Measurement for the Thickness of Water Droplets/Film on a Curved Surface with Digital Image Projection (DIP) Technique


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Technical Principles of the Improved DIP Method
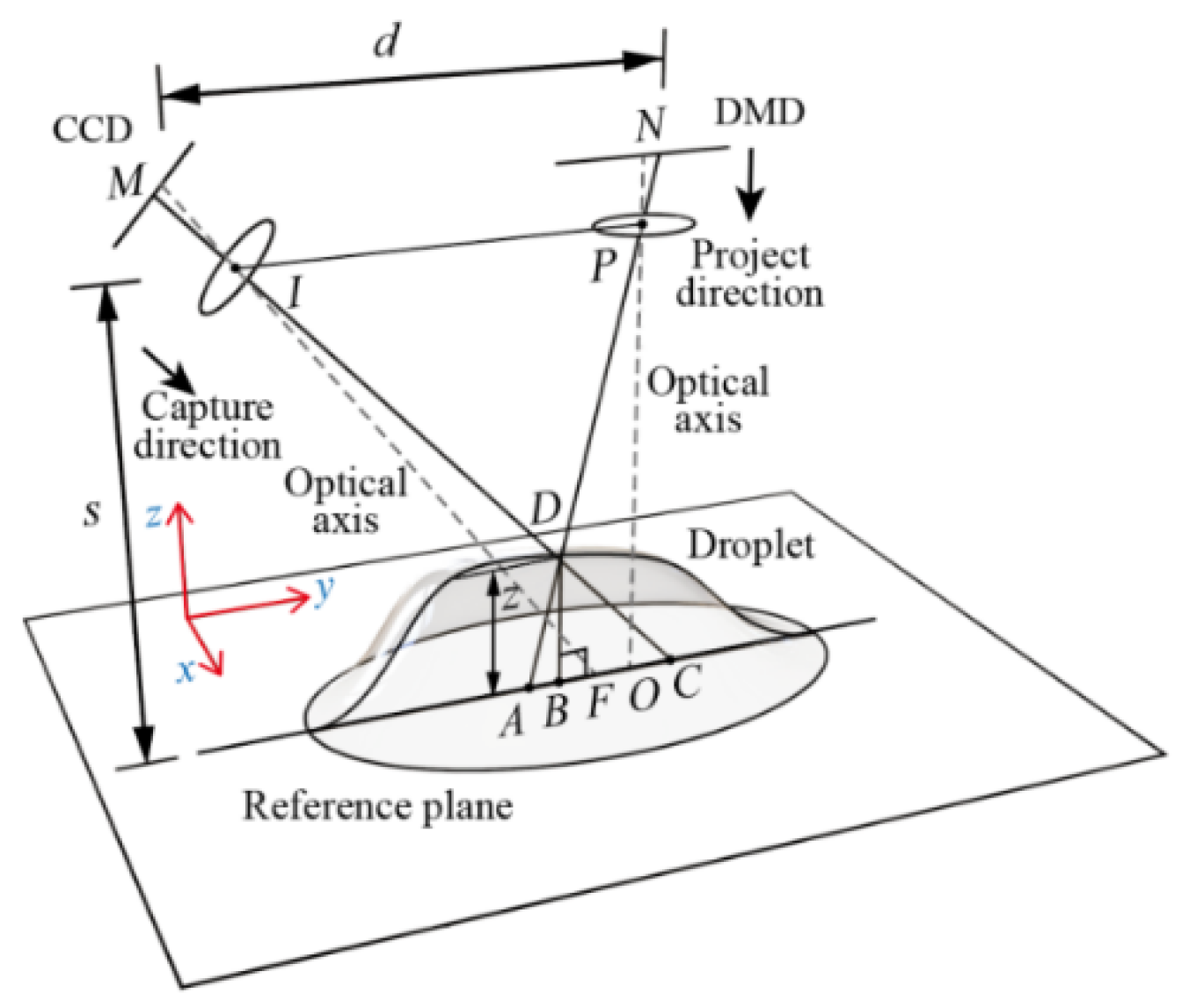
2.1. Methodology
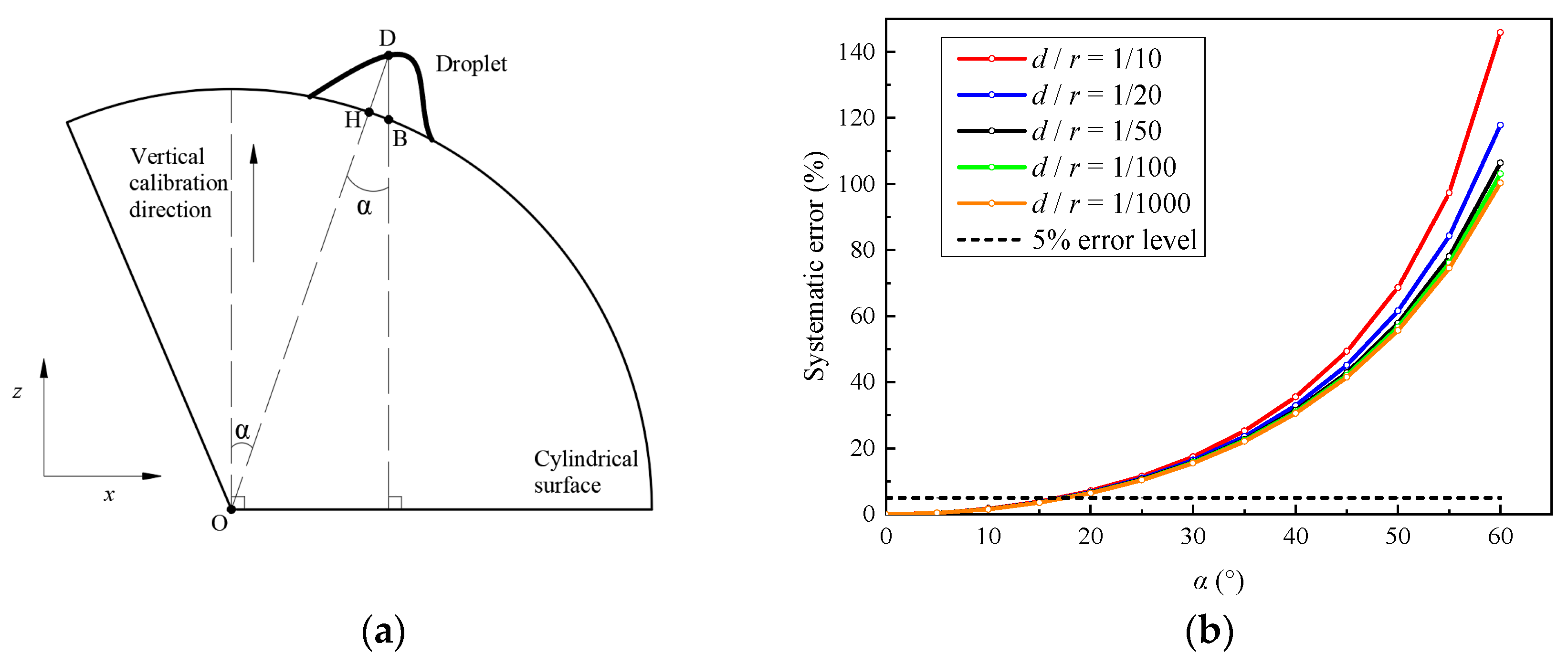
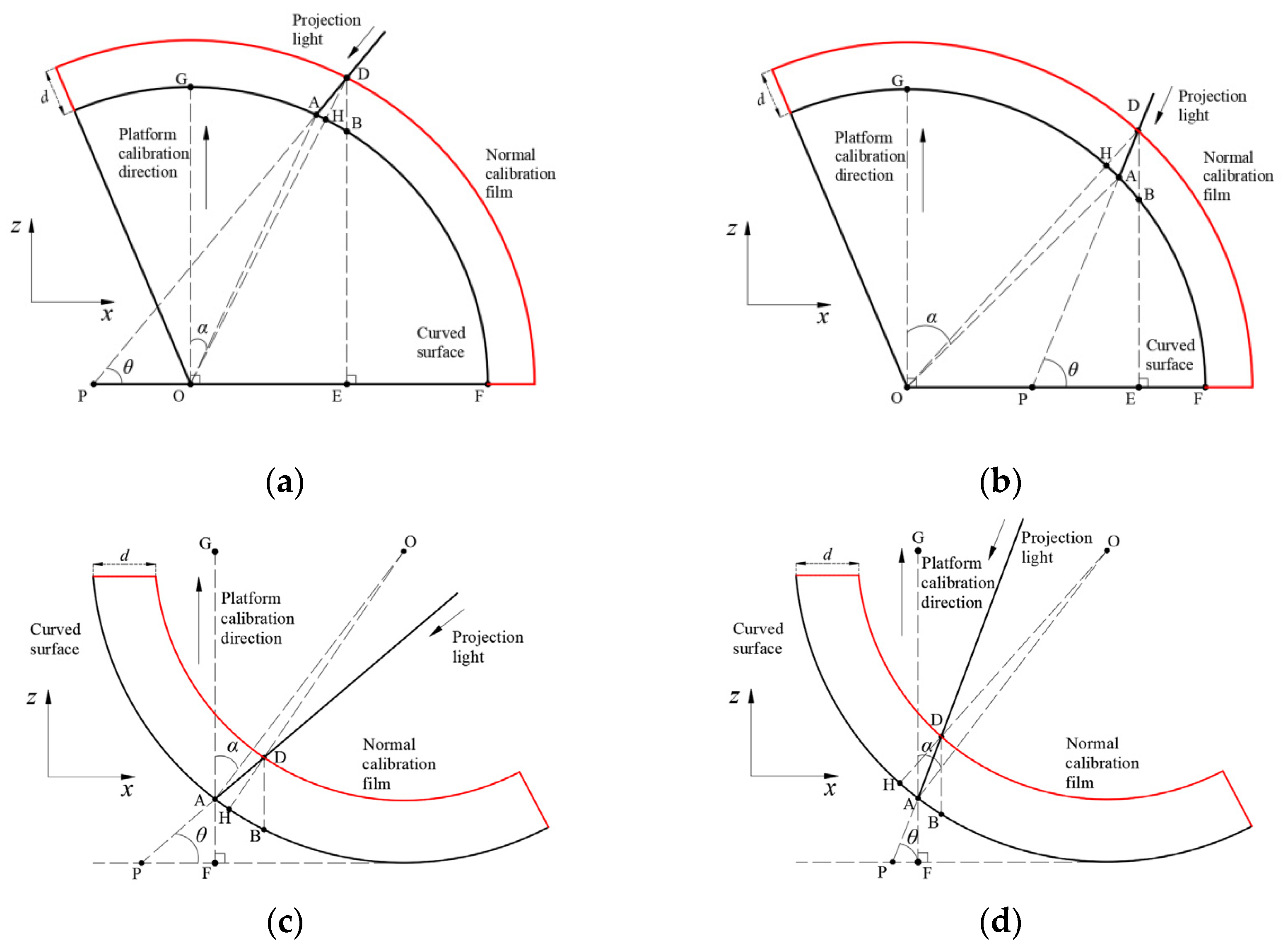
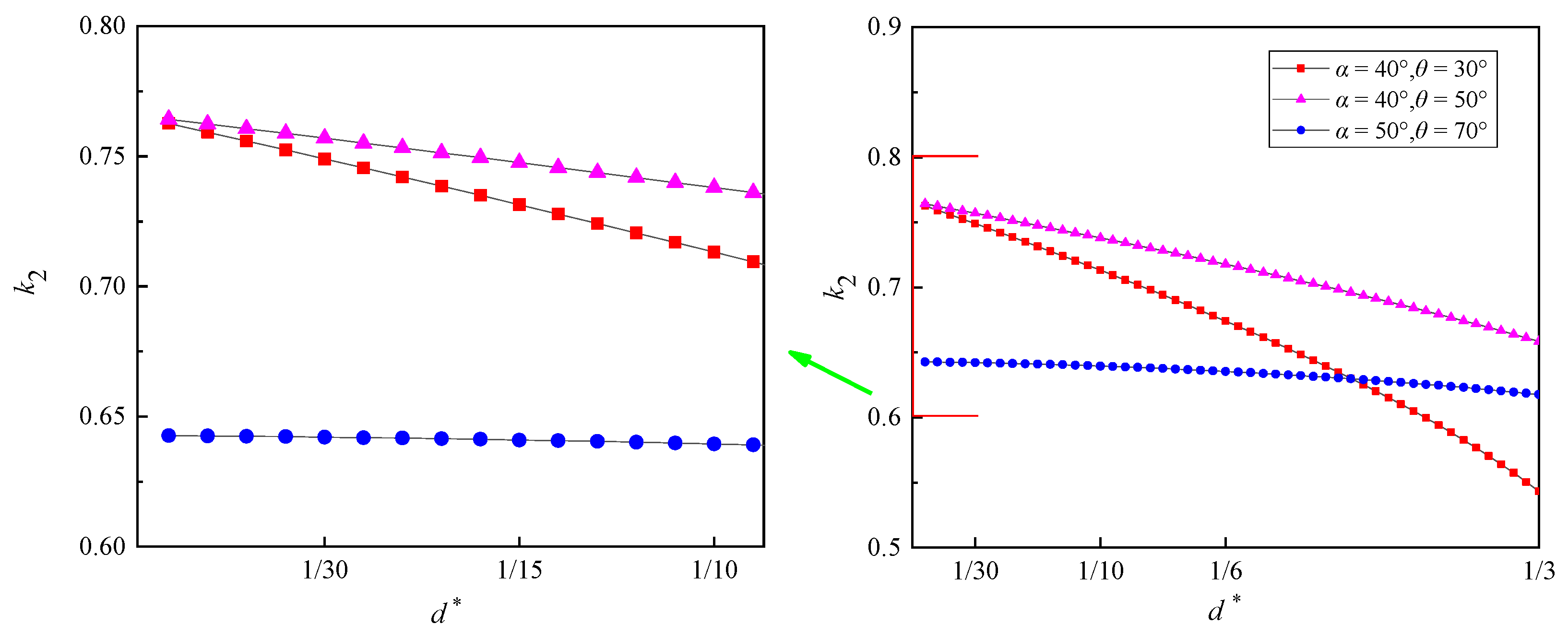
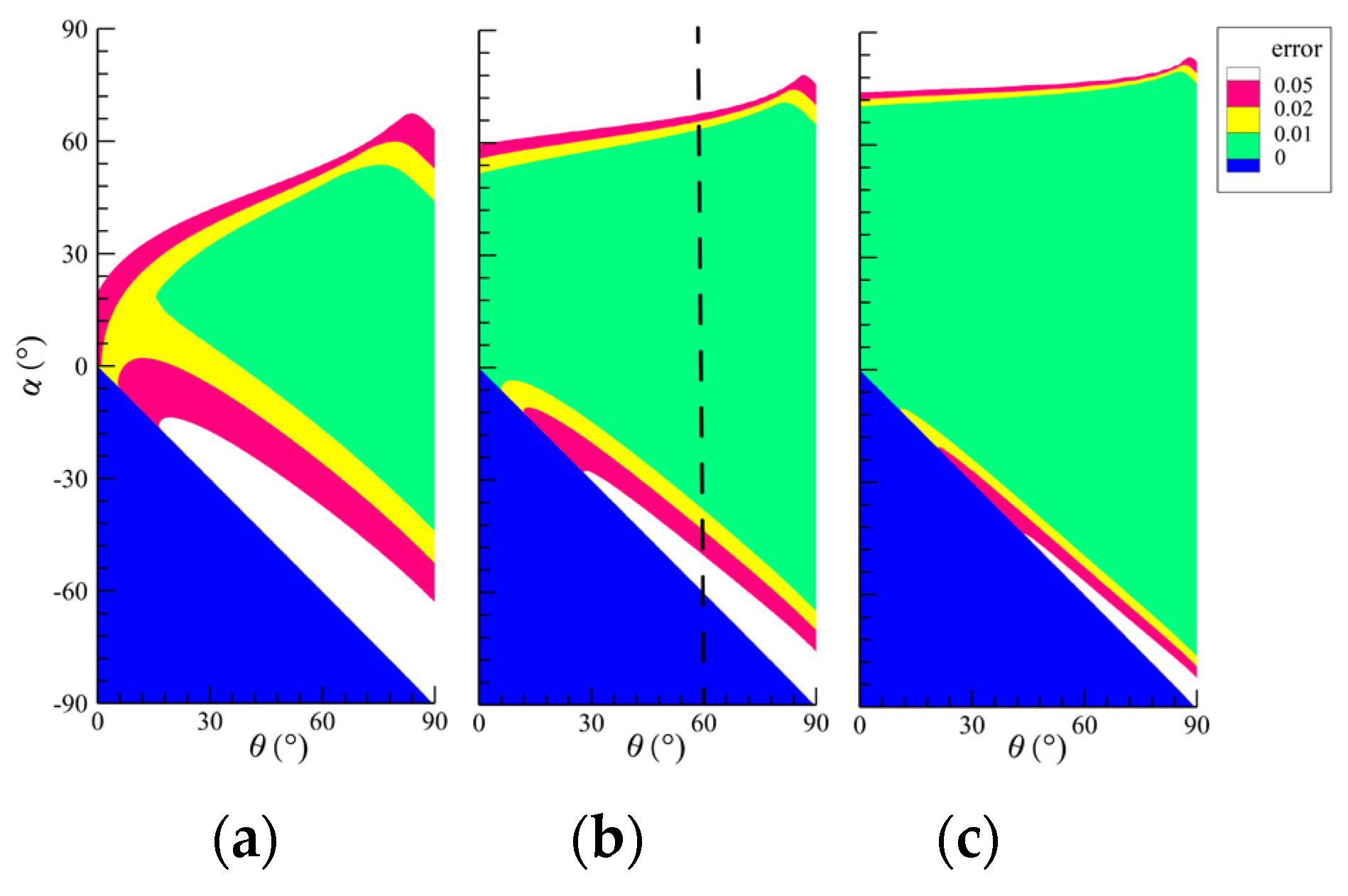
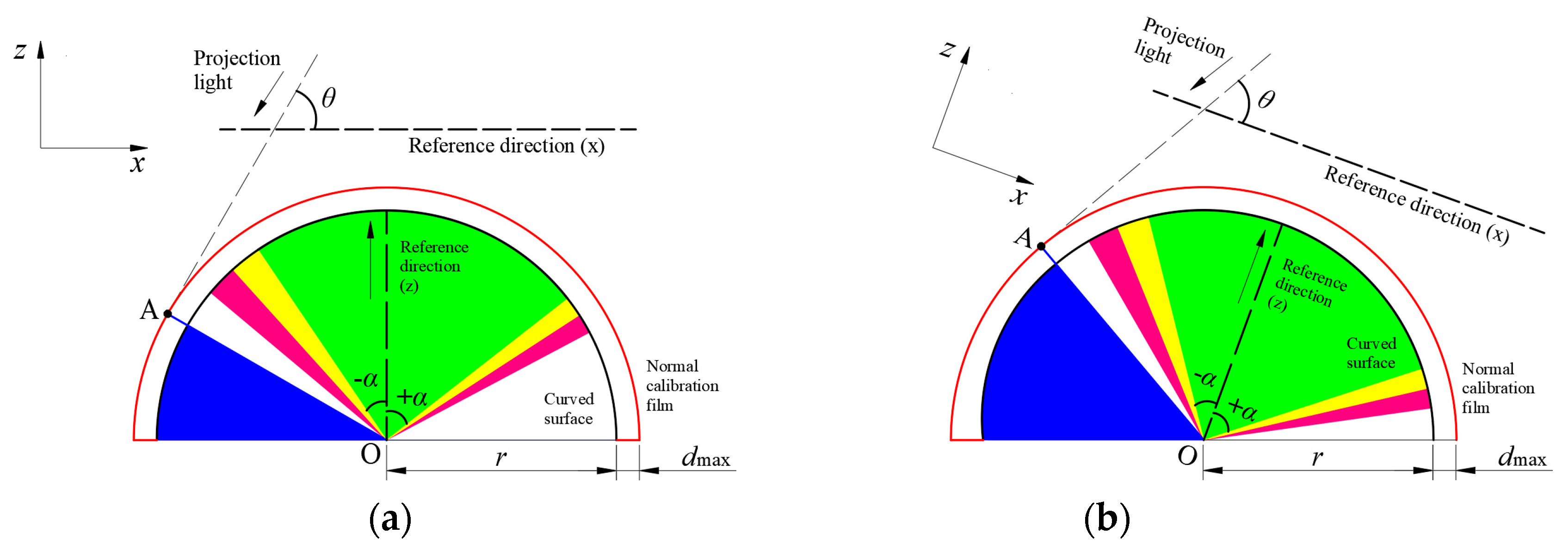
2.2. Error Analysis
2.3. Experimental Setup
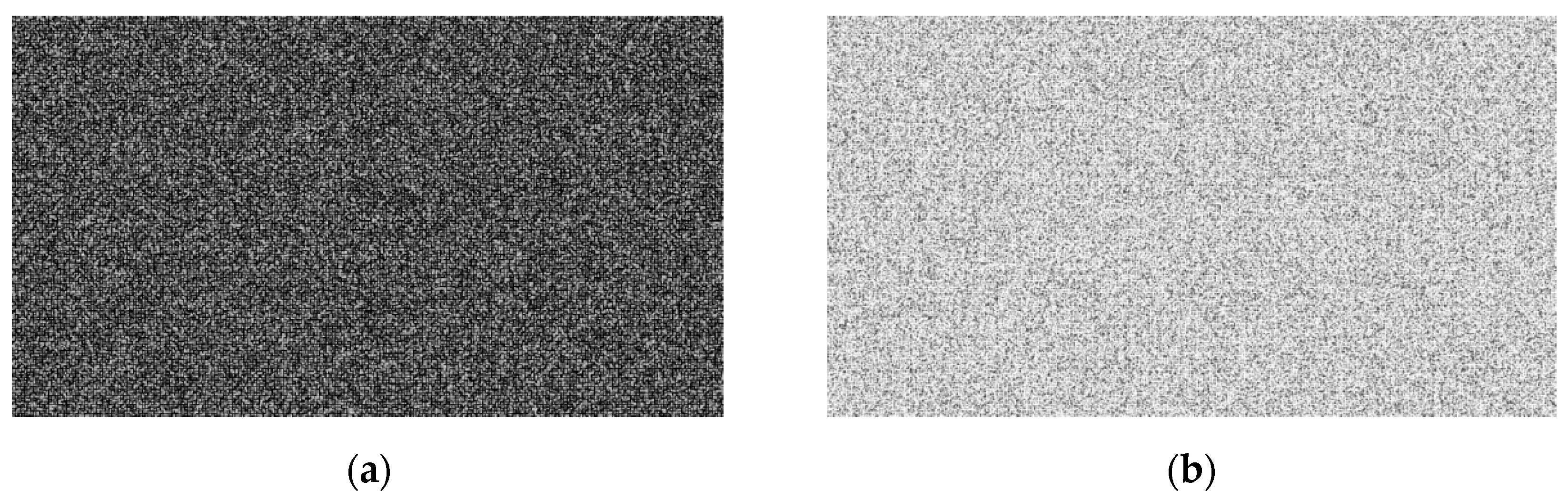
- Project the image onto the tested curved surface. Take a picture of the projected image without water droplet or rivulet, which will be used as “original image”.
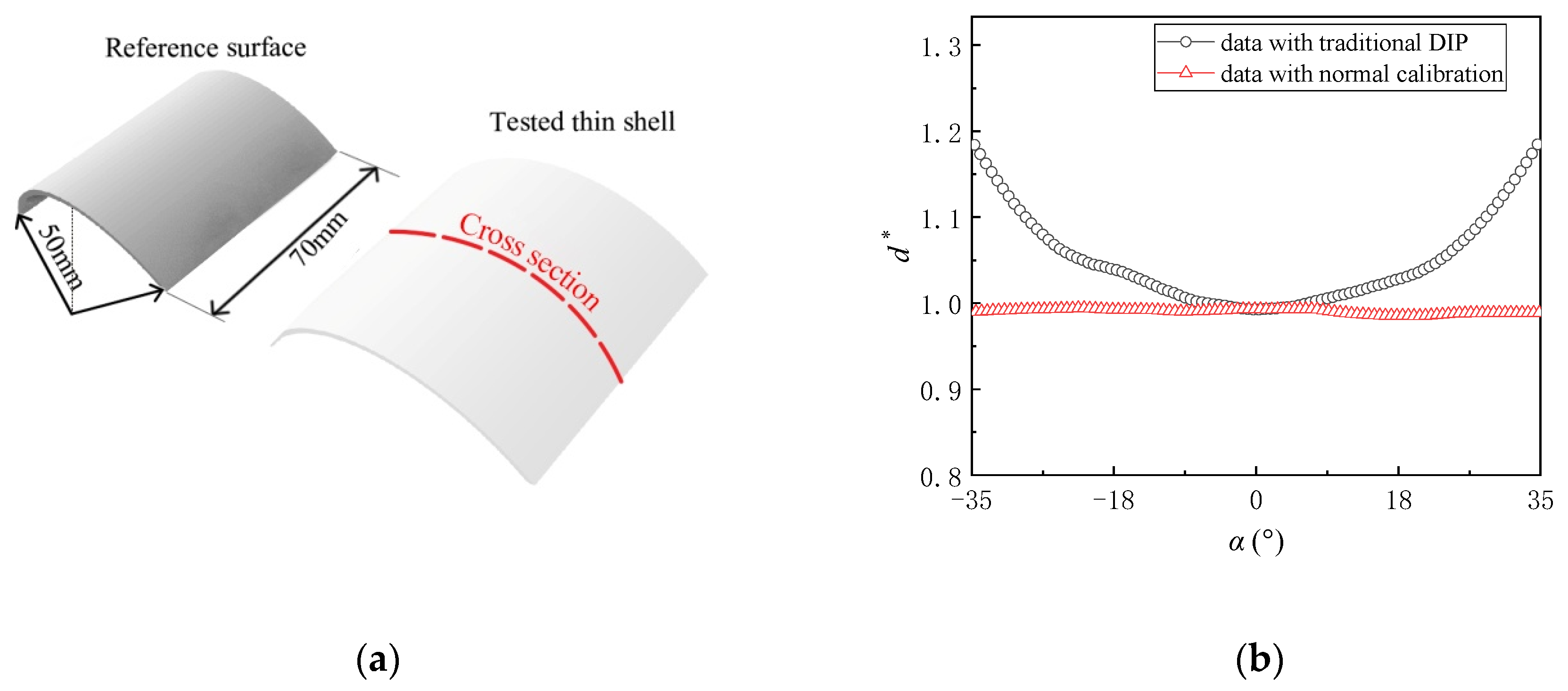
- Attach the two thin shells with given thicknesses to the measured surface, respectively. Take pictures of the projected image on each of the two shells. These two pictures will be used as “normal calibration images”.
- Remove the thin shells. Make droplets or rivulets attached on the surface. Then, the projected image will be distorted with the appearance of these water droplets or rivulets. Capture the distorted images, which contain the geometric information of the water droplets or rivulets.
- Calculate the constant coefficients k1C3 and k1C4 with cross-correlation between the “normal calibration images” and “original image”.
- Calculate the thickness of water droplets or rivulets with cross-correlation between the distorted images and “original image”
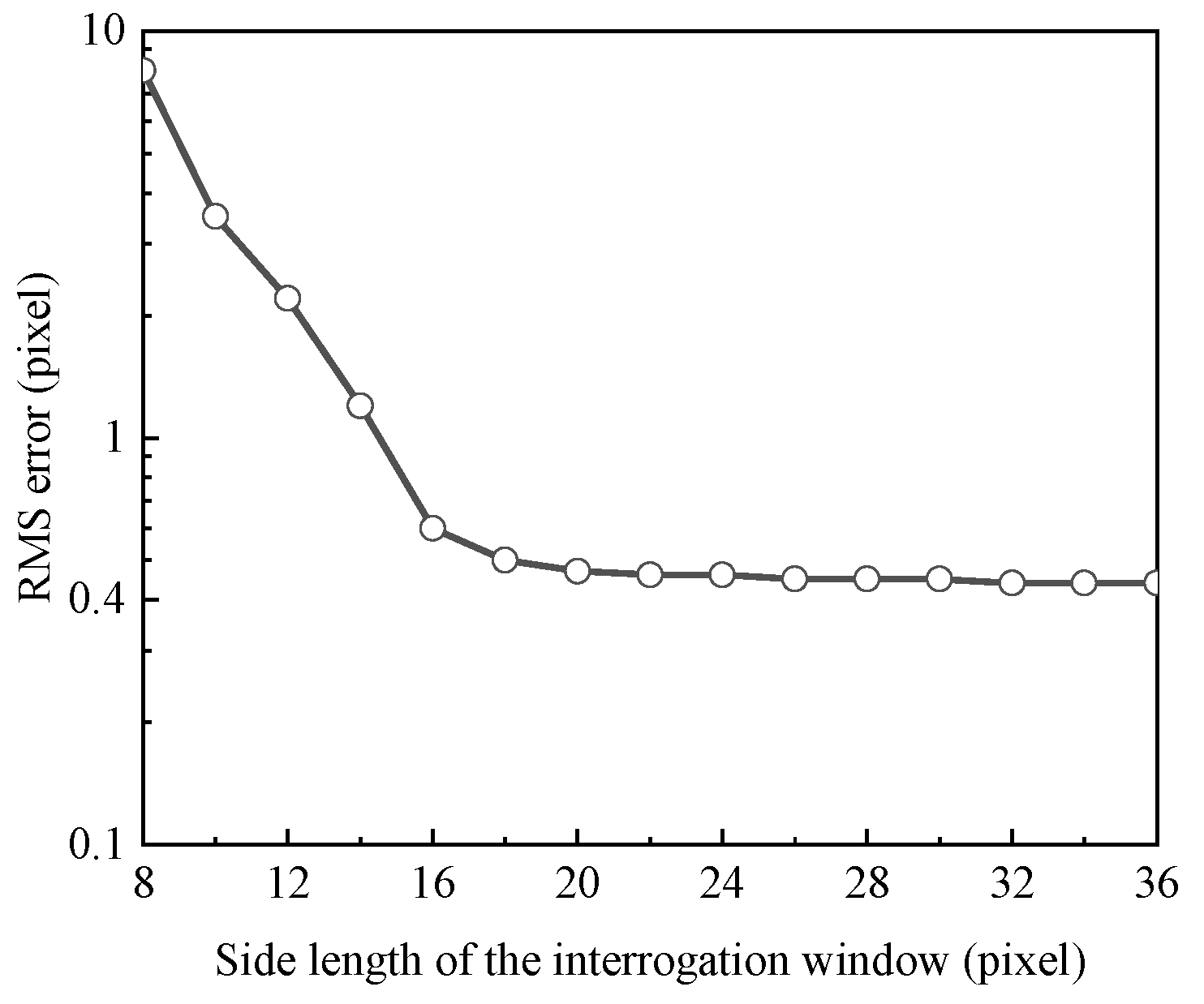
2.4. Interrogation Window Size
3. Applications
3.1. Measurement for a Curved Uniform Shell
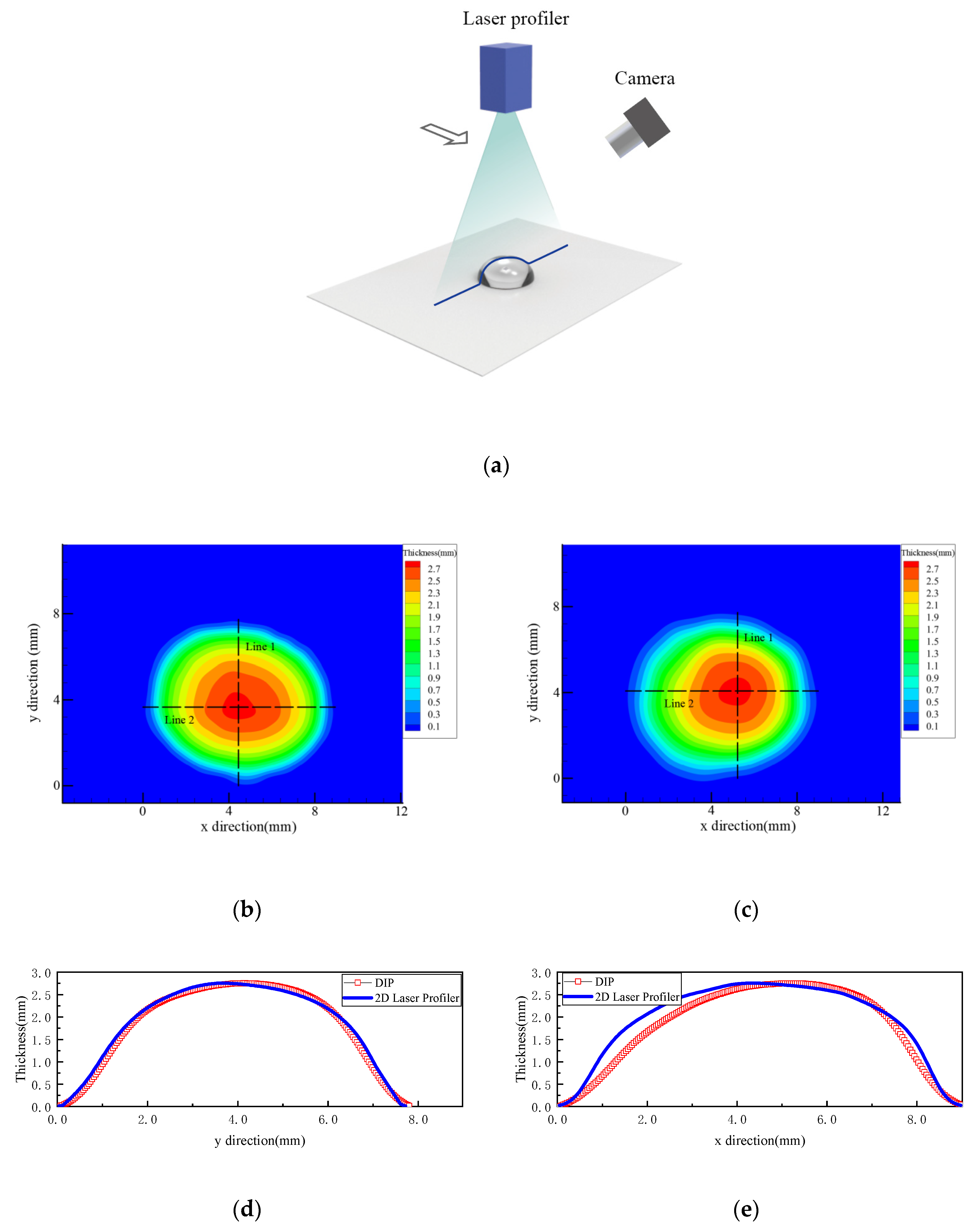
3.2. Measurement for the Water Droplet on a Flat Surface
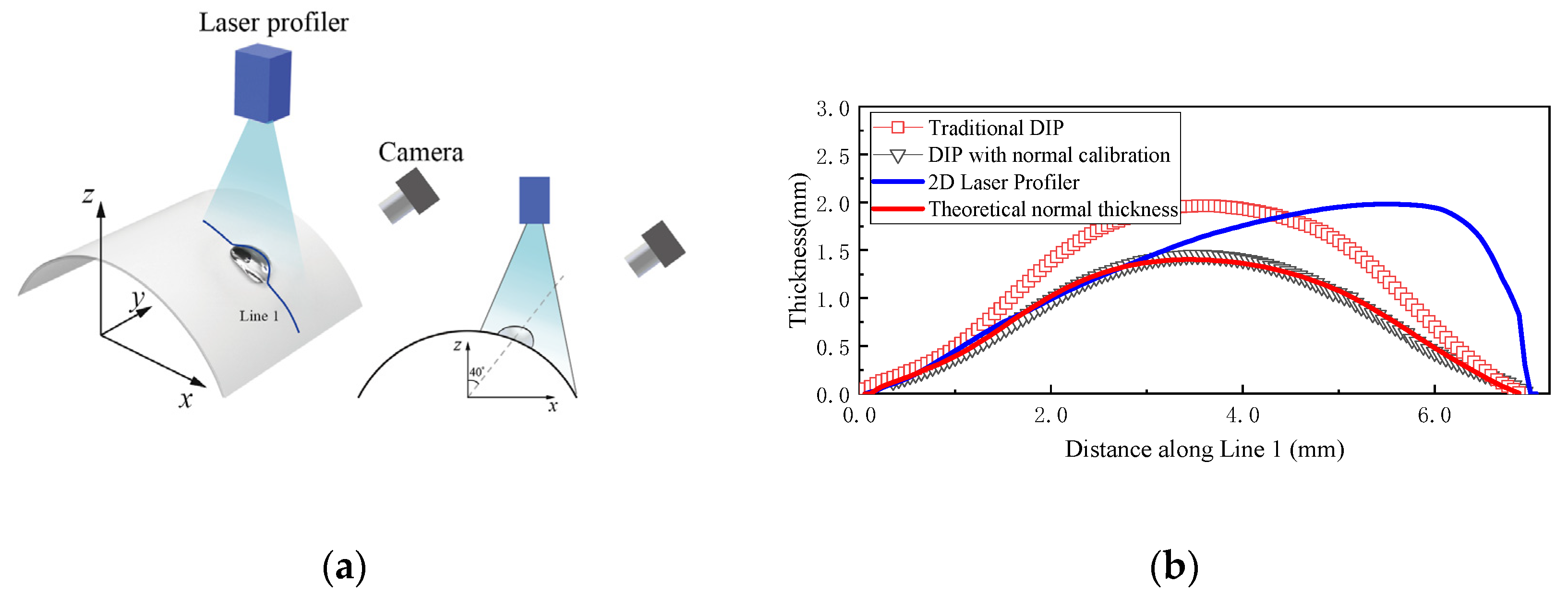
3.3. Measurement for the Water Droplet on a Curved Surface
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mason, B.J. The Physics of Clouds; Clarendon: Oxford, UK, 1971. [Google Scholar]
- Politovich, M.K. Aircraft icing caused by large supercooled droplets. J. Appl. Meteorol. 1989, 28, 856–868. [Google Scholar] [CrossRef]
- Hu, H.; Huang, D. Simultaneous measurements of droplet size and transient temperature within surface water droplets. AIAA J. 2009, 47, 813–820. [Google Scholar] [CrossRef][Green Version]
- Hu, H.; Jin, Z. An icing physics study by using lifetime-based molecular tagging thermometry technique. Int. J. Multiph. Flow 2010, 36, 672–681. [Google Scholar] [CrossRef]
- Seidel, C.; Dinkler, D. Rain–wind induced vibrations–phenomenology, mechanical modelling and numerical analysis. Comput. Struct. 2006, 84, 1584–1595. [Google Scholar] [CrossRef]
- Flamand, O. Rain-wind induced vibration of cables. J. Wind Eng. Ind. Aerodyn. 1995, 57, 353–362. [Google Scholar] [CrossRef]
- Du, X.; Gu, M.; Chen, S. Aerodynamic characteristics of an inclined and yawed circular cylinder with artificial rivulet. J. Fluids Struct. 2013, 43, 64–82. [Google Scholar] [CrossRef]
- Rekstad, J.; Ingebretsen, F.; Sultanovic, D.; Bjerke, B.; Grorud, C. The principles and lay-out of a new semi-open solar energy system manufactured by Solnor A/S. In Proceedings of the Third European Conference on Architecture, Florence, Italy, 17–21 May 1993. [Google Scholar]
- Hoshiide, A.; Niidome, T.; Morooka, S.; Ishizuka, T. Study on liquid film behavior in rod bundle under adia-batic two-phase flow. In Proceedings of the 29th National Heat Transfer Sympo-sium of Japan, Osaka, Japan, 29–31 May 1992; pp. 723–724. [Google Scholar]
- Yano, T.; Mitsutake, T.; Morooka, S.; Kimura, J. Annular two-phase flow characteristics in circular tube-spacer effect on entrainment and deposition mechanism. In Proceedings of the 2nd International Conference on Multiphase Flow, Kyoto, Japan, 3–7 April 1995. [Google Scholar]
- Hu, H.; Wang, B.; Zhang, K.; Lohry, W.; Zhang, S. Quantification of transient behavior of wind-driven surface droplet/rivulet flows using a digital fringe projection technique. J. Vis. 2015, 18, 705–718. [Google Scholar] [CrossRef]
- Zhang, K.; Wei, T.; Hu, H. An experimental investigation on the surface water transport process over an airfoil by using a digital image projection technique. Exp. Fluids 2015, 56, 173. [Google Scholar] [CrossRef]











© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zeng, L.; Wang, H.; Li, Y.; He, X. Measurement for the Thickness of Water Droplets/Film on a Curved Surface with Digital Image Projection (DIP) Technique. Sensors 2020, 20, 2409. https://doi.org/10.3390/s20082409
Zeng L, Wang H, Li Y, He X. Measurement for the Thickness of Water Droplets/Film on a Curved Surface with Digital Image Projection (DIP) Technique. Sensors. 2020; 20(8):2409. https://doi.org/10.3390/s20082409
Chicago/Turabian StyleZeng, Lingwei, Hanfeng Wang, Ying Li, and Xuhui He. 2020. "Measurement for the Thickness of Water Droplets/Film on a Curved Surface with Digital Image Projection (DIP) Technique" Sensors 20, no. 8: 2409. https://doi.org/10.3390/s20082409
APA StyleZeng, L., Wang, H., Li, Y., & He, X. (2020). Measurement for the Thickness of Water Droplets/Film on a Curved Surface with Digital Image Projection (DIP) Technique. Sensors, 20(8), 2409. https://doi.org/10.3390/s20082409