
Display of WEDM Quality Indicators of Heat-Resistant Alloy Processing in Acoustic Emission Parameters

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussions
3.1. The Relations between the WL Formation Rate, Performance, and AE Parameters
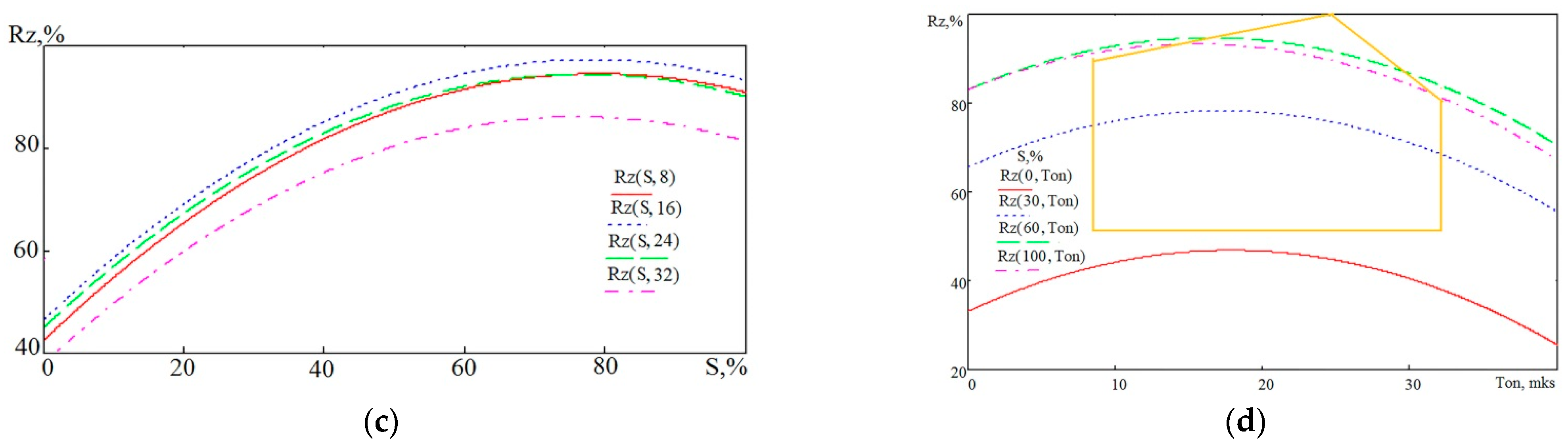
3.2. The Relation between Surface Roughness, Performance, and AE Parameters
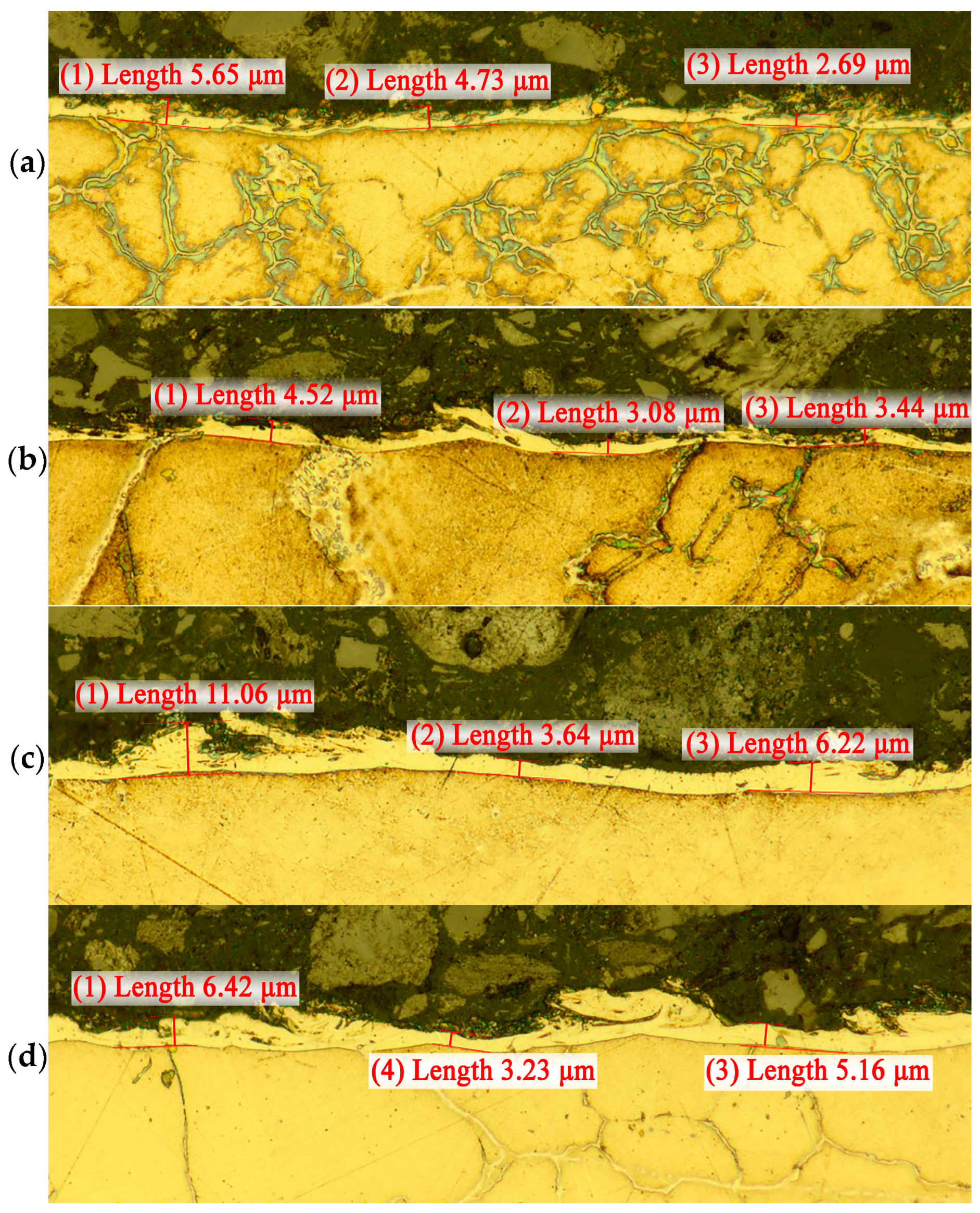
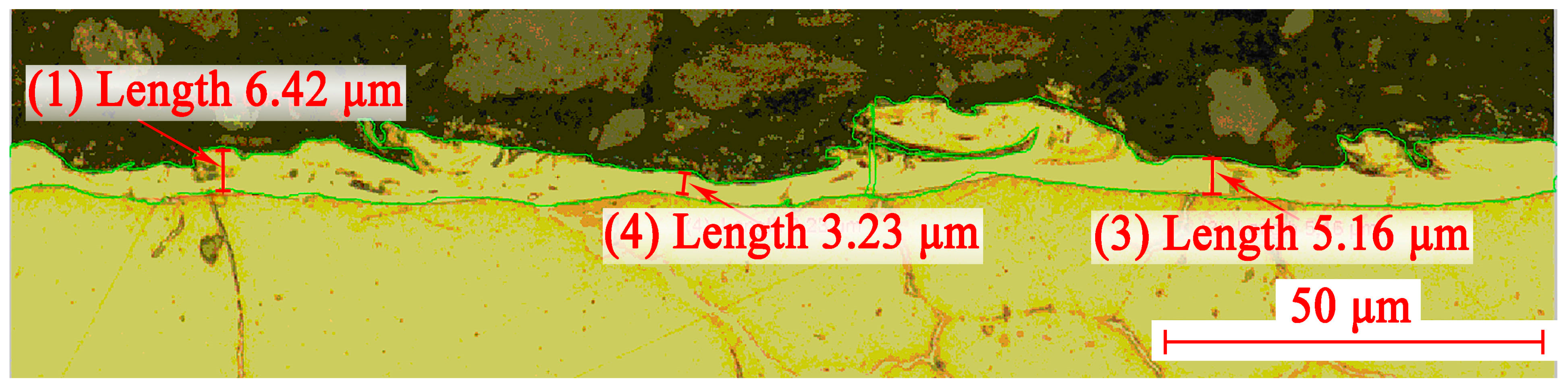
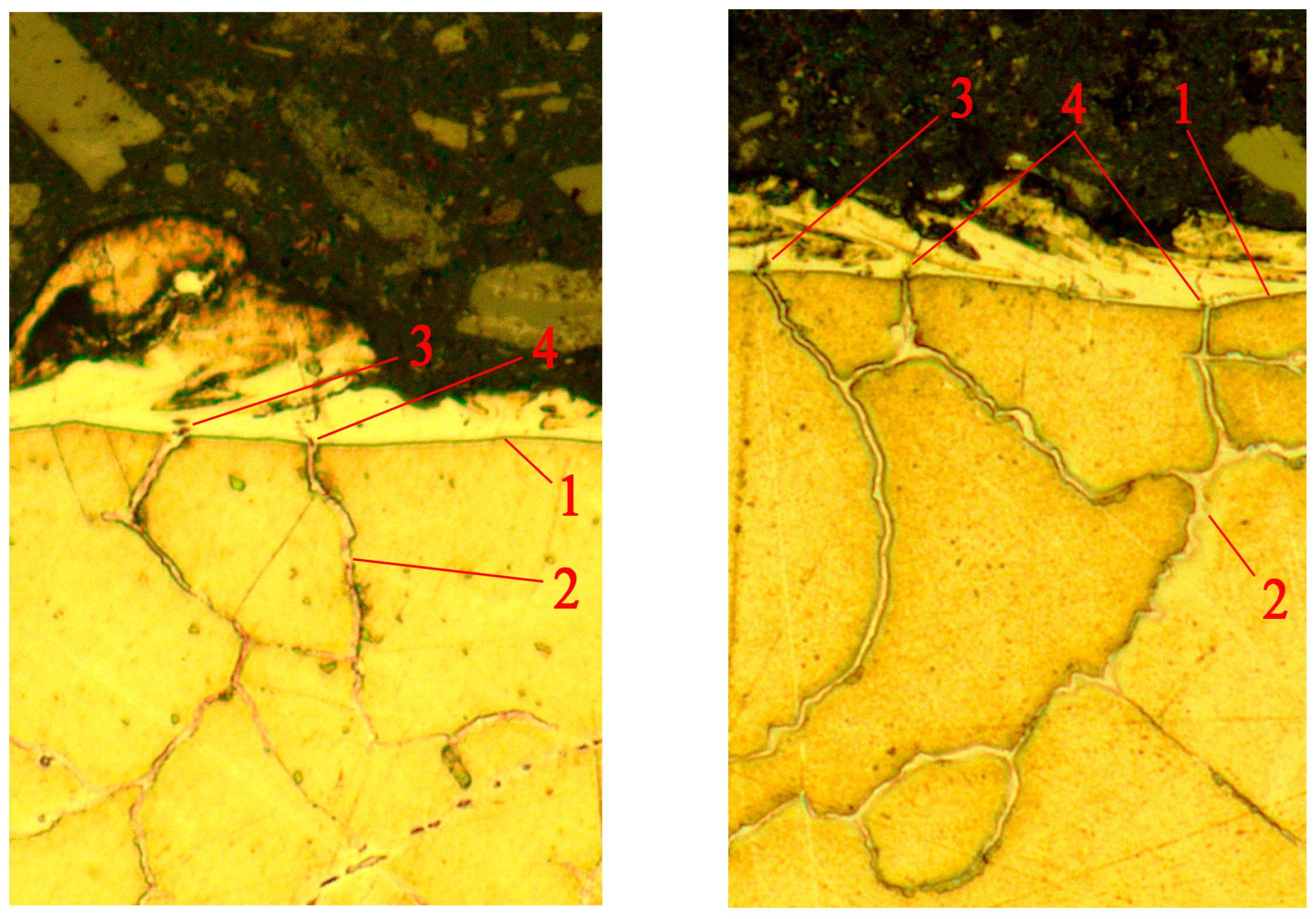
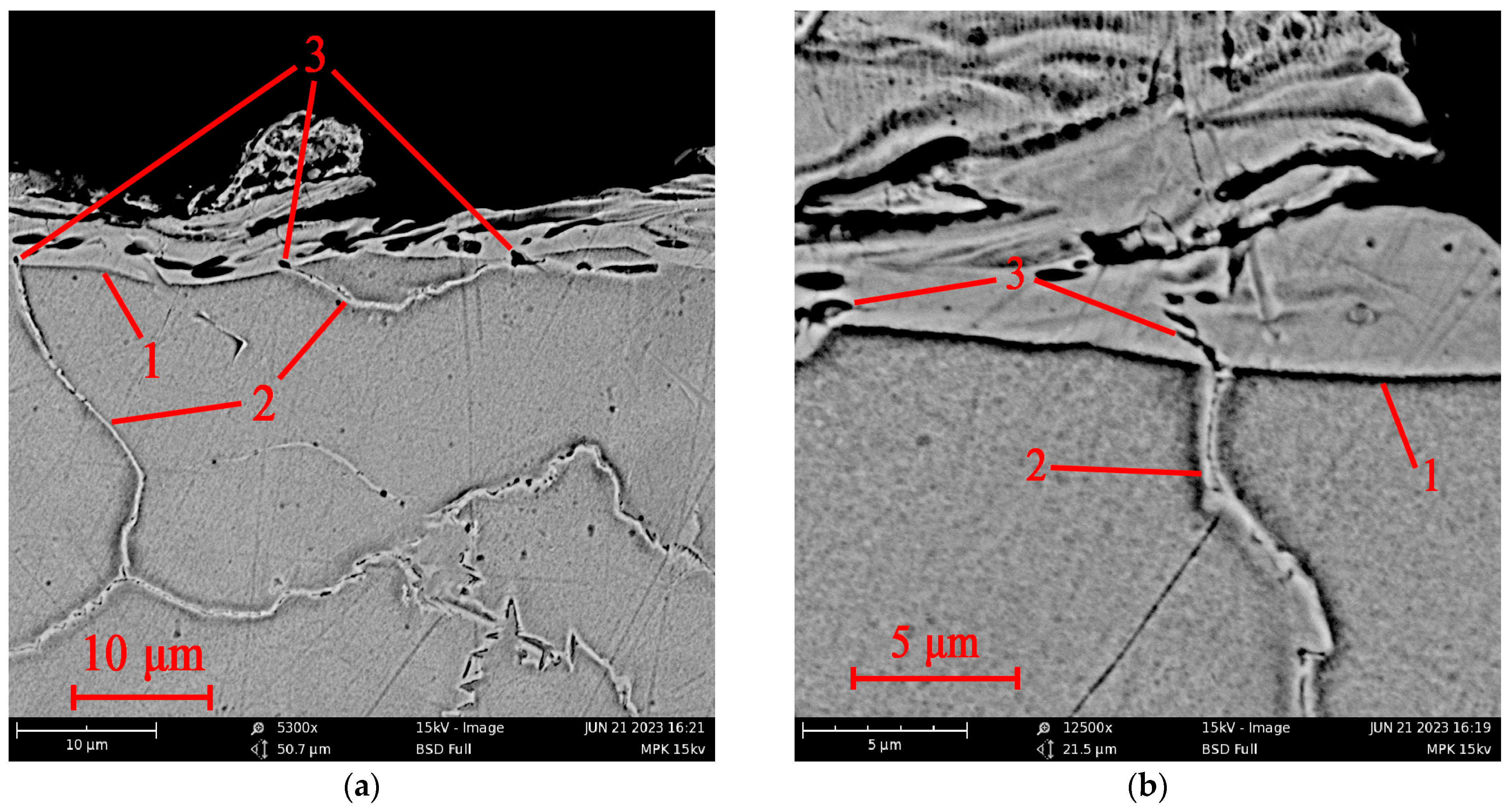
3.3. The Relation between WL and the Formation of Microcracks
4. Conclusions
- -
- Acoustic emission signals accompanying WEDM can be reliably recorded using an accelerometer installed on the machine table at a great distance from the processing zone in the frequency range up to 40 kHz.
- -
- As a parameter characterizing the formation of a white layer, a value proportional to the volume of the white layer formed per time unit was determined. Experiments have shown a close-to-linear relation between the rate of formation of the white layer and the RMS amplitude of the AE signal in a relatively low-frequency range of 4–8 kHz. The correlation with the AE signal components at higher frequencies was noticeably smaller.
- -
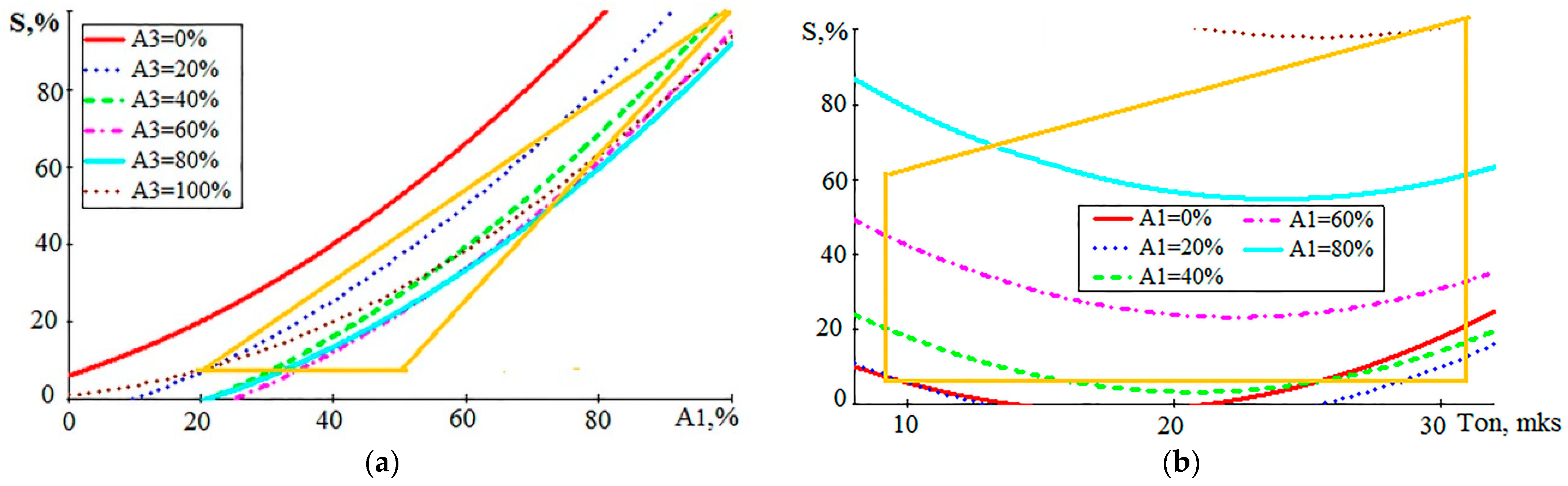
- Experiments have shown that the rate of formation of the volumes of the white layer is almost proportional to the performance of the WEDM process, and it practically does not depend on the pulse duration.
- -
- The relation of performance with acoustic emission signals is close to linear in the range of 4–8 kHz and is hardly noticeable at higher frequencies. The linear relation is more stable for high and medium performance, while the random component increases at low performance.
- -
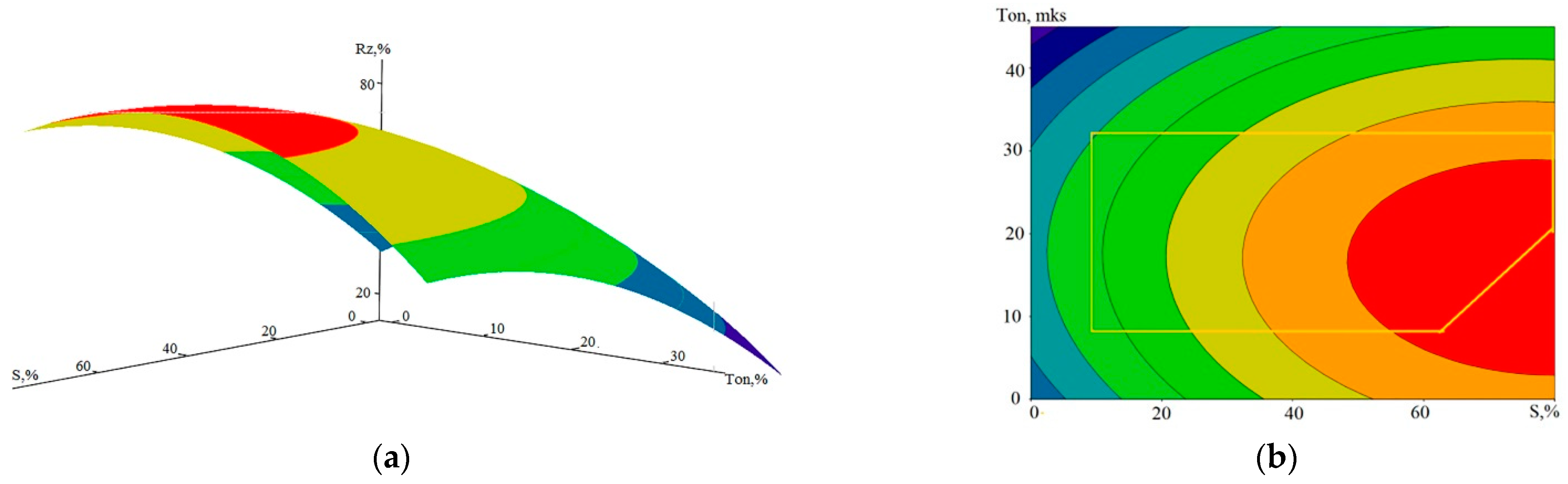
- Surface roughness increases in WEDM performance, but this relation can only be approximated by a linear relation at low to medium performance. At higher performance, the roughness values reach saturation and practically do not change. From the duration of the pulses, the roughness varies within 10–15%, increasing in the region of 20 μs and decreasing for shorter and longer pulses.
- -
- The increase in the amplitude of acoustic emission signals in the high-frequency range compared to the amplitudes at low frequencies is associated with a decrease in roughness. This is especially noticeable at low and medium process performance.
- -
- Based on the results of studying the relationship between the parameters of acoustic emission signals and the performance and quality indicators of WEDM processes, it can be concluded that they can serve as additional diagnostic parameters used for the automatic control of the treatment process. This conclusion takes into account the possibility of acoustic emission signal parameters indicating an increase in the concentration of erosion products in the electrode gap in order to inform about the danger of short circuits and wire electrode breaks noted in other publications [2,5].
- -
- During the study of the white layer using a scanning electron microscope, an example of the development of cracks was found not from the white layer towards the base material but in the opposite direction. This allowed us to assume the existence of a mechanism for forming cracks in the white layer due to different coefficients of thermal expansion of the base material and the white layer. This leads to the stretching and consolidation of the pores of the white layer and the formation of cracks.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hasan, M.M.; Saleh, T.; Sophian, A.; Rahman, M.A.; Huang, T.; Ali, M.S.M. Experimental modeling techniques in electrical discharge machining (EDM): A review. Int. J. Adv. Manuf. Technol. 2023, 127, 2125–2150. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Kozochkin, M.P.; Volosova, M.A.; Okunkova, A.A.; Fedorov, S.V. Vibroacoustic Monitoring Features of Radiation-Beam Technologies by the Case Study of Laser, Electrical Discharge, and Electron-Beam Machining. Metals 2021, 11, 1117. [Google Scholar] [CrossRef]
- Alkahlan, B.; Tabbakh, T.; Kurdi, A.; Pramanik, A.; Basak, A.K. Formation and Characterization of the Recast Layer Formed on Inconel 718 during Wire Electro Discharge Machining. Materials 2023, 16, 930. [Google Scholar] [CrossRef] [PubMed]
- Poros, D.; Wisniewska, M.; Zaborski, S. Comparative analysis of WEDM with different wire electrodes applied to cut titanium Ti6Al4V. J. Mach. Eng. 2020, 20, 116–125. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Kozochkin, M.P.; Porvatov, A.N.; Fedorov, S.V.; Malakhinsky, A.P.; Melnik, Y.A. Investigation of the Information Possibilities of the Parameters of Vibroacoustic Signals Accompanying the Processing of Materials by Concentrated Energy Flows. Sensors 2023, 23, 750. [Google Scholar] [CrossRef] [PubMed]
- Swiercz, R.; Oniszczuk-Swiercz, D. Influence of Electrical Discharge Pulse Energy on the Surface Integrity of Tool Steel 1. In 2713. In Proceedings of the 26th International Conference on Metallurgy and Materials, Brno, Czech Republic, 24–26 May 2017. [Google Scholar]
- Rajurkar, K.P.; Sundaram, M.M.; Malshe, A.P. Review of Electrochemical and Electrodischarge Machining. Procedia CIRP 2013, 6, 13–26. [Google Scholar] [CrossRef]
- Świercz, R.; Oniszczuk-Świercz, D. Experimental Investigation of Surface Layer Properties of High Thermal Conductivity Tool Steel after Electrical Discharge Machining. Metals 2017, 7, 550. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Kozochkin, M.P.; Porvatov, A.N.; Volosova, M.A.; Okunkova, A.A. Electrical discharge machining of ceramic nanocomposites: Sublimation phenomena and adaptive control. Heliyon 2019, 5, E02629. [Google Scholar] [CrossRef]
- Gostimirovic, M.; Kovac, P.; Sekulic, M.; Skoric, B. Influence of discharge energy on machining characteristics in EDM. J. Mech. Sci. Technol. 2012, 26, 173–179. [Google Scholar] [CrossRef]
- Ho, K.H.; Newman, S.T. State of the art electrical discharge machining (EDM). Int. J. Mach. Tools Manuf. 2003, 43, 1287–1300. [Google Scholar] [CrossRef]
- Ramasawmy, H.; Blunt, L.; Rajurkar, K.P. Investigation of the relationship between the white layer thickness and 3D surface texture parameters in the die sinking EDM process. Precis. Eng. 2005, 29, 479–490. [Google Scholar] [CrossRef]
- Straka, Ľ.; Čorný, I.; Piteľ, J. Properties Evaluation of Thin Microhardened Surface Layer of Tool Steel after Wire EDM. Metals 2016, 6, 95. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Kozochkin, M.P.; Sabirov, F.S.; Kutin, A.A. Diagnostic Systems as Basis for Technological Improvement. Proc. CIRP. 2012, 1, 599–604. [Google Scholar] [CrossRef]
- Zhang, C. Effect of wire electrical discharge machining (wEDM) parameters on surface integrity of nanocomposite ceramics. Ceram. Int. 2014, 40, 9657–9662. [Google Scholar] [CrossRef]
- Muthuramalingam, T.; Ramamurthy, A.; Sridharan, K.; Ashwin, S. Analysis of surface performance measures on WEDM processed titanium alloy with coated electrodes. Mater. Res. Express. 2018, 5, 126503. [Google Scholar] [CrossRef]
- Selvarajan, L.; Sathiya Narayanan, C.; Jeyapaul, R.; Manohar, M. Optimization of EDM process parameters in machining Si3N4-TiN conductive ceramic composites to improve form and orientation tolerances. Measurement 2016, 92, 114–129. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Martinov, G.M. The Control Platform for Decomposition and Synthesis of Specialized CNC Systems. Proc. CIRP. 2016, 41, 858–863. [Google Scholar] [CrossRef]
- Artamonov, B.A.; Volkov, Y.S. Analiz Modelei Elektrokhimicheskoi i Elektroerozionnoi obrabotki. Chast’ 2, Modeli Protsessov Elektroerozionnoi Obrabotki. Provolochnaya Vyrezka (Analysis of Models of Electrochemical and Electrodischarge Treatment, Part 2: Models of Electrodischarge Treatment. Wire Cutting), 1st ed.; Vseross. Nauchno-issled. Inst. Patent. Inform.: Moscow, Russia, 1991; pp. 98–101. (In Russian) [Google Scholar]
- Korenblyum, M.V.; Levit, M.L.; Livshits, A.L. Adaptivnoe Upravlenie Elektroerozionnymi Stankami (Adaptive Control of EDM Machines); Nauch. Issled. Inst. Mashinostr.: Moscow, Russia, 1977. (In Russian) [Google Scholar]
- Mahardika, M.; Mitsui, K.; Taha, Z. Acoustic Emission signals in the micro-EDM of PCD. Adv. Mater. Res. 2008, 33–37, 1181–1186. [Google Scholar] [CrossRef]
- Smith, C.; Koshy, P. Applications of acoustic mapping in electrical discharge machining. CIRP Ann. 2013, 62, 171–174. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Volosova, M.A.; Okunkova, A.A.; Fedorov, S.V.; Hamdy, K.; Podrabinnik, P.A.; Pivkin, P.M.; Kozochkin, M.P.; Porvatov, A.N. Electrical Discharge Machining of Oxide Nanocomposite: Nanomodification of Surface and Subsurface Layers. J. Manuf. Mater. Process. 2020, 4, 96. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Hamdy, K.; Volosova, M.A.; Okunkova, A.A.; Fedorov, S.V. Electrical discharge machining of oxide and nitride ceramics: A review. Mater. Des. 2021, 209, 109965. [Google Scholar] [CrossRef]
- Singh, M.A.; Rajbongshi, S.K.; Sarma, D.K.; Hanzel, O.; Sedláček, J.; Šajgalík, P. Surface and porous recast layer analysis in mu-EDM of MWCNT-Al2O3 composites. Mater. Manuf. Process. 2019, 34, 567–579. [Google Scholar] [CrossRef]
- Mahdieh, M.S.; Mahdavinejad, R.A. A study of stored energy in ultra-fined grained aluminum machined by electrical discharge machining. Proc. Inst. Mech. Eng. C J. Mech. Eng. Sci. 2017, 231, 4470. [Google Scholar] [CrossRef]
- Nemilov, E.F. Spravochnik po Elektroerozionnoi Obrabotke Materialov (Handbook on Electrodischarge Treatment of Materials); Mashinostroenie: Leningrad, Russia, 1989. (In Russian) [Google Scholar]
- Altintas, Y. Manufacturing Automation: Metal Cutting Mechanics, Machine Tool Vibrations, and CNC Design; Cambridge University Press: Cambridge, UK, 2012; p. 366. [Google Scholar]
- Kozochkin, M.P.; Grigor’ev, S.N.; Okun’kova, A.A.; Porvatov, A.N. Monitoring of electric discharge machining by means of acoustic emission. Russ. Engin. Res. 2016, 36, 244–248. [Google Scholar] [CrossRef]
- Shastri, R.K.; Mohanty, C.P.; Dash, S.; Gopal, K.M.P.; Annamalai, A.R.; Jen, C.-P. Reviewing Performance Measures of the Die-Sinking Electrical Discharge Machining Process: Challenges and Future Scopes. Nanomaterials 2022, 12, 384. [Google Scholar] [CrossRef] [PubMed]
- Grigoriev, S.N.; Nadykto, A.B.; Volosova, M.A.; Zelensky, A.A.; Pivkin, P.M. WEDM as a Replacement for Grinding in Machining Ceramic Al2O3-TiC Cutting Inserts. Metals 2021, 11, 882. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Martinov, G.M. Research and development of a cross-platform CNC kernel for multi-axis machine tool. In Proceedings of the 6th CIRP International Conference on High Performance Cutting, HPC2014, Berkeley, CA, USA, 23–25 June 2014; Elsevier: Amsterdam, The Netherlands, 2014; Volume 14, pp. 517–522. [Google Scholar] [CrossRef]
- Shevchik, S.; Le, Q.T.; Meylan, B.; Wasmer, K. Acoustic emission for in situ monitoring of laser processing. Proc. 33rd Eur. Conf. Acoustic Emission Test. (EWGAE). 2018. Available online: https://www.ndt.net/article/ewgae2018/papers/35.pdf (accessed on 6 October 2020).
- Grigoriev, S.N.; Masterenko, D.A.; Teleshevskii, V.I.; Emelyanov, P.N. Contemporary state and outlook for development of metrological assurance in the machine-building industry. Meas. Tech. 2013, 55, 1311. [Google Scholar] [CrossRef]
- Wu, X.; Li, S.; Jia, Z.; Xin, B.; Yin, X. Using WECM to Remove the Recast Layer and Reduce the Surface Roughness of WEDM Surface. J. Mater. Process. Technol. 2019, 268, 140–148. [Google Scholar] [CrossRef]
- Basak, A.; Pramanik, A.; Prakash, C.; Kotecha, K. Micro-mechanical characterization of superficial layer synthesized by electric discharge machining process. Mater. Lett. 2021, 305, 130769. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical element | Fe | C | Si | Mn | Ni | S | P | Cr | Ce | Ti | Al | B |
| Mass fraction, % | up to 4 | 0.07 | 0.6 | 0.4 | 69–78 | 0.007 | 0.015 | 19–22 | 0.02 | 2.4–2.8 | 0.6–1 | 0.01 |
| Accelerometer AP2037-100 | |||
|---|---|---|---|
| KN | Conversion coefficient | 10 | mV/m/s2 |
| f | Linear frequency range | 0.5–15,000 | Hz |
| fR | Axial resonant frequency (more than) | 45 | kHz |
| Δ | Noise level, RMS [1 Hz–10 kHz] (less than) | 0.0035 | m/s2 |
| Parameter | Value |
|---|---|
| ADC capacity | 14 bits |
| Maximum ADC conversion frequency | 10 MHz |
| Voltage measurement subranges | ±3.0 V; ±1.0 V; ±0.3 V (independently adjustable for each channel) |
| Low-frequency conversion path bandwidth | 0 Hz |
| Typical ADC channel signal-to-noise ratio | 73 dB |
| Current Sensor LA 100-P | |||
|---|---|---|---|
| IPN | Primary nominal RMS current | 100 | A |
| IP | Primary current, measuring range | 0–±150 | A |
| ISN | Secondary nominal RMS current | 50 | mA |
| KN | Turns ratio | 1:2000 | |
| VC | Supply voltage (±5%) | ±12–15 | V |
| f | Frequency bandwidth (−1 dB) | 0–200 | kHz |
| ε | Error IPN, TA = 25 °C (±12—15 V (±5%)) | ±0.70 | % |
| εL | Nonlinearity | <0.15 | % |
| Experiment No. | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| I, A | 11 | 14 | 17 | 20 | 11 | 14 | 17 | 20 | 11 | 14 | 17 | 20 | 11 | 14 | 17 | 20 |
| Ton, mks | 8 | 8 | 8 | 8 | 16 | 16 | 16 | 16 | 24 | 24 | 24 | 24 | 32 | 32 | 32 | 32 |
| S, % | 7.8 | 17.1 | 34.5 | 64.1 | 7.7 | 17.5 | 34.7 | 64.1 | 7.8 | 17.8 | 39.2 | 70.1 | 9.7 | 25.3 | 51.5 | 100 |
| No. | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A1, % | 18 | 36.7 | 50.2 | 63.7 | 28.8 | 57.3 | 68.8 | 81.3 | 33.5 | 64 | 68.6 | 84.3 | 35.1 | 50.5 | 65.3 | 100 |
| A2, % | 30 | 25 | 40 | 55 | 30 | 61 | 84 | 100 | 57 | 88 | 98 | 99 | 68 | 76 | 72 | 56 |
| A3, % | 19 | 35 | 48 | 59 | 28 | 54 | 70 | 79 | 34 | 64 | 90 | 100 | 45 | 66 | 80 | 46 |
| No. | Cutting Depth in 30 s in mm | WL Area at a Length of 197.4 µm in Pixels | WL Area Formed per Second in Pixels (Vw) | Vw, % |
|---|---|---|---|---|
| 1 | 0.24 | 514,493 | 20,850.8 | 0.24 |
| 2 | 0.52 | 177,291 | 15,567.6 | 0.52 |
| 3 | 1.0 | 317,656 | 53,640 | 1.0 |
| 4 | 1.8 | 484,097 | 147,142 | 1.8 |
| 5 | 0.24 | 331,300 | 13,426.5 | 0.24 |
| 6 | 0.52 | 543,000 | 47,680 | 0.52 |
| 7 | 1.0 | 416,120 | 70,267 | 1.0 |
| 8 | 1.8 | 477,328 | 145,084.5 | 1.8 |
| 9 | 0.24 | 233,315 | 9455.5 | 0.24 |
| 10 | 0.52 | 498,234 | 43,749 | 0.52 |
| 11 | 1.09 | 583,232 | 107,349 | 1.09 |
| 12 | 1.9 | 523,730 | 168,032 | 1.9 |
| 13 | 0.3 | 282,365 | 14,304 | 0.3 |
| 14 | 0.74 | 312,023 | 38,990 | 0.74 |
| 15 | 1.5 | 477,715 | 121,002 | 1.5 |
| 16 | 2.88 | 483,983 | 235,372 | 2.88 |
| Number of the experiment | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
| Current, EDM | 11 | 14 | 17 | 20 | 11 | 14 | 17 | 20 | 11 | 14 | 17 | 20 | 11 | 14 | 17 | 20 |
| Current * | 20 | 40 | 50 | 60 | 20 | 40 | 60 | 60 | 20 | 40 | 60 | 60 | 35 | 40 | 60 | 60 |
| Ton, EDM | 8 | 8 | 8 | 8 | 16 | 16 | 16 | 16 | 24 | 24 | 24 | 24 | 32 | 32 | 32 | 32 |
| Ton * | 6 | 6 | 7 | 6 | 8 | 8 | 8 | 8 | 21 | 21 | 21 | 21 | 133 | 163 | 162 | 136 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grigoriev, S.N.; Kozochkin, M.P.; Gurin, V.D.; Malakhinsky, A.P.; Porvatov, A.N.; Melnik, Y.A. Display of WEDM Quality Indicators of Heat-Resistant Alloy Processing in Acoustic Emission Parameters. Sensors 2023, 23, 8288. https://doi.org/10.3390/s23198288
Grigoriev SN, Kozochkin MP, Gurin VD, Malakhinsky AP, Porvatov AN, Melnik YA. Display of WEDM Quality Indicators of Heat-Resistant Alloy Processing in Acoustic Emission Parameters. Sensors. 2023; 23(19):8288. https://doi.org/10.3390/s23198288
Chicago/Turabian StyleGrigoriev, Sergey N., Mikhail P. Kozochkin, Vladimir D. Gurin, Alexander P. Malakhinsky, Artur N. Porvatov, and Yury A. Melnik. 2023. "Display of WEDM Quality Indicators of Heat-Resistant Alloy Processing in Acoustic Emission Parameters" Sensors 23, no. 19: 8288. https://doi.org/10.3390/s23198288
APA StyleGrigoriev, S. N., Kozochkin, M. P., Gurin, V. D., Malakhinsky, A. P., Porvatov, A. N., & Melnik, Y. A. (2023). Display of WEDM Quality Indicators of Heat-Resistant Alloy Processing in Acoustic Emission Parameters. Sensors, 23(19), 8288. https://doi.org/10.3390/s23198288