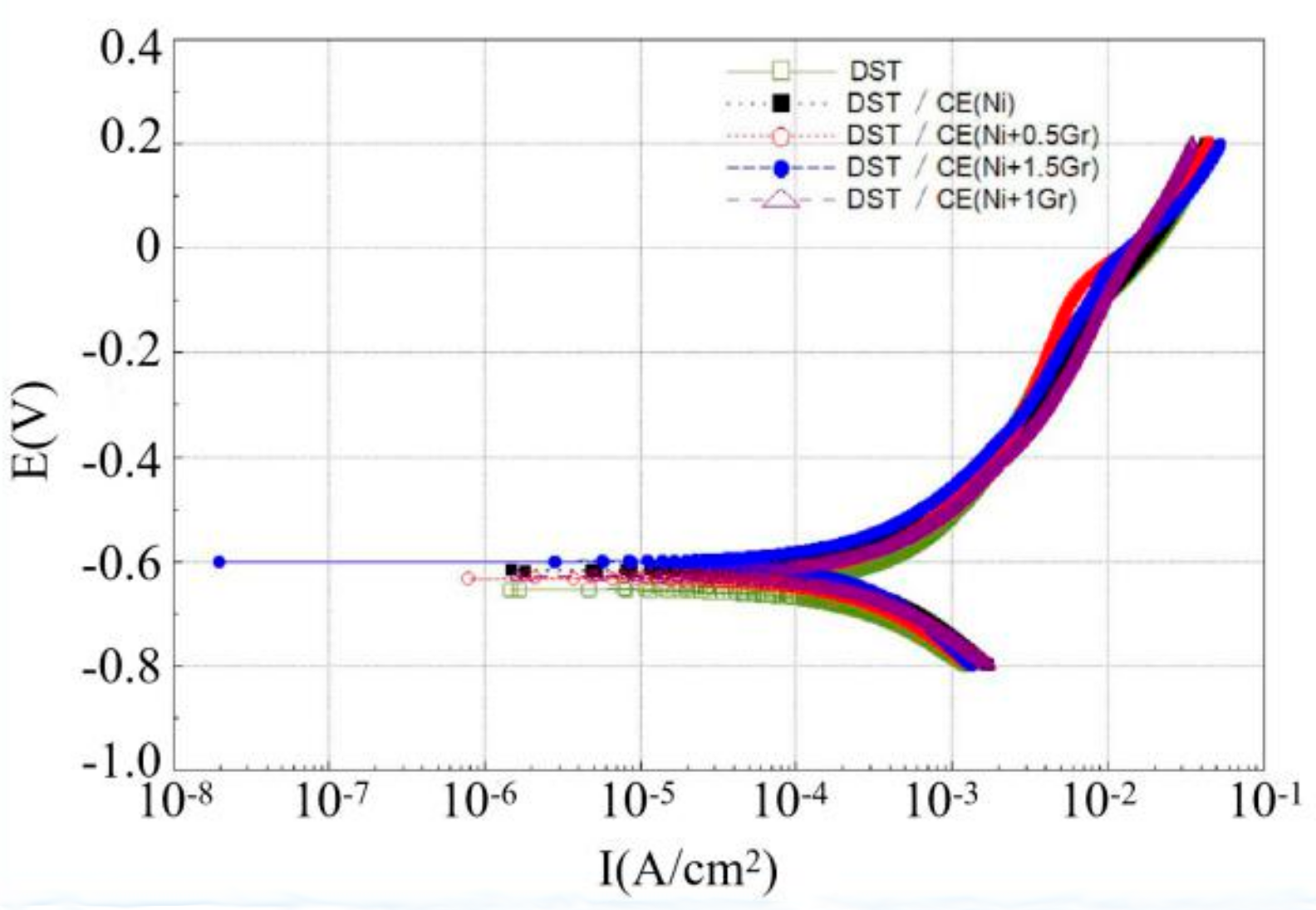
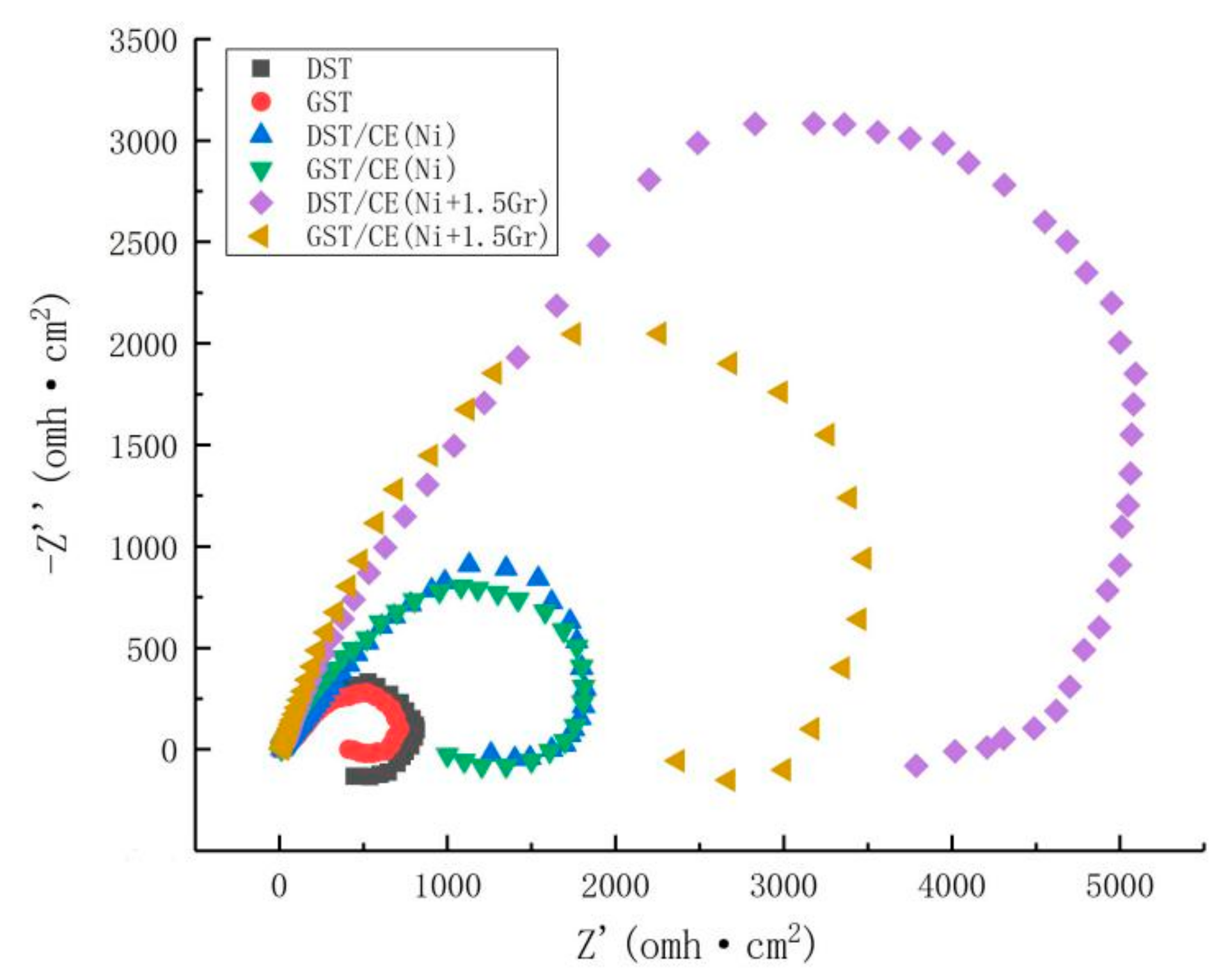
3.2. Corrosion Resistant Properties of the Electroplating Coatings
3.3. Friction and Wear Properties of the Electroplating Coatings
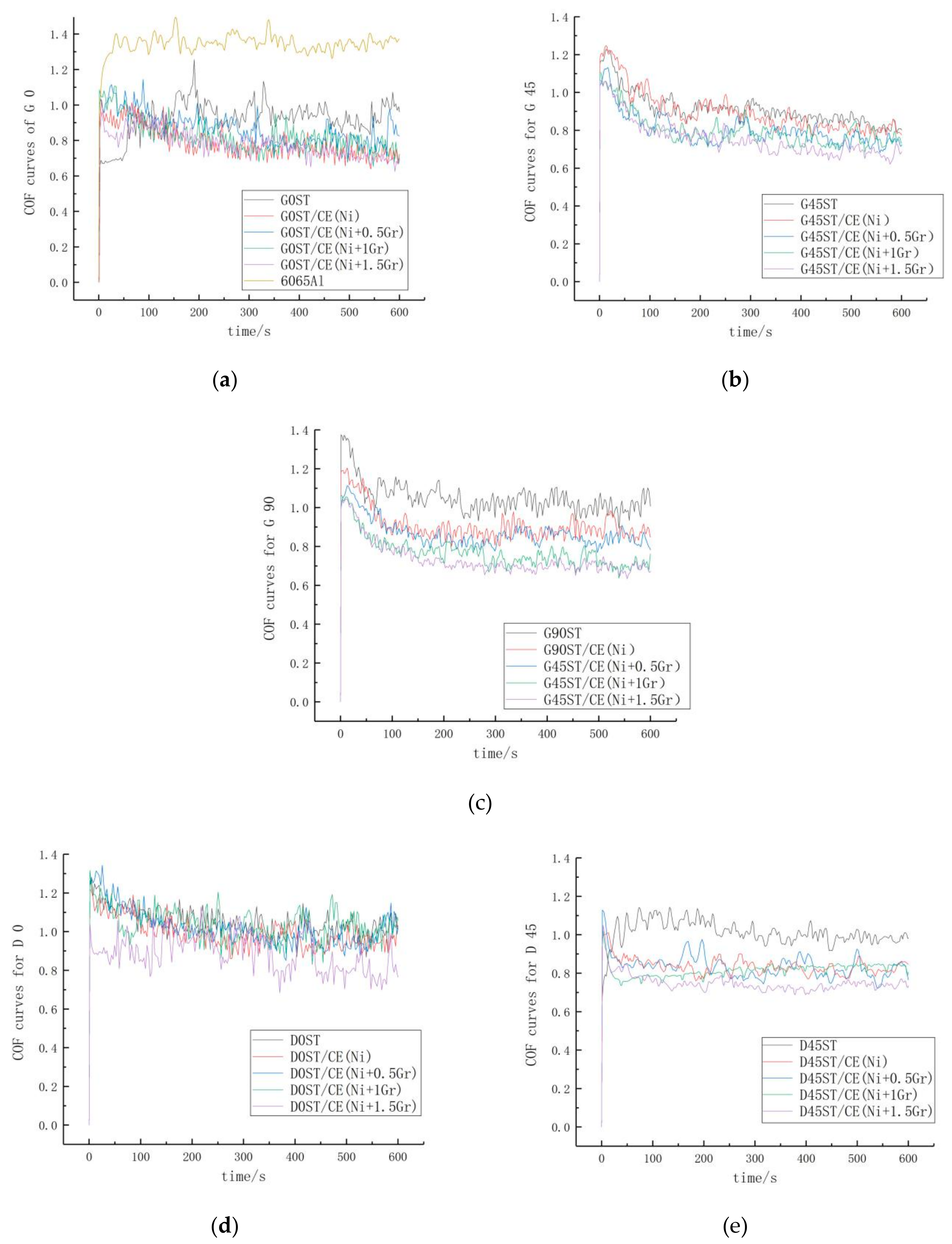
3.3.1. Coefficient of Friction
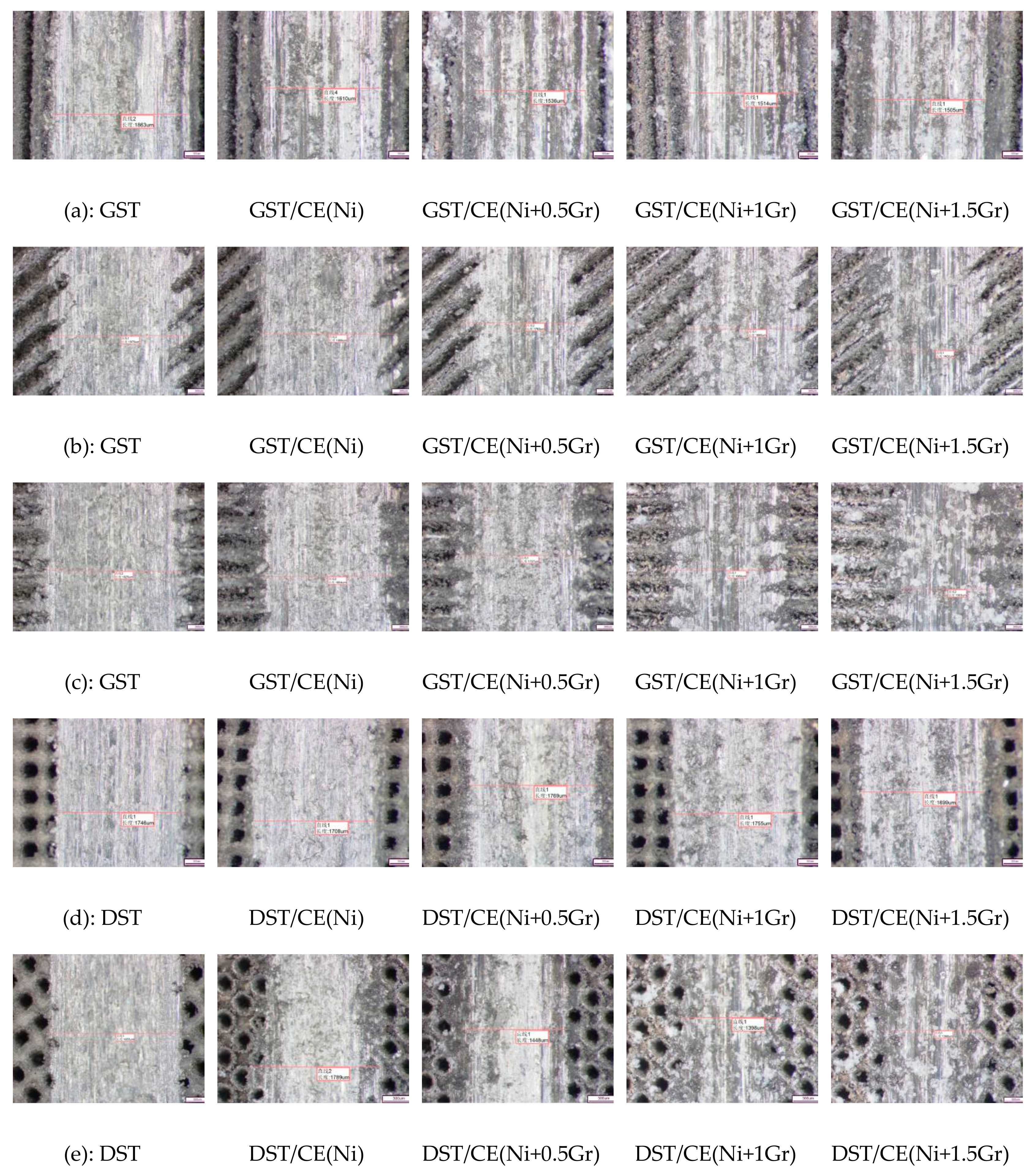
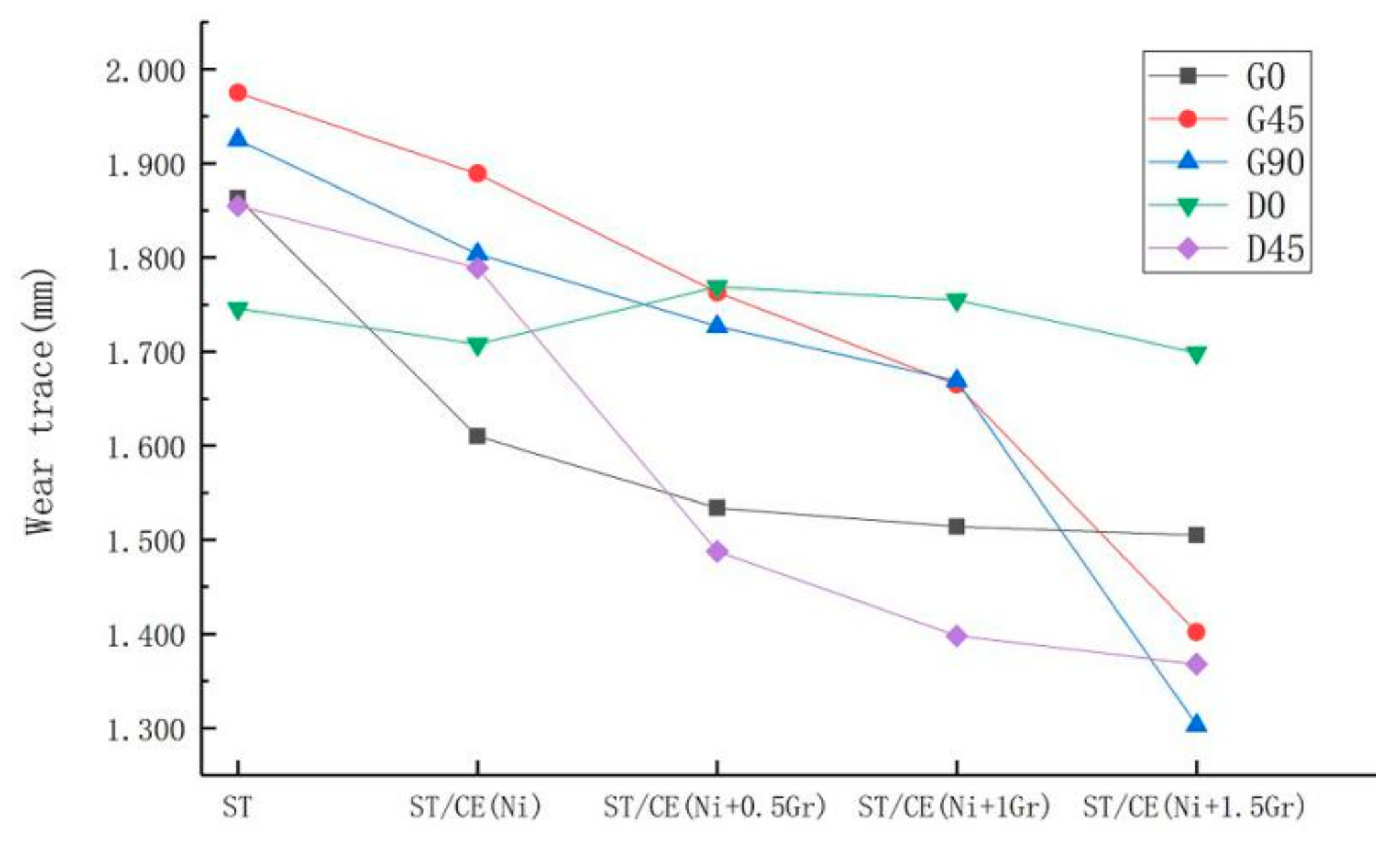
3.3.2. Wear Trace Width
4. Conclusions
- (1)
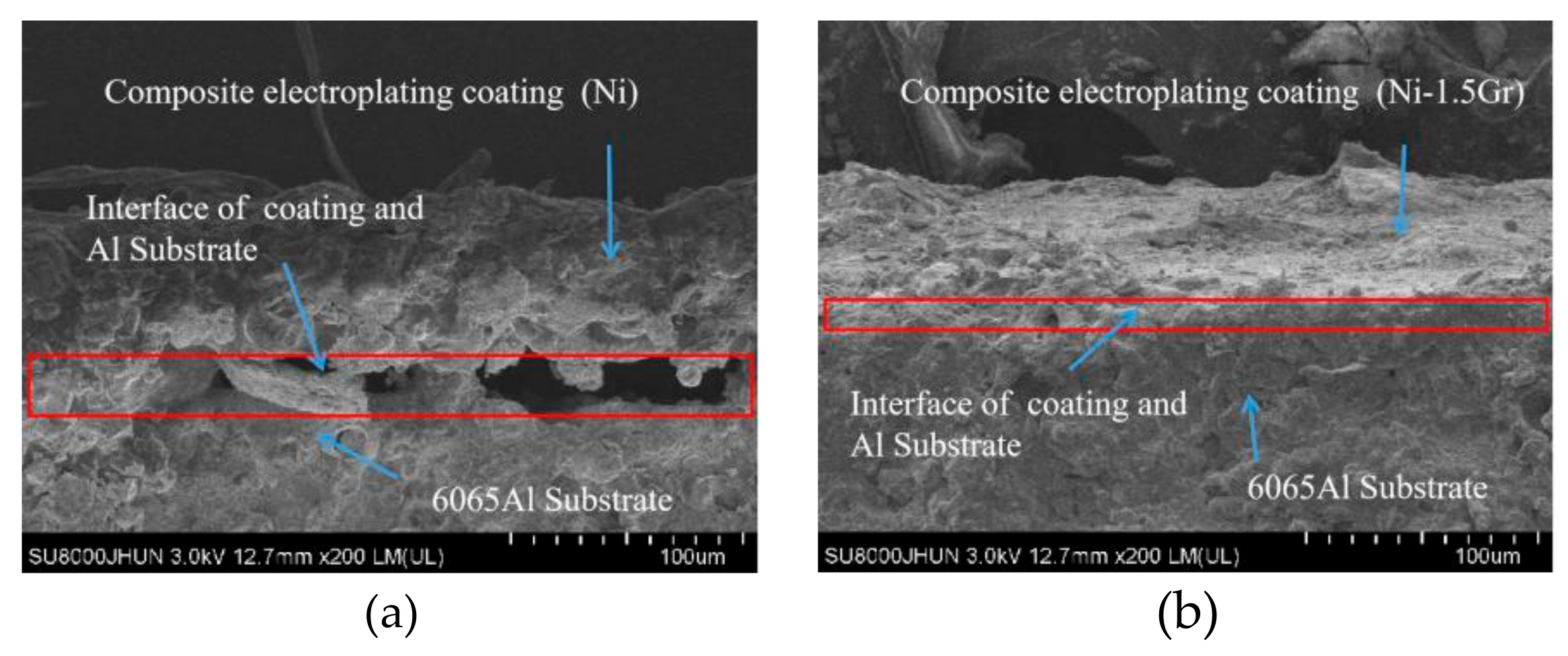
- Graphene/Ni composite electroplating coating on groove and dimple textured 6065Al surface were prepared in this paper. Sectional images of the samples show the electroplating coatings and alloy matrix are connected uniformly and tightly. Electrochemical corrosion test results show that the corrosion resistance of the dimple textured graphene/Ni composite electroplating coating is better than that of the groove textured one due to the effect of those small air pockets created by dimple textured surface.
- (2)
- Friction and wear experiments revealed that the surface friction properties are related to the texture, the amount of graphene added and the direction of friction. Anti-friction performance of the groove textured graphene/Ni composite electroplating coating is higher than that of the dimple textured one.
Author Contributions
Funding
Conflicts of Interest
References
- Zhang, B.B.; Zhao, X.; Li, Y.T.; Hou, B.R. Fabrication of durable anticorrosion superhydrophobic surfaces on aluminum substrates via a facile one-step electrodeposition approach. RSC Adv. 2016, 6, 35455–35465. [Google Scholar] [CrossRef]
- Hu, J.M.; Zhang, J.Q.; Cao, C.N. Determination of water uptake and diffusion of Cl- ion in epoxy primer on aluminum alloys in NaCl solution by electrochemical impedance spectroscopy. Prog. Org. Coat. 2003, 46, 273–279. [Google Scholar] [CrossRef]
- Zhu, Z. Surface Treatment of Al; Central South University Press: Changsha, Hunan, China, 2010. (In Chinese) [Google Scholar]
- Tang, Y.X.; Yang, X.M.; Wang, R.R.; Li, M.X. Enhancement of the mechanical properties of graphene–copper composites with graphene–nickel hybrids. Mater. Sci. Eng. A 2014, 599, 247–254. [Google Scholar] [CrossRef]
- Novoselov, K.S.; Geim, A.K.; Morozov, S.V.; Jiang, D.; Zhang, Y.; Dubonos, S.V.; Grigorieva, I.V.; Firsov, A.A. Electric field effect in atomically thin carbon films. Science 2004, 306, 666–669. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; Li, N.; Xia, H.M.; Zhang, J.Y.; Zhang, P.P.; Xu, M.T.; Ma, H.Z. Preparation and Mechanical Properties of (Ni-Fe)-Graphene Composite Coating. Adv. Eng. Mater. 2016, 10, 1716–1719. [Google Scholar] [CrossRef]
- Ren, Z.D.; Meng, N.; Shehzad, K.; Xu, Y.; Qu, S.X.; Yu, B.; Luo, J.K. Mechanical properties of nickel-graphene composites synthesized by electrochemical deposition. Nanotechnology 2015, 26. [Google Scholar] [CrossRef]
- Szeptycka, B.; Gajewska-Midzialek, A. Nickel-graphene composite coatings. Compos. Theory Pract. 2015, 15, 107–111. [Google Scholar]
- Chen, J.J.; Li, J.L.; Xiong, D.S.; Yong, H.; Ji, Y.J.; Qin, Y.K. Preparation and tribological behavior of Ni-graphene composite coating under room temperature. Appl. Surf. Sci. 2015, 361, 49–56. [Google Scholar] [CrossRef]
- Jiang, K.L.; Li, J.R.; Liu, J. Electrochemical codeposition of graphene platelets and nickel for improved corrosion resistant properties. RSC Adv. 2014, 4, 36245–36252. [Google Scholar] [CrossRef]
- Khabazian, S.; Sanjabi, S. The Effect of Multi-walled Carbon Nanotube Pretreatments on the Electrodeposition of Ni-MWCNTs Coatings. Appl. Surf. Sci. 2011, 257, 5850–5856. [Google Scholar] [CrossRef]
- Ta, V.D.; Dunn, A.; Wasley, T.J.; Li, J.; Kay, R.W.; Stringer, J.; Smith, P.J.; Esenturk, E.; Connaughton, C.; Shephard, J.D. Laser textured surface gradients. Appl. Surf. Sci. 2016, 371, 583–589. [Google Scholar] [CrossRef]
- Zhang, R.; Wan, Y.; Ai, X.; Wang, T.; Men, B. Preparation of micro-nanostructure on titanium implants and its bioactivity. Trans. Nonferr. Met. Soc. China 2016, 26, 1019–1024. [Google Scholar] [CrossRef]
- Bonse, J.; Koter, R.; Hartelt, M.; Spaltmann, D.; Pentzien, S.; Höhm, S.; Rosenfeld, A.; Krüger, J. Femtosecond laser-induced periodic surface structures on steel and titanium alloy for tribological applications. Appl. Phys. A 2014, 117, 103–110. [Google Scholar] [CrossRef]
- Shen, Y.Z.; Tao, J.; Tao, H.J.; Chen, S.L.; Pan, L.; Wang, T. Superhydrophobic Ti6Al4V surfaces with regular array patterns for anti-icing applications. RSC Adv. 2015, 5, 32813–32818. [Google Scholar] [CrossRef]
- Lin, N.M.; Li, D.L.; Zou, J.J.; Xie, R.Z.; Wang, Z.H.; Tang, B. Surface Texture-Based Surface Treatments on Ti6Al4V Titanium Alloys for Tribological and Biological Applications: A Mini Review. Materials 2018, 11, 487. [Google Scholar] [CrossRef] [PubMed]
- Xiang, D.H.; Feng, H.R.; Guo, Z.H.; Zhang, L.; Wu, B.G. Preparation technology and properties of microtexture diamond-coated tools. Int. J. Refract. Met. Hard Mater. 2018, 76, 16–24. [Google Scholar] [CrossRef]
- Anwer, A.; Bagheri, Z.S.; Fernie, G.; Dutta, T.; Naguib, H.E. Evolution of the Coefficient of Friction with Surface Wear for Advanced Surface Textured Composites. Adv. Mater. Interfaces 2017, 4. [Google Scholar] [CrossRef]
- Shajari, Y.; Bahmani, E.; Lori, A.A.; Seyedraoufi, Z.S.; Razavi, S.H.; Rabieifar, A. Fabrication of Fe–Al2O3 Composite Layer on the Surface of Carbon Steel via Gas Tungsten Arc Cladding. Surf. Eng. Appl. Electrochem. 2019, 55, 130–137. [Google Scholar] [CrossRef]
- Liu, Y.; Yin, X.M.; Zhang, J.J.; Yu, S.R.; Han, Z.W.; Ren, L.Q. A electro-deposition process for fabrication of biomimetic super-hydrophobic surface and its corrosion resistance on magnesium alloy. Electrochim. Acta 2014, 125, 395–403. [Google Scholar] [CrossRef]
- Liu, Z.Y.; Yin, W.; Tao, D.S.; Tian, Y. A glimpse of superb tribological designs in nature. Biotribology 2015, 1–2, 11–23. [Google Scholar] [CrossRef]
- Meng, K.K.; Jiang, Y.; Jiang, Z.H.; Lian, J.S.; Jiang, Q. Residual stress induced wetting variation on electric brush-plated Cu film. Chin. Phys. B 2014, 23. [Google Scholar] [CrossRef]
- Qu, N.S.; Zhu, D.; Chan, K.C. Fabrication of Ni–CeO2 nanocomposite by electrodeposition. Scr. Mater. 2006, 54, 1421–1425. [Google Scholar] [CrossRef]
- Abdul, J.; Ghulam, Y.; Waheed, Q.K.; Anwar, M.Y.; Rashid, M.K.; Muhammad, N.N.; Ghulam, M. Electrochemical deposition of nickel graphene composite coatings: Effect of deposition temperature on its surface morphology and corrosion resistance. RSC Adv. 2017, 7, 31100–31109. [Google Scholar]
- Channagiri, M.P.K.; Venkatesha, T.V.; Rajashekhara, S. Preparation and corrosion behavior of Ni and Ni-graphene composite coatings. Mater. Res. Bull. 2013, 48, 1477–1483. [Google Scholar]
- Vaezi, M.R.; Sadrnezhaad, S.K.; Nikzad, L. Electrodeposition of Ni-Si nano-commppsite coatings and evaluation of wear and corrosion resistance and electroplating characteristics. Colloids Surf. A Physicochem. Eng. Asp. 2008, 315, 176–182. [Google Scholar] [CrossRef]
- Guo, C.; Zuo, Y.; Zhao, X.H.; Zhao, J.M.; Xiong, J.P. Effects of surfactants on electrodeposition of nickel-carbon nanotubes composite coatings. Surf. Coat. Technol. 2008, 202, 3385–3390. [Google Scholar] [CrossRef]
- Li, J.L.; Chen, J.J.; Xiong, D.S.; Zhang, Y.K.; Qin, J.K.; He, Y. Tribology Behavior of Graphene Containing Ni-Based Composite Coating under Room Temperature. Key Eng. Mater. 2015, 642, 30–33. [Google Scholar] [CrossRef]
- Liu, T.; Chen, S.G.; Cheng, S.; Tian, J.T.; Chang, X.T.; Yin, Y.S. Corrosion behavior of super-hydrophobic surface on copper in seawater. Electrochim. Acta 2007, 52, 8003–8007. [Google Scholar] [CrossRef]
- Balaraju, J.N.; Selvi, V.E.; Rajam, K.S. Electrochemical behavior of low phosphorus electroless Ni–P–Si3N4 composite coatings. Mater. Chem. Phys. 2010, 120, 546–551. [Google Scholar] [CrossRef]
- Chen, Z.K.; Lu, S.C.; Song, X.B.; Zhang, H.F.; Yang, W.S.; Zhou, H. Effects of bionic units on the fatigue wear of gray cast iron surface with different shapes and distributions. Opt. Laser Technol. 2015, 66, 166–174. [Google Scholar] [CrossRef]
- Meng, C.; Zhou, H.; Cong, D.L.; Wang, C.W.; Zhang, P.; Zhang, Z.H.; Ren, L.Q. Effect of biomimetic non-smooth unit morphology on thermal fatigue behavior of H13 hot-work tool steel. Opt. Laser Technol. 2012, 44, 850–859. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cu | Fe | Mg | Si | Zn | Ti | Bi | Zr | Mn | Al |
|---|---|---|---|---|---|---|---|---|---|
| 0.274 | 0.4 | 1.028 | 0.609 | 0.06 | 0.06 | 1.25 | 0.12 | 0.05 | 96.11 |
| Shape | Size of Shape (mm) | Distribution (μm) | Sketch | ||
|---|---|---|---|---|---|
| Diameter | Striate Width | Gap | |||
| DST | 20 × 20 | 200 | — | 200 |  |
| GST | — | 200 |  | ||
| Component of the electrolyte | Nickel ammonium sulfamate tetrahydrate: 350 g/L |
| Nickel chloride: 10 g/L | |
| Boric acid: 20 g/L | |
| Citric acid: 5 g/L | |
| Sodium dodecyl benzene sulfonate: 0.015 g/L | |
| Deionized water: 450 ml g/L | |
| Electroplating processing parameter | Current density: 13.75 A/dm2 |
| Electroplating time: 5 min | |
| Electroplating temperature: 40 °C | |
| Stirring speed: 300 rpm | |
| Drying temperature: 200 °C; Drying time: 0.5 min |
| Sample | Ecorr/mV | Icorr/(μA/cm2) | Sample | Ecorr/mV | Icorr/(μA/cm2) |
|---|---|---|---|---|---|
| DST | −655.44 | 469.92 | GST | −675.48 | 688.7 |
| DST/CE(Ni) | −618.63 | 468.68 | GST/CE(Ni) | −643.1 | 397.11 |
| DST/CE(Ni+0.5Gr) | −634.04 | 457.39 | GST/CE(Ni+0.5Gr) | −659.69 | 448.98 |
| DST/CE(Ni+1Gr) | −629.84 | 415.84 | GST/CE(Ni+1Gr) | −649.11 | 407.4 |
| DST/CE(Ni+1.5Gr) | −601.69 | 397.18 | GST/CE(Ni+1.5Gr) | −629.69 | 404.58 |
| Sample | G0 | G45 | G90 | D0 | D45 |
|---|---|---|---|---|---|
| ST | 0.889 | 0.909 | 1.049 | 1.045 | 1.012 |
| ST/CE(Ni) | 0.789 | 0.895 | 0.907 | 0.989 | 0.8358 |
| ST/CE(Ni+0.5Gr) | 0.864 | 0.799 | 0.865 | 1.039 | 0.8323 |
| ST/CE(Ni+1Gr) | 0.824 | 0.797 | 0.786 | 1.019 | 0.8143 |
| ST/CE(Ni+1.5Gr) | 0.777 | 0.755 | 0.735 | 0.892 | 0.7492 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, L.; Wang, R.; Gen, M.; Lu, L.; Han, G. Preparation and Properties of Graphene/Nickel Composite Coating Based on Textured Surface of Aluminum Alloy. Materials 2019, 12, 3240. https://doi.org/10.3390/ma12193240
Xu L, Wang R, Gen M, Lu L, Han G. Preparation and Properties of Graphene/Nickel Composite Coating Based on Textured Surface of Aluminum Alloy. Materials. 2019; 12(19):3240. https://doi.org/10.3390/ma12193240
Chicago/Turabian StyleXu, Linhong, Ruidong Wang, Meijie Gen, Luhua Lu, and Guangchao Han. 2019. "Preparation and Properties of Graphene/Nickel Composite Coating Based on Textured Surface of Aluminum Alloy" Materials 12, no. 19: 3240. https://doi.org/10.3390/ma12193240
APA StyleXu, L., Wang, R., Gen, M., Lu, L., & Han, G. (2019). Preparation and Properties of Graphene/Nickel Composite Coating Based on Textured Surface of Aluminum Alloy. Materials, 12(19), 3240. https://doi.org/10.3390/ma12193240