
Research on the Deterioration Mechanism of PPF Mortar-Masonry Stone Structures Under Freeze–Thaw Conditions

 ,
,  ,
,
Abstract
1. Introduction
2. Materials and Methods
2.1. Experimental Materials
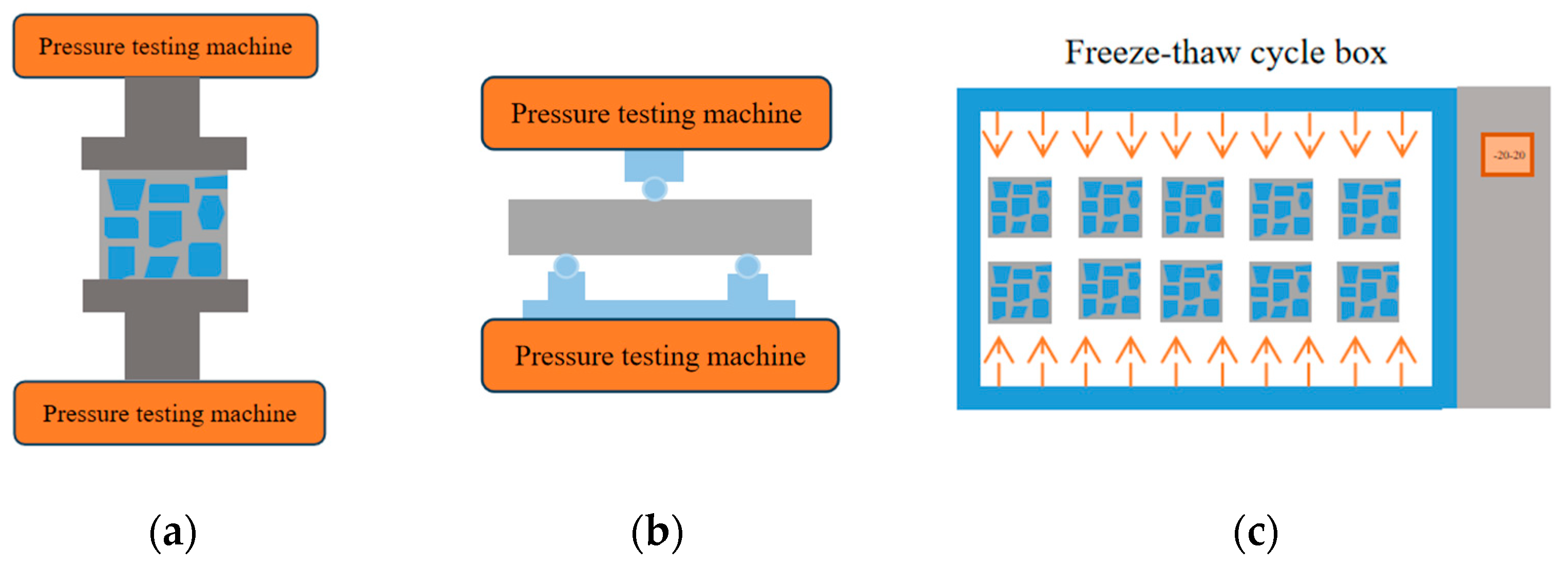
2.2. Testing Methods’ Experimental Design
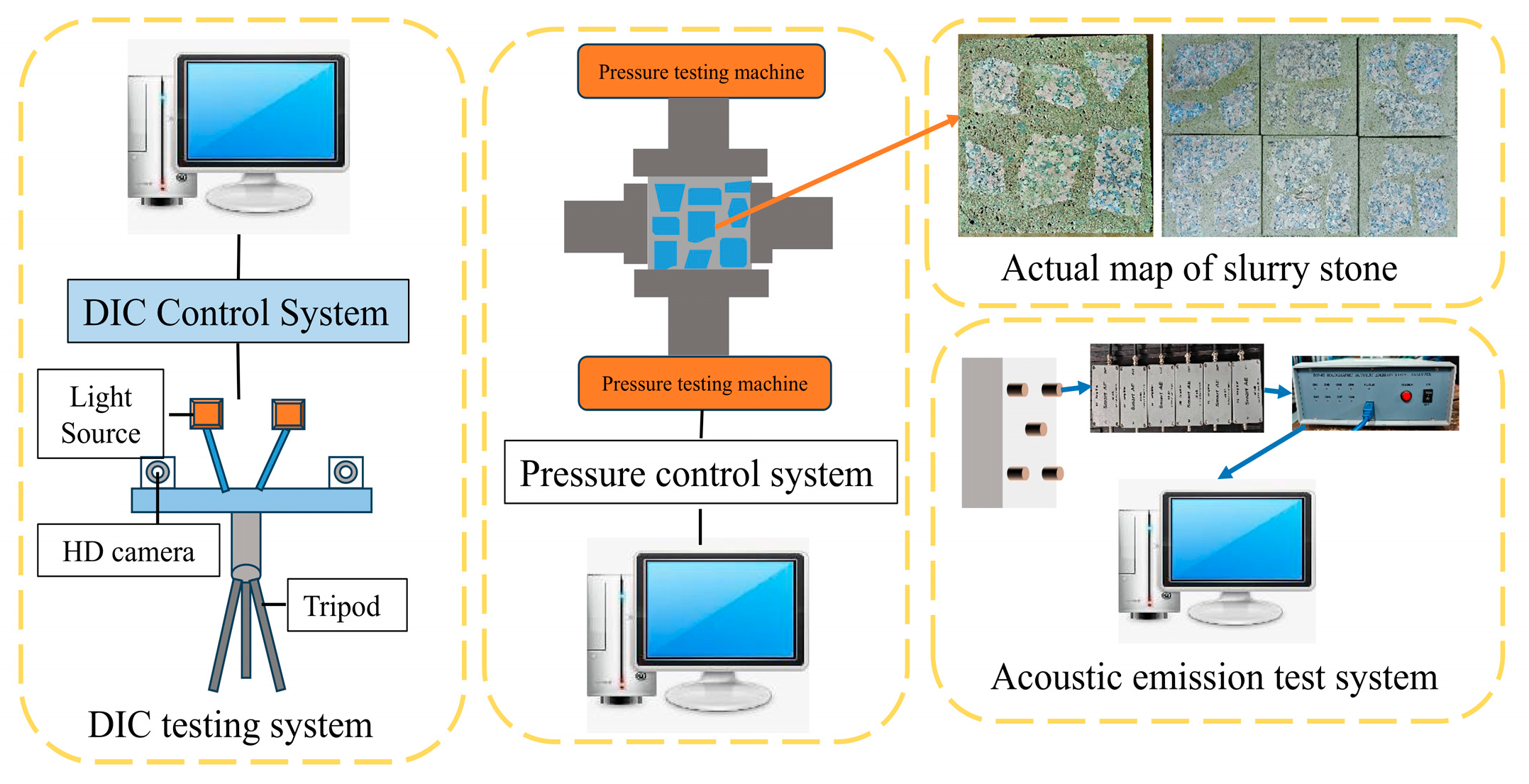
2.3. Testing Methods
2.3.1. DIC Test Method Acoustic Emission Test Method
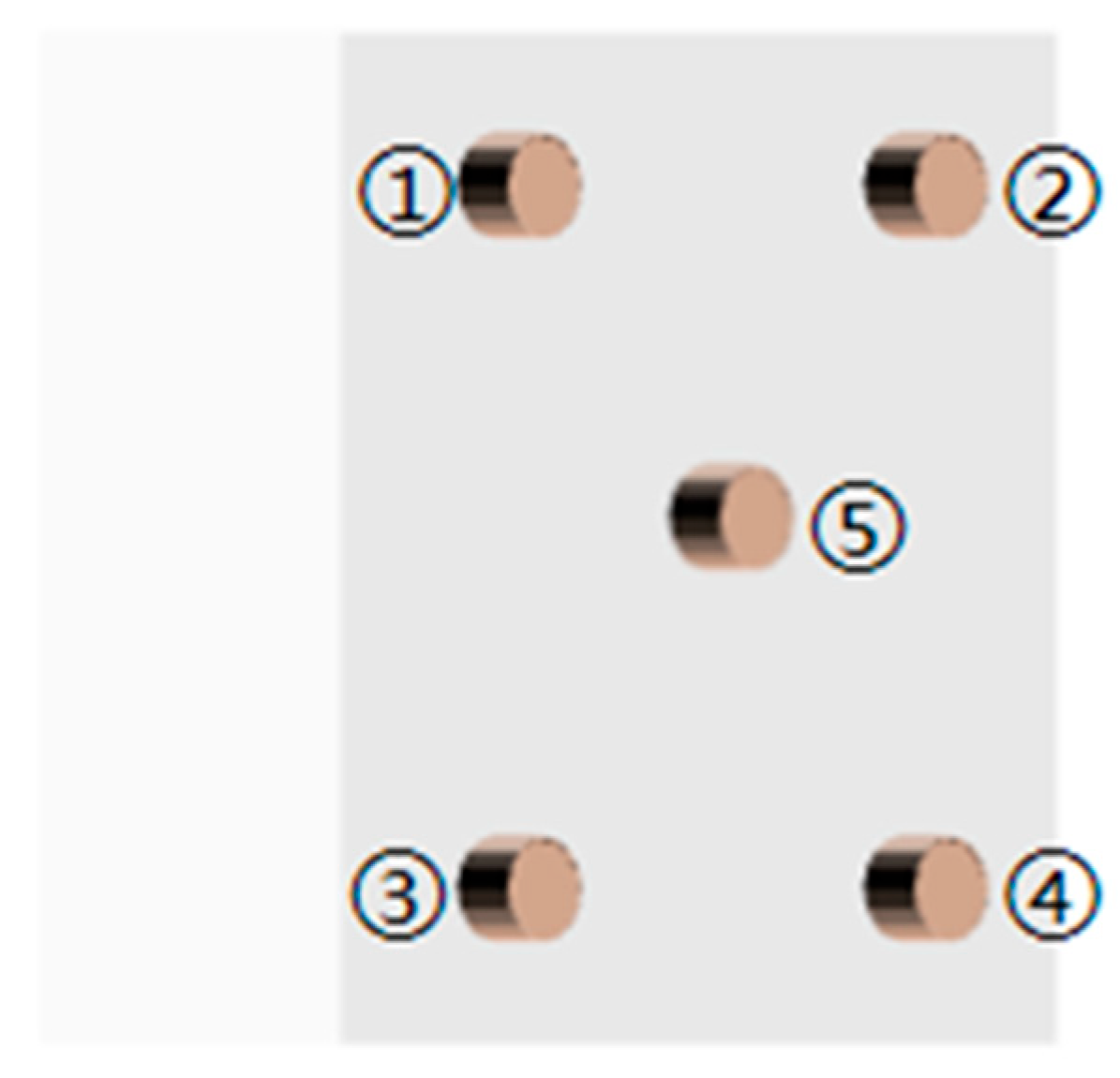
2.3.2. Acoustic Emission Test Method
3. Results and Analysis
3.1. Study on the Optimal Fiber Content
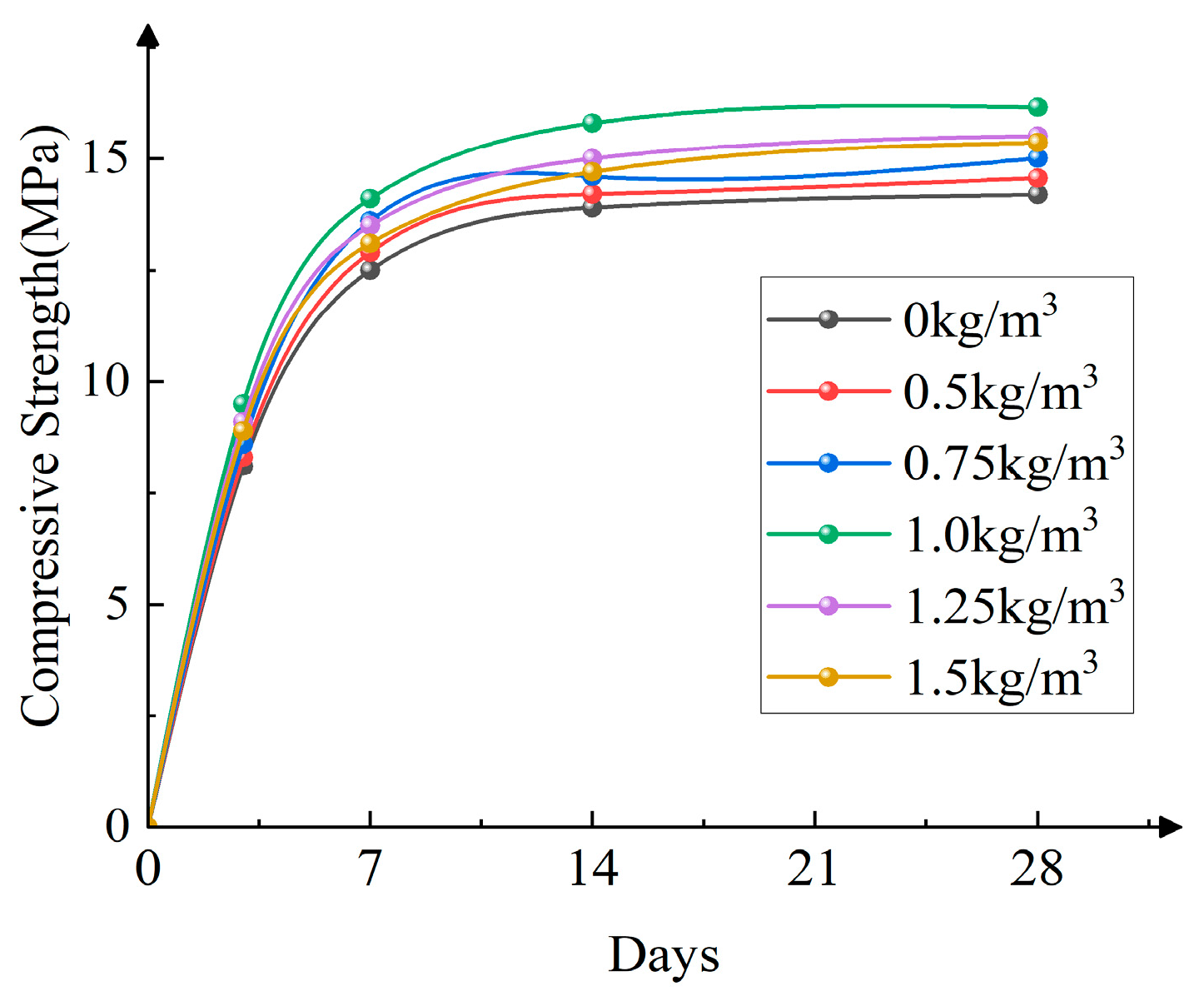
3.1.1. Analysis of Uniaxial Compression Test Results
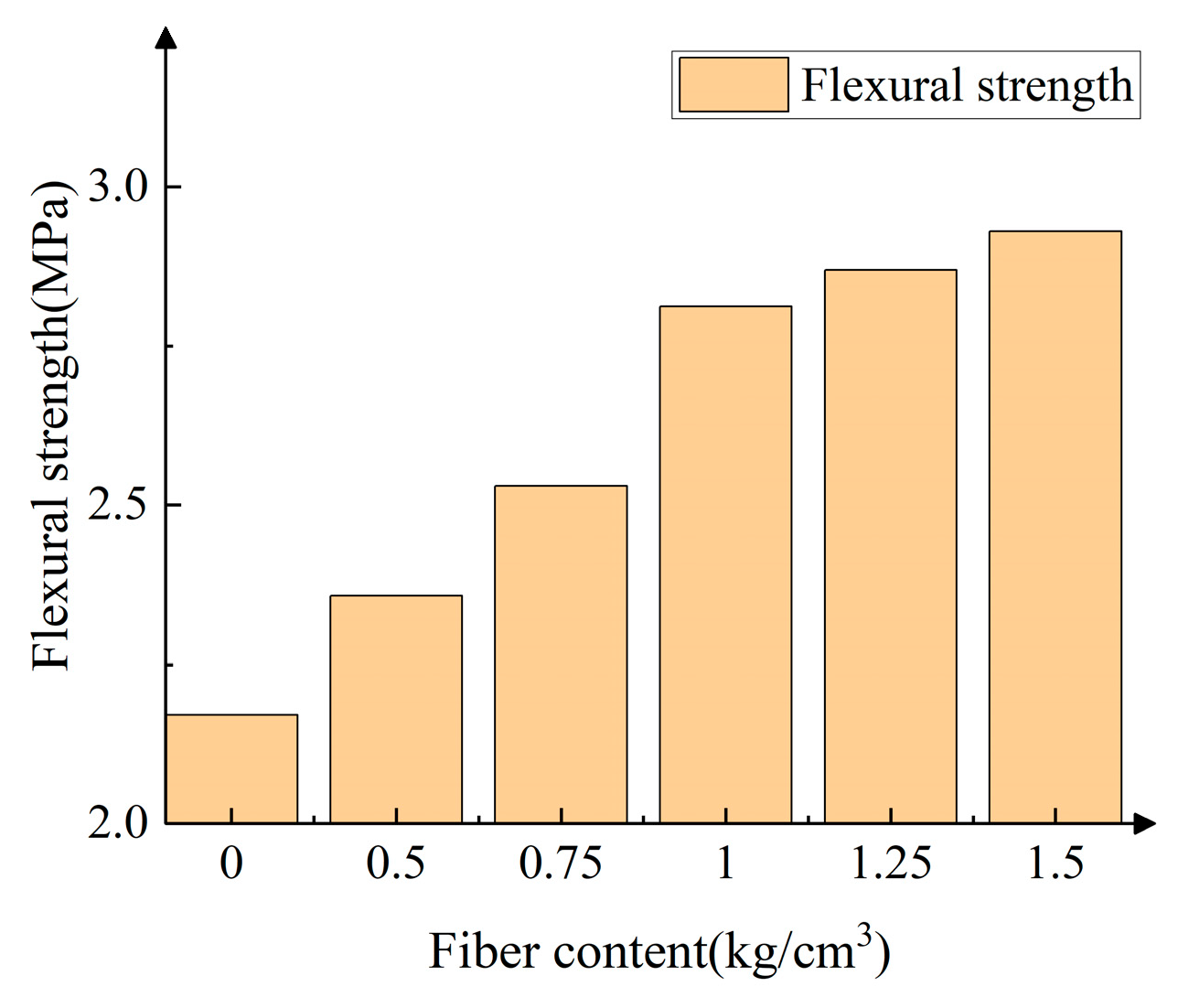
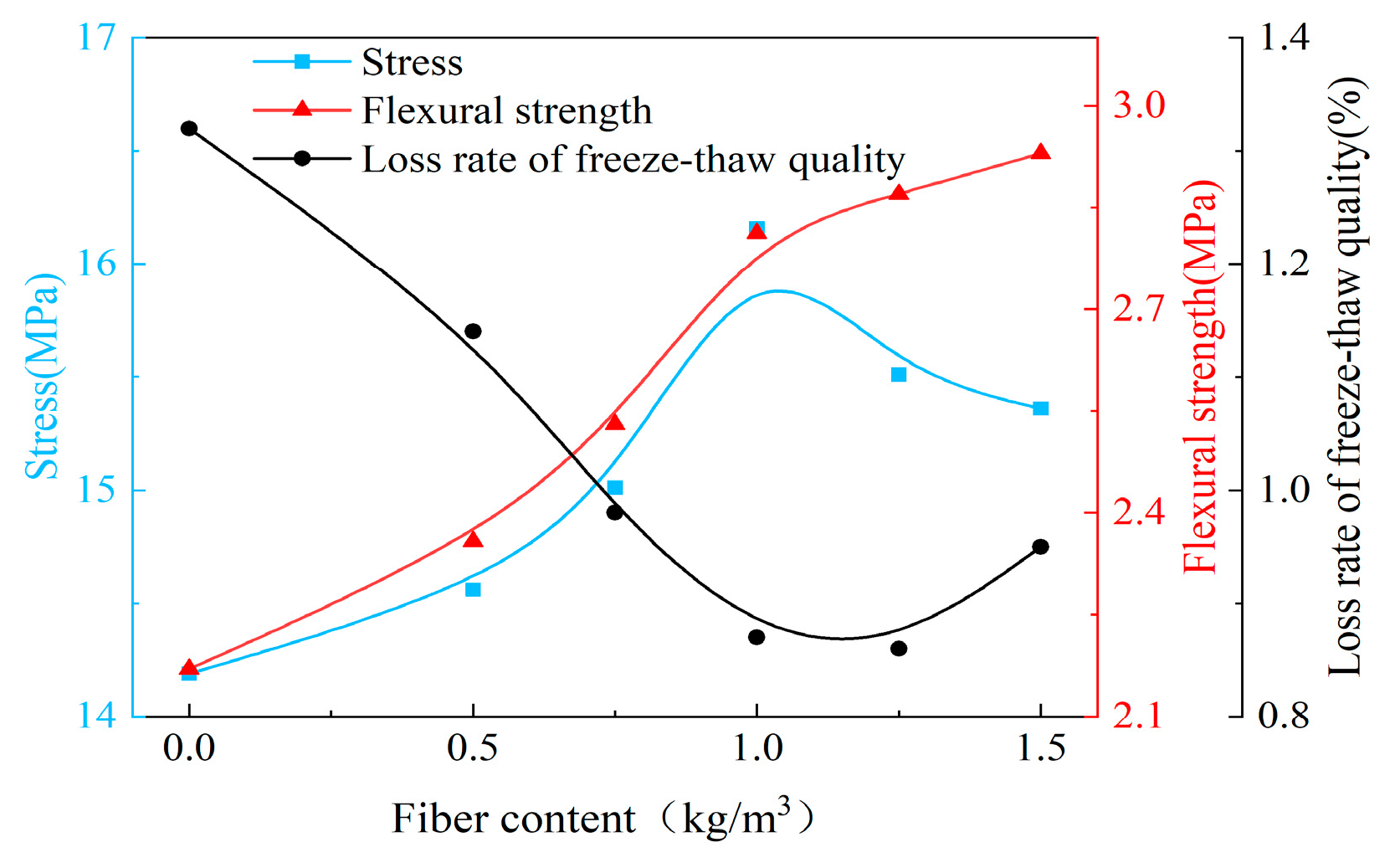
3.1.2. Flexural Strength Study
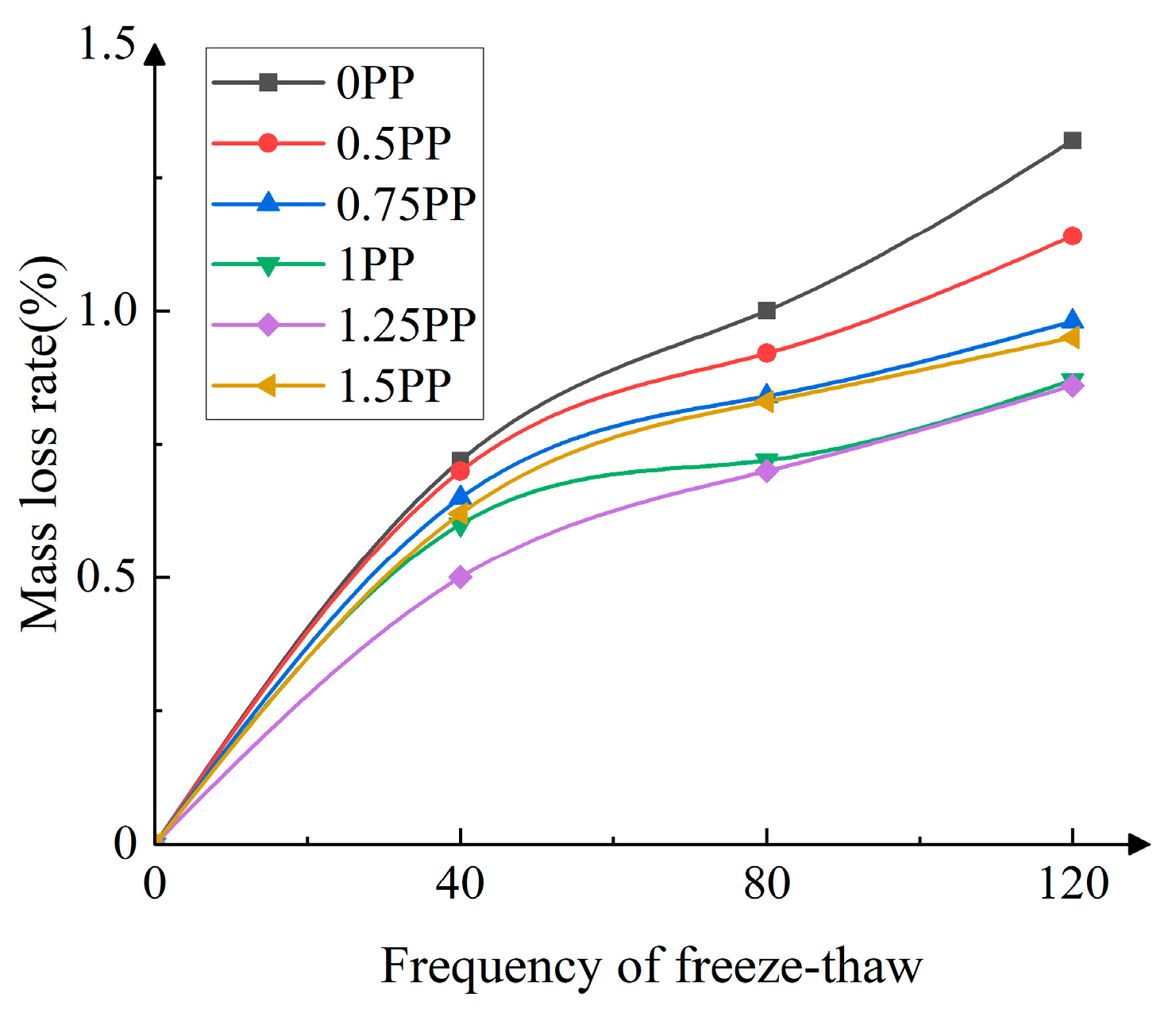
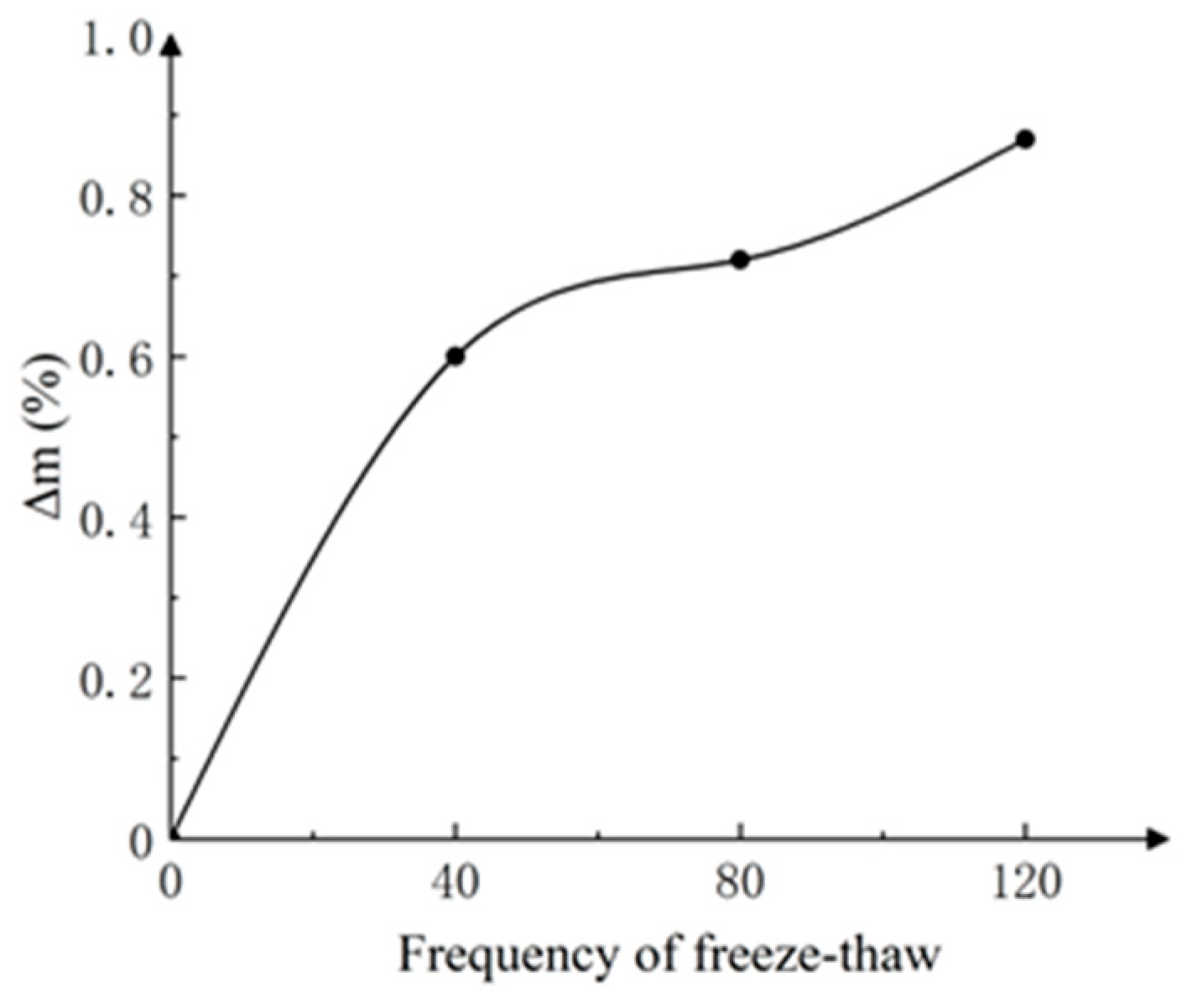
3.1.3. Freeze–Thaw Mass Loss
3.1.4. Optimal Fiber Content
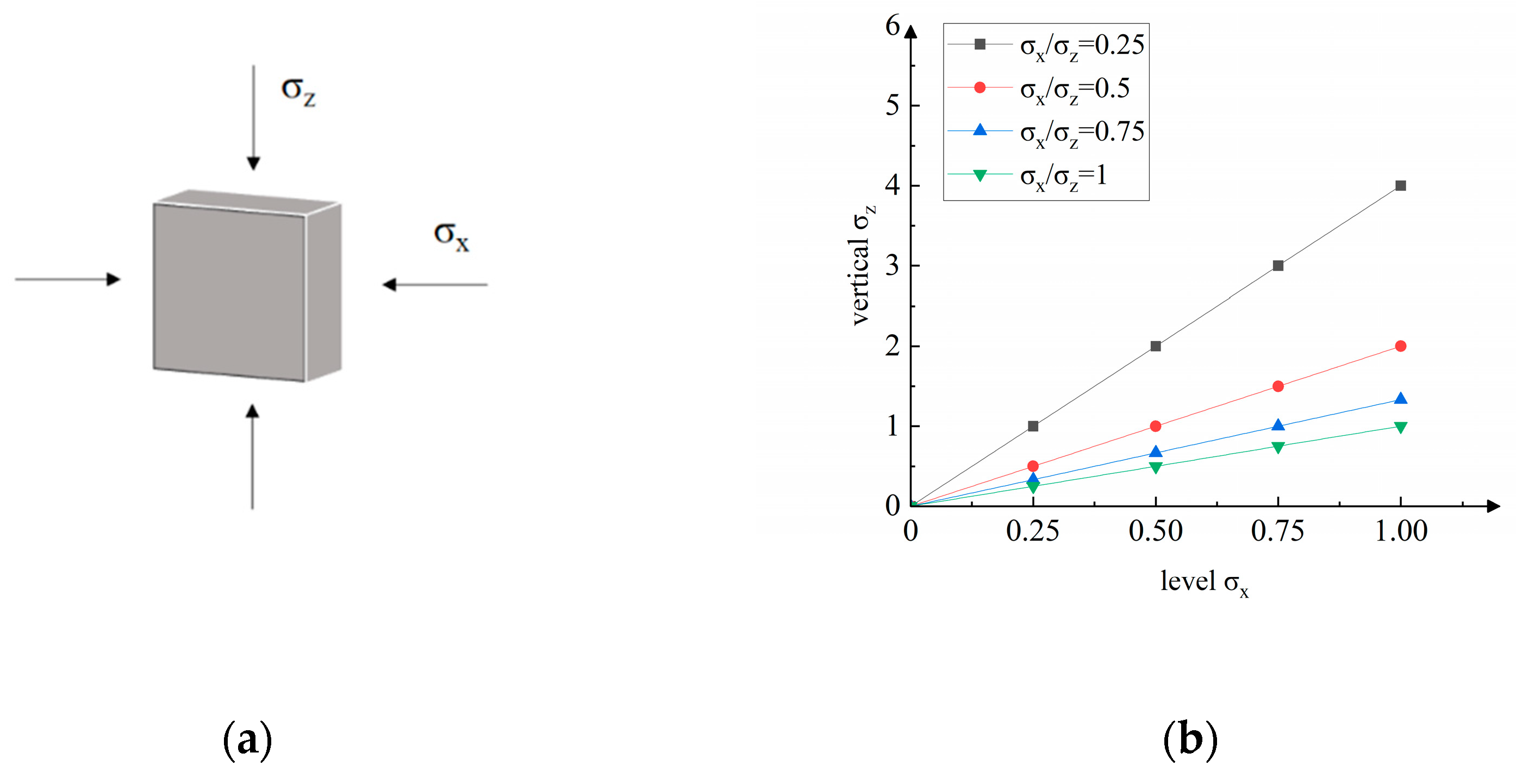
3.2. Different Stress Ratio Loading Test Study
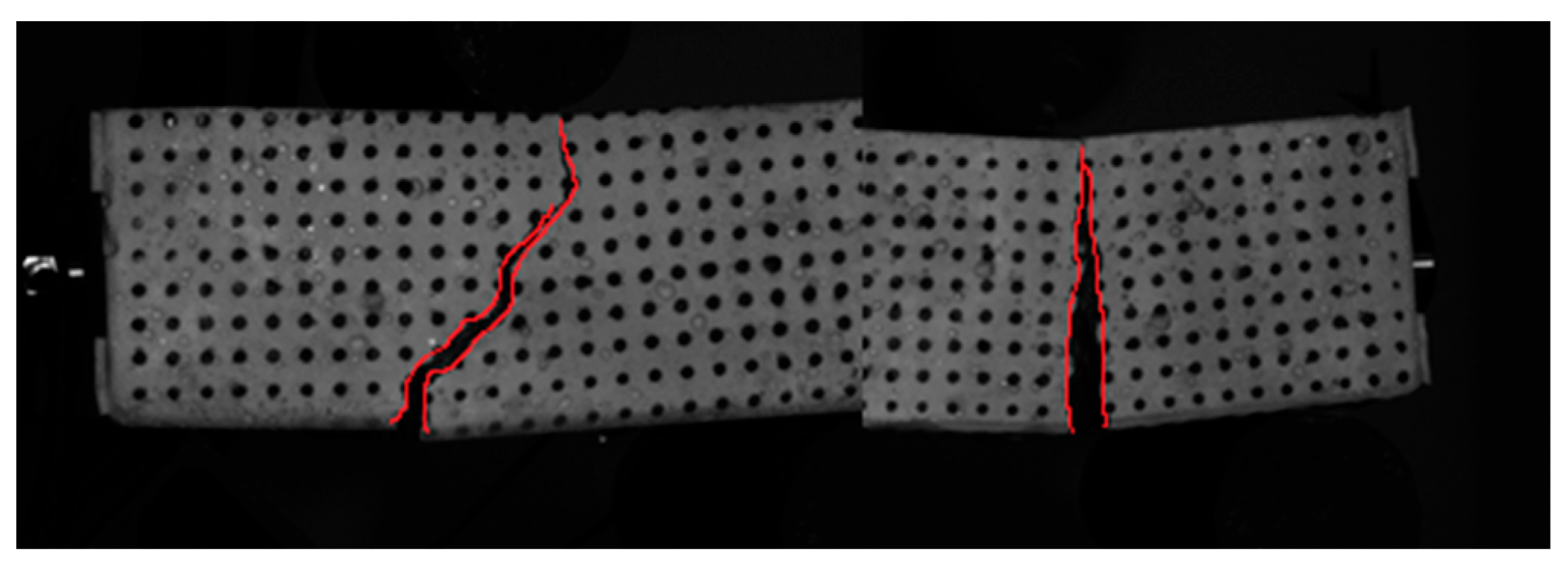
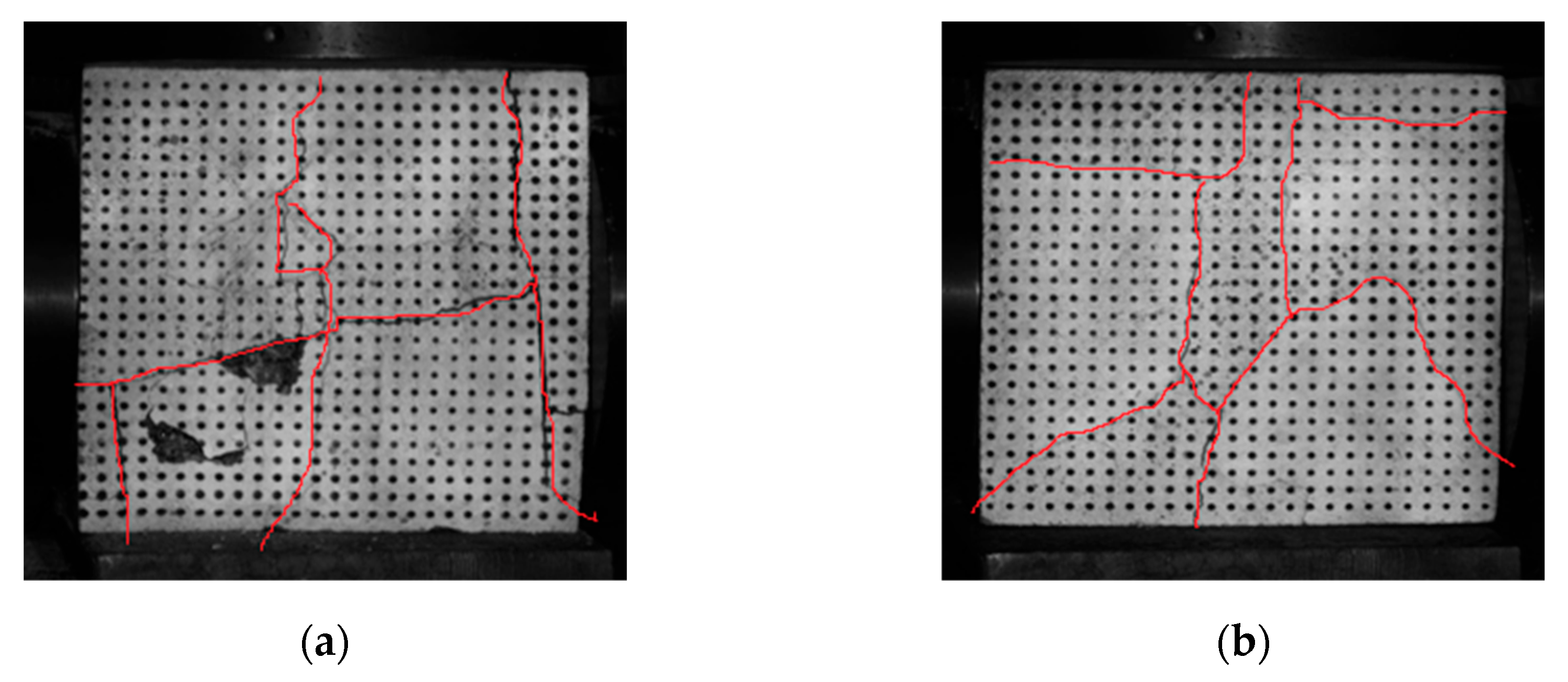
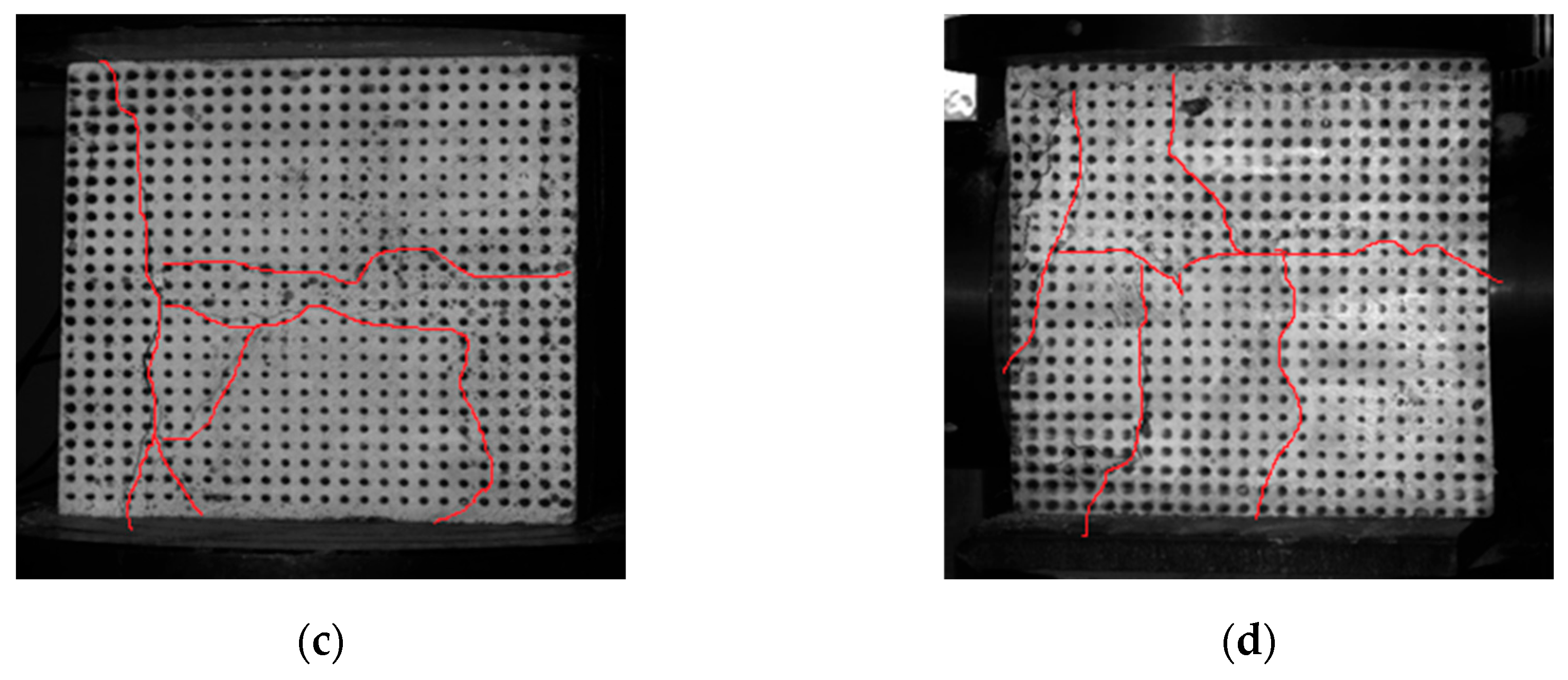
3.2.1. Failure Mode
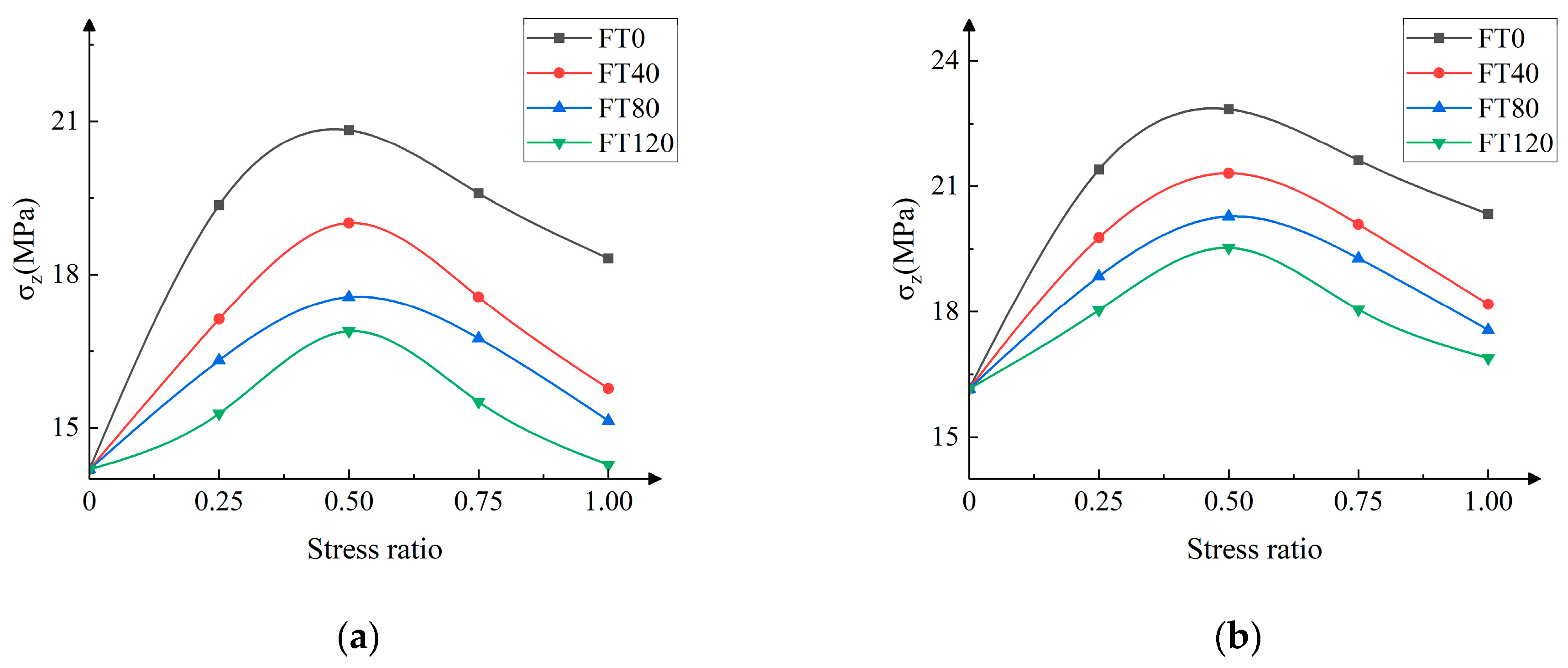
3.2.2. Principal Stress Law
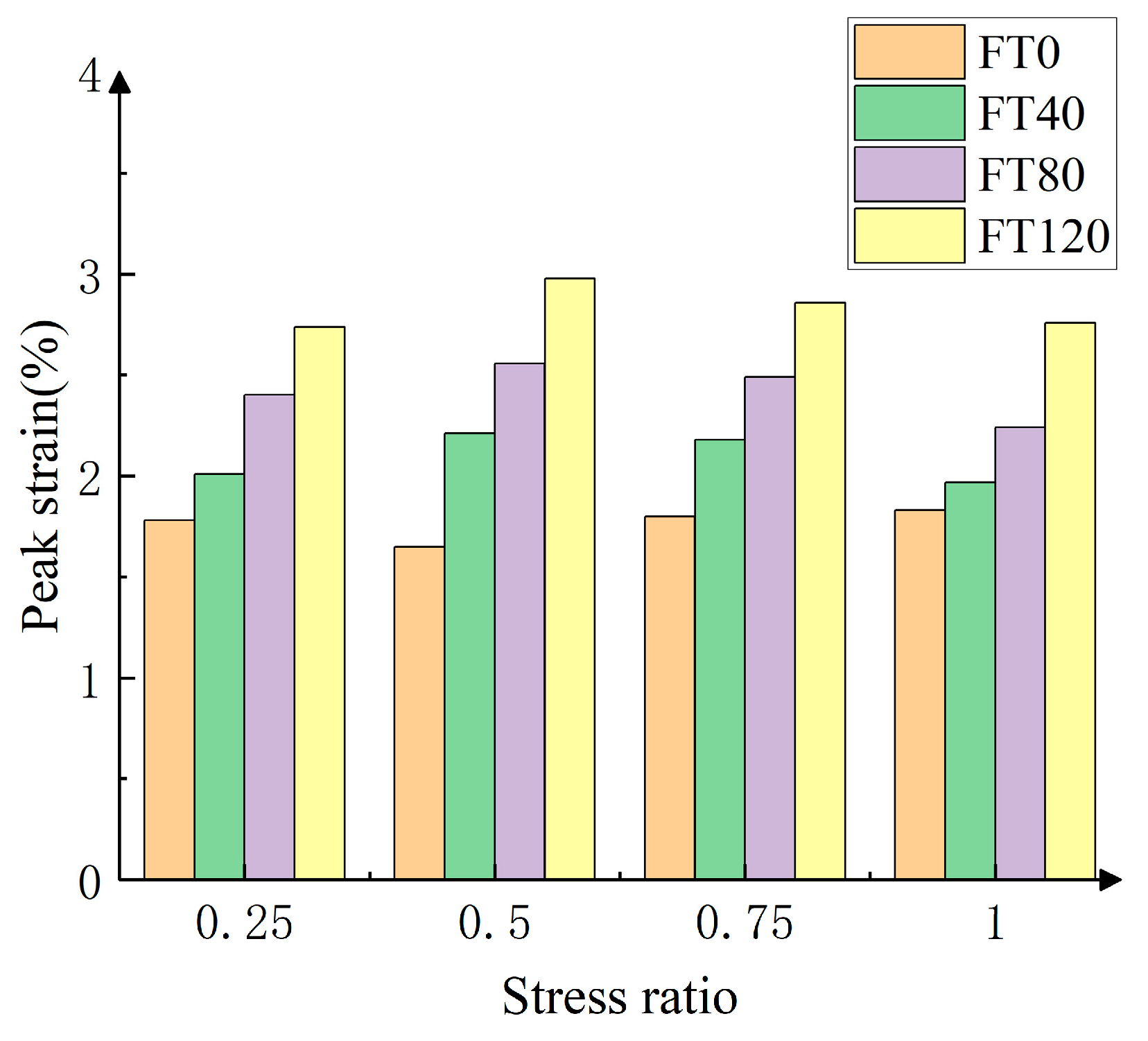
3.2.3. Peak Strain
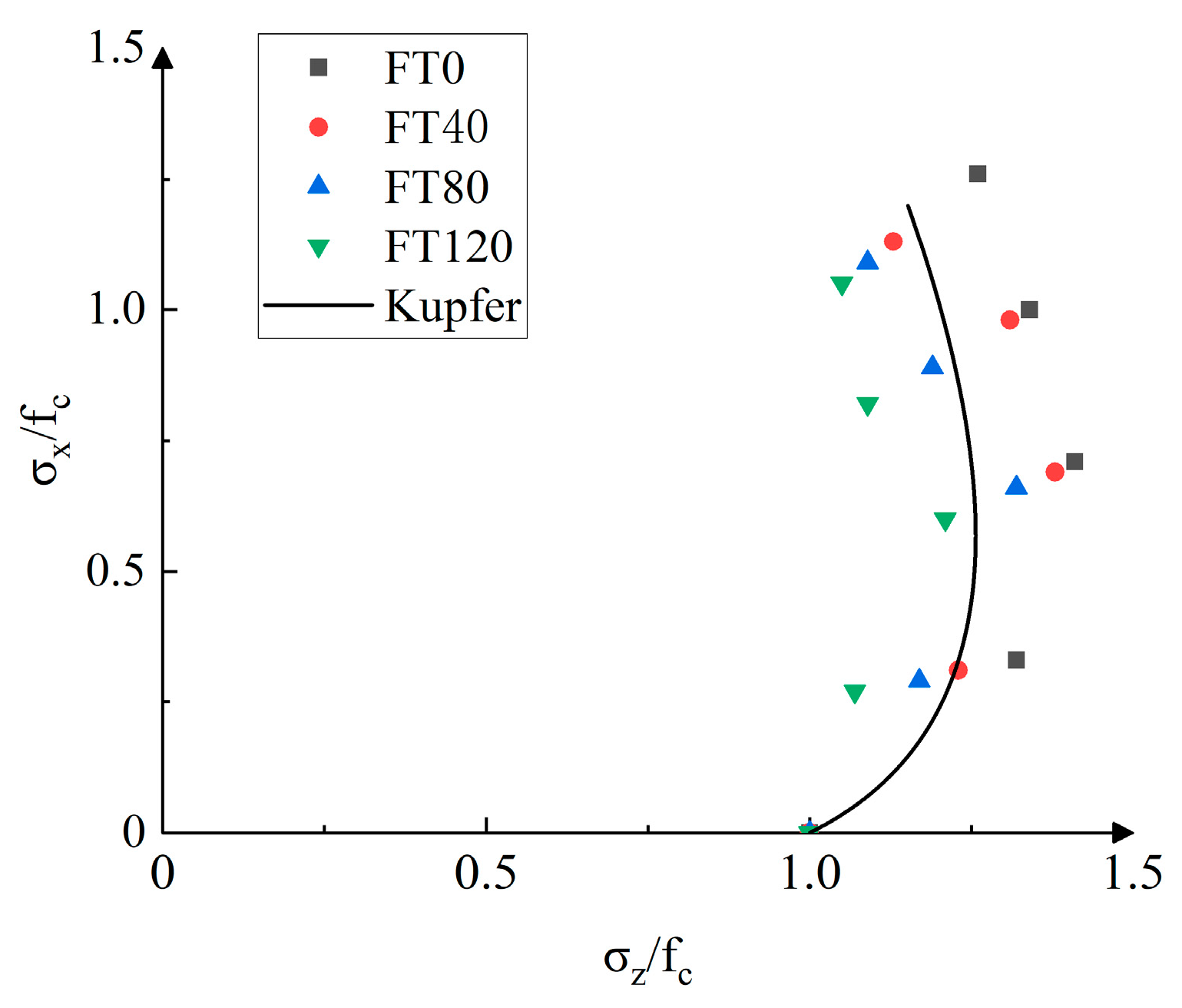
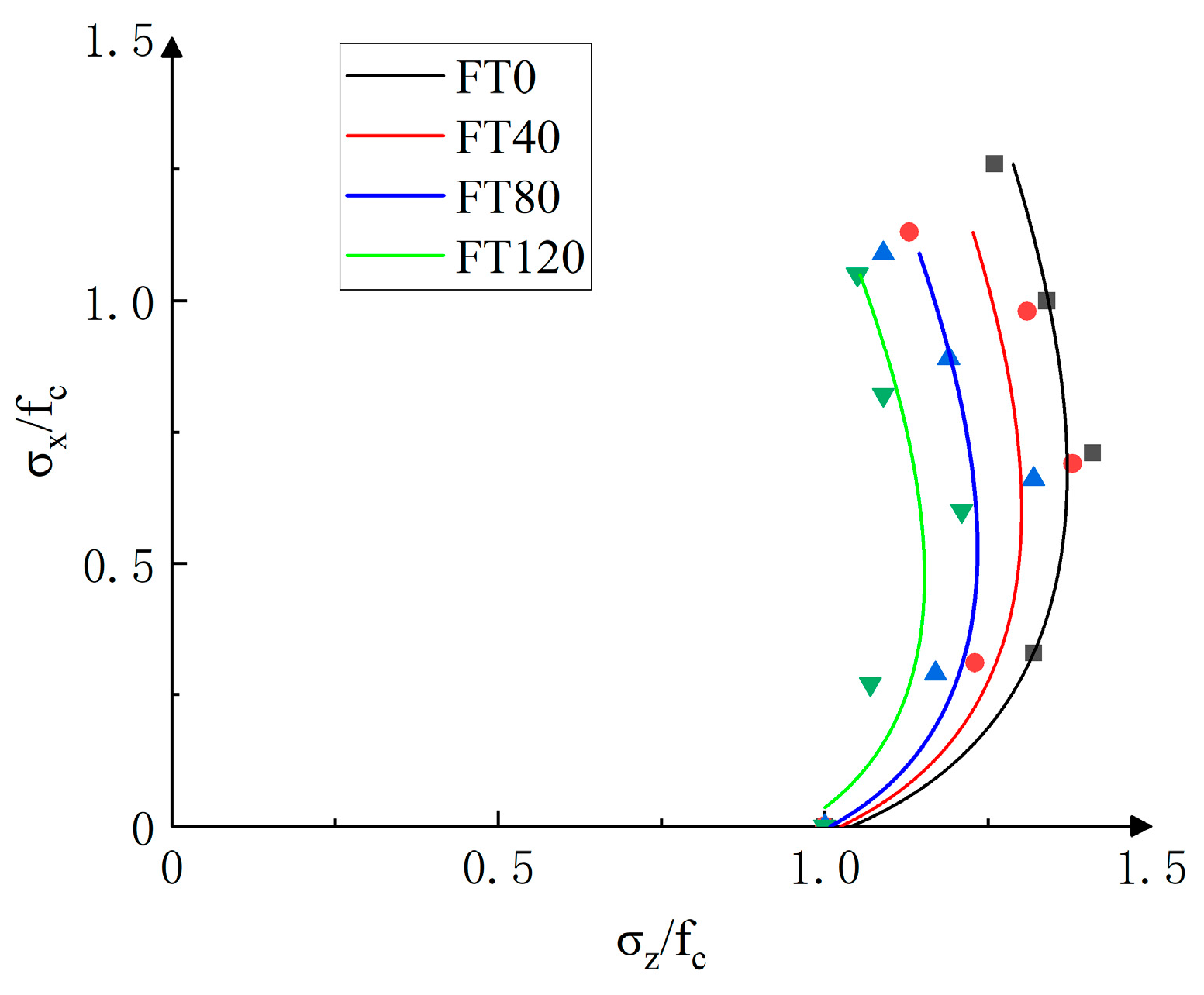
3.2.4. Failure Criterion
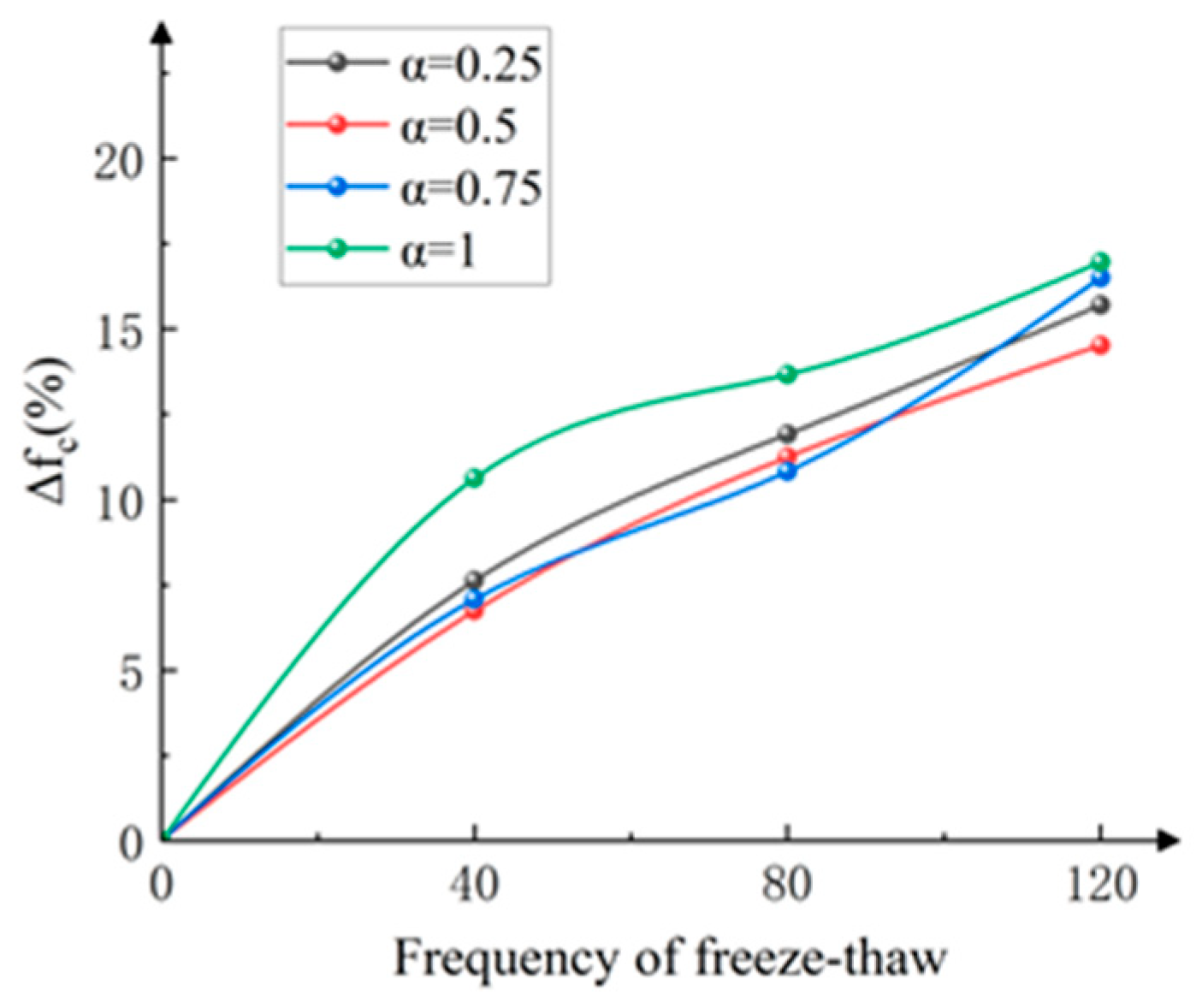
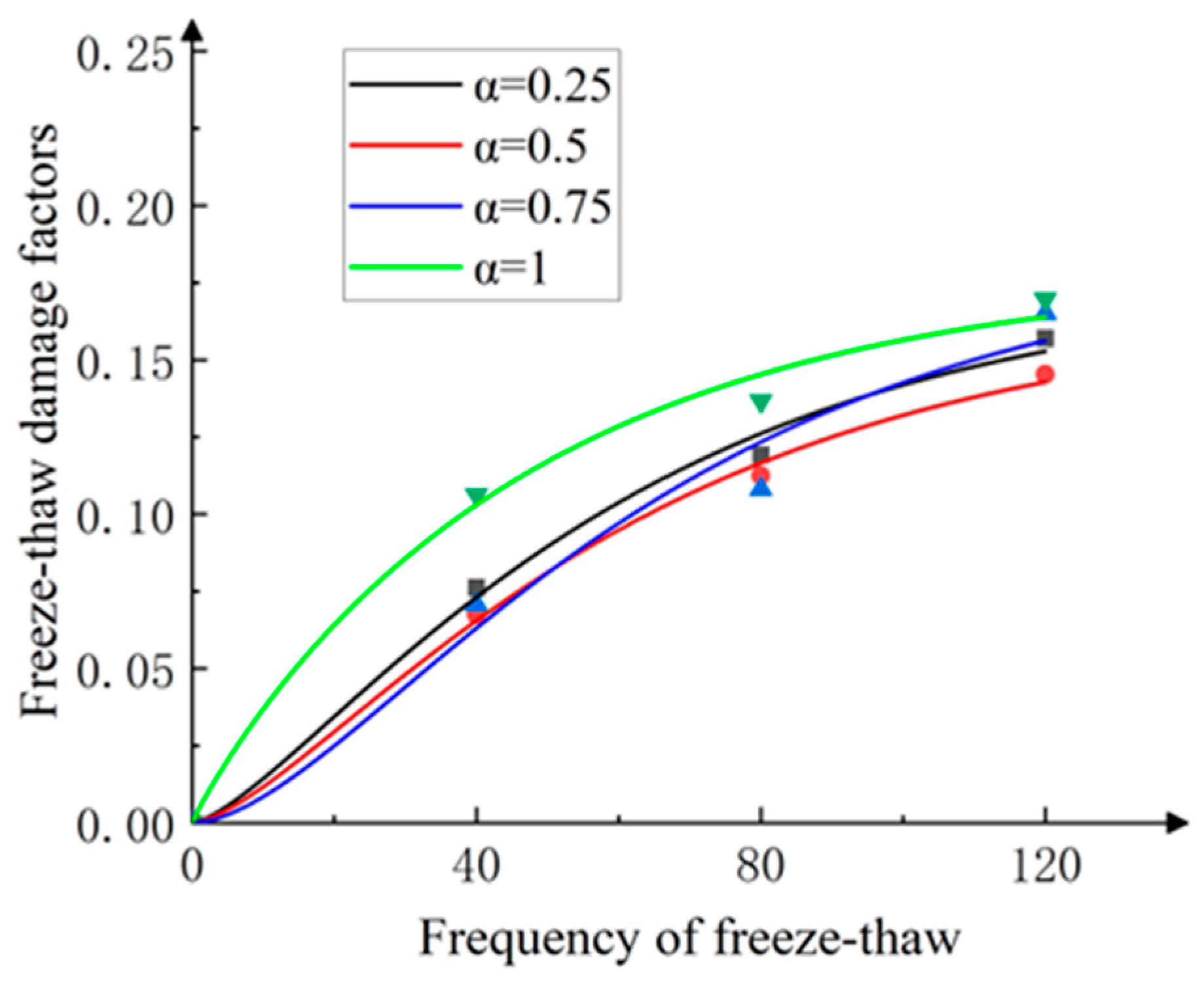
3.2.5. Freeze–Thaw Damage Evolution Model
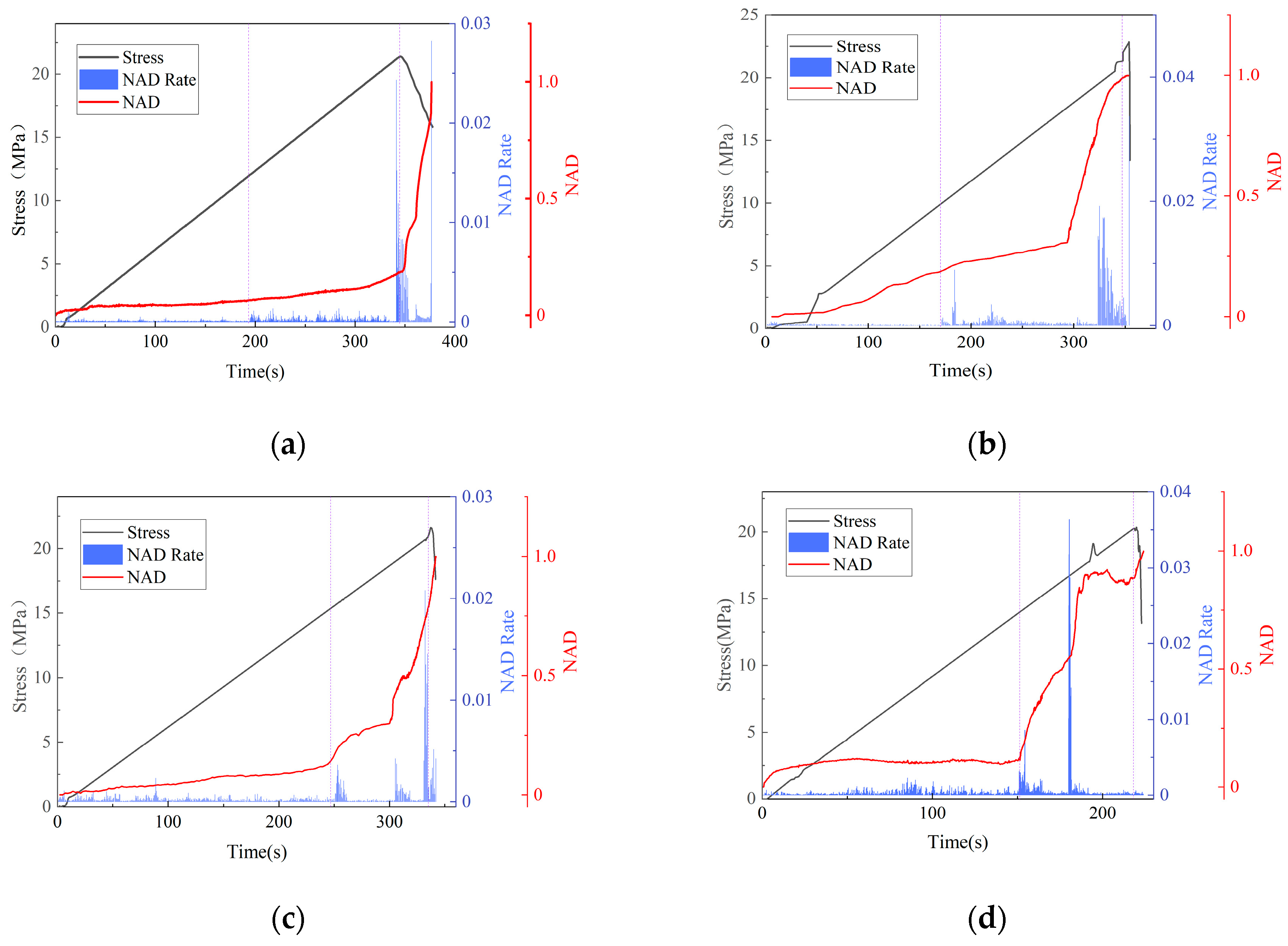
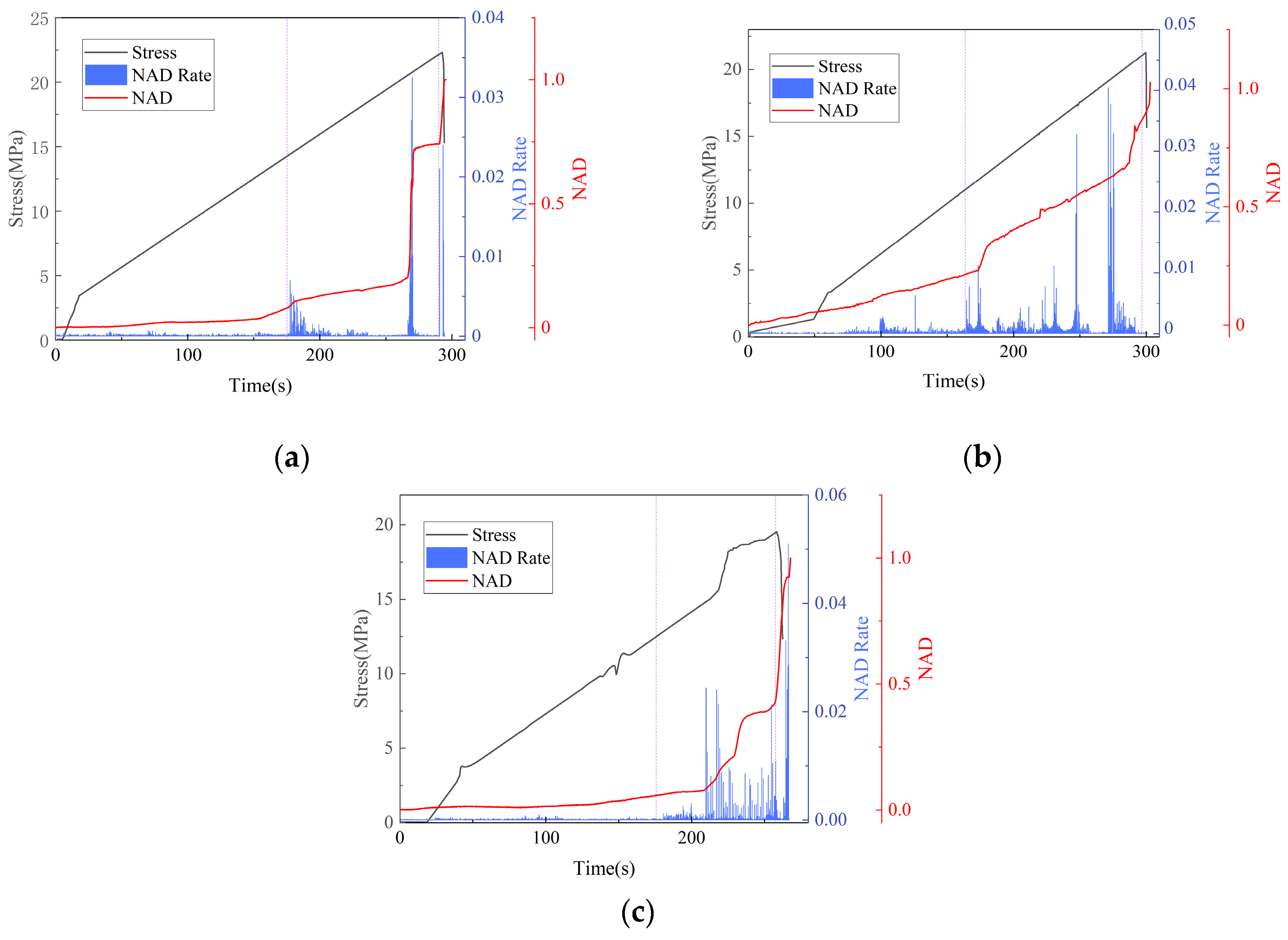
3.3. Analysis Based on NAD Damage Degree
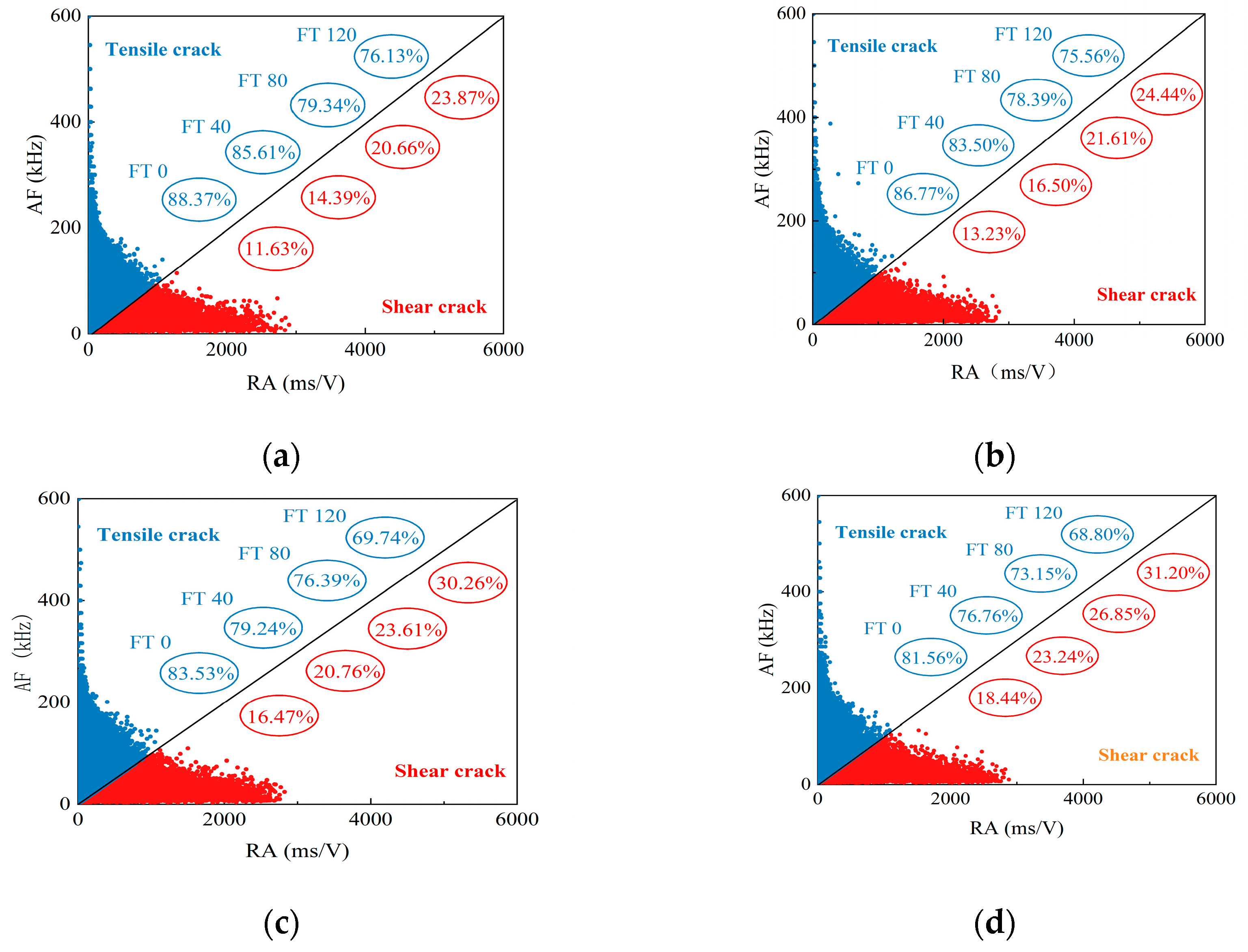
3.4. Acoustic Emission RA-AF Analysis
4. Conclusions
- Comprehensively considering the three characteristics of uniaxial compressive strength, flexural strength, and freeze–thaw mass loss rate, it is concluded that when the PPF mortar rubble is between 0.9 and 1.1 kg/m3, both the compressive strength and the flexural strength of the rubble are relatively large, and the mass loss rate is relatively small. The durability of the specimens is good.
- Compared with the uniaxial compression test, the ultimate compressive strength of different stress ratio loading methods all showed an increasing trend. Moreover, as the stress ratio increases, the development trend of the vertical pressure of the ultimate compressive strength exhibits a parabolic shape. When α = 0.5, the strength reaches the maximum. By correcting the parameters in the Kupfer criterion and establishing the biaxial failure criterion of PPF mortar rubble under different freeze–thaw cycle times, the test results were fitted, and the fitting effect was good.
- The freeze–thaw cycle leads to intensified damage and failure of PPF mortar rubble specimens. Under the same number of freeze–thaw cycles, the strength attenuation amplitude of the specimens without fiber addition was significantly increased compared with that of the specimens with fiber addition. To a certain extent, the existence of lateral pressure can inhibit the development of slate damage, increase the compressive strength of the specimen, provide specific stability, and delay the occurrence of failure. Based on the test results, a freeze–thaw damage evolution model was established. By fitting the test results, this model has a good fitting effect on PP fiber mortar rubble.
- Based on the theory of statistical analysis, it is concluded that the sharp fluctuations in the evolution rate of NAD in the middle stage can be regarded as the signal of specimen cracking, and the sharp fluctuations in the latter stage can be regarded as the signal of specimen failure. Moreover, with the increase in the number of freeze–thaw cycles, the fluctuation degree of the evolution rate of NAD becomes larger and larger, and the process of damage is accelerated simultaneously.
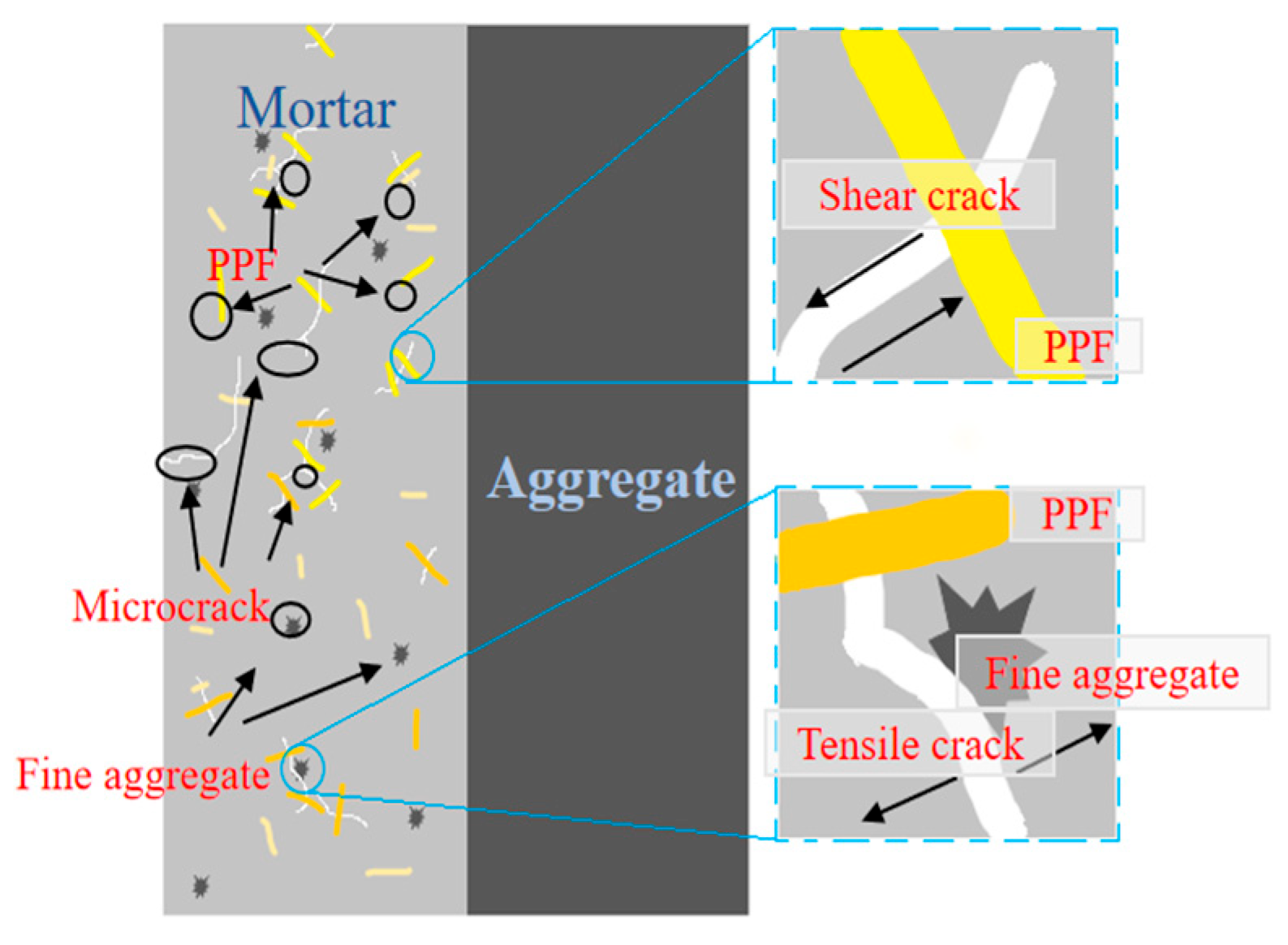
- Through the analysis of the distribution of RA-AF values, the specimens mainly suffered tensile failure during the failure process, while shear failure was relatively rare. Meanwhile, the increase in the stress ratio will weaken the lateral expansion effect generated during the loading process of the principal stress. With an increase in the number of freeze–thaw cycles, this will cause damage to the internal structure of the rubble, resulting in a decrease in the number of tensile cracks.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| MMS | mortar-masonry stone |
| PPF | polypropylene fiber |
| NAD | normalized average deviation |
| DIC | digital image correlation |
| AE | acoustic emission |
| RA | rise time/amplitude |
| AF | counts/duration |
References
- Sun, Z.; Ma, W.; Li, D. In situ test on cooling effectiveness of the air convection embankment with crushed rock slope protection in permafrost regions. Terra Nostra 2005, 19, 38–51. [Google Scholar]
- Zhu, X.; Chen, Z.; Ren, Y. The application of ecological treatment technology of bolt and lattice beam in highway mountain slope support. Geotech. Geol. Eng. 2019, 37, 1891–1896. [Google Scholar] [CrossRef]
- Hong, L.; Chen, Y.D.; Li, T.D.; Gao, P.; Sun, L.Z. Microstructure and bonding behavior of fiber-mortar interface in fiber-reinforced concrete. Constr. Build. Mater. 2020, 232, 117235. [Google Scholar] [CrossRef]
- Ahmad, J.; Zhou, Z. Mechanical Properties of Natural as well as Synthetic Fiber Reinforced Concrete: A Review. Constr. Build. Mater. 2022, 333, 127353. [Google Scholar] [CrossRef]
- Zhao, C.; Wang, Z.; Zhu, Z.; Guo, Q.; Wu, X.; Zhao, R. Research on different types of fiber reinforced concrete in recent years: An overview. Constr. Build. Mater. 2023, 365, 130075. [Google Scholar] [CrossRef]
- Shafei, B.; Kazemian, M.; Dopko, M.; Najimi, M. State-of-the-Art Review of Capabilities and Limitations of Polymer and Glass Fibers Used for Fiber-Reinforced Concrete. Materials 2021, 14, 409. [Google Scholar] [CrossRef] [PubMed]
- Akid, A.S.M.; Hossain, S.; Munshi, I.U.; Elahi, M.A.; Sobuz, H.R.; Tam, V.W.; Islam, S. Assessing the influence of fly ash and polypropylene fiber on fresh, mechanical and durability properties of concrete. J. King Saud Univ. Eng. Sci. 2023, 35, 474–484. [Google Scholar] [CrossRef]
- El Ouni, M.H.; Shah, S.H.; Ali, A.; Muhammad, S.; Mahmood, M.S.; Ali, B.; Marzouki, R.; Raza, A. Mechanical performance, water and chloride permeability of hybrid steel-polypropylene fiber-reinforced recycled aggregate concrete. Case Stud. Constr. Mater. 2022, 16, e831. [Google Scholar] [CrossRef]
- Ja, I.A.; Muda, Z.C.; Amran, M.; Syamsir, A.; Amaechi, C.V.; Al-Qadami, E.H.H.; Huenchuan, M.A.D.; Avudaiappan, S. Modelling and optimisation of the structural performance of lightweight polypropylene fibre-reinforced LECA concrete. Results Eng. 2024, 24, 103149. [Google Scholar] [CrossRef]
- Zhang, H.; Gao, Y.; Li, F.; Lu, F.; Sun, H. Experimental study on dynamic properties and constitutive model of polypropylene fibre concrete under high-strain rates. Eur. J. Environ. Civ. Eng. 2013, 17 (Suppl. S1), s294–s303. [Google Scholar] [CrossRef]
- Zhang, Y.F.; Liu, H.; Chen, J.P.; Yang, Y. Numerical Simulation on PPFRC with Different Contents. Appl. Mech. Mater. 2014, 477, 1019–1025. [Google Scholar] [CrossRef]
- Li, L.; Sun, H.-X.; Zhang, Y.; Yu, B. Surface Cracking and Fractal Characteristics of Bending Fractured Polypropylene Fiber-Reinforced Geopolymer Mortar. Fractal Fract. 2021, 5, 142. [Google Scholar] [CrossRef]
- Li, B.; Chi, Y.; Xu, L.; Shi, Y.; Li, C. Experimental investigation on the flexural behavior of steel-polypropylene hybrid fiber reinforced concrete. Constr. Build. Mater. 2018, 191, 80–94. [Google Scholar] [CrossRef]
- Latifi, M.R.; Biricik, Ö.; Mardani Aghabaglou, A. Effect of the addition of polypropylene fiber on concrete properties. J. Adhes. Sci. Technol. 2022, 36, 345–369. [Google Scholar] [CrossRef]
- Wu, J.; Hu, L.; Hu, C.; Wang, Y.; Zhou, J.; Li, X. Impact of Polypropylene Fiber on the Mechanical and Physical Properties of Pervious Concrete: An Experimental Investigation. Buildings 2023, 13, 1966. [Google Scholar] [CrossRef]
- Shi, J.; Wang, H.; Cao, X. Mechanical Behavior and Innovative Applications of Fiber-Reinforced Cementitious Composite and Fiber-Reinforced Polymer in Infrastructures. Buildings 2024, 14, 3993. [Google Scholar] [CrossRef]
- Xu, J.; Niu, X.; Yao, Z. Mechanical properties and acoustic emission data analyses of crumb rubber concrete under biaxial compression stress states. Constr. Build. Mater. 2021, 298, 123778. [Google Scholar] [CrossRef]
- Wang, H.C.; Zhao, J.; Li, J.; Liu, K.; Braithwaite, C.H.; Zhang, Q.B. Dynamic mechanical properties and fracturing behaviour of concrete under biaxial compression. Constr. Build. Mater. 2021, 301, 124085. [Google Scholar] [CrossRef]
- Zhou, J.; Pan, J.; Zhang, L.; Zhao, J.; Li, Z. Experimental study on mechanical behavior of high-strength high-performance concrete under biaxial loading. Constr. Build. Mater. 2020, 258, 119681. [Google Scholar] [CrossRef]
- Dong, J.; Cheng, S.; Chen, H.; Zhang, H.; Zhao, Y.; Zhang, G.; Gong, F. Examination of Damage Evolution in Slurry Masonry Schist Subjected to Biaxial Compressive Stresses. Buildings 2024, 14, 1942. [Google Scholar] [CrossRef]
- Li, P.; Li, S.; Liu, Z.; Lu, Y.; Yang, F. Study on the biaxial mechanical behavior of steel fiber reinforced recycled aggregate concrete. Constr. Build. Mater. 2024, 428, 136372. [Google Scholar] [CrossRef]
- Li, H.; Sun, H.; Tian, J.; Yang, Q.; Wan, Q. Mechanical and Ultrasonic Testing of Self-Compacting Concrete. Energies 2019, 12, 2187. [Google Scholar] [CrossRef]
- Skarżyński, A.; Suchorzewski, J. Mechanical and fracture properties of concrete reinforced with recycled and industrial steel fibers using Digital Image Correlation technique and X-ray micro computed tomography. Constr. Build. Mater. 2018, 183, 283–299. [Google Scholar] [CrossRef]
- Liu, Y.; Zeng, L.; Xiang, S.; Mo, J.; Zhang, J.; Chen, J.; Cheng, G. Compressive performance evaluation of concrete confined by stirrups at elevated temperature using DIC technology. Constr. Build. Mater. 2020, 260, 119883. [Google Scholar] [CrossRef]
- Li, D.; Huang, P.; Chen, Z.; Yao, G.; Guo, X.; Zheng, X.; Yang, Y. Experimental study on fracture and fatigue crack propagation processes in concrete based on DIC technology. Eng. Fract. Mech. 2020, 235, 107166. [Google Scholar] [CrossRef]
- Chen, J.; Zhang, X.; Zhan, N.; Hu, X. Deformation measurement across crack using two-step extended digital image correlation method. Opt. Lasers Eng. 2010, 48, 1126–1131. [Google Scholar] [CrossRef]
- Gajewski, T.; Garbowski, T. Calibration of concrete parameters based on digital image correlation and inverse analysis. Arch. Civ. Mech. Eng. 2014, 14, 170–180. [Google Scholar] [CrossRef]
- Skarżyński, A.; Syroka, E.; Tejchman, J. Measurements and Calculations of the Width of the Fracture Process Zones on the Surface of Notched Concrete Beams. Strain 2011, 47 (Suppl. S1), e319–e332. [Google Scholar] [CrossRef]
- Golewski, G.L. Measurement of fracture mechanics parameters of concrete containing fly ash thanks to use of Digital Image Correlation (DIC) method. Measurement. J. Int. Meas. Confed. 2019, 135, 96–105. [Google Scholar] [CrossRef]
- Chen, C.; Chen, X. Experimental study of fracture damage characteristics in steel slag porous concrete based on acoustic emission technique. Constr. Build. Mater. 2024, 456, 139127. [Google Scholar] [CrossRef]
- Yang, L.; Xie, H.; Zhang, D.; Zhang, F.; Lin, C.; Fang, S. Acoustic emission characteristics and crack resistance of basalt fiber reinforced concrete under tensile load. Constr. Build. Mater. 2021, 312, 125442. [Google Scholar] [CrossRef]
- Xargay, H.; Ripani, M.; Folino, P.; Núñez, N.; Caggiano, A. Acoustic emission and damage evolution in steel fiber-reinforced concrete beams under cyclic loading. Constr. Build. Mater. 2021, 274, 121831. [Google Scholar] [CrossRef]
- Bu, J.; Wu, X.; Xu, H.; Chen, X. The rate effect on fracture mechanics of dam concrete based on DIC and AE techniques. J. Strain Anal. Eng. Des. 2022, 57, 496–510. [Google Scholar] [CrossRef]
- Luo, T.; Pan, X.; Tang, L.; Sun, Q.; Pan, J. Research on Splitting-Tensile Properties and Failure Mechanism of Steel-Fiber-Reinforced Concrete Based on DIC and AE Techniques. Materials 2022, 15, 7150. [Google Scholar] [CrossRef] [PubMed]
- Xu, X.; Jin, Z.; Yu, Y.; Li, N. Damage source and its evolution of ultra-high performance concrete monitoring by digital image correlation and acoustic emission technologies. J. Build. Eng. 2023, 65, 105734. [Google Scholar] [CrossRef]
- Bu, J.; Xu, H.; Wu, X.; Chen, X.; Xu, B. Experimental study on fracture properties of dam concrete under post-peak cyclic loading based on DIC and acoustic emission techniques. Fatigue Fract. Eng. Mater. Struct. 2022, 45, 2646–2661. [Google Scholar] [CrossRef]
- Li, Z.-Q.; Chen, H.; Dong, J.; Yan, X.; Zhao, S.-R.; Zheng, Y.-H.; Liu, Y. Study of the Failure Mechanism of Mortar Rubble Using Digital Image Correlation, Acoustic Emission and Scanning Electron Microscopy. Buildings 2022, 12, 1313. [Google Scholar] [CrossRef]
- Dong, J.; Li, Z.-Q.; Yan, X.; Liu, Y.; Zhao, S.-R.; Qian, R.; Zheng, Y.-H.; Jiang, T. Effects of coarse aggregates on the mechanical properties, durability and microscopic behaviour of mortar rubble. Constr. Build. Mater. 2022, 354, 129187. [Google Scholar] [CrossRef]
- Korol, E.; Tejchman, J.; Mróz, Z. Experimental and numerical assessment of size effect in geometrically similar slender concrete beams with basalt reinforcement. Eng. Struct. 2017, 141, 272–291. [Google Scholar] [CrossRef]
- Xu, Y.; Xing, G.; Zhao, J.; Zhang, Y. The effect of polypropylene fiber with different length and dosage on the performance of alkali-activated slag mortar. Constr. Build. Mater. 2021, 307, 124978. [Google Scholar] [CrossRef]
- Yang, H.; Li, H.; Li, C.; Yang, Q.; Jiang, J. Biaxial compressive failure criteria and constitutive model of high-strength geopolymer concrete after high temperature. Constr. Build. Mater. 2024, 426, 136165. [Google Scholar] [CrossRef]
- Kupfer, H.B. Nonlinear behavior of concrete under biaxial stresses. Beton Stahlbetonbau 1973, 11, 269–274. (In German) [Google Scholar]
- Zhang, H.; Huang, G.; Song, H.; Kang, Y. Experimental characterization of strain localization in rock. Geophys. J. Int. 2013, 194, 1554–1558. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Aggregate Type | Compressive Strength (MPa) | Bending Strength (MPa) | Water Absorption (%) | Density (kg/m3) |
|---|---|---|---|---|
| Granite | 120 | 15 | 0.30 | 2650 |
| Parameter | Compressive Strength (MPa) | Bending Strength (MPa) | Fineness (mm) | ||
|---|---|---|---|---|---|
| 3d | 28d | 3d | 28d | ||
| Value | 18 | 43 | 4.2 | 6.6 | 0.03 |
| Physical Properties | Diameter (µm) | Specific Gravity (g/cm3) | Tensile Strength (MPa) | Elastic Modulus (MPa) | Color | Shape |
|---|---|---|---|---|---|---|
| Polypropylene fiber | 30 | 0.90 | 557 | 4100 | White | Fasciculate monofilament |
| Group | Mix Ratio (kg/m3) | Fiber Dosage (kg/m3) | ||||
|---|---|---|---|---|---|---|
| Cement | Sand | Water | Aggregate | Water Reducer | ||
| 1 | 462 | 724 | 175 | 1512 | 1.62 | 0 |
| 2 | 0.5 | |||||
| 3 | 0.75 | |||||
| 4 | 1 | |||||
| 5 | 1.25 | |||||
| 6 | 1.5 | |||||
| Loading Method | Fiber Content (kg/m3) | Freeze–Thaw Cycles | Stress Ratio | Quantity of Specimens |
|---|---|---|---|---|
| Three-point bending | 0, 0.5, 0.75, 1, 1.25, 1.5 | Three specimens for each case | ||
| Uniaxial compression | 0, 0.5, 0.75, 1, 1.25, 1.5 | 0, 40, 80, 120 | ||
| Different stress ratio loading | 1 | 0, 40, 80, 120 | 0.25, 0.5 0.75, 1 |
| Iterate the Residual Threshold | Distinguish Types | Capture Frequency | Search Radius | Iterative Threshold | Pixel |
|---|---|---|---|---|---|
| 40 | Bilinear interpolation | 1.2 Hz | 75 | 0.1 | 2000 |
| Parameters | PDT/µs | HDT/µs | HLT/µs | Amplification Gain Value | Sampling Rate |
|---|---|---|---|---|---|
| Numerical value | 300 | 850 | 650 | 30 | 3 |
| Freeze–Thaw Cycles | a | b | R2 |
|---|---|---|---|
| 0 | −1.04055 | −4.08999 | 0.99692 |
| 40 | −1.0243 | −3.80401 | 0.97388 |
| 80 | −1.00868 | −3.52267 | 0.98017 |
| 120 | −0.95719 | −3.2549 | 0.98436 |
| Loading Mode | a | b | R2 |
|---|---|---|---|
| α = 0.25 | 0.17569 | 1.46996 | 0.99446 |
| α = 0.5 | 0.16557 | 1.55443 | 0.99775 |
| α = 0.75 | 0.18555 | 1.80884 | 0.9743 |
| α = 1 | 0.17906 | 0.92615 | 0.99285 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dong, J.; Zhang, H.; Jiao, Z.; Yang, Z.; Chu, S.; Chai, J.; Zhang, S.; Gong, L.; Cui, H. Research on the Deterioration Mechanism of PPF Mortar-Masonry Stone Structures Under Freeze–Thaw Conditions. Buildings 2025, 15, 2468. https://doi.org/10.3390/buildings15142468
Dong J, Zhang H, Jiao Z, Yang Z, Chu S, Chai J, Zhang S, Gong L, Cui H. Research on the Deterioration Mechanism of PPF Mortar-Masonry Stone Structures Under Freeze–Thaw Conditions. Buildings. 2025; 15(14):2468. https://doi.org/10.3390/buildings15142468
Chicago/Turabian StyleDong, Jie, Hongfeng Zhang, Zhenhuan Jiao, Zhao Yang, Shaohui Chu, Jinfei Chai, Song Zhang, Lunkai Gong, and Hongyu Cui. 2025. "Research on the Deterioration Mechanism of PPF Mortar-Masonry Stone Structures Under Freeze–Thaw Conditions" Buildings 15, no. 14: 2468. https://doi.org/10.3390/buildings15142468
APA StyleDong, J., Zhang, H., Jiao, Z., Yang, Z., Chu, S., Chai, J., Zhang, S., Gong, L., & Cui, H. (2025). Research on the Deterioration Mechanism of PPF Mortar-Masonry Stone Structures Under Freeze–Thaw Conditions. Buildings, 15(14), 2468. https://doi.org/10.3390/buildings15142468