
Preliminary Investigation of the Properties of Oriented Strand Boards Produced Using Green Adhesives


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Manufacture of OSB Samples Using Different Wood Adhesives
2.3. Assessment of Accelerated UV Weathering
2.4. Physical Properties
2.5. Mechanical Properties
2.6. Thermal Properties
2.7. Evaluation of Formaldehyde Emissions
2.8. Data Analysis
3. Results and Discussion
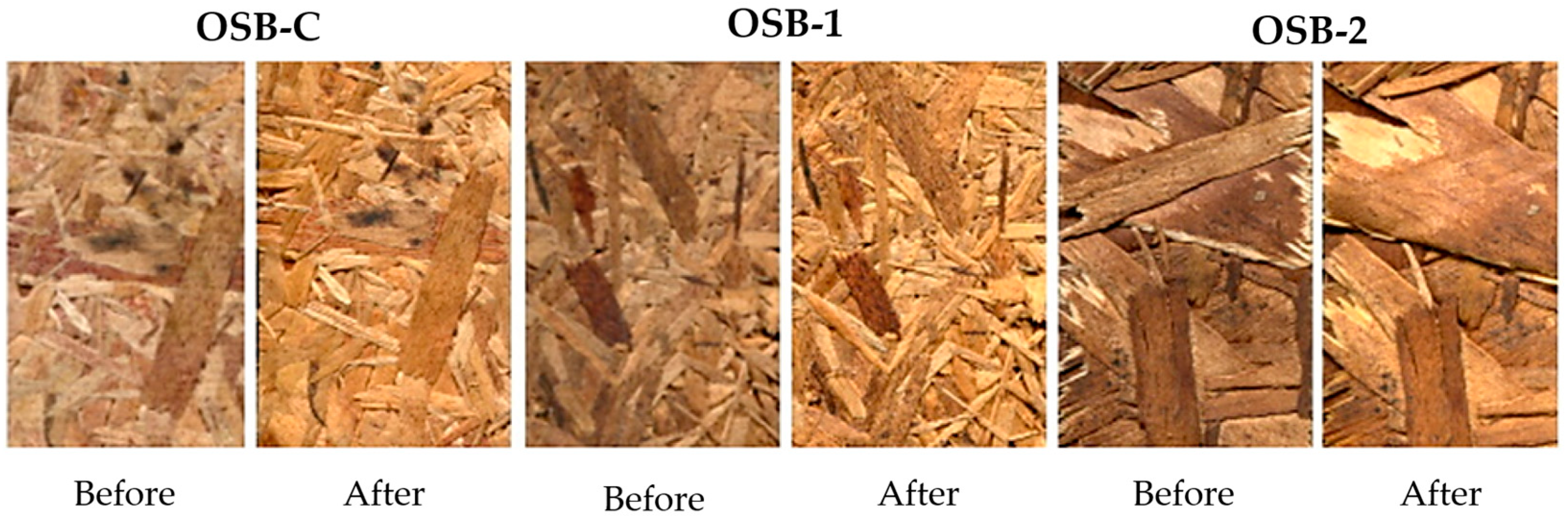
3.1. Assessment of Accelerated UV Weathering
3.2. Physical Properties
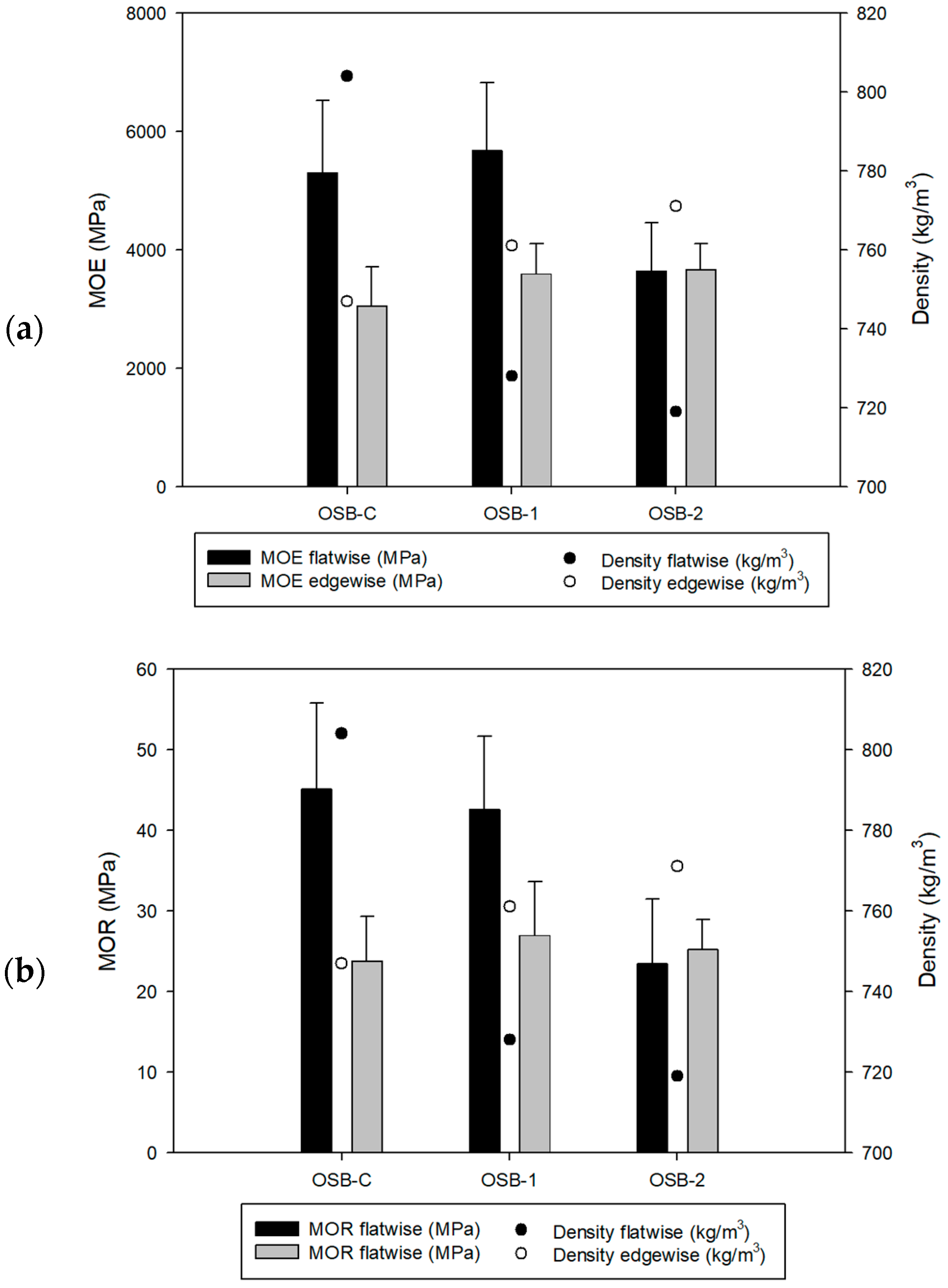
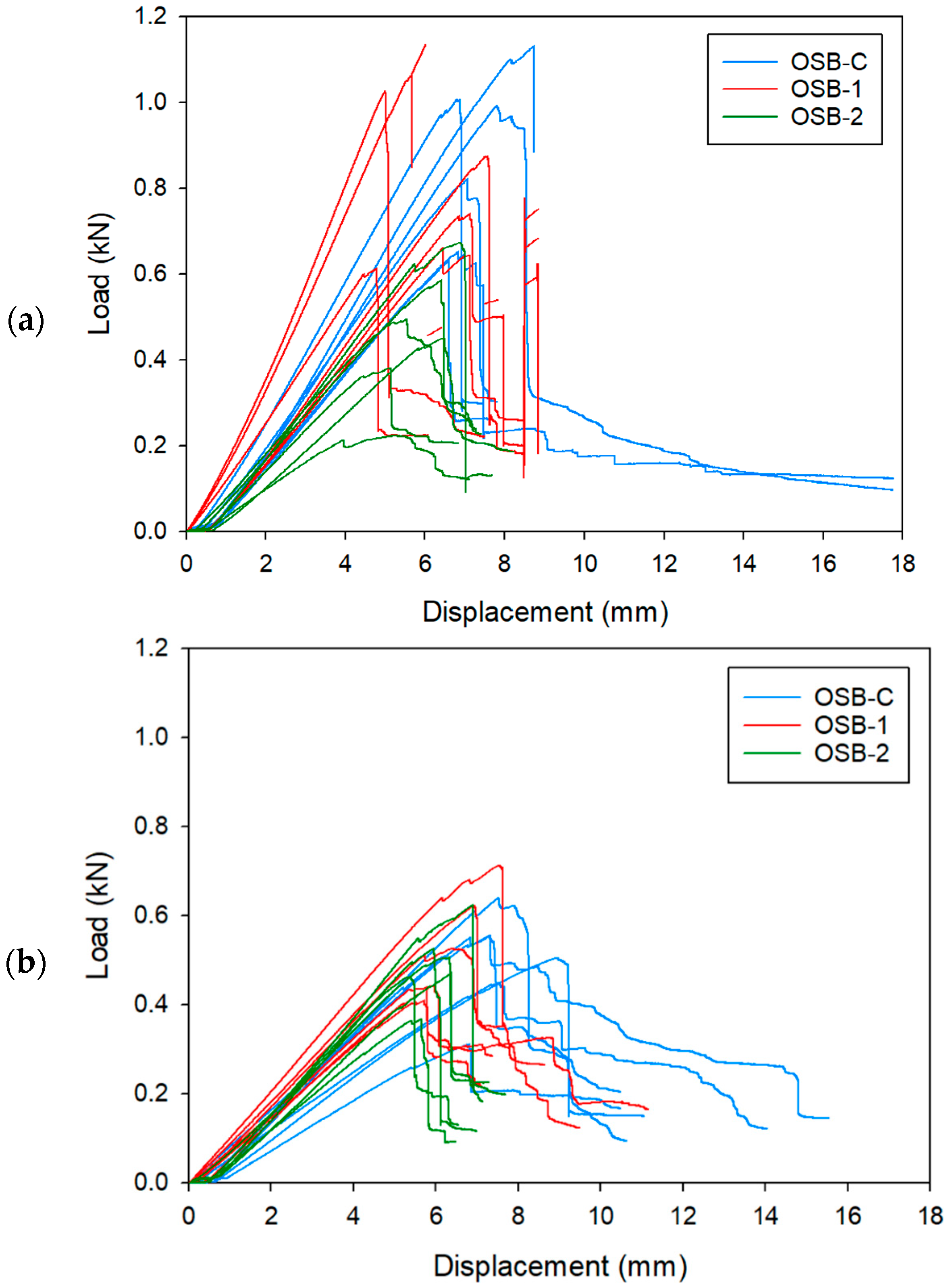
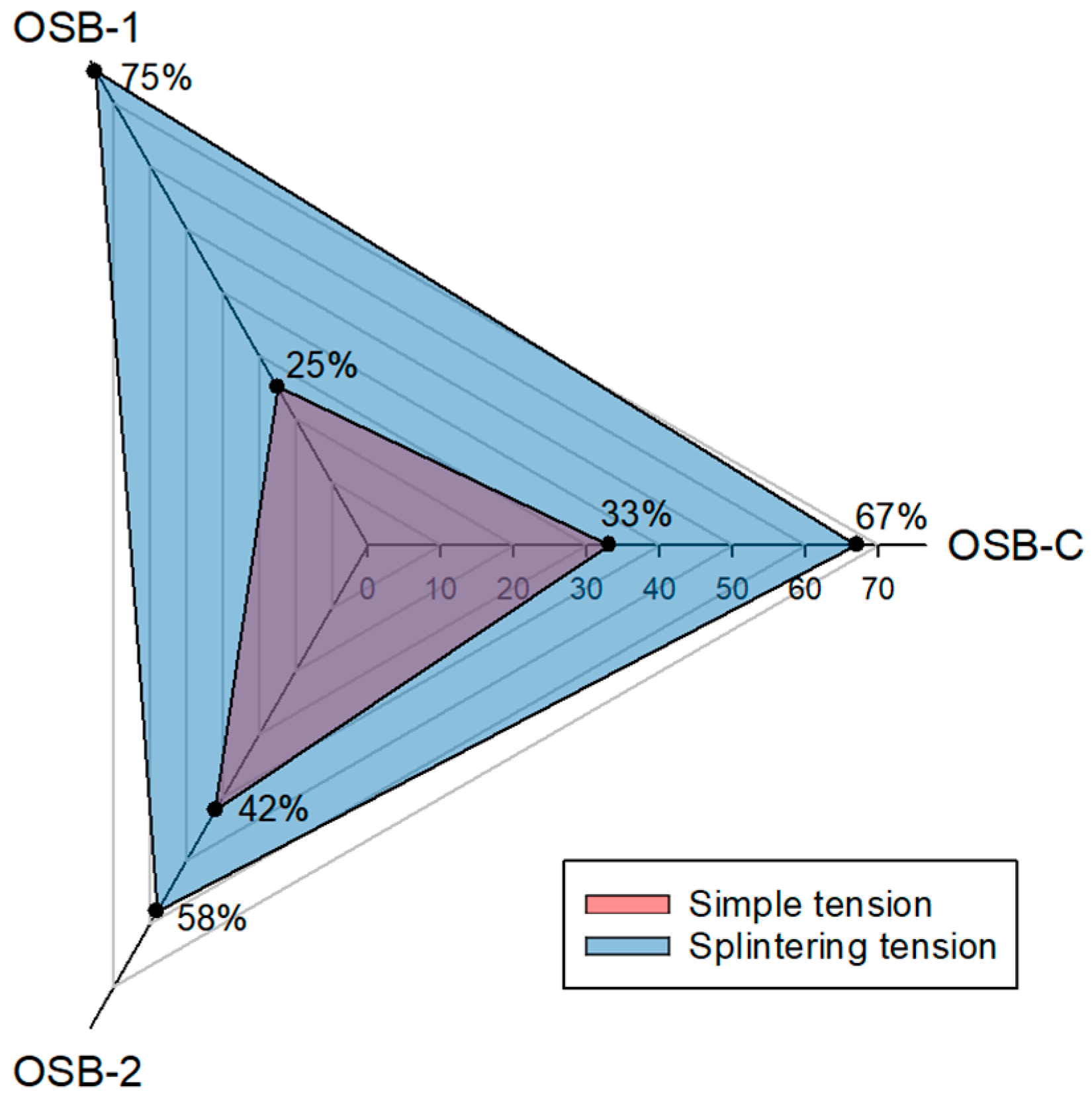
3.3. Mechanical Properties
3.4. Thermal Properties
3.5. Evaluation of Formaldehyde Emissions
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Youngquist, J.A. Wood-based composites and panel products. In Wood Handbook: Wood as an Engineering Material; General technical report FPL; FTR-113; USDA Forest Service, Forest Products Laboratory: Madison, WI, USA, 1999; pp. 10.11–10.31. [Google Scholar]
- Gysling, J.; Soto, D.; Kahler, C.; Álvarez, V.; Poblete, P.; Pardo, E. Madera y Construcción Hacia Una Simbiosis Estratégica; Instituto Forestal (INFOR): Nuñoa, Chile, 2021. [Google Scholar] [CrossRef]
- Pizzi, A.; Mittal, K.L. Handbook of Adhesive Technology, 3rd ed.; Taylor & Francis Group: Boca Raton, FL, USA, 2017; p. 658. [Google Scholar]
- IARC Classifies Formaldehyde as Carcinogenic. Oncol. Times 2004, 26, 72. [CrossRef]
- Li, K.; Peshkova, S.; Geng, X. Investigation of soy protein-kymene® adhesive systems for wood composites. J. Am. Oil Chem. Soc. 2004, 81, 487–491. [Google Scholar] [CrossRef]
- Sandberg, D. Additives in Wood Products—Today and Future Development. In Environmental Impacts of Traditional and Innovative Forest-based Bioproducts; Kutnar, A., Muthu, S.S., Eds.; Springer: Singapore, 2016; pp. 105–172. [Google Scholar]
- Frihart, C.R. Wood Adhesives: Vital for Producing Most Wood Products. For. Prod. J. 2011, 61, 4–12. [Google Scholar] [CrossRef]
- Pizzi, A. Recent developments in eco-efficient bio-based adhesives for wood bonding: Opportunities and issues. J. Adhes. Sci. Technol. 2006, 20, 829–846. [Google Scholar] [CrossRef]
- Rowell, R.M. Handbook of Wood Chemistry and Wood Composites, 1st ed.; CRC Press: Boca Raton, FL, USA, 2005. [Google Scholar]
- Sugahara, E.S.; Dias, A.M.A.; Botelho, E.C.; Campos, C.I.; Dias, A.M.P.G. Feasibility of using eucalyptus wood and castor oil adhesive to produce OSB panels. Eur. J. Wood Wood Prod. 2025, 83, 70. [Google Scholar] [CrossRef]
- Strikun, V.V.; Bajandin, M.A.; Ermolin, V.N.; Pásztory, Z. Thermal Insulation Panels with Bio-Based Adhesives. E3S Web Conf. 2024, 514, 04001. [Google Scholar] [CrossRef]
- Siahkamari, M. Developing Lignin-Bases Phenolic Adhesives for Engineered Wood Products; Michigan State University: East Lansing, MI, USA, 2024. [Google Scholar]
- Widyorini, R.; Dewi, G.K.; Nuryawan, A.; Heraldy, E.; Masruchin, N. Properties of Eco-Friendly Oriented Strand Board Produced from Oil Palm Trunk. J. Renew. Mater. 2024, 12, 1757–1770. [Google Scholar] [CrossRef]
- Núñez-Decap, M.; Canales-Constanzo, E.; Opazo-Carlsson, C.; Moya-Rojas, B.; Vidal-Vega, M.; Opazo-Vega, A. A Study of the Properties of UV-Aged and Low Formaldehyde Emissions Particleboards Manufactured with Bio-Based Wood Protein Adhesives. Forests 2023, 14, 1488. [Google Scholar] [CrossRef]
- Asafu-Adjaye, O.A.; Street, J.; Bansode, A.; Auad, M.L.; Peresin, M.S.; Adhikari, S.; Liles, T.; Via, B.K. Fast Pyrolysis Bio-Oil-Based Epoxy as an Adhesive in Oriented Strand Board Production. Polymers 2022, 14, 1244. [Google Scholar] [CrossRef]
- Hornus, M.; Via, B.K.; Gallagher, T.; Peresin, M.S. Partial substitution of pMDI with lignin containing cellulose nanofibrils: Low density oriented strand board. Wood Mater. Sci. Eng. 2021, 16, 391–396. [Google Scholar] [CrossRef]
- Balea Paul, G.; Timar, M.C.; Zeleniuc, O.; Lunguleasa, A.; Coșereanu, C. Mechanical Properties and Formaldehyde Release of Particleboard Made with Lignin-Based Adhesives. Appl. Sci. 2021, 11, 8720. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Özbay, G.; Kökten, E.S. Properties of Oriented Stransboard Produced Using Phenol-Formaldehyde Resin Synthesized with Bio-Oil of Lignocellulosic Wastes. Mater. Int. 2020, 2, 131–138. [Google Scholar] [CrossRef]
- Bandara, N.; Wu, J. Randomly Oriented Strand Board Composites from Nanoengineered Protein-Based Wood Adhesive. ACS Sustain. Chem. Eng. 2018, 6, 457–466. [Google Scholar] [CrossRef]
- Hand, W.; Cheng, G.; Via, B.; Banerjee, S. Soy-substituted liquid phenol formaldehyde binders for flakeboard. Eur. J. Wood Wood Prod. 2017, 75, 135–138. [Google Scholar] [CrossRef]
- Núñez Decap, M.; Ballerini Arroyo, A.; Alarcón Énos, J. Evaluation of single cell protein from yeast for the development of wood adhesives. Eur. J. Wood Wood Prod. 2016, 74, 821–828. [Google Scholar] [CrossRef]
- Athanassiadou, E.; Tsiantzi, S. Producing Panels with Formaldehyde Emission at Wood Levels. In Proceedings of the 7th European Wood-Based Panel Symposium, Hannover, Germany, 13–15 October 2010. [Google Scholar]
- ASTM G154-23; Standard Practice for Operating Fluorescent Ultraviolet (UV) Lamp Apparatus for Exposure of Nonmetallic Materials. ASTM International: West Conshohocken, PA, USA, 2023.
- UNE-EN 323; Wood-Based Panels—Determination of Density. U.N.: Española, NM, USA, 1994.
- UNE-EN 322; Wood-Based Panels. Determination of Moisture Content. U.N.: Española, NM, USA, 1994.
- UNE-EN 317; Particleboards and Fibreboards. Determination of Swelling in Thickness after Immersion in Water. U.N.: Española, NM, USA, 1994.
- UNE-EN 310; Wood-Based Panels. Determination of Modulus of Elasticity in Bending and of Bending Strength. U.N.: Española, NM, USA, 1994.
- ASTM D143-23; Standard Test Methods for Small Clear Specimens of Timber. ASTM International: West Conshohocken, PA, USA, 2023.
- ASTM D3500-20; Standard Test Methods for Wood Structural Panels in Tension. ASTM International: West Conshohocken, PA, USA, 2020.
- UNE-EN 319; Particleboards and Fibreboards. Determination of Tensile Strength Perpendicular to the Plane of the Board. U.N.: Española, NM, USA, 1993.
- ASTM D1037-12; Standard Test Methods for Evaluating Properties of Wood-Base Fiber and Particle Panel Materials. ASTM International: West Conshohocken, PA, USA, 2012.
- ASTM D5334-22; Standard Test Method for Determination of Thermal Conductivity of Soil and Rock by Thermal Needle Probe Procedure. ASTM International: West Conshohocken, PA, USA, 2000.
- UNE-EN 13986:2006+A1:2015; Tableros Derivados de la Madera Para Utilización en la Construcción—Características, Evaluación de la Conformidad y Marcado. U.N.: Española, NM, USA, 2015.
- ASTM D6007-22; Standard Test Method for Determining Formaldehyde Concentrations in Air from Wood Products Using a Samll-Scale Chamber. ASTM International: West Conshohocken, PA, USA, 2022.
- Evans, P.D. Development of Commercial Wood Preservatives; American Chemical Society: Washington, DC, USA, 2008; Volume 982. [Google Scholar]
- Herrera, R.; Sandak, J.; Robles, E.; Krystofiak, T.; Labidi, J. Weathering resistance of thermally modified wood finished with coatings of diverse formulations. Prog. Org. Coat. 2018, 119, 145–154. [Google Scholar] [CrossRef]
- Vladimirova, E.; Gong, M. Advancements and Applications of Wood-Based Sandwich Panels in Modern Construction. Buildings 2024, 14, 2359. [Google Scholar] [CrossRef]
- Beck, K.; Cloutier, A.; Salenikovich, A.; Beauregard, R. Comparison of mechanical properties of oriented strand board made from trembling aspen and paper birch. Eur. J. Wood Wood Prod. 2010, 68, 27–33. [Google Scholar] [CrossRef]
- Okino, E.Y.A.; Teixeira, D.E.; de Souza, M.R.; Santana, M.A.E.; de Sousa, M.E. Properties of oriented strandboard made of wood species from Brazilian planted forests: Part 1: 80 mm-long strands of Pinus taeda L. Holz Als Roh-Und Werkstoff 2004, 62, 221–224. [Google Scholar] [CrossRef]
- Suzuki, S.; Miyagawa, H. Effect of element type on the internal bond quality of wood-based panels determined by three methods. J. Wood Sci. 2003, 49, 513–518. [Google Scholar] [CrossRef]
- Fauziyyah, S.; Tomas, P.; Slobodan, S.; Wimmer, R. Wood-based panels derived from fast growing tropical lightwood species: Panel properties and environmental impact assessment. Wood Mater. Sci. Eng. 2025, 1–15. [Google Scholar] [CrossRef]
- Copak, A.; Jirouš-Rajković, V.; Španić, N.; Miklečić, J. The Impact of Post-Manufacture Treatments on the Surface Characteristics Important for Finishing of OSB and Particleboard. Forests 2021, 12, 975. [Google Scholar] [CrossRef]
- Hrazsky, J.; Kral, P. Analysis of properties of boards for concrete formwork. J. For. Sci. 2004, 50, 382–398. [Google Scholar] [CrossRef]
- UNE-EN 300; Tableros De Virutas Orientadas (OSB)—Definiciones, Clasificación Y Especificaciones. U.N.: Española, NM, USA, 2007.
- Vidal-Vega, M.; Núñez-Decap, M.; Hernández-Durán, J.; Catricura-Muñoz, P.; Jara-Briones, C.; Moya-Rojas, B.; Opazo-Carlsson, C. Comparative Study of Carbon Nanotubes and Lignosulfonate as Polyvinyl Acetate (PVAc) Wood Adhesive-Reinforcing Agents. Appl. Sci. 2024, 14, 365. [Google Scholar] [CrossRef]
- Acuña-Alegría, L. Determinación Inversa de la Conductividad Térmica en Madera de Pinus Radiata; Universidad del Bío-Bío: Concepción, Chile, 2017. [Google Scholar]
- Chrobak, J.A.-O.; Iłowska, J.; Chrobok, A.A.-O. Formaldehyde-Free Resins for the Wood-Based Panel Industry: Alternatives to Formaldehyde and Novel Hardeners. Molecules 2022, 27, 4862. [Google Scholar] [CrossRef]
- Salem, M.Z.M.; Böhm, M. Understanding of Formaldehyde Emissions from Solid Wood: An Overview. BioResources 2013, 8, 4775–4790. [Google Scholar] [CrossRef]
- Von Der Leyen, U. Commission Regulation (EU) 2023/1464—Amending Annex XVII to Regulation (EC) No 1907/2006 of the European Parliament and of the Council as regards formaldehyde and formaldehyde releasers. Off. J. Eur. Union 2023, L180/12. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=OJ:L:2023:180:TOC (accessed on 11 May 2025).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Adhesives ID | Viscosity (cP) | pH | Electrical Conductivity (mS) | Density (kg/m3) | Solid Content (%) |
|---|---|---|---|---|---|
| Mean | Mean | Mean | Mean | Mean | |
| PF | 204 | 12.19 | 27.45 | 1257 | 45.20 |
| GA1 | 406 | 5.47 | 3.6 | 1262 | 51.87 |
| GA2 | 198 | 5.70 | 12.1 | 1258 | 49.11 |
| OSB Sample ID | ΔΕ Average | |
|---|---|---|
| Mean | St. Dev. | |
| OSB-C | 6.08 c | 1.51 |
| OSB-1 | 4.44 b | 0.99 |
| OSB-2 | 3.29 a | 0.79 |
| OSB Sample ID | Density (kg/m3) | Moisture Content (%) | Thickness Swelling (%) | |||||
|---|---|---|---|---|---|---|---|---|
| 24 h | 48 h | |||||||
| Mean | St. Dev. | Mean | St. Dev. | Mean | St. Dev. | Mean | St. Dev. | |
| OSB-C | 822 b | 101.85 | 2 a | 0.45 | 32.07 a | 7.28 | 33.97 a | 7.40 |
| OSB-1 | 705 a | 102.40 | 2 a | 0.50 | 32.04 a | 4.51 | 33.31 a | 5.12 |
| OSB-2 | 748 ab | 106.92 | 5 b | 0.99 | 31.22 a | 2.79 | 33.70 a | 2.56 |
| OSB Sample ID | Tensile Strength (MPa) | Internal Bond Strength (MPa) | Janka Hardness (N) | |||
|---|---|---|---|---|---|---|
| Mean | St. Dev. | Mean | St. Dev. | Mean | St. Dev. | |
| OSB-C | 14.08 b | 5.52 | 0.95 b | 0.36 | 8896 a | 2114 |
| OSB-1 | 9.64 ab | 3.58 | 0.81 ab | 0.08 | 7781 a | 2172 |
| OSB-2 | 6.85 a | 0.54 | 0.62 a | 0.15 | 7669 a | 1265 |
| OSB Sample ID | Position | Thermal Conductivity λ (W/m·K) | Requirement | |
|---|---|---|---|---|
| Mean | St. Dev. | UNE-EN 13986 | ||
| OSB-C | Flatwise | 0.161 a | 0.017 | 0.1644 |
| Edgewise | 0.140 a | 0.018 | 0.1644 | |
| OSB-1 | Flatwise | 0.165 a | 0.015 | 0.1410 |
| Edgewise | 0.145 a | 0.017 | 0.1410 | |
| OSB-2 | Flatwise | 0.159 a | 0.068 | 0.1496 |
| Edgewise | 0.149 a | 0.009 | 0.1496 | |
| OSB Sample ID | Formaldehyde Emissions (ppm) | |
|---|---|---|
| 2 h | 7 Days | |
| OSB-C | 0.011 | 0.005 |
| OSB-1 | 0.013 | 0.007 |
| OSB-2 | 0.009 | 0.006 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Núñez-Decap, M.; Díaz-Stuardo, F.; Vidal-Vega, M.; Opazo-Carlsson, C.; Moya-Rojas, B.; Hernández-Castillo, V. Preliminary Investigation of the Properties of Oriented Strand Boards Produced Using Green Adhesives. Buildings 2025, 15, 1702. https://doi.org/10.3390/buildings15101702
Núñez-Decap M, Díaz-Stuardo F, Vidal-Vega M, Opazo-Carlsson C, Moya-Rojas B, Hernández-Castillo V. Preliminary Investigation of the Properties of Oriented Strand Boards Produced Using Green Adhesives. Buildings. 2025; 15(10):1702. https://doi.org/10.3390/buildings15101702
Chicago/Turabian StyleNúñez-Decap, Mario, Felipe Díaz-Stuardo, Marcela Vidal-Vega, Camila Opazo-Carlsson, Boris Moya-Rojas, and Vicente Hernández-Castillo. 2025. "Preliminary Investigation of the Properties of Oriented Strand Boards Produced Using Green Adhesives" Buildings 15, no. 10: 1702. https://doi.org/10.3390/buildings15101702
APA StyleNúñez-Decap, M., Díaz-Stuardo, F., Vidal-Vega, M., Opazo-Carlsson, C., Moya-Rojas, B., & Hernández-Castillo, V. (2025). Preliminary Investigation of the Properties of Oriented Strand Boards Produced Using Green Adhesives. Buildings, 15(10), 1702. https://doi.org/10.3390/buildings15101702