Abstract
In the search for alternatives to reduce the consumption of electric energy, the possibility of using natural light for lighting through TDD (tubular daylight devices) or TDGS (tubular daylight guidance systems) appears. These natural luminaires are used in rooms where you want to save electricity and enjoy the benefits of natural light. The present work proposes the construction of a tubular system for the conduction of natural light that replaces aluminum with silver (currently marketed by several companies) by polymer metallized with aluminum, offering a low cost. The polymer acrylonitrile butadiene styrene (ABS), coated with aluminum by physical vapor deposition (ionization), was evaluated for some tests to verify characteristics of the structure and the metallized surface. After the tests, the construction of the reflective tube was performed and validated in a real scale of application. The results proved the technical viability of the proposed tube construction for the realization of direct sunlight for illumination using polymeric material. Although it has produced 35% less than the reference tube, it can be marketed at an estimated cost of 50% less.
1. Introduction
In recent years, some actions to increase the generation of electric energy have been implemented in worldwide to meet growing demand, but these actions need high investments and great mobilization of infrastructure causing many environmental impacts. It is necessary, therefore, to carry out sustainable actions, with less financial resources and with faster effects that allow the optimization of the use of electric energy, increasing in the short term the supply of electric energy. These actions require the application of more efficient equipment in the generation, transmission, distribution and consumption systems, allowing a reduction in the use of electric energy caused by the best use [1]. Another way to reduce the consumption of electric energy with a potential of applicability and that has been little explored in Brazil is the use of natural energies (thermal, solar, wind, water, etc.) directly—for example, the use of solar energy for water heating and the capture of sunlight for ambient lighting [2,3].
In terms of sunlight, Brazil is in a favorable geographical position with solar incidence higher than the majority of Europe where this type of energy is explored with great intensity for many years. Germany, for example, which excels in the use of solar energy, presents radiation rates 40% lower than the worst Brazilian region in this aspect, indicating a great potential to be explored in Brazil [4]. In addition, some regions of the Brazilian northeast reach solar radiation indices of around 19.7 MJ/m2.day, values that approach the obtained in the city of Dongola located in the Sudan desert, which has one of the highest solar radiation rates in the planet with an annual radiation of 23.8 MJ/m2.day. Therefore, this paper presents the development of a system of the capturing direct sunlight for illuminate environments using tube built with polymeric material (ABS) metallized with aluminum, resulting in a lower cost product when compared to similar solutions available in the international market. The proposal follows in the line of research of systems known as Tubular Daylighting Device (TDD) or Tubular Daylight Guidance System (TDGS), responsible for conducting natural light captured externally into environments to be illuminated. The reflective tubes that are the object of this study are the ones responsible for conducting the light captured in the dome to the interior of the rooms, using the optical physical principles of reflection. Considered a primary element of the solar orientation system, reflective tubes (also known as light tubes) have proven ability to conduct sunlight over medium distances, including in installations where curves are present in the tubes. In existing applications, it is possible to find approaches to tunnel illumination, multilevel constructions among others [2,3,4,5].
The lighting of rooms through natural light is important for reducing the consumption of electric power bringing economic and environmental benefit The natural lighting transforms the environment visually and thermally more comfortable, and provides health benefits motivated by the characteristics of solar radiation [6]. The use of reflective tubes for lighting purposes began in the 1980s more precisely in 1986, when an Australian inventor innovated in the way of illuminating interior environments. The invention was patented and the company Solatube (Wenban Pl, Australia) began to act in the commercialization of the product, and, during the years, the technology evolved and reached a high yield [6]. Over time, new companies emerged (and began to produce) and market solar systems for direct lighting based on the original design, with small geometric changes and materials used. The systems of solar tubes are composed of some parts, and analyzing only the reflective tube that is the object of this study (see that material composition is equal to all the companies.) For example, the company Espacio Solar (Barcelona, Spain), Fakro (Pombal, Portugal) and Natural Light Natural light tubular skylights (Phoenix, AZ, USA) have systems TDD where the pipe use aluminum with silver layer and the reflectance informed for them is 98%. The company Velux (Lisboa, Portugal) and Solar Spoty (Cocquio Trevisago, Italy) use high reflexive aluminum and inform reflectance among 99 and 99.7%. Lastly, the Solatube (Wenban Pl, Australia) and Chatron (Vale de Cambra, Portugal) also use aluminum with a silver layer and inform reflectance of 99.7%.
From this information, it is observed that the technology conceived by the Australian in 1986 is already widely spread and consolidated internationally; however, among the companies that supply this product, there are no innovations, that is, they all use the same materials and geometries obtaining similar results. In Brazil, there are no companies that produce this type of technology, even with the high potential of sunlight in the country and great need to reduce the consumption of electric energy. Searching in the academic level, not many works are found that propose the use of materials in substitution of silver aluminum used commercially, being that the great majority of the research to the surroundings of this subject are directed to the evaluation of the existing tubular systems, simulations, mathematical models and alterations of geometry, but always maintaining the use of aluminum with surface treatment in silver. Among the studies found are: Study of light-pipes for the use of sunlight in road tunnels: From a scale model to real tunnels [2]; Methods for the illumination of multilevel buildings with vertical light pipes [3]; Use of diffusers materials to improve the homogeneity of sunlight under pergolas installed in road tunnels portals for energy savings [4]; Illumination of dense urban areas by light redirecting panels [5]; Cylindrical mirror light pipes [7]; Tubular guidance systems for daylight: Achieved and predicted installation performances [8]; Tubular light guidance systems as advanced daylighting strategy [9]; Rectangular-section mirror light pipes [10]; Analytical solution for daylight transmission via hollow light pipes with a transparent glazing [11]; Splayed mirror light pipes [12]; Transmission of mirror light pipes with triangular, rectangular, rhombic and hexagonal cross section [13]; Overview and new developments in optical daylighting systems for building a healthy indoor environment [14]; Light transmission efficiency of daylight guidance systems: An assessment approach based on simulations and measurements in a sun/sky simulator [15]; Light Pipes Performance Prediction: inter model and experimental confrontation on vertical circular light-guides [16]; Thermal analysis of light pipes for insulated flat roofs [17]; Innovative daylighting systems challenges: A critical study [18]; Research on energy saving analysis of tubular daylight devices [19]; Investigation of laminar natural convection heat transfer within tubular daylighting devices for winter conditions [20]; Passive Tubular Daylight Guidance System Survey [21]; Study of tubular daylight guide systems in buildings: Experimentation, modelling and validation [22]; Daylighting in buildings: Developments of sunlight addressing by optical fiber [23]; Experimental analysis on a 1:2 scale model of the double light pipe, an innovative technological device for daylight transmission [24]; Daylight and energy performances of a new type of light pipe [25]; Proposal of an alternative system for capturing low cost sunlight for insertion into the Brazilian market [26].
2. Materials and Methods
This paper presents a proposal for development of the prototype of an reflective tube for a direct natural light fixture using polymeric material in order to reduce the cost that is currently outside the financial reality of the majority of the national population. The TDD system is composed for domo, tube and diffuser, where each part has one specific function. The present study focuses only on the reflective tube using polymeric material culminating in the prototype for validation. Therefore, it is proposed to construct the prototype of the reflective tube with characteristics similar to the commercial reference product, however constructed with polymer. For comparative validation, the reflexive tube built was installed with domo, diffuser and other accessories of the reference model (Solatube 160DS). The reference product used in this study will be the Solatube lighting system (manufacturer with the most popular product on the market) model 160DS [27].
The technical characteristics of the reference reflexive tube, which will guide the proposal, are presented in Table 1 with data from the catalog made available on the manufacturer’s website.

Table 1.
Technical specifications provided by the manufacturer (reflective tube).
The proposed reflective tube was constructed using two distinct materials, one of which was used in the structural construction of the tube and the other material for the layer that will cover the interior of the tube to ensure reflection. According to what was mentioned previously, in order to reduce the cost of the tube, polymer is used in the structure instead of aluminum. The use of polymers must guarantee the minimum compliance of the parameters (reflexivity, adhesion, mechanical resistance, etc.) of the proposal. The polymer material tested for the structural construction of the proposed tube was the Acrylonitrile Butadiene Styrene (ABS), which makes up the list of polymer materials currently used for their mechanical rigidity, low weight and relative flexibility. The ABS supports temperatures between −73 °C and 175 °C without suffering change in your structure being ideal for the proposed application as ambient temperatures never reach these values. The reference reflective tube (Solatube 160DS) consists of a 0.4 mm thick aluminum foil that serves as a support base for a very fine high purity silver film (patent protected Spectralight® Infinity Tubing technology) inside the tube with a diameter of 250 mm. According to the manufacturer, this technological silver film guarantees high reflection capacity reaching 99.7%, making the product one of the best on the market [6].
Since the structural material utilized, the ABS, the application of a thin film internally with reflective material is necessary to guarantee the internal specular reflection. That way, the light that surpasses the dome, when reaching the tube, reflects with the same entrance angle (specular reflection characteristic) and is directed into the room [28]. The automotive industry uses metallization of polymers as an alternative to reduce the weight of vehicles through the use of polymers instead of metallic materials [29]. The metallization process gives the mechanical protection and aesthetic to polymer in some cases, and in other cases reduces friction with external particles and brings reflective characteristics [29]. Among the methods used in metallization of polymers are indirect metallization, metallic painting, electrodeposition and vacuum metallization, each with its characteristics [30]. The vacuum metallization is the physical vapor deposition process (PVD) that consists of the transformation of the material being deposited in a vapor in a vacuum chamber and transporting to the material of the part to be deposited (substrate) and activated by a plasma [29]. The PVD, among its advantages, has the ability to deposit coatings of various types on substrates of any material, allowing the metallization of parts with simple or complex geometries, in addition to presenting a low degree of aggressiveness to the environment [31]. The vacuum metallization processes differ by the type of energy they use, and can be by ionizing, planting in this case the heat that promotes the evaporation of the material, by sputtering, which is the bombardment between gas ions (usually argon) and the atoms that constitute the target substrate [29]. In the application of this study, the metallization by ion plating was used by presenting greater effectiveness in the ionization of the gases, guaranteeing a higher density of the deposited film and good adherence [30]. In the metallization process by PVD, there is a wide range of possible coatings (gold, silver, copper, aluminum, chromium, etc.). However, in order to obtain a low cost product with high reflection, aluminum that meets these characteristics was used.
For verifying the mechanical strength of the ABS, tensile tests were performed using the standard test method for tensile properties of plastics, ASTM D638 (American Society for Testing and Materials) in specimens with standard dimensions using the Universal Testing Machine of the manufacturer EMIC model 100kN. For the preparation of the test specimens according to the standard, a tool (matrix) for injection was development. The 3D model of the matrix is presented in Figure 1A and was built with AISI P20 steel due to the characteristics of ease of machining and to allow high gloss through polishing according to Figure 1B.
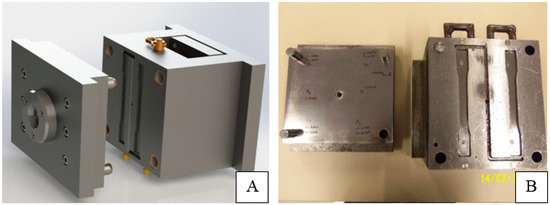
Figure 1.
3D model matrix (A)/Machined matrix (B).
Once injected, three samples of ABS were submitted to tensile tests according to the parameters suggested by the normalization. Table 2 presents the results of the traction tests in a comparative way where it can be verified that the mechanical resistance of the ABS is much smaller than that of the aluminum used in the reference.
Table 2.
Comparative results of tensile tests.
The mechanical strength of the material is not a critical feature, since after being installed, the reflective tube does not undergo great effort. However, it is necessary for the material to withstand the efforts of the construction, transportation and assembly without deforming, thereby preserving the deposited metal layer. A sample’s composition was shown removed from the reference (Solatube 160DS) according to fluorescence analysis as provided in Table 3.
Table 3.
Chemical properties of the aluminum used in the reference product.
After the tensile tests, fine films of aluminum were deposited in the ABS specimens by ion plating process (with parameters of Chamber pressure 8.0 × 10−5 Torr, working pressure 1.2 × 10−3 Torr, voltage 12 V, electric current 1900 A and target distance 26 cm) for realization of reflection tests. The reflection tests followed the standard ASTM E903 (Standard Test Method for Solar Absorption, Reflectance, and Transmittance of Materials Using Integrating Spheres) using the Agilent Cary 5000 spectrophotometer (Agilent: Santa Clara, CA, USA). The tests in the reference can be visualized in Figure 2.
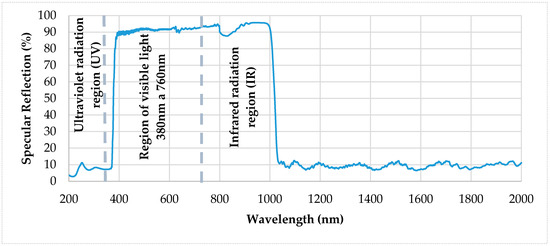
Figure 2.
Reflection tests (Reference).
Analyzing the data, it was verified that the lowest reflection peak of the visible region of this sample is 62.44% in the wavelength 380 nm, the highest peak is 93.76% in the wavelength 744 nm and arithmetic mean of the reflection in this region was 91.15%. It is also noted that, in regions of ultraviolet and infrared light, there is a drastic fall in the capacity of reflection, which is characterized by the use of aluminum in the structure of the tube dissipating part of the heat without itself and avoiding a drive to the environment [31]. Figure 3 shows the results of the tests on the ABS test bodies.
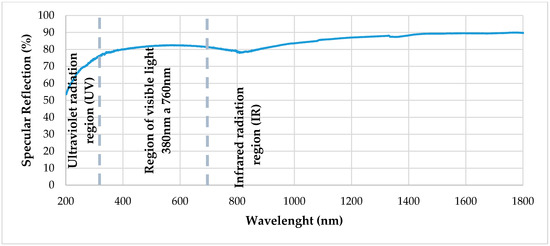
Figure 3.
Reflection tests (ABS).
It is observed with evidence the difference in reflection behavior in the reference and in the proposed material, while the reflection of solar radiation occurs from 380 nm to 1000 nm in the reference material. In the proposed material, the reflection occurs in the entire range of the radiation, and also in the infrared and ultraviolet. This is because the entire wavelength of light incident on the surface is mirrored and diffused, as the polymeric material has virtually no dissipation of heat. However, this fact does not make the study unfeasible, since commercial products have the UV and IR filter in the anterior element (dome), filtering the heat and therefore the filter in the reflective tube is redundant. In the ABS reflection results, the lowest reflection peak of the visible region of this sample was found to be 79.44% in the 380 nm wavelength, the highest peak was 82.51% in the wavelength 580 nm and the mean arithmetic in this region was 81.48%. Finally, based on the guidelines of ASTM D3359-09 (Crosshatch and Tape Pull Test), adhesion tests were performed on the samples in order to verify if the aluminum thin film adhered perfectly to the substrate to ensure that, with time, the layer does not detach from the structure. In this test, the coating is scratched with a stylet forming six vertical and six horizontal scratches forming 2 × 2 mm squares, and a special adhesive tape is then applied onto this surface. After application of the tape, one should wait three minutes before removing it parallel to the substrate. These rates the quality of the adhesion from the amount of material detached from the substrate that was adhered to the tape. The tests performed in three specimens showed 0% of the area removed in all cases, which means a 5B adhesion according to the norm, that is, total adhesion of the film to the substrate.
In order to carry out the validation tests, the reflective ABS tube was constructed with aluminum by the process of ion planting using the same parameters used in the test specimens. To allow internal metallization, the same pipe was made by the plastic injection process in fractional form (in arcs) to allow the internal metallization and subsequent assembly to form the tube. Figure 4 shows the dimensions of the pipe construction parts.
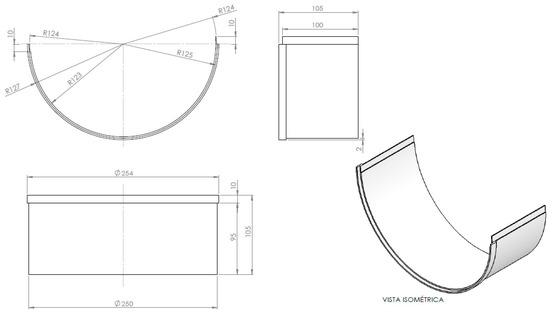
Figure 4.
Dimensions of developed arcs.
Figure 5 shows the arcs after metallization and the tube after mounting the bows and rings.
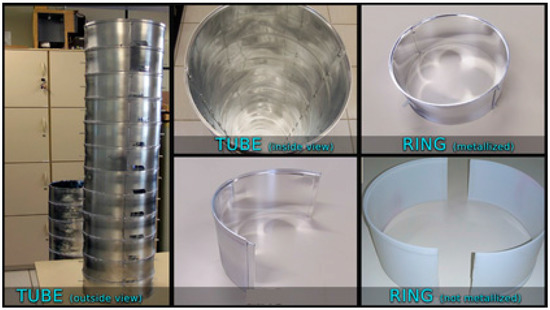
Figure 5.
Reflective tube assembly (bows and rings).
3. Validation
For the validation of the real-scale prototypes, two rooms with equal dimensional and architectural characteristics are used, located in the building of the Coal Testing Laboratory in the Criciúma City, Brazil. The validation environments have dimensions 5 m long, 3 m wide and 3 m high, built with light walls, white ceilings and dark floors. In one of the rooms, the complete commercial model (reference) was installed, and, in the other room, the tube prototypes to be tested were installed, but still using the dome and diffuser of the commercial model. This guarantees the comparative evaluation, specifically of the performance of the prototype of the proposed tube in relation to the reference. Figure 6 shows the tubes (reference and prototype) duly installed for validation.

Figure 6.
Validation rooms.
The validation method used is comparative among the data obtained in the room where the reference tube is installed and in the room where the prototypes are installed. In order to measure the amount of light within the environment, luxmeters (MLM-1020 from Minipa, São Paulo, Brazil) were used to measure lighting or illuminance, as defined by ISO/IEC 8995:2013 (International Organizations for Standardization/International Electrotechnical Commission). In order to obtain parameters of light distribution in the environment and also for determination of average illumination, six luxmeters were arranged in each room as shown in Figure 7.
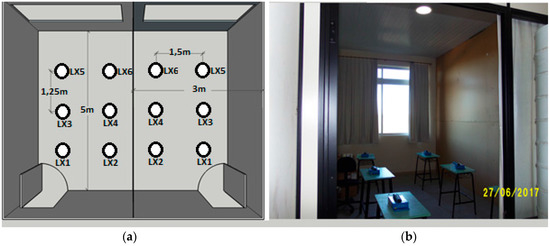
Figure 7.
Validation rooms with measuring luxmeters. (a) Design; (b) Picture.
The validation occurred between 17 October 2017 until 27 October 2017 with luxmeters being set up to record a measurement every 250 s.
4. Results and Discussion
For the better presentation of the data, the records of each luximeter were reduced to the hourly average. Subsequently, the hourly mean was extracted from the 10 days resulting in an average day representing the validation time as shown in Table 4 and Figure 8.
Table 4.
Table of the average hour of the validation days (Reference vs. Prototype).
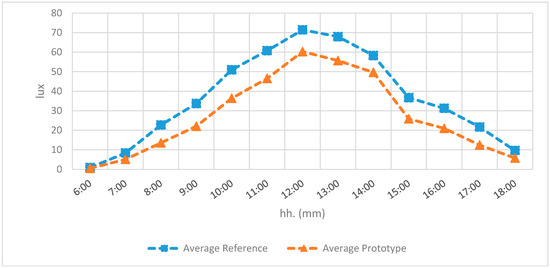
Figure 8.
Graph of the average hour of the validation days (Reference vs. Prototype).
In Table 4, “LX” means luxmeter and the number means the position of the luxmeter in the room according to Figure 8.
For the validation performed, it is verified that the method used actually has application potential, but with only one luminaire, it is not possible to adequately illuminate the validation room that, according to the Brazilian standard of Brazilian Association of Technical Standards (ABNT NBR ISO/CIE 8995-1), needs a minimum of 300 lux. The maximum values reached were 71.43 lux of the reference tube and 60.29 lux of the prototype, making evident the need to complement the natural lamp with artificial light. Evaluating only in this specific case, from light calculations, it is verified that, during one day, the luminous flux generated is 29,635.57 lumens for the reference tube and 22,177.94 for the prototype. Using an OSRAM CLASSIC A60 LED lamp (Munich, German) with a power of 10 W and luminous flux of 800 lm/W, it is estimated that, to supply the same amount of artificial light, 3.05 lamps connected during the 12 h (6 h to 18 h) would be needed, saving up approximately 367.06 Wh per day or 134 kWh per year. Using the same calculations for the prototype, the values of saving energy are 361.75 Wh per day or 132 kWh per year.
Therefore, it is verified in the obtained results that the validated prototype indicates technical viability of the substitution of the commercial tube of aluminum metalized with silver by the polymer metalized with aluminum justified by the least cost allowing access to a greater part of the population due to its financial power. The lowest yield obtained in the results of the validation can be motivated a great amount of the junction in the tube between arcs and rings, being that for transforming the idea into a product, it is necessary to evaluate the possibility of construction of a pipe with a smaller quantity of joints that will maximize yield. Based on information from service providers and considering production costs including labor, it is estimated that the cost for the construction of the prototype was 46.5% lower than the current cost of acquisition of the reference tube through the national distributor of the product, also considering the import taxes. Thus, for the current reality of Brazil, the construction of the proposed product is technically feasible even with the lowest yield presented in the validation tests. Table 5 presents final characteristics of the reflexive idealized, assembled and validated.
Table 5.
Technical characteristics of the developed prototype.
5. Conclusions
With the validation, it was possible to verify that the prototype built presents satisfactory yield of solar conduction considering the characteristics of the materials used in comparison with commercial products. The constructive aspects of the prototype have contributed to the attenuation of the reflection due to the high number of junctions (bows and rings), and, although this attenuation has not been measured, it is understood that if the final product is built with a minimum number of junctions, the final result of the tube yield will be even better than those obtained in the validation. The main conclusion drawn from the project is the effective demonstration of the technical feasibility of developing a reflective tube using polymer materials metallized with aluminum to replace the commercial solutions that use metalized aluminum with silver, aiming at reducing the cost of the product. The results of the prototype were very satisfactory, and the next step in the product-marketing objective is to optimize the product, further improving its technical characteristics and reducing production costs and increasing its yield. It is important to note that all tests were performed in a rather severe condition, that is, with a pipe length of 2 m, which is a rather unusual architectural condition, and means that the results presented will be better considering this fact.
Acknowledgments
This project is being developed under the company BAESA and company ENERCAN for program of “Research and Development” regulated by (National Agency of Electric Energy) ANEEL (3936-3314/2015). The authors would like thank BAESA and ENERCAN for supporting and facilities. The research presented is in a patent registration request phase in Brazil with number BR1020170133362.
Author Contributions
A.D.S. conducted research on the plastic materials for the substrate and the type of material for the metallization, and participated in the writing of the paper; J.M.N. designed and designed of the infrastructure and methodology for validation, and participated in the writing of the paper; L.D.B. designed and manufactured the reflective tube matrices, and participated in paper writing; O.H.A.J. conducted research on the plastic materials for the substrate and the type of material for metallization; and participated in the writing of the paper; M.V.F.D.S. participated in project design and technical feasibility; C.D.F.M. conducted consulting in the area of metallic and plastic materials for tube design.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Goldemberg, J.; Lucon, O. Energia, Meio Ambiente e Desenvolvimento, 3rd ed.; Editora da Universidade de São Paulo: São José dos Campos, Brazil, 2012; ISBN 978-85-314-1113-7. [Google Scholar]
- Gil-Martín, L.M.; Peña-García, A.; Jiménez, A.; Hernández-Montes, E. Study of light-pipes for the use of sunlight in road tunnels: From a scale model to real tunnels. Tunn. Undergr. Space Technol. 2014, 41, 82–87. [Google Scholar] [CrossRef]
- Garcia-Hansen, V.; Edmonds, I. Methods for the illumination of multilevel buildings with vertical light pipes. Sol. Energy 2015, 117, 74–88. [Google Scholar] [CrossRef]
- Gil-Martín, L.M.; Gómez-Guzmán, A.; Peña-García, A. Use of diffusers materials to improve the homogeneity of sunlight under pergolas installed in road tunnels portals for energy savings. Tunn. Undergr. Space Technol. 2015, 48, 123–128. [Google Scholar] [CrossRef]
- El-Henawy, S.I.; Mohamed, M.W.N.; Mashaly, I.A.; Mohamed, O.N.; Galal, O.; Taha, I.; Nassar, K.; Safwat, A.M.E. Illumination of dense urban areas by light redirecting panels. Opt. Express 2014, 22, A895. [Google Scholar] [CrossRef] [PubMed]
- Solatube Iluminação Natural. Available online: http://www.solatube.com (accessed on 20 June 2016).
- Swift, P.D.D.; Smith, G.B. Cylindrical mirror light pipes. Sol. Energy Mater. Sol. Cells 1995, 36, 159–168. [Google Scholar] [CrossRef]
- Al-Marwaee, M.; Carter, D. Tubular guidance systems for daylight: Achieved and predicted installation performances. Appl. Energy 2006, 83, 774–788. [Google Scholar] [CrossRef]
- Öngüç ÖZGÜN, B.A. Tubular Light Guidance Systems as Advanced Daylighting Strategy; Istambul Technical University: Istambul, Turkey, 2007. [Google Scholar]
- Swift, P.D.; Lawlor, R.; Smith, G.B.; Gentle, A. Rectangular-section mirror light pipes. Sol. Energy Mater. Sol. Cells 2008, 92, 969–975. [Google Scholar] [CrossRef]
- Kocifaj, M. Analytical solution for daylight transmission via hollow light pipes with a transparent glazing. Sol. Energy 2009, 83, 186–192. [Google Scholar] [CrossRef]
- Swift, P.D. Splayed mirror light pipes. Sol. Energy 2010, 84, 160–165. [Google Scholar] [CrossRef]
- Edmonds, I. Transmission of mirror light pipes with triangular, rectangular, rhombic and hexagonal cross section. Sol. Energy 2010, 84, 928–938. [Google Scholar] [CrossRef]
- Kim, J.T.; Kim, G. Overview and new developments in optical daylighting systems for building a healthy indoor environment. Build. Environ. 2010, 45, 256–269. [Google Scholar] [CrossRef]
- Lo Verso, V.R.M.; Pellegrino, A.; Serra, V. Light transmission efficiency of daylight guidance systems: An assessment approach based on simulations and measurements in a sun/sky simulator. Sol. Energy 2011, 85, 2789–2801. [Google Scholar] [CrossRef]
- Malet-Damour, B.; Boyer, H.; Fakra, A.H.; Bojic, M. Light Pipes Performance Prediction: Inter Model and Experimental Confrontation on Vertical Circular Light-guides. Energy Procedia 2014, 57, 1977–1986. [Google Scholar] [CrossRef]
- Šikula, O.; Mohelníková, J.; Plášek, J. Thermal analysis of light pipes for insulated flat roofs. Energy Build. 2014, 85, 436–444. [Google Scholar] [CrossRef]
- Mayhoub, M.S. Innovative daylighting systems’ challenges: A critical study. Energy Build. 2014, 80, 394–405. [Google Scholar] [CrossRef]
- Shuxiao, W.; Jianping, Z.; Lixiong, W. Research on energy saving analysis of tubular daylight devices. Energy Procedia 2015, 78, 1781–1786. [Google Scholar] [CrossRef]
- Pirasaci, T. Investigation of laminar natural convection heat transfer within tubular daylighting devices for winter conditions. J. Build. Eng. 2015, 4, 52–59. [Google Scholar] [CrossRef]
- Ciugudeanu, C.; Beu, D. Passive Tubular Daylight Guidance System Survey. Procedia Technol. 2016, 22, 690–696. [Google Scholar] [CrossRef]
- Malet-Damour, B.; Guichard, S.; Bigot, D.; Boyer, H. Study of tubular daylight guide systems in buildings: Experimentation, modelling and validation. Energy Build. 2016, 129, 308–321. [Google Scholar] [CrossRef]
- Sapia, C. Daylighting in buildings: Developments of sunlight addressing by optical fiber. Sol. Energy 2013, 89, 113–121. [Google Scholar] [CrossRef]
- Baroncini, C.; Boccia, O.; Chella, F.; Zazzini, P. Experimental analysis on a 1:2 scale model of the double light pipe, an innovative technological device for daylight transmission. Sol. Energy 2010, 84, 296–307. [Google Scholar] [CrossRef]
- Canziani, R.; Peron, F.; Rossi, G. Daylight and energy performances of a new type of light pipe. Energy Build. 2004, 36, 1163–1176. [Google Scholar] [CrossRef]
- Junior, O.H.A.; Rosa, H.B.; Spacek, A.D.; Malfatti, C.F.; Schaeffer, L. Proposta de um sistema alternativo para captação da luz solar de baixo custo para inserção no mercado Brasileiro. Ciênc. Tecnol. Dos Mater. 2014, 26, 17–24. [Google Scholar] [CrossRef]
- Efilux Iluminação Eficiente. Available online: http://www.efilux.com.br/hotsite/produtosresidencialluzdodia.html (accessed on 21 June 2016).
- Tipler, P.A.; Mosca, G. Fisica Para Cientistas e Engenheiros, 5th ed.; LTC—Livros Técnicos e Científicos Editora S.A.: Rio de Janeiro, Brazil, 2006; Volume 2, ISBN 978-85-216-1463-0. [Google Scholar]
- Deyna, A. Metalização de Polímeros Empregados No Setor Automotivo; Universidade Federal de Santa Catarina (UFSC): Joinville, Brazil, 2015; Volume 1. [Google Scholar]
- Wenginowicz, A. Estudo Visando Otimizar Configurações de Indução Magnética Para Uso em um Magnétron em Reator de Plasma; Universidade Federal de Santa Catarina (UFSC): Joinville, Brazil, 2007. [Google Scholar]
- Nilsson, A.M.; Jonsson, J.C.; Roos, A. Spectrophotometric measurements and ray tracing simulations of mirror light pipes to evaluate the color of the transmitted light. Sol. Energy Mater. Sol. Cells 2014, 124, 172–179. [Google Scholar] [CrossRef]
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).