
Design and Large Temperature Jump Testing of a Modular Finned-Tube Carbon–Ammonia Adsorption Generator for Gas-Fired Heat Pumps



Abstract

1. Introduction
1.1. Gas-Fired Heat Pumps
1.2. Working Pair Selection
1.3. Development Challenges
- -
- Plate type
- -
- Flat tube and fin
- -
- Round tube and fin.
1.4. Aim of the Study
2. Materials and Methods
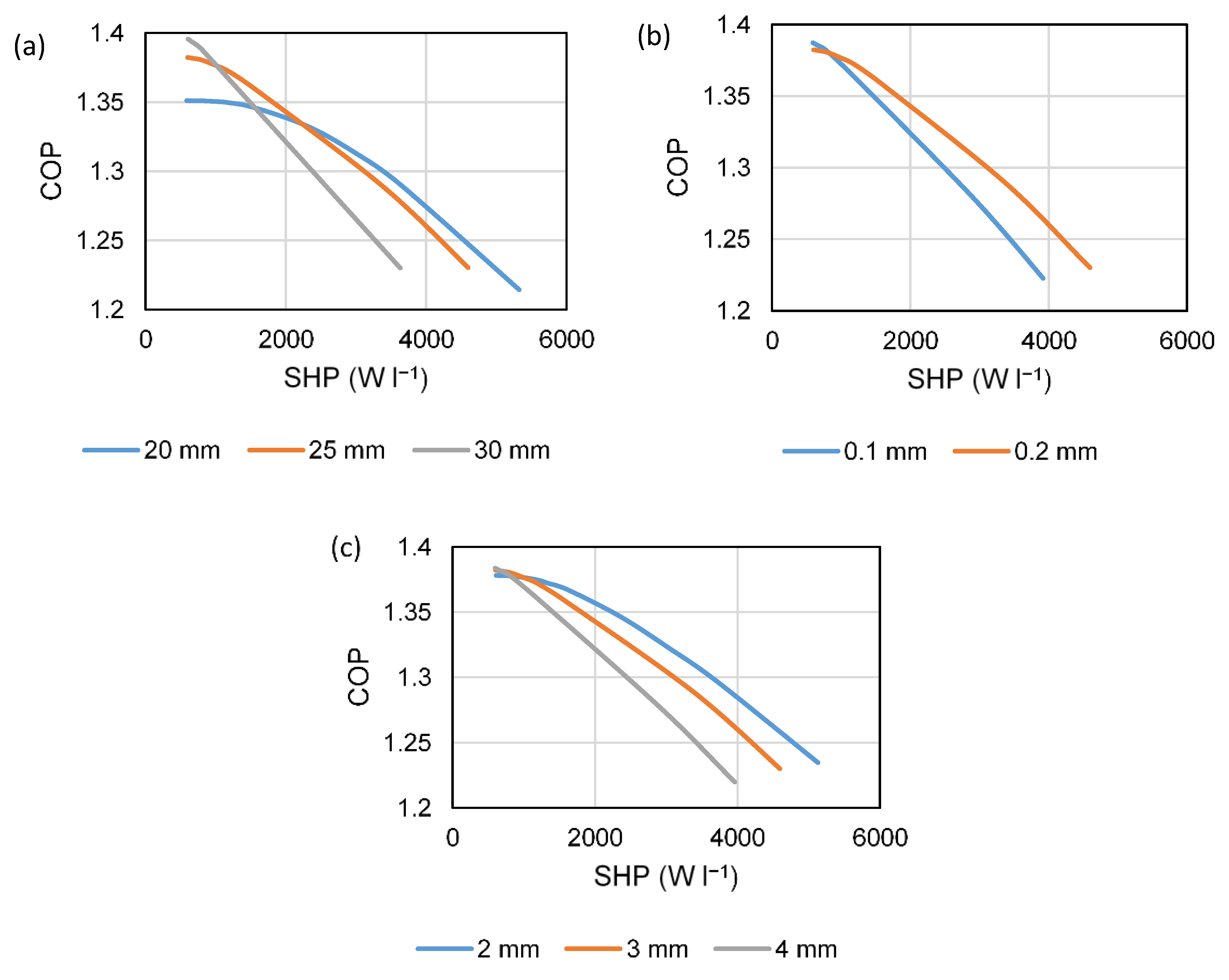
2.1. Preliminary Modelling and Design Parameters
2.2. Active Carbon Adsorbent
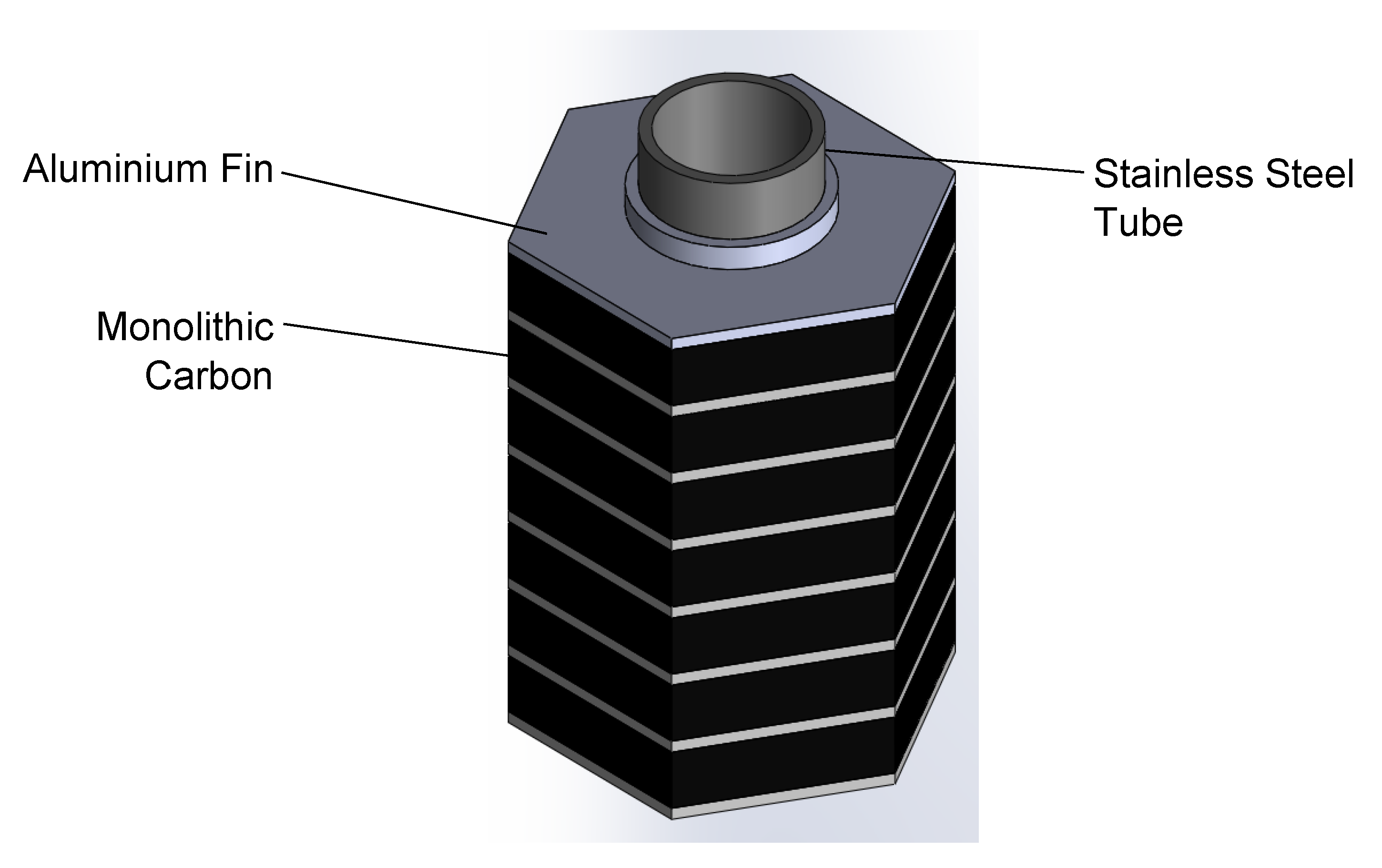
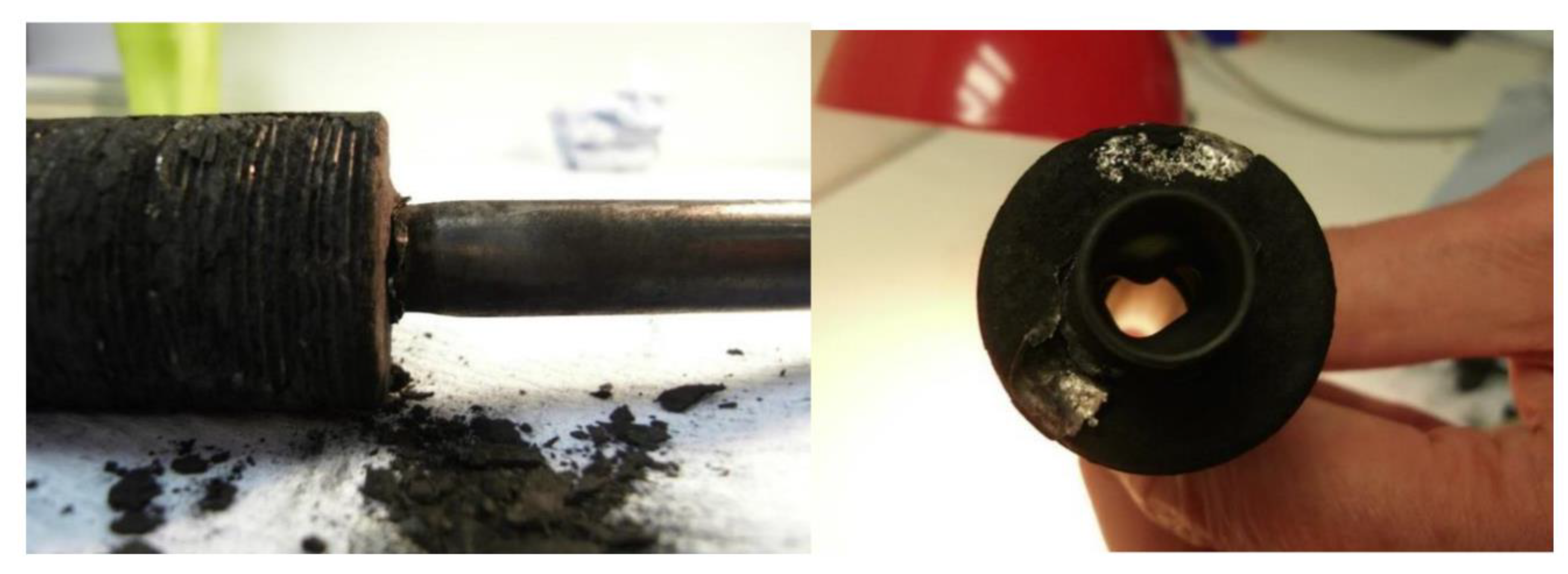
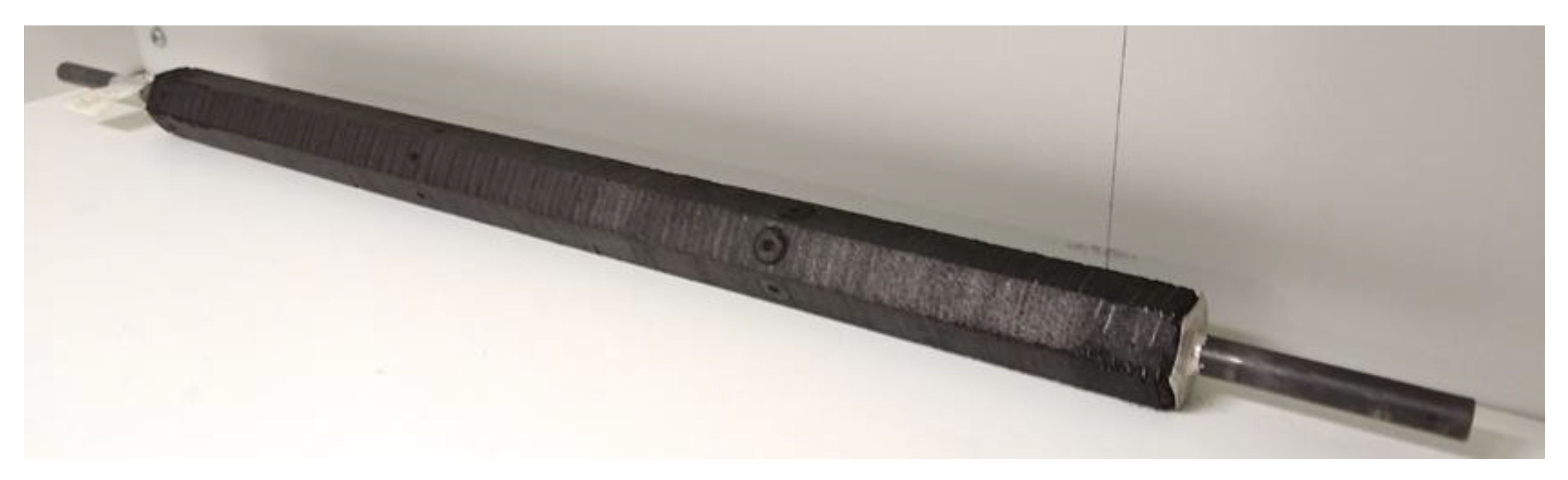
2.3. Module Manufacture
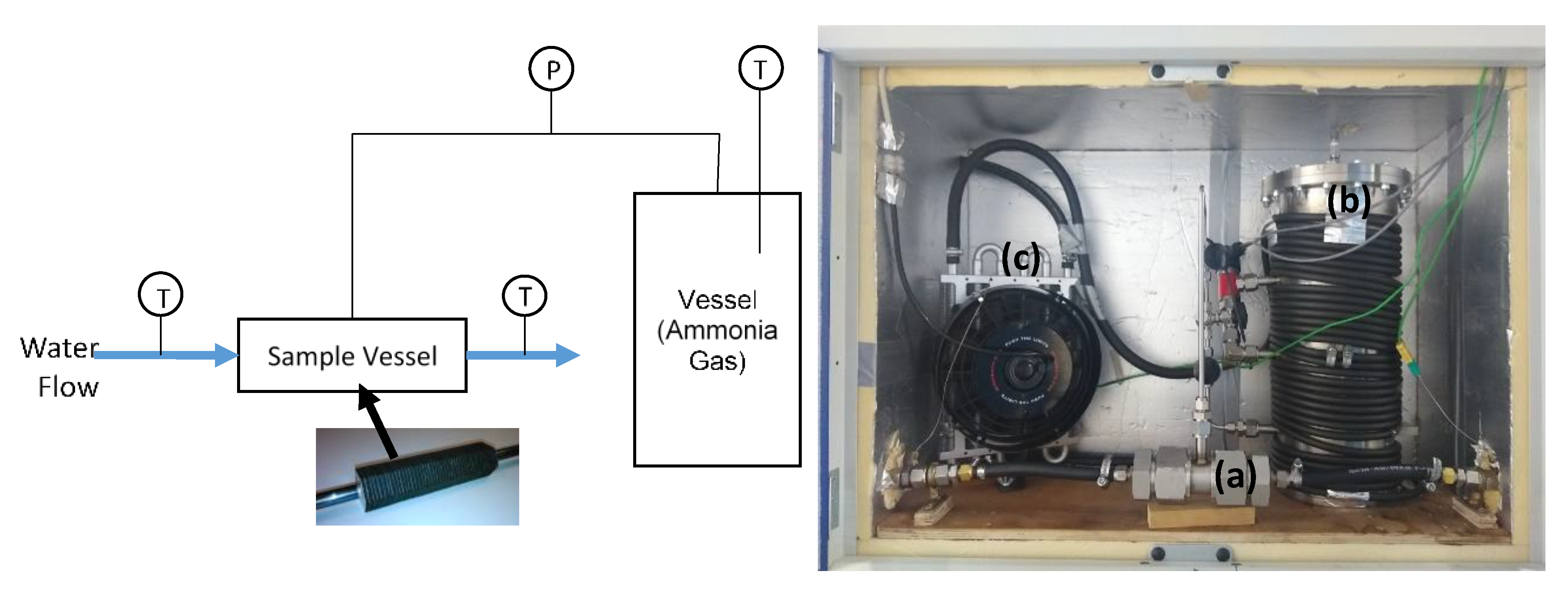
2.4. Large Temperature Jump Apparatus
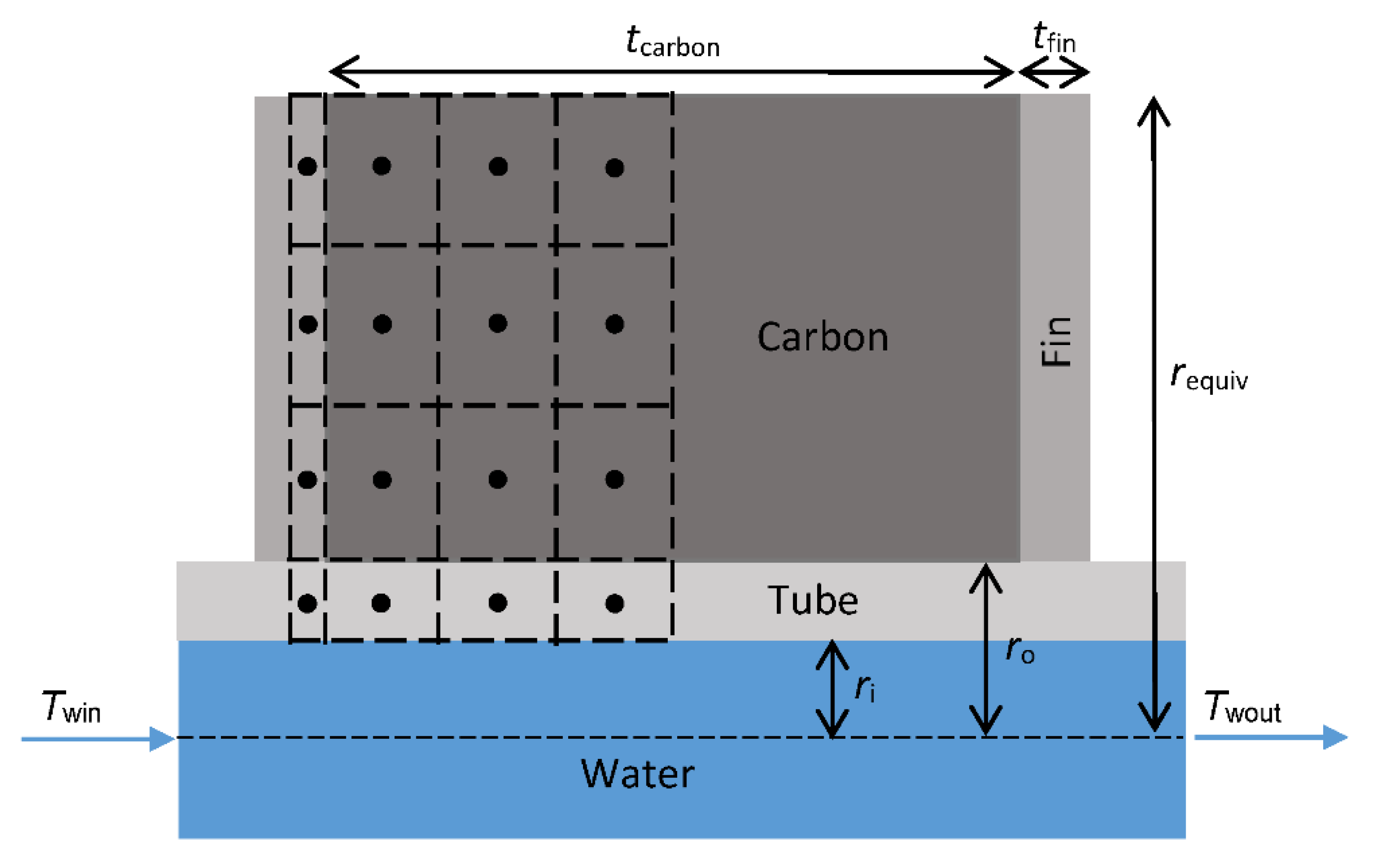
2.5. Large Temperature Jump Model
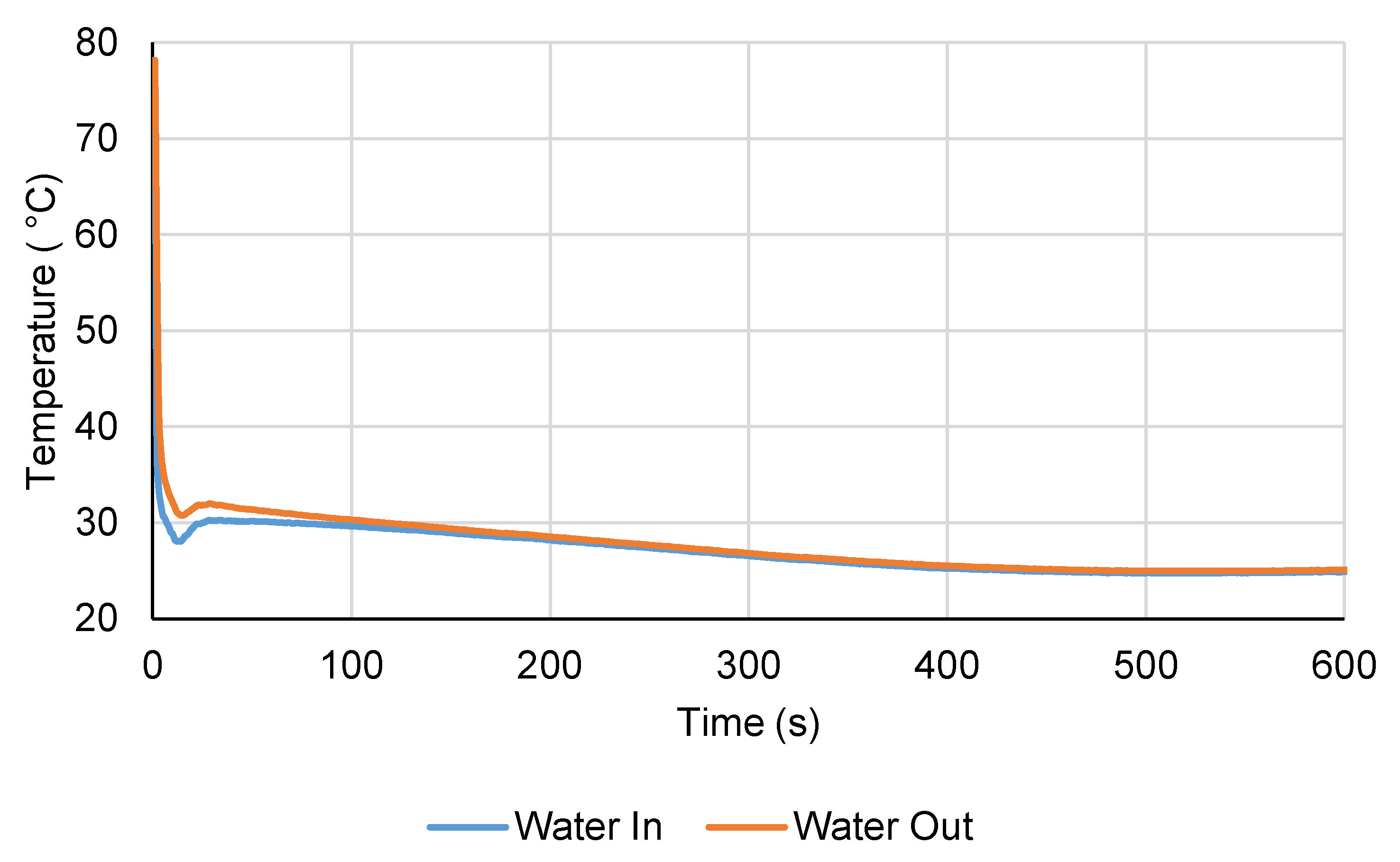
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature and Subscripts
| Symbol | Unit | Description |
| η | - | Efficiency |
| ν | m3 kg−1 | Specific volume |
| C | - | Slope of ammonia saturation line on a Clapeyron diagram |
| Hads | J kg−1 | Heat of adsorption |
| h | W m−2 K−1 | Heat transfer coefficient |
| k | W m−1 K−1 | Thermal conductivity |
| l | m | Length (axial direction) |
| K | - | D-A equation coefficient |
| n | - | D-A equation exponent |
| p | Pa | Pressure |
| Q | J | Heat |
| W | Rate of heat flow | |
| T | K | Temperature |
| V | m3 | Volume |
| x | kg kg−1 | Adsorbate concentration |
| Subscripts | Description | |
| 0 | Limiting value | |
| ads | Adsorption | |
| AF | Across flats | |
| cell | Finite difference cell | |
| cond | Condenser | |
| fluerecov | Flue gas heat recovery | |
| HTin | High temperature input | |
| sat | Saturation | |
| w | Water | |
| wall | Tube wall | |
| win | Water inlet | |
| wout | Water outlet | |
References
- Ürge-Vorsatz, D.; Cabeza, L.F.; Serrano, S.; Barr, C. Heating and cooling energy trends and drivers in buildings. Renew. Sustain. Energy Rev. 2015, 41, 85–98. [Google Scholar] [CrossRef]
- Intergovernmental Panel on Climate Change. Climate Change 2014 Mitigation of Climate Change Working Group III Contribution to the Fifth Assessment Report of the Intergovernmental Panel on Climate Change; Cambridge University Press: Cambridge, UK, 2014; ISBN 978-1-107-65481-5. [Google Scholar]
- Delta-EE. IEA HPT Programme Annex 42: Heat Pumps in Smart Grids Task 4: Roadmap, IEA Heat Pump Centre; Report No. HPT-AN42-1; Sweden, 2018; ISBN 978-91-88695-05-5. [Google Scholar]
- Lapsa, M.V.; Khowailed, G.; Sikes, K.; Baxter, V. Heat Pumps in North America—2017 Regional Report. In Proceedings of the 12th IEA Heat Pump Conference, Rotterdam, The Netherlands, 1–30 June 2017; ISBN 978-90-9030412-0. [Google Scholar]
- Baxter, V.; Sikes, K.; Domitrovic, R. IEA HPP Annex 42 Heat Pumps in Smart Grids—Task 1 Market Overview United States; ORNL/TM-2014/73; 2014. Available online: https://info.ornl.gov/sites/publications/files/Pub48773.pdf (accessed on 4 June 2021).
- BSRIA. World Heating: Domestic & Commercial Boilers 2020; 2020; Available online: https://www.bsria.com/uk/market-intelligence/market_reports/heating/ (accessed on 4 June 2021).
- Heat Pump Centre. Annex 43 Fuel Driven Sorption Heat Pumps Final Report; Report No. HPT-AN43-1; Sweden, 2020; ISBN 978-91-89167-50-6. [Google Scholar]
- Wittstadt, U.; Füldner, G.; Vasta, S.; Volmer, R.; Bendix, P.; Schnabel, L.; Mittelbach, W. Adsorption Heat Pumps and Chillers—Recent Developments for Materials and Components. In Proceedings of the 12th IEA Heat Pump Conference, Rotterdam, The Netherlands, 1–30 June 2017; ISBN 978-90-9030412-0. [Google Scholar]
- Füldner, G. ADOSO—Gas Adsorption Heat Pump with a Crystalline Zeolite Heat Exchanger and a Novel Evaporator-condenser Device, German Federal Ministry of Economic Affairs and Energy (BMWi) Project; 2017; Available online: https://www.ise.fraunhofer.de/en/research-projects/adoso.html (accessed on 4 June 2021).
- Aprile, M.; Scoccia, R.; Toppi, T.; Guerra, M.; Motta, M. Modelling and experimental analysis of a GAX NH3-H2O gas-driven absorption heat pump. Int. J. Refrig. 2016, 66, 145–155. [Google Scholar] [CrossRef]
- Garrabrant, M.; Stout, R.; Blaylock, M.; Keinath, C. Residential and Commercial Capacity Absorption Heat Pumps for Space and Domestic Water Heating Applications. In Proceedings of the 12th IEA Heat Pump Conference, Rotterdam, The Netherlands, 1–30 June 2017; ISBN 978-90-9030412-0. [Google Scholar]
- Blackman, C.; Bales, C.; Thorin, E. Experimental Evaluation and Concept Demonstration of a Novel Modular Gas-Driven Sorption Heat Pump. In Proceedings of the 12th IEA Heat Pump Conference, Rotterdam, The Netherlands, 1–30 June 2017; ISBN 978-90-9030412-0. [Google Scholar]
- Gluesenkamp, K.R.; Frazzica, A.; Velte, A.; Metcalf, S.J.; Yang, Z.; Rouhani, M.; Blackman, C.; Qu, M.; Laurenz, E.; Rivero-Pacho, A.; et al. Experimentally measured thermal masses of adsorption heat exchangers. Energies 2020, 13, 1150. [Google Scholar] [CrossRef]
- Wang, R.; Xia, Z.; Wang, L.; Lu, Z.; Li, S.; Li, T.; Wu, J.; He, S. Heat transfer design in adsorption refrigeration systems for efficient use of low-grade thermal energy. Energy 2011, 36, 5425–5439. [Google Scholar] [CrossRef]
- Tamainot-Telto, Z.; Metcalf, S.; Critoph, R. Novel compact sorption generators for car air conditioning. Int. J. Refrig. 2009, 32, 727–733. [Google Scholar] [CrossRef][Green Version]
- Mikhaeil, M.; Gaderer, M.; Dawoud, B. On the development of an innovative adsorber plate heat exchanger for adsorption heat transformation processes; an experimental and numerical study. Energy 2020, 207, 118272. [Google Scholar] [CrossRef]
- Sapienza, A.; Brancato, V.; Aristov, Y.; Vasta, S. Plastic heat exchangers for adsorption cooling: Thermodynamic and dynamic performance. Appl. Therm. Eng. 2021, 188, 116622. [Google Scholar] [CrossRef]
- Sapienza, A.; Santamaria, S.; Frazzica, A.; Freni, A. Influence of the management strategy and operating conditions on the performance of an adsorption chiller. Energy 2011, 36, 5532–5538. [Google Scholar] [CrossRef]
- Frazzicaa, A.; Palombaa, V.; Dawoud, B.; Gullì, G.; Brancato, V.; Sapienza, A.; Vasta, S.; Freni, A.; Costa, F.; Restuccia, G. Design, realization and testing of an adsorption refrigerator based on activated carbon/ethanol working pair. Appl. Energy 2016, 174, 15–24. [Google Scholar] [CrossRef]
- Freni, A.; Bonaccorsi, L.; Calabrese, L.; Caprì, A.; Frazzica, A.; Sapienzaa, A. SAPO-34 coated adsorbent heat exchanger for adsorption chillers. Appl. Therm. Eng. 2015, 82, 1–7. [Google Scholar] [CrossRef]
- Bendix, P.; Füldner, G.; Möllers, M.; Kummer, H.; Schnabel, L.; Henninger, S.; Henning, H.-M. Optimization of power density and metal-to-adsorbent weight ratio in coated adsorbers for adsorptive heat transformation applications. Appl. Therm. Eng. 2017, 124, 83–90. [Google Scholar] [CrossRef]
- Li, S.; Xia, Z.; Wu, J.; Li, J.; Wang, R.; Wang, L. Experimental study of a novel CaCl2/expanded graphite-NH3 adsorption refrigerator. Int. J. Refrig. 2010, 33, 61–69. [Google Scholar] [CrossRef]
- Sharafian, A.; Mahdi, S.; Mehr, N.; Thimmaiah, P.; Huttema, W.; Bahrami, M. Effects of adsorbent mass and number of adsorber beds on the performance of a waste heat-driven adsorption cooling system for vehicle air conditioning applications. Energy 2016, 112, 481–493. [Google Scholar] [CrossRef]
- Jiang, L.; Wang, L.; Liu, C.; Wang, R. Experimental study on a resorption system for power and refrigeration cogeneration. Energy 2016, 97, 182–190. [Google Scholar] [CrossRef]
- Rocky, K.A.; Pal, A.; Rupam, T.H.; Palash, M.L.; Saha, B.B. Recent advances of composite adsorbents for heat transformation applications. Therm. Sci. Eng. Prog. 2021, 23, 100900. [Google Scholar] [CrossRef]
- Wang, K.; Wu, J.; Wang, R.; Wang, L. Composite adsorbent of CaCl2 and expanded graphite for adsorption ice maker on fishing boats. Int. J. Refrig. 2006, 29, 199–210. [Google Scholar] [CrossRef]
- Wang, W.L.; Tamainot-Telto, Z.; Thorpe, R.; Critoph, R.E.; Metcalf, S.J.; Wang, R.Z. Study of thermal conductivity, permeability, and adsorption performance of consolidated composite activated carbon adsorbent for refrigeration. Renew. Energy 2011, 36, 2062–2066. [Google Scholar] [CrossRef]
- Wittstadt, U.; Füldner, G.; Andersen, O.; Herrmann, R.; Schmidt, F. A New Adsorbent Composite Material Based on Metal Fiber Technology and Its Application in Adsorption Heat Exchangers. Energies 2015, 8, 8431–8446. [Google Scholar] [CrossRef]
- Velte, A.; Weise, J.; Laurenz, E.; Baumeister, J.; Füldner, G. Zeolite NaY-Copper Composites Produced by Sintering Processes for Adsorption Heat Transformation—Technology, Structure and Performance. Energies 2021, 14, 1958. [Google Scholar] [CrossRef]
- Tamainot-Telto, Z.; Critoph, R.E. Monolithic carbon for sorption refrigeration and heat. Appl. Therm. Eng. 2001, 21, 37–52. [Google Scholar] [CrossRef]
- Tamainot-Telto, Z.; Critoph, R.E. Thermophysical properties of monolithic carbon. Int. J. Heat Mass Transf. 2000, 43, 2053–2058. [Google Scholar] [CrossRef]
- Aristov, Y.; Dawoud, B.; Glazneva, I.; Elyasc, A. A new methodology of studying the dynamics of water sorption/desorption under real operating conditions of adsorption heat pumps: Experiment. Int. J. Heat Mass Transf. 2008, 51, 4966–4972. [Google Scholar] [CrossRef]
- Rivero-Pacho, A.M.; Critoph, R.E.; Metcalf, S.J. Modelling and development of a generator for a domestic gas-fired. Renew. Energy 2017, 110, 180–185. [Google Scholar] [CrossRef]
- Critoph, R.E. Adsorption Refrigerators and Heat Pumps, in Carbon Materials for Advanced Technologies; Elsevier: Amsterdam, The Netherlands, 1999. [Google Scholar]
- Turner, L. Improvement of Activated Charcoal-Ammonia Adsorption Heat Pumping/Refrigeration Cycles. Investigation of Porosity and Heat/Mass Transfer Characteristics. Ph.D. Thesis, University of Warwick, Coventry, UK, June 1992. Available online: http://wrap.warwick.ac.uk/35984 (accessed on 4 June 2021).














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dimension | Value |
|---|---|
| Tube outer diameter | 9.525 mm (3/8”) |
| Tube wall thickness | 1.24 mm |
| Fin thickness | 0.2 mm |
| Carbon thickness | 3 mm |
| Hexagon Across Flats | 25 mm |
| Property | Value |
|---|---|
| Mixture | 208C: 2/3 b.w. 30 × 70 mesh grains, 1/3 b.w. powder. 5% b.w. lignosulfonate binder |
| Density | 794 kg m−3 |
| Thermal conductivity | 0.4 W m−1 K−1 |
| Limiting ammonia concentration, x0 | 0.2951 kg kg−1 |
| Modified D-A equation ‘K’ | 4.677 |
| Modified D-A equation ‘n’ | 1.359 |
| Cycle | Tmax (°C) | Tmin (°C) | Tsat (°C) | xmax (kg kg−1) | xmin (kg kg−1) | Δx (kg kg−1) |
|---|---|---|---|---|---|---|
| Real | 113 | 50 | 5 | 0.213 | 0.082 | 0.131 |
| LTJ | 80 | 25 | 5 | 0.259 | 0.134 | 0.125 |
| Property | Value | Unit |
|---|---|---|
| Aluminium thermal conductivity | 237 | W m−1 K−1 |
| Aluminium density | 2702 | kg m−3 |
| Aluminium specific heat | 510 | J kg−1 K−1 |
| Stainless steel thermal conductivity | 16 | W m−1 K−1 |
| Stainless steel density | 8000 | kg m−3 |
| Stainless steel specific heat | 902 | J kg−1 K−1 |
| Carbon specific heat [35] | 175 + 2.245Tc | J kg−1 K−1 |
| Adsorbate specific heat [34] | 4734 | J kg−1 K−1 |
| Water heat transfer coefficent | 17,830 | W m−2 K−1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Metcalf, S.; Rivero-Pacho, Á.; Critoph, R. Design and Large Temperature Jump Testing of a Modular Finned-Tube Carbon–Ammonia Adsorption Generator for Gas-Fired Heat Pumps. Energies 2021, 14, 3332. https://doi.org/10.3390/en14113332
Metcalf S, Rivero-Pacho Á, Critoph R. Design and Large Temperature Jump Testing of a Modular Finned-Tube Carbon–Ammonia Adsorption Generator for Gas-Fired Heat Pumps. Energies. 2021; 14(11):3332. https://doi.org/10.3390/en14113332
Chicago/Turabian StyleMetcalf, Steven, Ángeles Rivero-Pacho, and Robert Critoph. 2021. "Design and Large Temperature Jump Testing of a Modular Finned-Tube Carbon–Ammonia Adsorption Generator for Gas-Fired Heat Pumps" Energies 14, no. 11: 3332. https://doi.org/10.3390/en14113332
APA StyleMetcalf, S., Rivero-Pacho, Á., & Critoph, R. (2021). Design and Large Temperature Jump Testing of a Modular Finned-Tube Carbon–Ammonia Adsorption Generator for Gas-Fired Heat Pumps. Energies, 14(11), 3332. https://doi.org/10.3390/en14113332