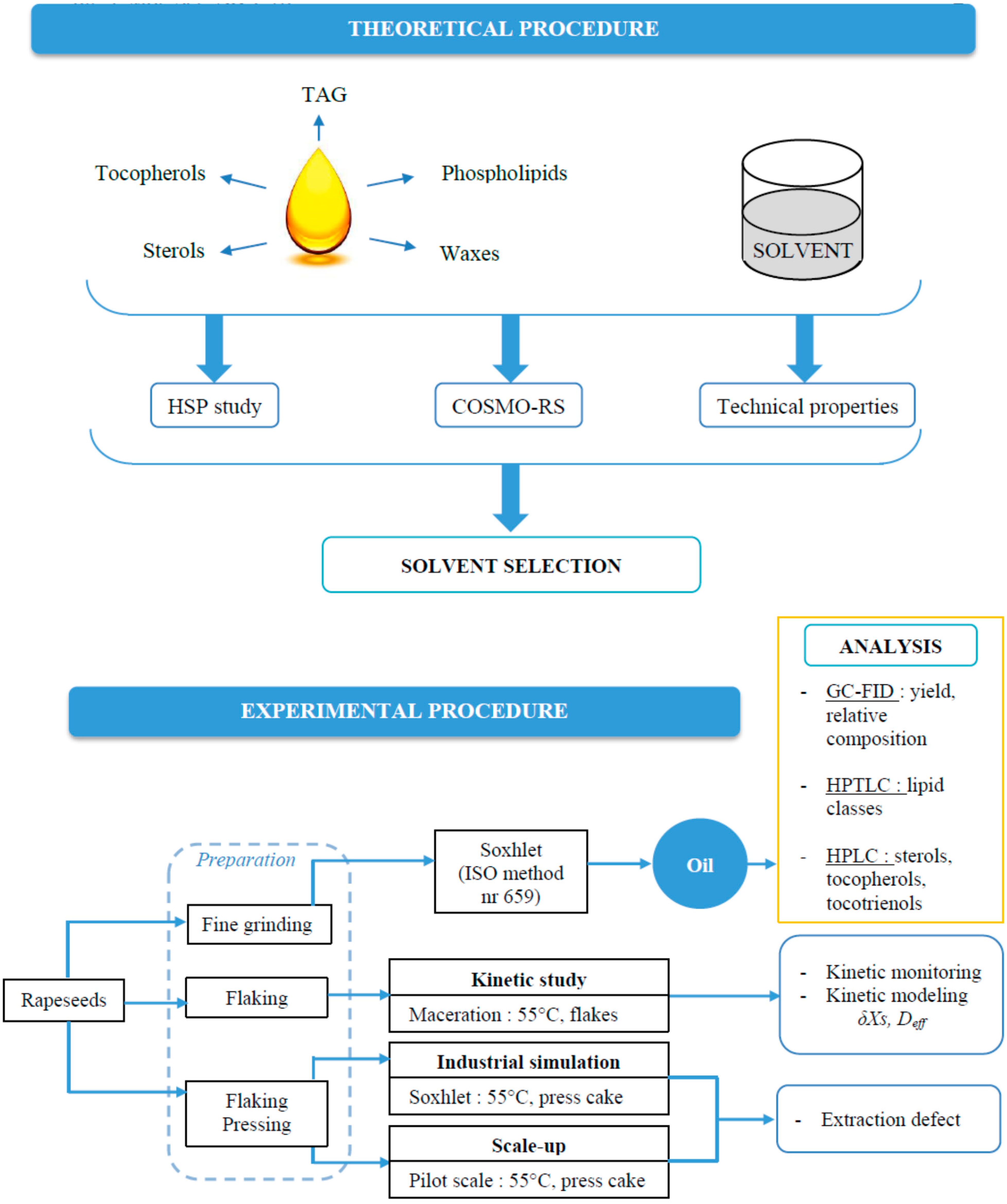
2.1. COSMO-RS and Hansen Assisted Solvent Selection
Hansen prediction gives an evaluation of the ability of a solvent to dissolve major components of rapeseed oil [
12] (TAGs, phospolipids, sterols, tocopherols, wax). Several solvents (
n-hexane, MeTHF,
d-limonene,
p-cymene, methylacetate, ethylacetate, butanol, isopropanol (IPA) and ethanol) were selected for the simulation. The ability of a solvent to dissolve solutes is evaluated by the relative energy difference (RED) calculated by the software.
Table 2 shows the RED calculated for the selected solvents with TAGs, phospholipids, tocopherols, sterols and wax. As can be seen, for
n-hexane RED > 1 which means that in fact
n-hexane is not the best solvent from a theoretical perspective for the extraction of major compounds except W (wax C48) but waxes are not desirable compounds in oils. Regarding these results, terpenes (
p-cymene and
d-limonene) and MeTHF seem to be good solvents for the extraction of TAGs as RED < 1; they are better than
n-hexane for the solvation of phospholipids, tocopherols and sterols. Considering wax, among these three solvents, only MeTHF theoretically avoids the extraction as RED > 1. Other solvents (methylacetate, ethylacetate, butanol, IPA and ethanol) are theoretically good solvents only or solvation of phospholipids.
A COSMO-RS simulation was also conducted in order to determine the relative solubility of four major TAGs, two tocopherols and three sterols of rapeseed oil in the various studied solvents. The software integrates a quantic chemistry approach; it permits the calculation of various properties such as the relative solubility of a compound in several solvents as presented in
Table 3. As the logarithm of the best solubility is set to 0 and all other solvents are given relatively to the best solvent, it can be noticed that at 55 °C, which is the temperature of extraction under industrial conditions, log (x-solub) for three TAGs with
n-hexane (taken as the reference) is equal to 0. This means that it is the best solvent compared to other tested solvents. However, log(x-solub) for
d-limonene,
p-cymene, MeTHF and ethylacetate are also set to 0; in terms of relative solubility these four solvents are equivalent to
n-hexane for the solubilization of major TAGs of rapeseed oil. Concerning the tocopherols, the 3 alcohols (butanol, IPA and ethanol) can be discarded as their relative solubilities are worse than in
n-hexane. The three best solvents for tocopherols extraction are MeTHF, methylacetate and ethylacetate. Regarding the sterols only
p-cymene and ethanol are not as effective as
n-hexane for the extraction of S1 and S2 (campesterol and β-sitosterol).
Table 2.
The relative energy difference (RED) values for HSP assisted selection of alternative solvent to n-hexane for the extraction of rapeseed oil.
Table 2.
The relative energy difference (RED) values for HSP assisted selection of alternative solvent to n-hexane for the extraction of rapeseed oil.
| Items | δD | δP | δH | TAG1 | TAG2 | TAG3 | TAG4 | PE | PC | LPC | T1 | T2 | S1 | S2 | S3 | W |
|---|
| n-hexane | 14 | 0 | 0 | 1.12 | 1.10 | 1.06 | 1.09 | 2.96 | 2.74 | 3.67 | 1.09 | 1.40 | 1.43 | 1.36 | 1.56 | 0.81 |
| MeTHF | 16.4 | 4.7 | 4.6 | 0.83 | 0.92 | 0.97 | 0.89 | 1.32 | 1.23 | 2.09 | 1.06 | 0.82 | 0.90 | 0.92 | 0.99 | 1.15 |
| d-limonene | 16.7 | 1.8 | 3.1 | 0.15 | 0.16 | 0.21 | 0.14 | 2.00 | 1.80 | 2.71 | 0.24 | 0.23 | 0.25 | 0.20 | 0.40 | 0.44 |
| p-cymene | 17.3 | 2.3 | 2.4 | 0.49 | 0.38 | 0.39 | 0.43 | 2.13 | 1.97 | 2.83 | 0.50 | 0.18 | 0.24 | 0.23 | 0.29 | 0.65 |
| Methylacetate | 15.5 | 7.2 | 7.6 | 1.83 | 1.95 | 2.00 | 1.91 | 0.67 | 0.82 | 1.26 | 2.06 | 1.88 | 1.94 | 1.96 | 2.01 | 2.13 |
| Ethylacetate | 15.8 | 5.3 | 7.2 | 1.40 | 1.53 | 1.59 | 1.48 | 0.71 | 0.62 | 1.42 | 1.61 | 1.46 | 1.50 | 1.53 | 1.58 | 1.72 |
| Butanol | 16 | 5.7 | 15.8 | 3.35 | 3.49 | 3.54 | 3.43 | 1.57 | 1.59 | 1.00 | 3.48 | 3.36 | 3.35 | 3.40 | 3.37 | 3.67 |
| IPA | 15.8 | 6.1 | 16.4 | 3.53 | 3.67 | 3.72 | 3.61 | 1.72 | 1.76 | 1.12 | 3.66 | 3.55 | 3.54 | 3.59 | 3.56 | 3.85 |
| ethanol | 15.8 | 8.8 | 19.4 | 4.47 | 4.66 | 4.60 | 4.55 | 2.53 | 2.67 | 1.83 | 4.61 | 4.47 | 4.47 | 4.51 | 4.48 | 4.79 |
Table 3.
COSMO-RS assisted solvent selection: relative solubility (log (x-solub)) of major compounds of rapeseed oil in several solvents at 55 °C.
Table 3.
COSMO-RS assisted solvent selection: relative solubility (log (x-solub)) of major compounds of rapeseed oil in several solvents at 55 °C.
| | TAG1 | TAG2 | TAG3 | TAG4 | T1 | T2 | S1 | S2 | S3 |
|---|
| n-hexane | −0.3797 | 0 | 0 | 0 | −0159 | −0.1363 | −0.4468 | −0.4773 | −0.4940 |
| MeTHF | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| d-limonene | 0 | 0 | 0 | 0 | 0 | −0.0229 | −0.4030 | −0.4162 | −0.4023 |
| p-cymene | 0 | 0 | 0 | 0 | −0.0040 | −0.0787 | −0.4805 | −0.4842 | −0.4556 |
| Methylacetate | 0 | −0.0463 | −0.5269 | −0.2164 | 0 | 0 | −0.2423 | −0.2101 | −0.1229 |
| Ethylacetate | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Butanol | −0.7385 | −1.0072 | −0.9738 | −1.1775 | −0.4340 | −0.3684 | −0.1987 | −0.1645 | −0.1540 |
| IPA | −0.7811 | −1.1702 | −1.1342 | −1.3628 | −0.4607 | −0.7938 | −0.2375 | −0.1996 | −0.1789 |
| ethanol | −1.4208 | −2.0056 | −1.9840 | −2.2436 | −0.8844 | −0.1363 | −0.5411 | −0.4857 | −0.4508 |
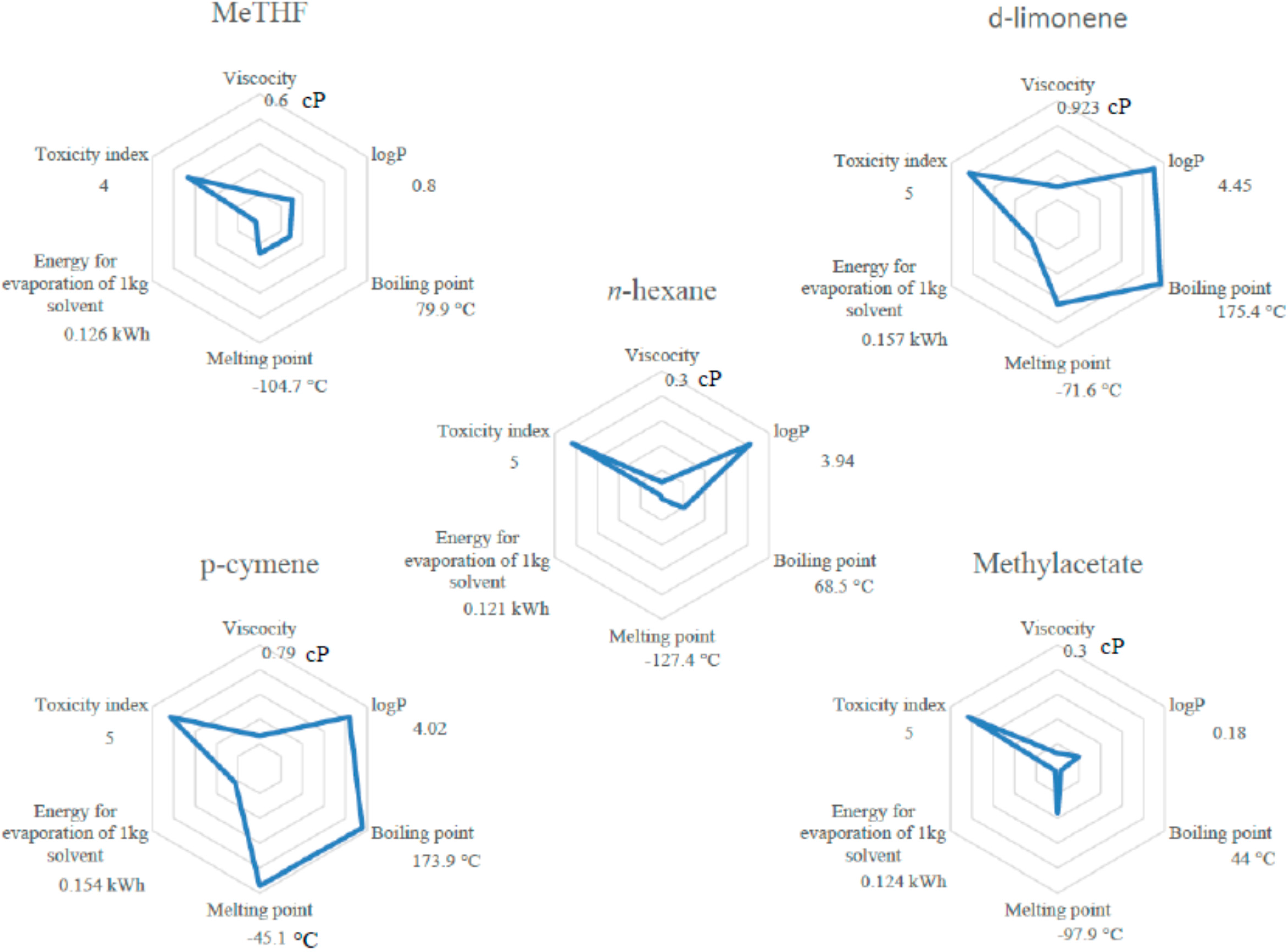
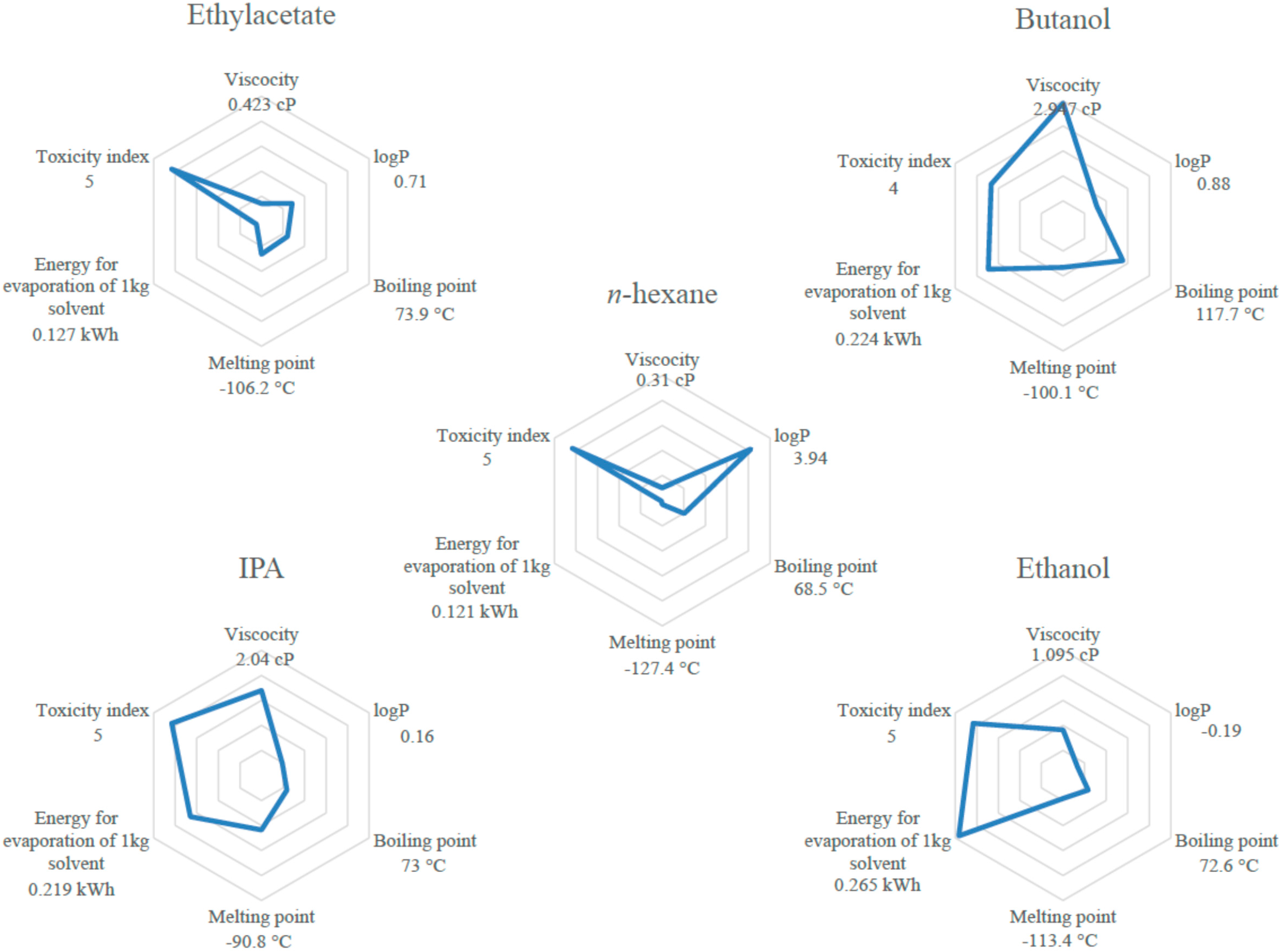
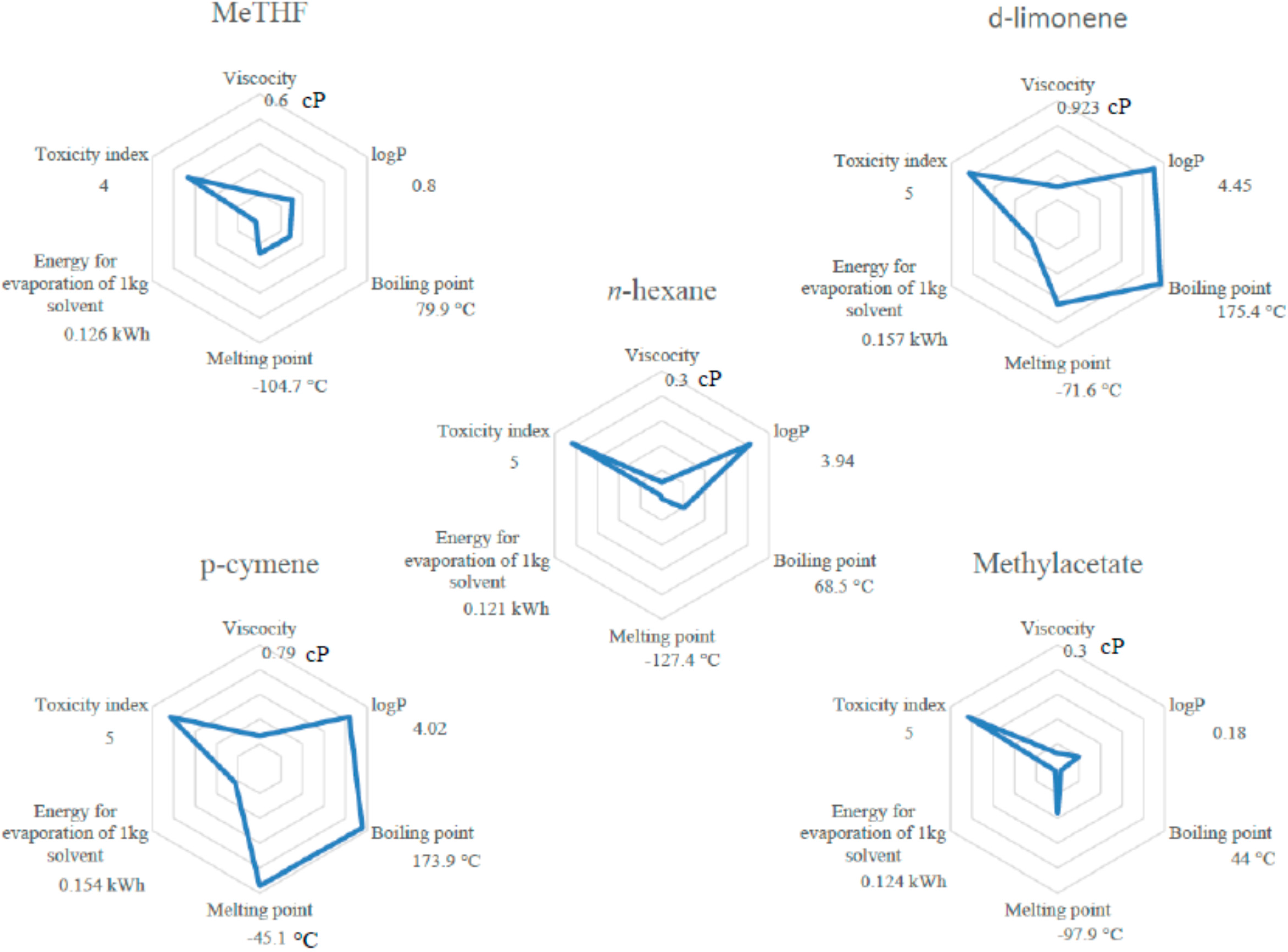
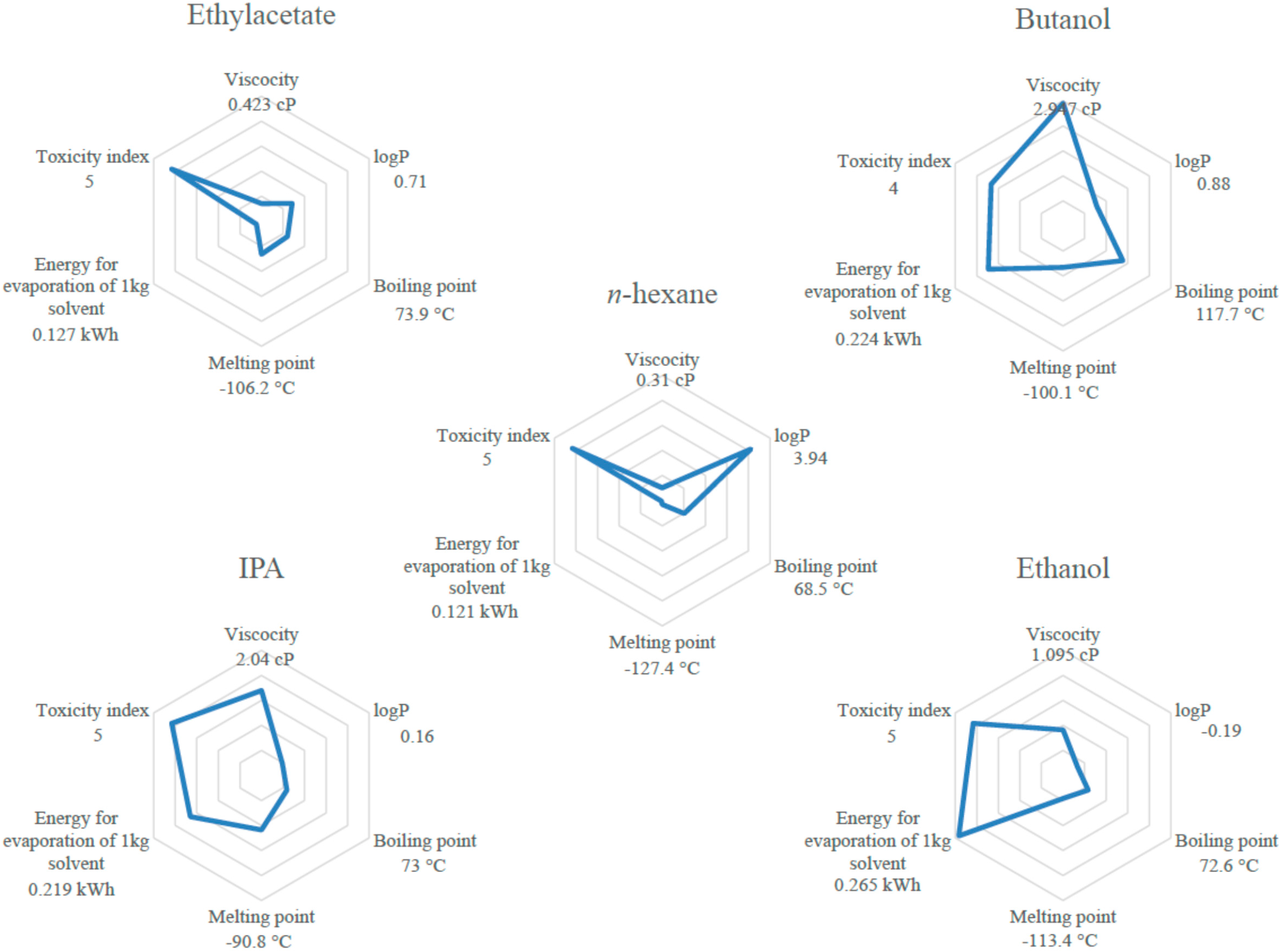
However, various parameters other than solubility have to be considered; in fact data such as melting point, viscosity, boiling point and energy required for solvent evaporation as well as log P or toxicity category, are technical properties of the solvent that are important for the solvation of specific components but also for the implementation of the process at different scales.
Melting point has to be higher than 25 °C in order to be liquid at ambient temperature. Energy for solvent evaporation (dependent on boiling point) has to be as low as possible. Those properties are represented in
Figure 2 and give a global view of the potential of the tested solvents for the substitution of
n-hexane. Among all these properties, energy for solvent evaporation for
d-limonene,
p-cymene, butanol, IPA and ethanol is much higher than for
n-hexane. Regarding the technical properties, tested alcohols (butanol, IPA and ethanol) and terpenes (
p-cymene and
d-limonene) are discarded for the substitution.
Considering these theoretical and technical approaches, MeTHF can be considered as the best alternative to n-hexane among all other tested solvents as it has good solubilization abilities regarding desirable compounds in oil. Moreover most of its technical properties are not significantly different from n-hexane especially the energy required for solvent evaporation. MeTHF was then tested experimentally to confirm these theoretical predictions.
Figure 2.
Properties of solvents vs. n-hexane.
Figure 2.
Properties of solvents vs. n-hexane.
2.2. Solvent Comparison: Total Lipid Yield and Composition
After 8 h Soxhlet extraction (standard ISO 659), relative composition and total lipid yield of the extracts were determined by GC-FID after transmethylation of fatty acids. As shown in
Table 4, the lipid yield and lipid profile of oils obtained from MeTHF extraction is comparable to the one extracted with hexane extraction. No significant selectivity between
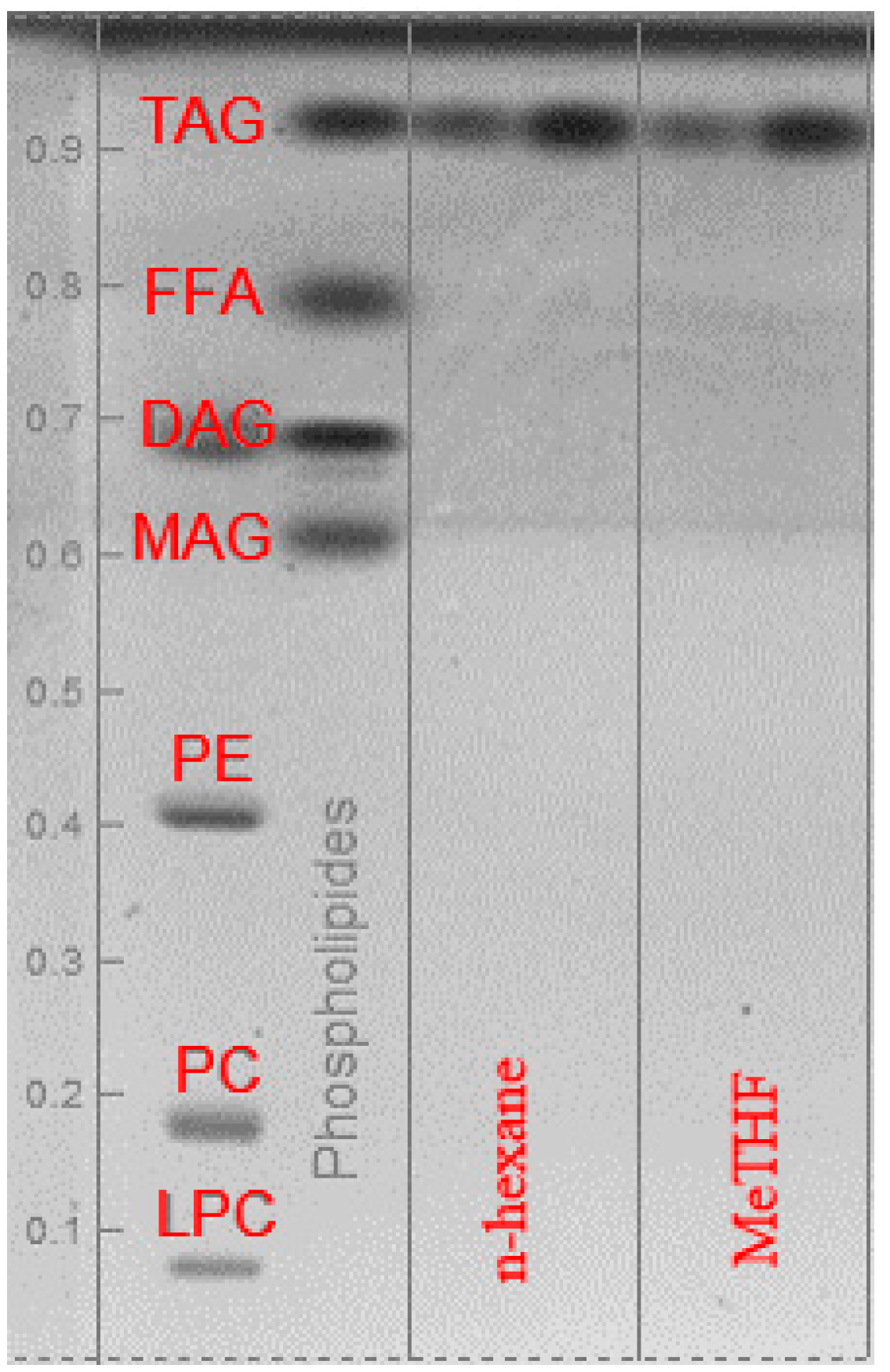
n-hexane and MeTHF was noted as the composition in fatty acids remains the same. The main fatty acids in extracted oils are oleic (C18:1), linoleic (C18:2), linolenic (C18:3) and palmitic (C16:0) which represent more than 90% of the total fatty acids in extracted oil. Moreover, a HPTLC analysis, see
Figure 3, provides confirmation that more than 99% of the constituents extracted with both solvents are triglycerides (TAG).
Table 4.
Extraction yield and fatty acid composition of rapeseed oil extracted with n-hexane and MeTHF.
Table 4.
Extraction yield and fatty acid composition of rapeseed oil extracted with n-hexane and MeTHF.
| Fatty Acids | Extracted Amounts of Fatty Acids (%) |
|---|
| n-Hexane | MeTHF |
|---|
| C16 | 4.44 ± 0.23 | 4.45 ± 0.18 |
| C16:1
n − 7 | 0.24 ± 0.01 | 0.27 ± 0.02 |
| C18 | 1.37 ± 0.07 | 1.34 ± 0.08 |
| C18:1
n − 9 | 58.26 ± 0.88 | 58.28 ± 0.83 |
| C18:2
n − 6 | 22.59 ± 0.32 | 22.81 ± 0.27 |
| C18:3
n − 3 | 9.43 ± 0.13 | 9.33 ± 0.17 |
| C20 | 0.45 ± 0.01 | 0.46 ± 0.04 |
| C20:1
n − 9 | 1.64 ± 0.09 | 1.60 ± 0.05 |
| C20:5
n − 3 | 0.22 ± 0.01 | 0.28 ± 0.01 |
| C22:1
n − 9 | 0.22 ± 0.01 | 1.68 ± 0.06 |
| C22:2
n − 6 | 0.22 ± 0.01 | 0.58 ± 0.03 |
| ∑SFAs | 6.26 | 6.25 |
| ∑MUFAs | 61.80 | 61.83 |
| ∑PUFAs | 32.75 | 33.00 |
| Extraction yield (g/100 g DM) | 46.34 ± 0.48 | 45.96 ± 0.80 |
Other constituents such as diglyceride (DAG), monoglyceride (MAG), free fatty acids (FFA) or phospholipids were present as traces and were not quantifiable by HP-TLC. Lipid profile of the oil as well as the compositions in terms of lipid classes are the same using n-hexane or MeTHF.
The micronutrient content of the oil was determined by HPLC analysis as shown in
Table 5 and
Table 6. The main constituents of unsaponifiables are tocopherols, which are known as natural antioxidants, sterols and tocotrienols. No significant difference in tocopherol content was found between oils extracted with
n-hexane or MeTHF. Tocotrienols are below the quantification limit for both types of samples. β-Sitosterol, campesterol and brassicasterol are identified as the three major sterols in extracted oil. They occur in extracted oils in the same proportions as shown in
Table 5.
Figure 3.
HP-TLC plate: lipid classes in rapeseed oil extracted with n-hexane and MeTHF (TAG: triglyceride; FFA: free fatty acids; DAG: diglyceride; MAG: monoglyceride; PE: phosphatidylethanolamine; PC: phosphatidylcholine; LPC: lysophosphatidylcholine).
Figure 3.
HP-TLC plate: lipid classes in rapeseed oil extracted with n-hexane and MeTHF (TAG: triglyceride; FFA: free fatty acids; DAG: diglyceride; MAG: monoglyceride; PE: phosphatidylethanolamine; PC: phosphatidylcholine; LPC: lysophosphatidylcholine).
Table 5.
Content of sterols in extracted rapeseed oils with n-hexane and MeTHF.
Table 5.
Content of sterols in extracted rapeseed oils with n-hexane and MeTHF.
| Sterols | n-Hexane (%) | MeTHF (%) | |
|---|
| Cholesterol | 0.33 ± 0.06 | 0.40 ± 0.00 |
| Brassicasterol | 8.03 ± 0.06 | 8.20 ± 0.10 | |
| 24 methyl-cholesterol | 1.23 ± 0.12 | 1.20 ± 0.00 | |
| Campesterol | 37.47 ± 0.06 | 37.23 ± 0.31 | |
| Campestanol | 0.10 ± 0.00 | 0.13 ± 0.12 | |
| Stigmasterol | 0.20 ± 0.00 | 0.27 ± 0.06 | |
| δ7-Campesterol | 0.27 ± 0.06 | 0.27 ± 0.06 | |
| δ5.23 Stigmastadienol | 0.23 ± 0.06 | 0.23 ± 0.06 | |
| Clerosterol | 0.60 ± 0.00 | 0.57 ± 0.06 | |
| β-sitosterol | 48.30 ± 0.30 | 48.30 ± 0.26 | |
| Sitostanol | 0.20 ± 0.00 | 0.20 ± 0.00 | |
| δ5-Avenasterol | 2.20 ± 0.10 | 2.37 ± 0.06 | |
| δ5.24 Stigmastadienol | 0.50 ± 0.00 | 0.53 ± 0.06 | |
| δ7-Stigmasterol | 0.10 ± 0.00 | <0.1 | |
| δ7-Avenasterol | 0.25 ± 0.21 | <0.1 | |
| Unidentified | <0.1 | <0.1 | |
| Sterols in extracted oils (mg/100 g) | 881 ± 14 | 810 ± 22 | |
For the standard parameters studied, oil extracted with MeTHF is equivalent to oil extracted with n-hexane in both qualitative and quantitative compositions.
Table 6.
Content of tocopherols and tocotrienols in extracted rapeseed oils with n-hexane and MeTHF.
Table 6.
Content of tocopherols and tocotrienols in extracted rapeseed oils with n-hexane and MeTHF.
| Items | n-Hexane (mg/kg Fat) | MeTHF (mg/kg Fat) |
|---|
| Tocopherol | | |
| Acetate | <5 | <5 |
| α | 292 ± 10 | 277 ± 28 |
| β | 3.3 ± 0.6 | 3.5 ± 0.7 |
| γ | 488 ± 10 | 443 ± 13 |
| δ | 14.3 ± 0.58 | 13.3 ± 0.6 |
| Term vitamin E (TE/100 mg) | 34.2 ± 1.0 | 32.3 ± 2.7 |
| Tocotrienols | | |
| α | <2 | <2 |
| β | <2 | <2 |
| γ | <2 | <2 |
| δ | <2 | <2 |
| Total (tocopherol + tocotrienol) (mg/kg fat) | 797 ± 119 | 735 ± 110 |
2.3. Kinetic Study: Good Diffusion of MeTHF
Solvent extraction occurs in two stages; a first solvent-exchange surface interaction takes place for a short time-frame. Thus, starting accessibility δXs (in g of extract/g of dry material) reveals the amount of extract obtained in a very short time-frame (
t near 0) through the convection of solvent interacting with the exchange surface. Afterward, the main part of the operation is controlled through various penetration processes of the solvent within the material (capillarity, molecular diffusivity,
etc.). The driving force of the global operation is the gradient of concentration and the model can be similar to Fick’s Law with an effective diffusivity (
Deff) (m
2·s
−1) as the process coefficient [
13,
14]. The solutions required for this diffusion equation are dependent on initial conditions. Crank’s solution [
15] is described for a sphere, the hypothesis for the particles, as it is a function of the geometry of the product. Experimental data close to initial time have to be excluded to identify
Deff and should only concern data for
t >
t0 [
16].
One can assume the absence of expansion or shrinkage of the solid particles which are not moving,
i.e.,
= 0 and
= constant.
Crank’s solution for a sphere:
Starting accessibility corresponds to the value obtained by extrapolating diffusion model to
t = 0:
X0 ≠ (
Xi = 0):
with δ
Xs or
X0: Starting accessibility (g of extract/g of dry material), amount of solute available at the surface of the matrix;
t0: Extraction time corresponding to X0 (min);
Deff: Effective diffusivity (m2·s−1);
ρs: Apparent density of the solute within the solid matrix (kg·m−3);
ρd: Apparent density of the solid dry material (kg·m−3);
vs: Velocity of the solute (m·s−1);
vd: Velocity of the solid dry material (m·s−1);
: Amount of solute within the matrix (mg·g−1 dry material);
rd: Radius (m);
X: Amount of solute extracted at time (t) (mg·g−1 dry material);
k: Transfer coefficient (m·s−1).
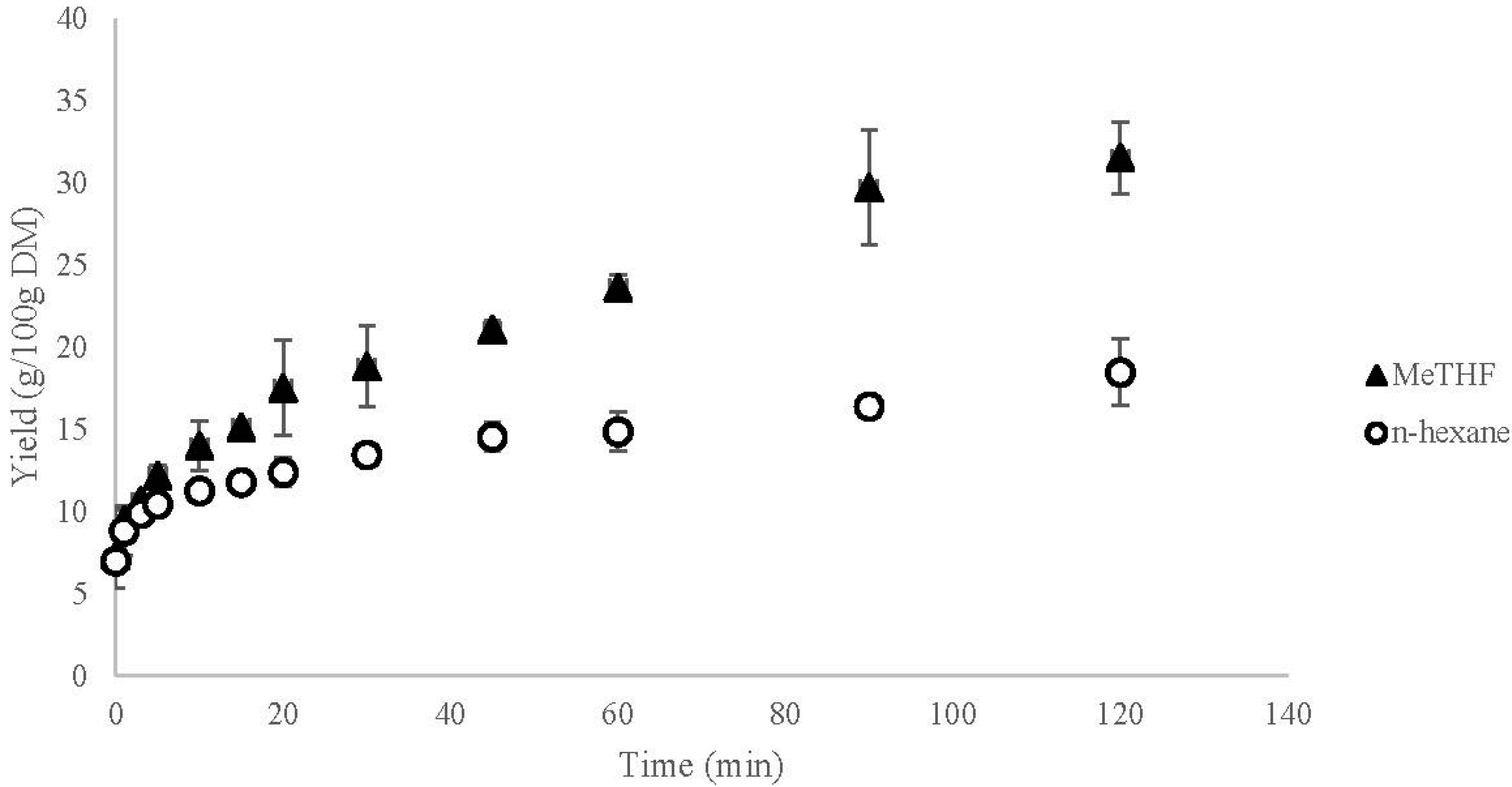
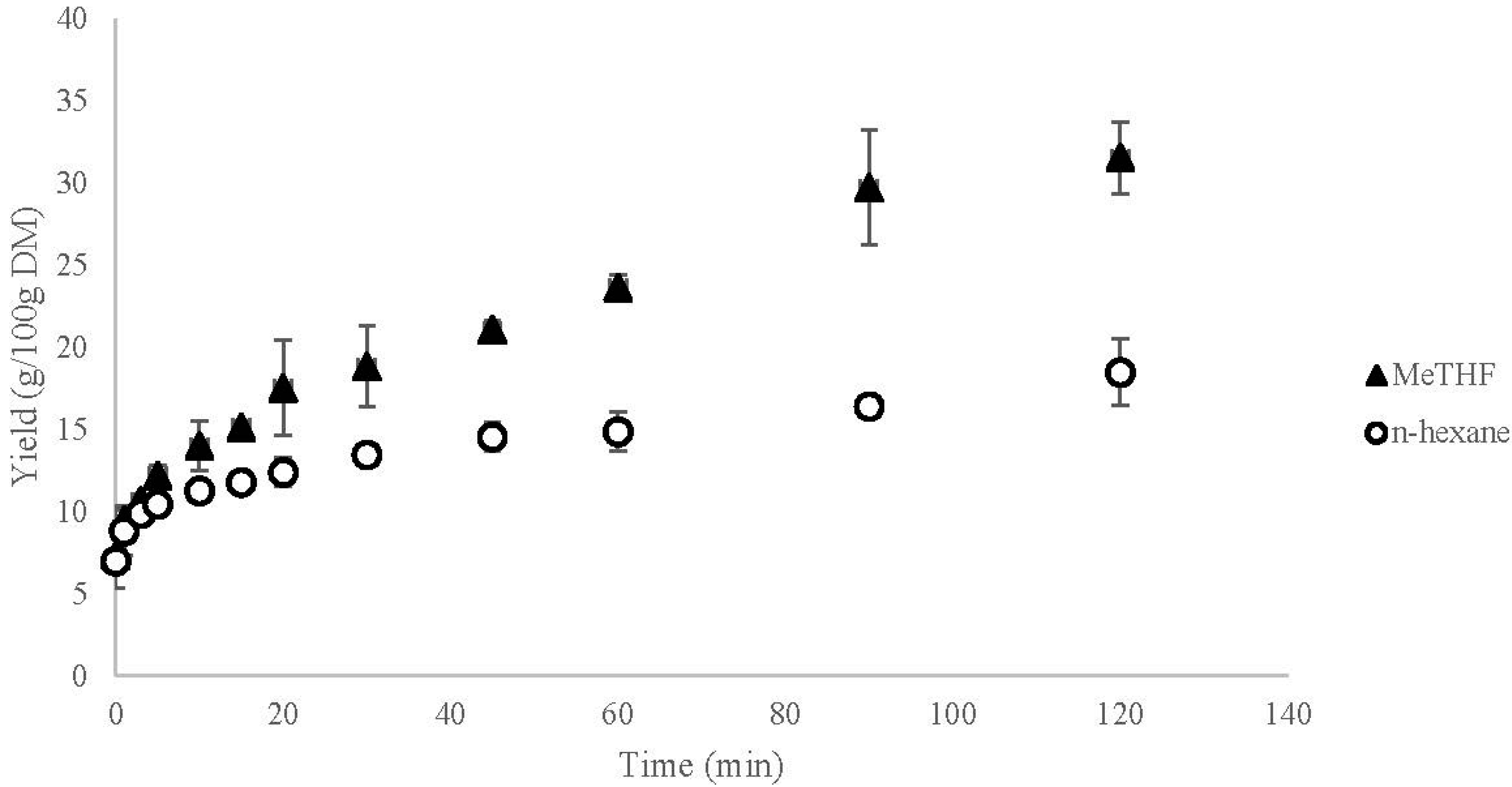
Kinetics of the extractions of coarsely ground rapeseeds with
n-hexane and MeTHF are represented in
Figure 4.
Starting accessibility and diffusivity were calculated using Equations (5) and (6). Starting accessibility is determined by extrapolating the value for t = 5 min at t = 0 which means t0 = 5 min. Starting accessibility is 0.100 g/g DM for the extractions with both n-hexane and MeTHF which represents 21% of total oil available in the matrix. This value, X0, is equivalent for both solvents which is in accordance with the theory of solvation of the oil directly available at the surface of the matrix.
The
Deff, effective diffusivity coefficient is calculated thanks to Equation (6) with
X0 = 0.100 g/g DM and
rd = 1 mm.
X0 is experimentally obtained by the kinetic monitoring presented
Figure 4 and
rd is obtained by flake sieving. The value of
Deff with
n-hexane as solvent is 0.034 × 10
−10 and 0.122 × 10
−10 m
2·s
−1 with MeTHF. This effective diffusivity coefficient
Deff translates the speed with which the compound is extracted from the matter. Using MeTHF allows for an improvement by a factor 3.5 of the internal diffusion of oil and most probably for a faster extraction than with
n-hexane.
Figure 4.
Extraction yield of rapeseed oil at 55 °C with n-hexane and MeTHF.
Figure 4.
Extraction yield of rapeseed oil at 55 °C with n-hexane and MeTHF.
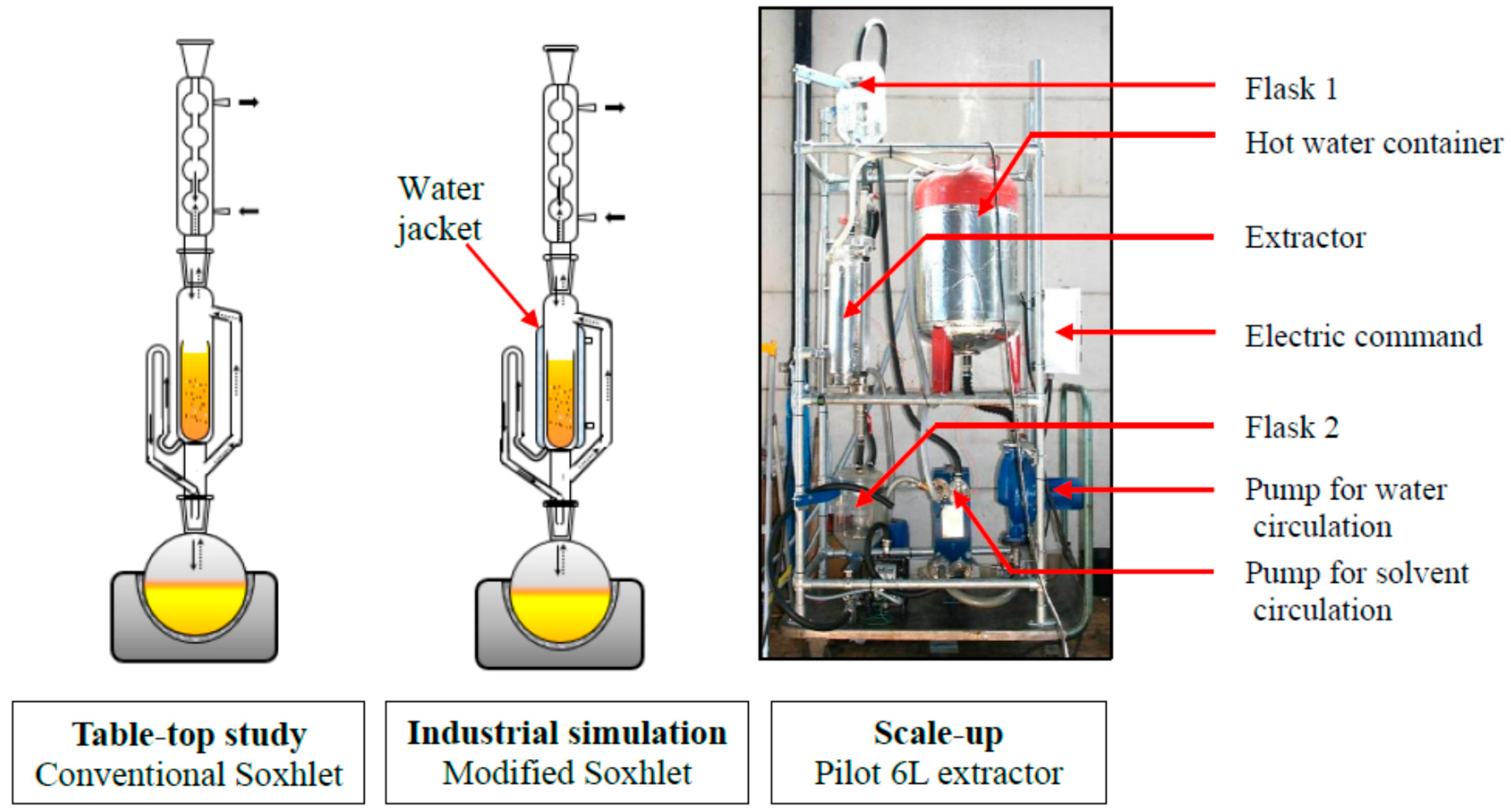
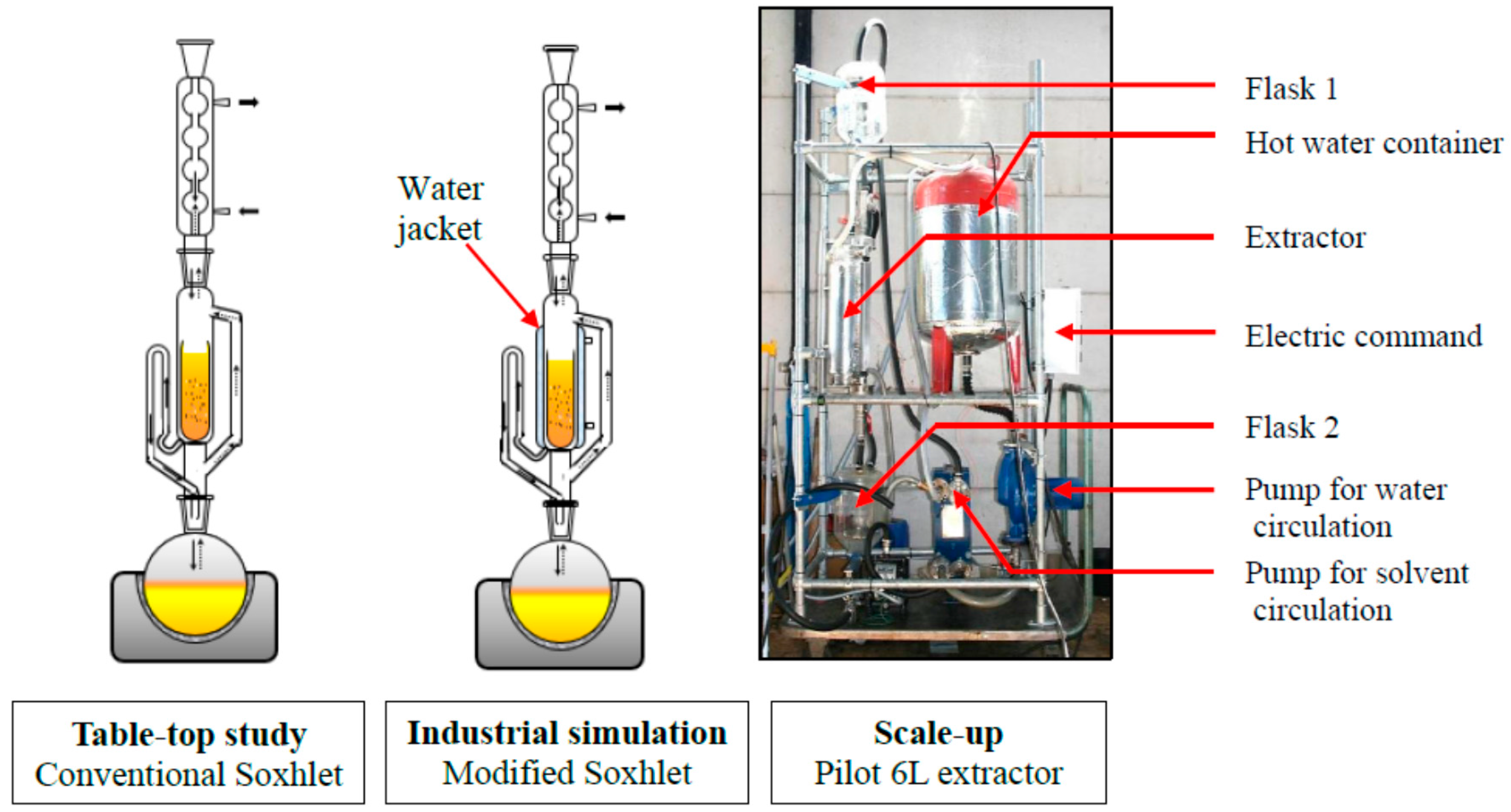
2.5. Pilot Scale up
Hexane and MeTHF were then tested on press cake (see
Section 2.4.) using the 6 L percolation pilot extractor at Centre de Recherche et d’Expérimentation sur les Oléagineux (CREOL), Pessac. The extraction was conducted by doing five washings of 30 min with 1.5 kg of solvent per kg of cake at 55 °C. A kinetic monitoring was realized (not reported here); the same kinetic trends than the lab ones are observed. After the extractions, the residual oil percentage in the meal for hexane is 1.8% and 0.8% for MeTHF, which is consistent with the percentage determined after the table-top extractions. At this pilot scale MeTHF allows for an additional 1% of extracted oil compared to hexane, which represents around 10 kg/t seeds. CETIOM quality surveys [
17] indicate that industry standards leave, on average, about 3.1% of oil in the meal [
18]. On the basis of 550 kg of meal per tonne of seeds it represents 16.5 kg/t seeds. By extrapolating the improvement of the yield one could expect to only leave 7.3 kg of oil per tonne of seeds and thus gain 9.2 kg of oil, which represents a gain of about 5 EUR/t seeds. The extraction yield is improved by using MeTHF but the extraction is also faster because only three washings are needed to extract nearly 95% of total oil whereas five washings are required with hexane to extract 96% of total oil.
The results of the pilot are consistent with the results of the table-top experiments. One could also expect that less solvent might be required with MeTHF, which would have a positive impact on the energy consumption for distillation and solvent recovery.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}