Experimental Investigation of Inductive Sensor Characteristic for Blade Tip Clearance Measurement at High Temperature


Abstract
:1. Introduction
2. Method and Sensor
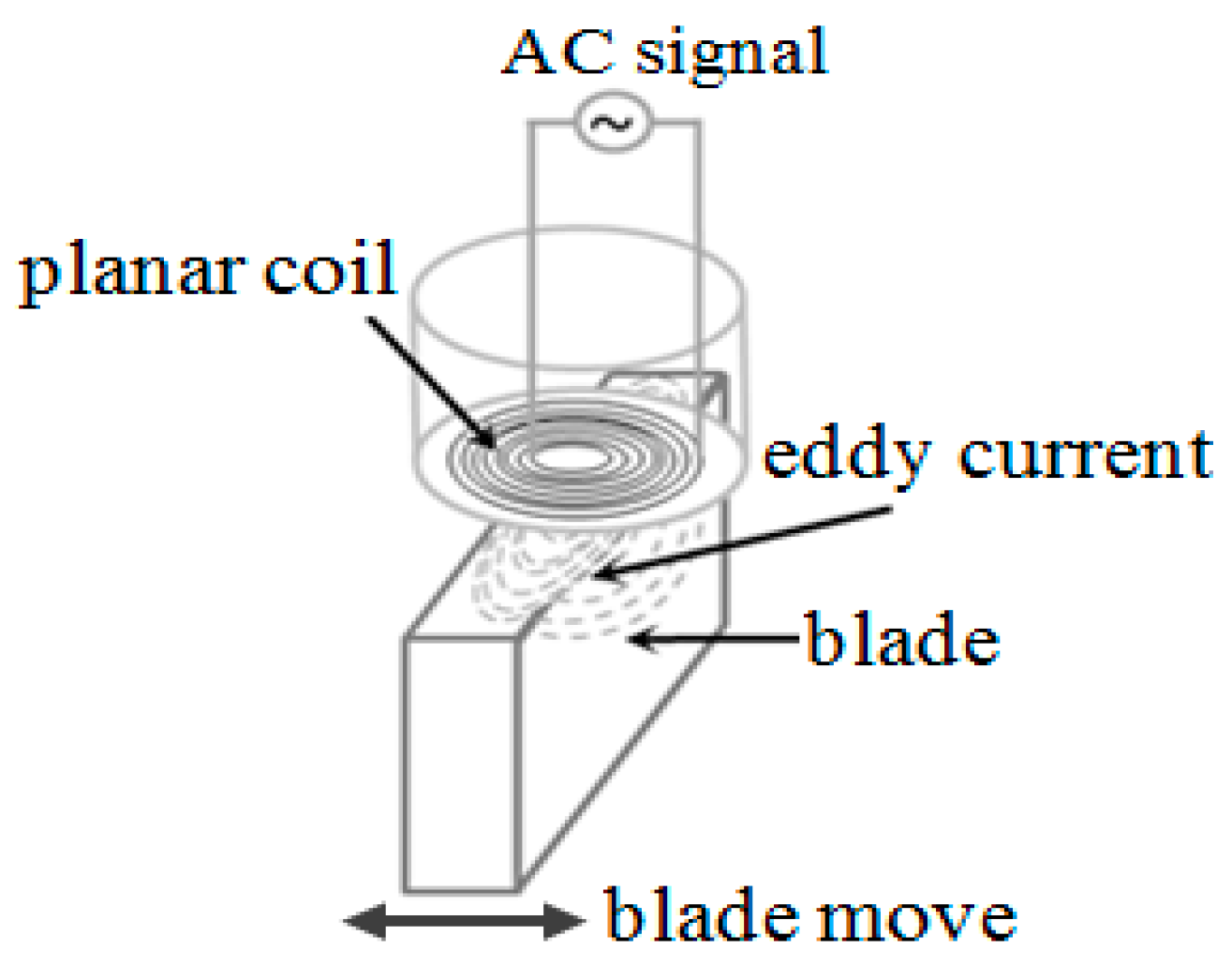
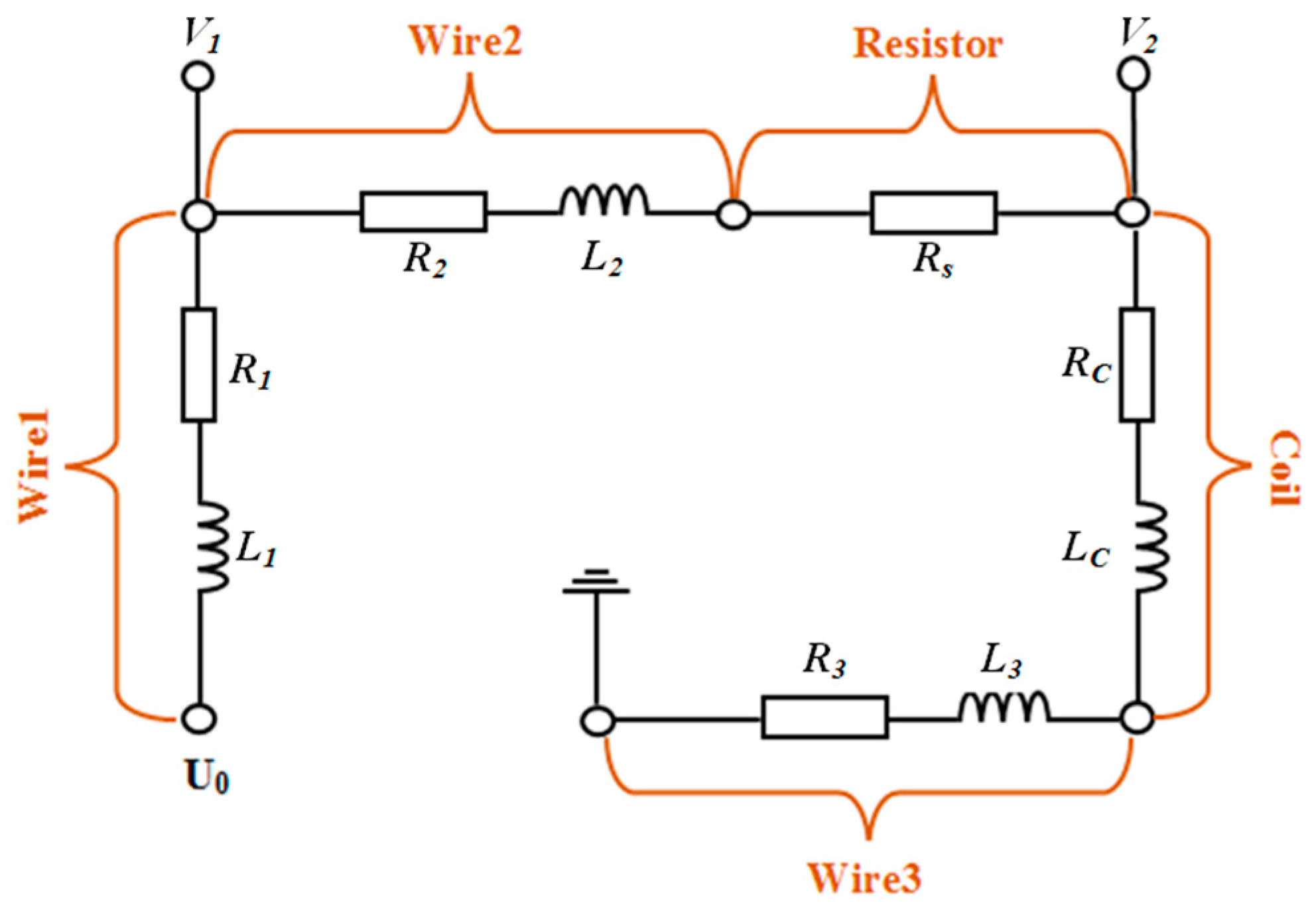
2.1. Inductive Tip Clearance Measurement
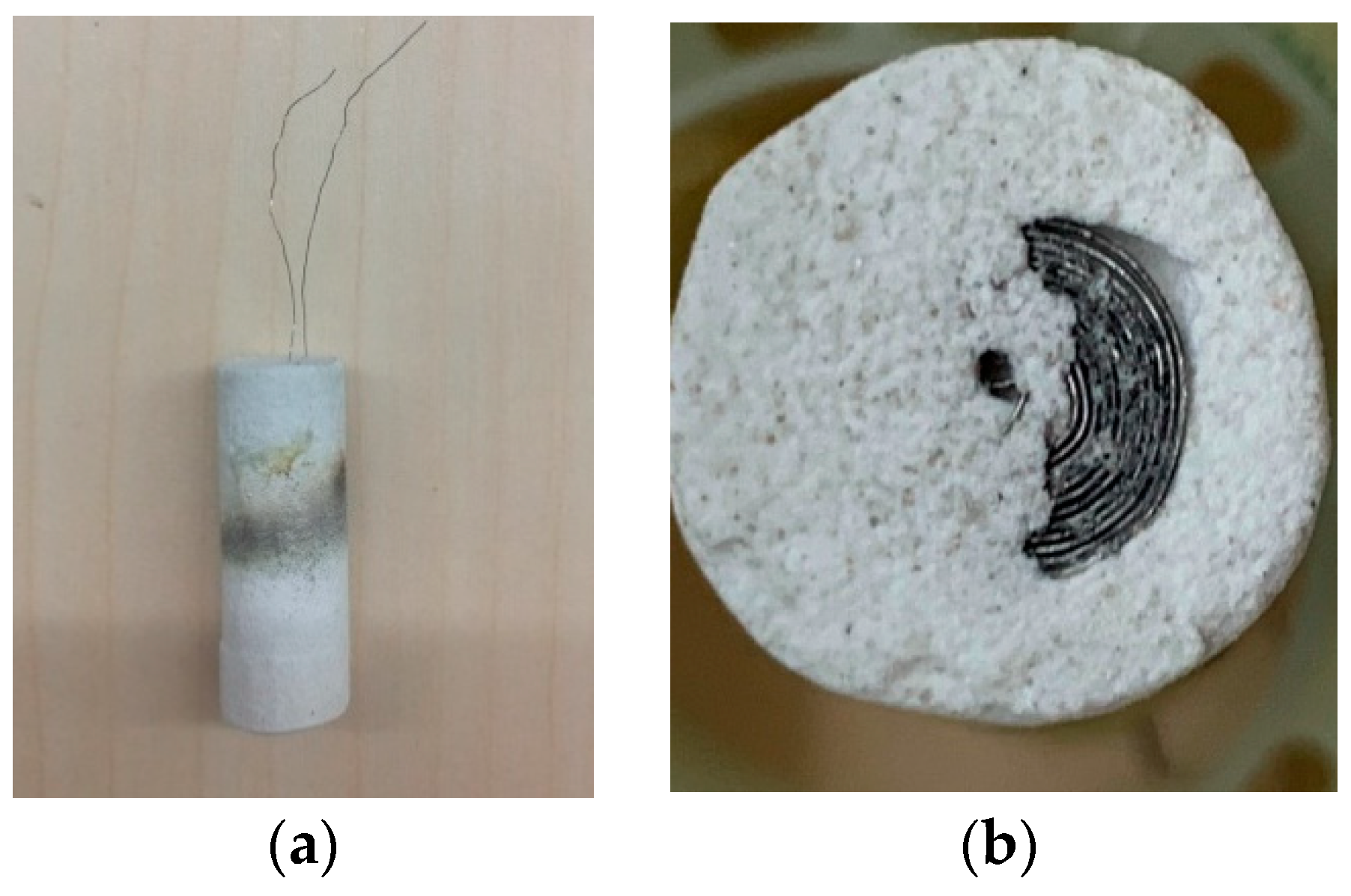
2.2. Sensor Structure and Manufacture
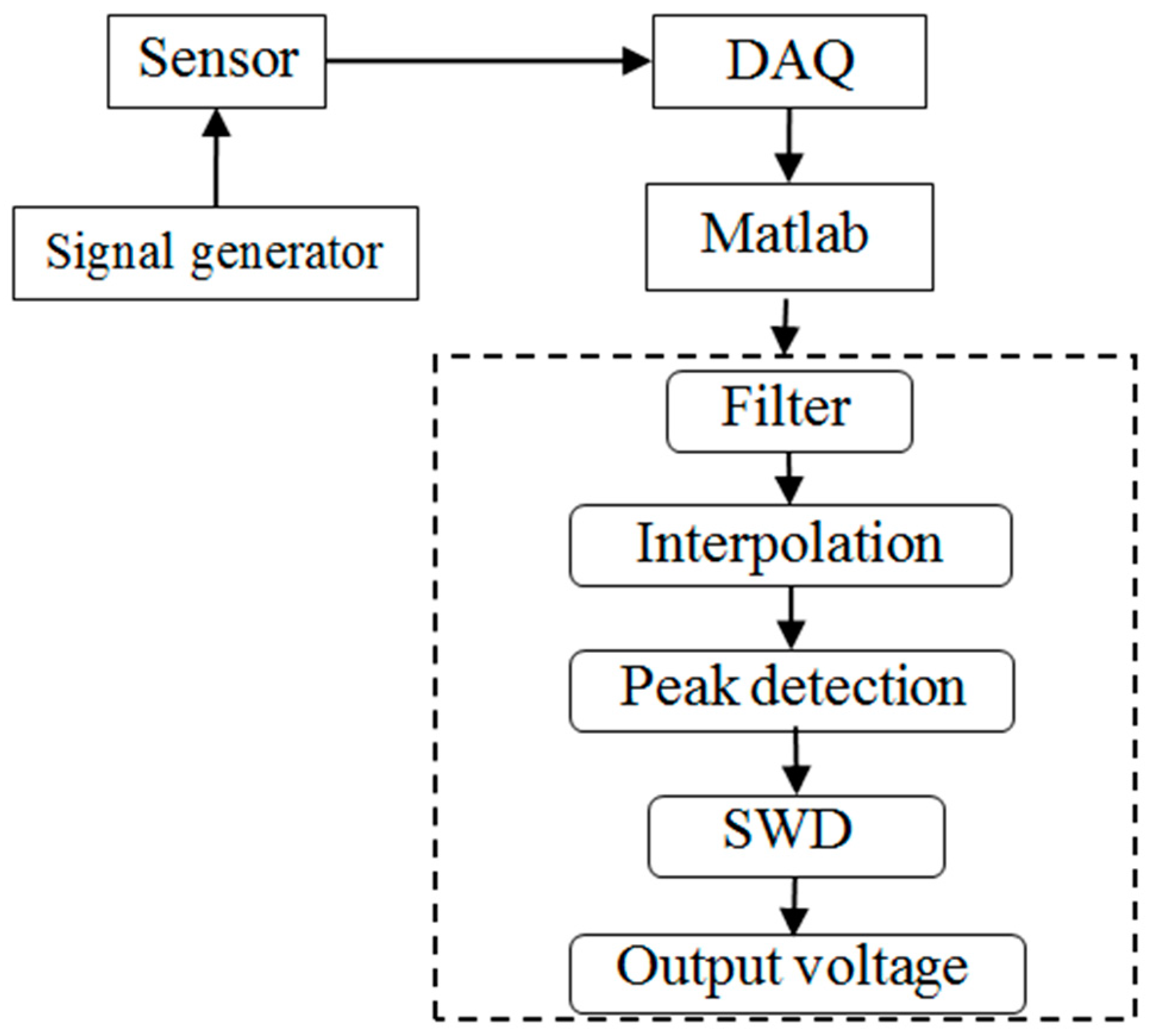
3. Sensor Performance Calibration
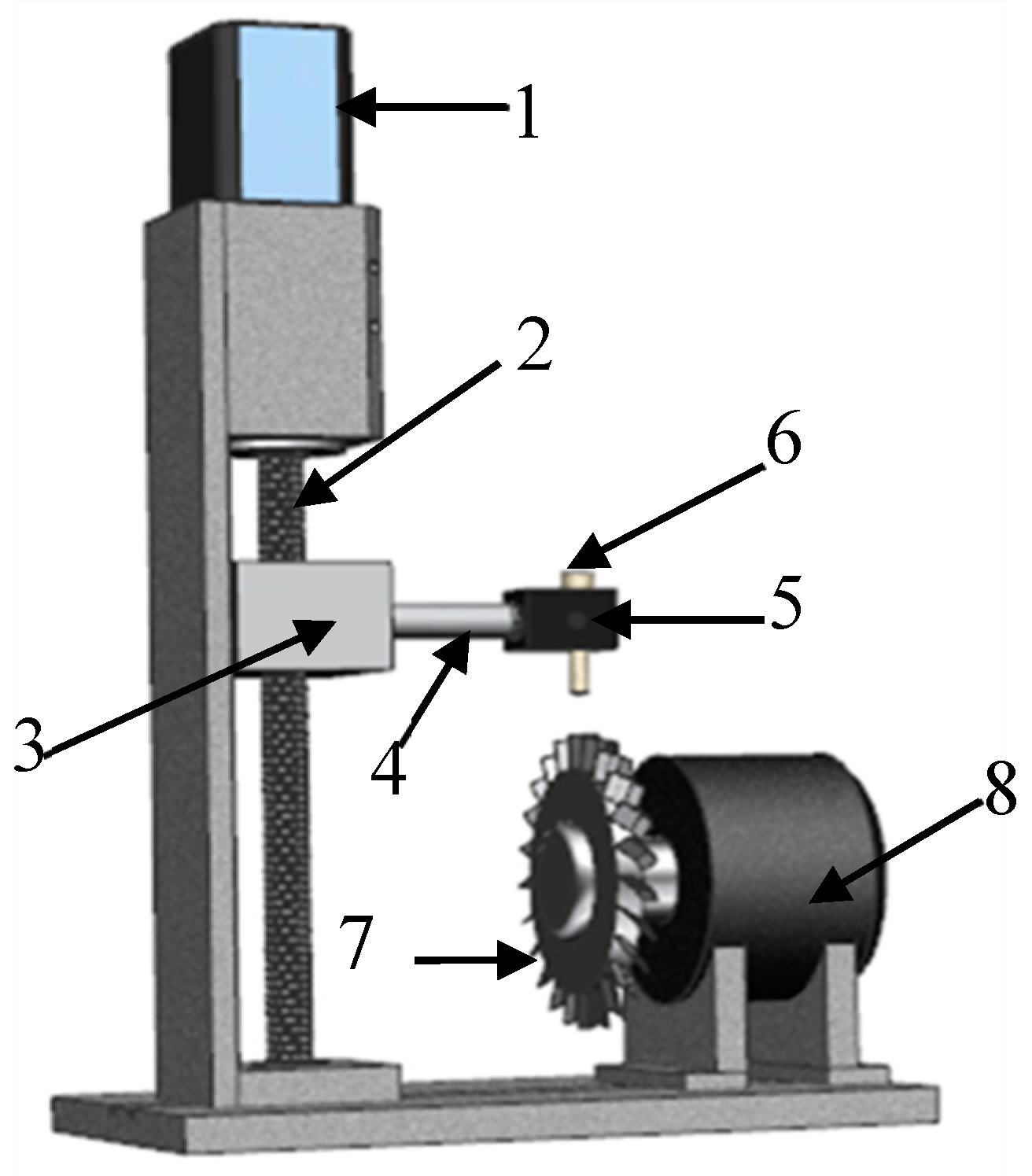
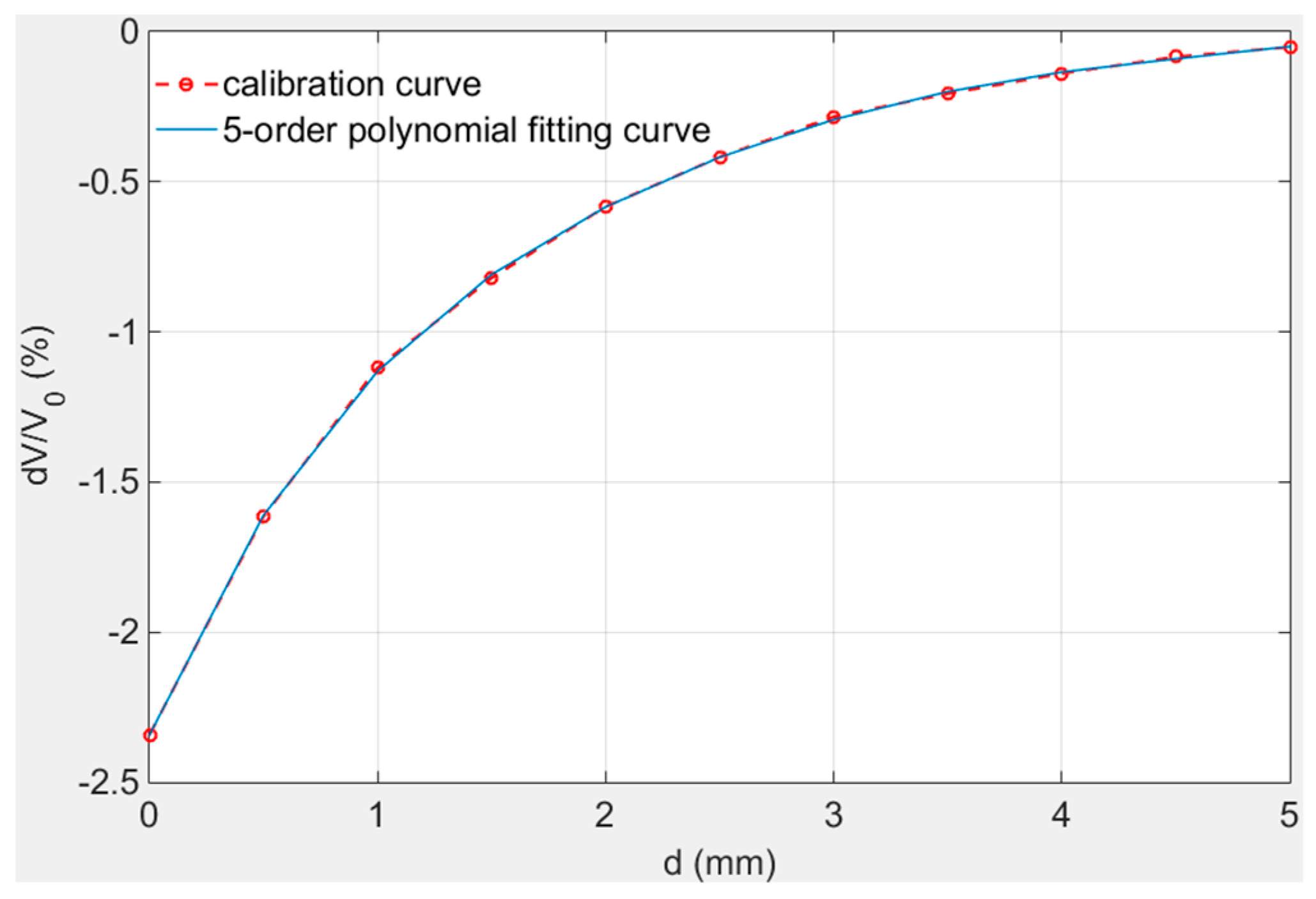
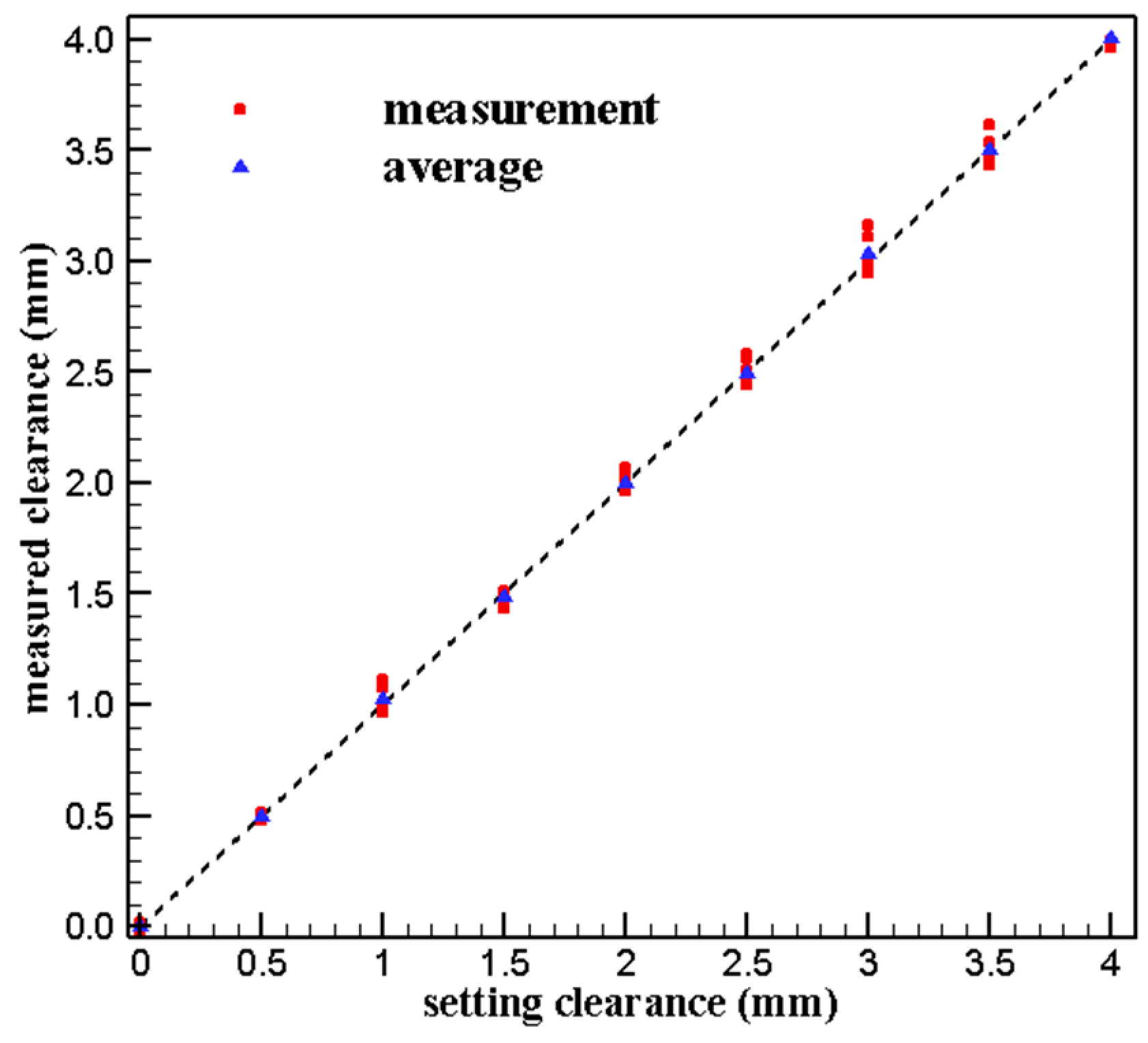
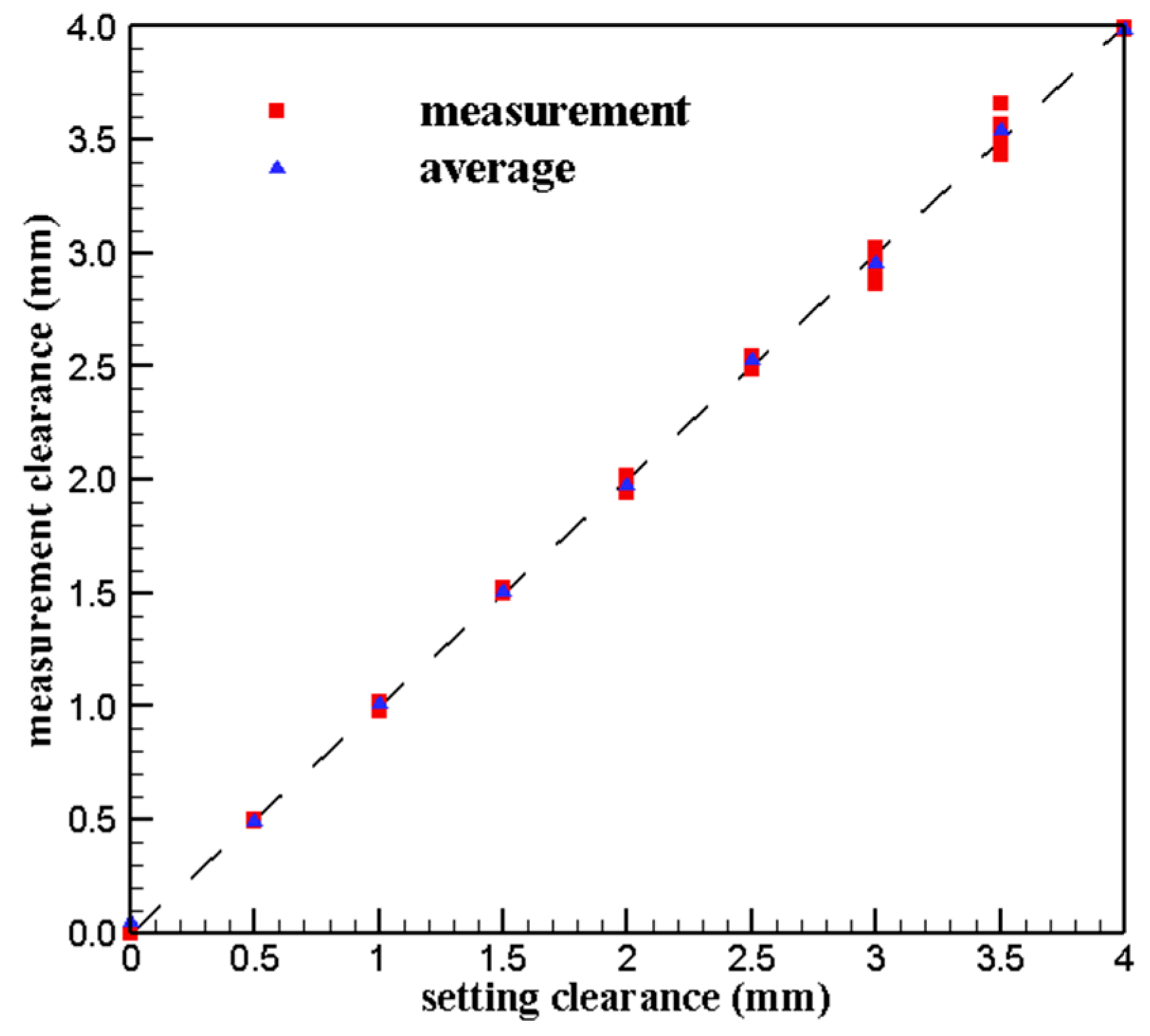
3.1. Characteristics Calibration
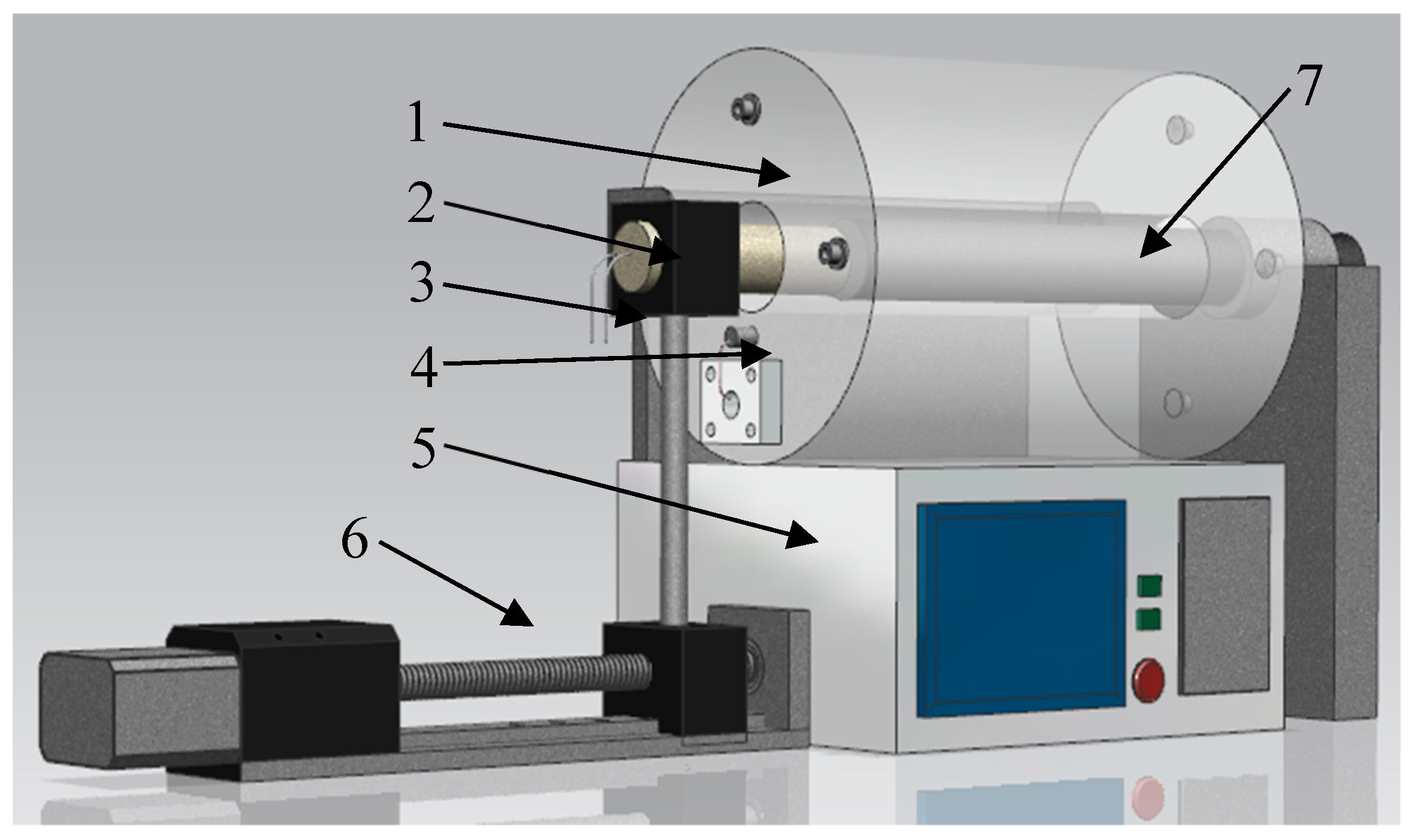
3.2. Calibration at High Temperature
3.3. Results Discussion
4. Conclusions
- The designed sensor with planar coil made of platinum wire was proved to be a good inductive sensor for its phase angle is up to 80° under 4 MHz excitation frequency and the sensor performance meets the requirements of tip clearance measurement for the measuring range was over 5 mm and the resolution is better than 0.01 mm within 5 mm range according to the static calibration result.
- The sensor was effective at high temperature like 1000 °C, and maintains good stability within the temperature range from 600 °C to 1000 °C. This suggests the designed sensor is capable to operate over a wide temperature range and that is an important basis for the sensor to be used in turbine tip clearance measurement in the future.
- Compared with the measurement relative error of repeated calibration at room temperature, that of measurement under different temperatures was smaller, which means the difference of measurement value at different temperature may be caused by repeatability error rather than temperature influence. This meaningful conclusion will greatly simplify the calibration process and data process at high temperature.
Author Contributions
Funding
Conflicts of Interest
References
- Scott, B.L.; Bruce, M.S. Turbine engine clearance control systems: Current practices and future directions. In Proceedings of the 38th AIAA/ASME/SAE/ASEE Joint Propulsion Conference and Exhibit, Indianapolis, IN, USA, 7–10 July 2002. [Google Scholar]
- Scott, B.L.; Bruce, M.S.; Robbie, M.G. Test rig for evaluating active turbine tip clearance control concepts. In Proceedings of the NASA Seal/Secondary Air System Workshop, Cleveland, OH, USA, 5 November 2003. [Google Scholar]
- Weimer, M. Design and test of an active tip clearance system for centrifugal compressors. In Proceedings of the 38th AIAA/ASME/SAE/ASEE Joint Propulsion Conference and Exhibit, Indianapolis, IN, USA, 7–10 July 2002. [Google Scholar]
- Mark, R.W.; James, W.R.; Christopher, E.H.; Timothy, J.B. Testing of a microwave blade tip clearance sensor at the NASA Glenn Research Center. In Proceedings of the 47th AIAA Aerospace Science Meeting, Orlando, FL, USA, 5–8 January 2009. [Google Scholar]
- Mark, R.W.; Ali, A.A.; Timothy, J.B. A Microwave Blade Tip Clearance Sensor for Propulsion Health Monitoring. In Proceedings of the AIAA Infotech@Aerospace, Atlanta, GA, USA, 20–22 April 2010. [Google Scholar]
- Scientific and Technical Information Program. Available online: https://ntrs.nasa.gov/search.jsp?R=20140009171 (accessed on 23 March 2018).
- Poppe, G.L.; Marple, D.T.F.; Baumbick, R.J. Optical Tip Clearance Sensor for Aircraft Engine Controls. In Proceedings of the AIAA/SAE/ASME 18th Joint Propulsion Conference, Cleveland, OH, USA, 21–23 June 1982. [Google Scholar]
- García, I.; Beloki, J.; Zubia, J. An Optical Fiber Bundle Sensor for Tip Clearance and Tip Timing Measurements in a Turbine Rig. Sensors 2013, 13, 7385–7398. [Google Scholar] [CrossRef] [PubMed]
- García, I.; Zubia, J.; Berganza, J. Different Configurations of a Reflective Intensity-Modulated Optical Sensor to AvoidModal Noise in Tip-Clearance Measurements. J. Lightwave Technol. 2015, 12, 2663–2669. [Google Scholar] [CrossRef]
- García, I.; Przysowa, R.; Amorebieta, J.; Joseba, Z. Tip-Clearance Measurement in the First Stage of theCompressor of an Aircraft Engine. Sensors 2016, 16, 1897. [Google Scholar] [CrossRef]
- Gil-García, J.M.; Solís, A.; Aranguren, G. An Architecture for On-Line Measurement of the Tip Clearance and Time of Arrival of a Bladed Disk of an Aircraft Engine. Sensors 2017, 17, 2162. [Google Scholar] [CrossRef] [PubMed]
- Durana, G.; Amorebieta, J.; Fernandez, R. Design, Fabrication and Testing of a High-Sensitive Fibre Sensor for Tip Clearance Measurements. Sensors 2018, 18, 2610. [Google Scholar] [CrossRef] [PubMed]
- Andreas, K.; Stefan, S.; Thomas, R.; Ken, H. Spatial and temporal high-resolution optical tip-clearance probe for harsh environments. In Proceedings of the 13th International Symposium on Applications of Laser Techniques to Fluid Mechanics, Lisbon, Portugal, 26–29 June 2006. [Google Scholar]
- Mossop, I.A.; Gill, F.D. The measurement of blade-tip clearances in aircraft turbines by a capacitance method. Proc. Inst. Electr. Eng. 1953, 100, 377–386. [Google Scholar]
- Muller, D.; Shear, A.G.; Mozumdar, S.; Johann, E. Capacitive measurement of compressor and turbine blade tip to casing running clearance. In Proceedings of the International Gas Turbine and Aeroengine Congress & Exhibition, Birmingham, UK, 10–13 June 1996. [Google Scholar]
- Chana, K.S.; Cardwell, M.T.; Sullivan, J.S. The development of a hot section eddy current sensor for turbine tip clearance measurement. In Proceedings of the ASME Turbo Expo, San Antonio, TX, USA, 3–7 June 2013. [Google Scholar]
- Chana, K.S.; Sridhar, V.; Singh, D. The use of eddy current sensors for the measurement of rotor blade Tip timing: Development of a new method based on integration. In Proceedings of the ASME Turbo Expo, Seoul, Korea, 13–17 June 2016. [Google Scholar]
- Sridhar, V.; Chana, K.S. Tip-clearance measurement on an engine high pressure turbine using an eddy current sensor. In Proceedings of the ASME Turbo Expo, Charlotte, NC, USA, 26–30 June 2017. [Google Scholar]
- Sridhar, V.; Chana, K.S. Development of a combined eddy current and pressure sensor for gas turbine blade health monitoring. In Proceedings of the ASME Turbo Expo, Charlotte, NC, USA, 26–30 June 2017. [Google Scholar]
- Du, L.; Zhu, X.L.; Zhe, J. A high sensitivity inductive sensor for blade tip clearance measurement. Smart Mater. Struct. 2014, 6, 065018. [Google Scholar] [CrossRef]
- Han, Y.; Zhong, C.; Zhu, X.L.; Zhe, J. Online monitoring of dynamic tip clearance of turbine blades in high temperature environments. Meas. Sci. Technol. 2018, 29, 045102. [Google Scholar] [CrossRef]
- Roeseler, C.; von Flotow, A.; Tappert, P. Monitoring blade passage in turbomachinery through the engine case (no holes). In Proceedings of the 2002 IEEE Aerospace Conference Proceedings, Big Sky, MT, USA, 9–16 March 2002; pp. 3125–3129. [Google Scholar]
- Wayne, C.H.; Zachary, S.H. Advances in Through-the-Case Eddy Current Sensors. In Proceedings of the IEEE Aerospace Conference Proceedings, Big Sky, MT, USA, 2–9 March 2013; pp. 1–5. [Google Scholar]
- Lv, Y.T.; Zhu, C.S. High temperature eddy current displacement sensor based on temperature drift compensation. J. Zhejiang Univ. 2015, 4, 749–753. [Google Scholar]
- Wang, H.B.; Feng, Z.H. Ultrastable and highly sensitive eddy current displacement sensor using self-temperature compensation. Sens. Actuators, A Phys. 2013, 203, 362–368. [Google Scholar] [CrossRef]
- Zhao, Z.Y.; Liu, Z.X.; Lyu, Y.G.; Xu, X.X. Verification and design of high precision eddy current sensor for tip clearance measurement. In Proceedings of the ASME Turbo Expo, Oslo, Norway, 11–15 June 2018. [Google Scholar]
- Zhao, Z.Y.; Liu, Z.X.; Lyu, Y.G.; Xu, X.X. Design and verification of high resolution eddy current sensor for blade tip clearance measurement. Chin. J. Sci. Inst. 2018, 6, 132–139. [Google Scholar]
- Zhao, Z.Y.; Lyu, Y.G.; Liu, Z.X.; Zhao, L.Q. Experimental Investigation of High Temperature-Resistant Inductive Sensor for Blade Tip Clearance Measurement. Sensors 2019, 19, 61. [Google Scholar] [CrossRef] [PubMed]
- Wheeler, H.A. Simple inductance formulas for radio coils. Proc. Inst. Radio Eng. 1928, 16, 1398–1400. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | L (μH) | R (Ω) | Q | θ (°) |
|---|---|---|---|---|
| 1 | 0.366 | 1.22 | 7.7 | 82.6 |
| 2 | 0.359 | 1.25 | 7.2 | 82.1 |
| 3 | 0.361 | 1.27 | 7.1 | 82.0 |
| Clearance(mm) | dV/V0 (%) |
|---|---|
| 4.95 | −0.0543 |
| 4.96 | −0.0534 |
| 4.97 | −0.0525 |
| 4.98 | −0.0515 |
| 4.99 | −0.0506 |
| 5.00 | −0.0496 |
| Stroke | a0 | a1 | a2 | a3 | a4 | a5 |
|---|---|---|---|---|---|---|
| 1 | −2.3495 | 1.7250 | −0.6444 | 0.1508 | −0.0203 | 0.0012 |
| 2 | −2.3745 | 1.8665 | −0.8139 | 0.2254 | −0.0349 | 0.0022 |
| 3 | −2.3921 | 1.8433 | −0.7353 | 0.1799 | −0.0239 | 0.0013 |
| 4 | −2.3162 | 1.8907 | −0.9259 | 0.2906 | −0.0484 | 0.0032 |
| 5 | −2.3288 | 1.7326 | −0.7154 | 0.1870 | −0.0269 | 0.0016 |
| 6 | −2.3908 | 1.8871 | −0.8533 | 0.2357 | −0.0344 | 0.0020 |
| average | −2.3721 | 1.8252 | −0.7839 | 0.2134 | −0.0320 | 0.0020 |
| d (mm) | Error (%) |
|---|---|
| 0.5 | 4.00 |
| 1.0 | 3.10 |
| 1.5 | 4.23 |
| 2.0 | 3.50 |
| 2.5 | 3.32 |
| 3.0 | 5.40 |
| 3.5 | 3.34 |
| 4.0 | 3.90 |
| Temperature (°C) | a0 | a1 | a2 | a3 | a4 | a5 |
|---|---|---|---|---|---|---|
| 600 | −4.8154 | 4.7364 | −2.9403 | 1.1855 | −0.2555 | 0.0217 |
| 700 | −4.8883 | 4.3053 | −2.1853 | 0.7583 | −0.1551 | 0.0133 |
| 800 | −4.6701 | 4.4476 | −2.6413 | 1.0159 | −0.2111 | 0.0174 |
| 900 | −4.5647 | 3.5156 | −1.4324 | 0.3890 | −0.0623 | 0.0043 |
| 1000 | −4.5040 | 3.6239 | −1.7676 | 0.6586 | −0.1485 | 0.0135 |
| d (mm) | Error (%) |
|---|---|
| 0.5 | 1.40 |
| 1.0 | 1.90 |
| 1.5 | 1.80 |
| 2.0 | 2.80 |
| 2.5 | 1.96 |
| 3.0 | 4.60 |
| 3.5 | 4.49 |
| 4.0 | 0.35 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Z.; Zhao, Z.; Lyu, Y.; Zhao, L. Experimental Investigation of Inductive Sensor Characteristic for Blade Tip Clearance Measurement at High Temperature. Sensors 2019, 19, 3694. https://doi.org/10.3390/s19173694
Liu Z, Zhao Z, Lyu Y, Zhao L. Experimental Investigation of Inductive Sensor Characteristic for Blade Tip Clearance Measurement at High Temperature. Sensors. 2019; 19(17):3694. https://doi.org/10.3390/s19173694
Chicago/Turabian StyleLiu, Zhenxia, Ziyu Zhao, Yaguo Lyu, and Lingqiang Zhao. 2019. "Experimental Investigation of Inductive Sensor Characteristic for Blade Tip Clearance Measurement at High Temperature" Sensors 19, no. 17: 3694. https://doi.org/10.3390/s19173694
APA StyleLiu, Z., Zhao, Z., Lyu, Y., & Zhao, L. (2019). Experimental Investigation of Inductive Sensor Characteristic for Blade Tip Clearance Measurement at High Temperature. Sensors, 19(17), 3694. https://doi.org/10.3390/s19173694